Сверло центровочное по металлу
Центровочное сверло, характеристики и применение
Центровочное сверло относится к разряду профиссионального многофункционального инструмента комбинированного типа. Другими словами оно имеет несколько различных рабочих частей, с помощью которых можно выполнить несколько операций. Его основная задача это сверление отверстий в металле, пластике или металлокерамике.
Особенности конструкций


Также этот инструмент имеет не большую длину относительно другого вида подобного оборудования. Таким образом получилось сверло с усиленным основанием, что дает ему повышенную жесткость. В процессе эксплуатации не вибрирует и не гнется, что позволяет выполнять работы высокой точности.
Центровочное сверло состоит из трех частей:
- центральная часть, рабочая зона меньшего диаметра, которая легко сверлит металл,
- основная часть, вторая рабочая зона, большего диаметра, увеличивающая диаметр отверстия,
- основание, зона фиксации инструмента в оборудовании.
Данный вид инструмента двухсторонний, то есть его рабочие части расположены по обе стороны основания и могут быть использованы в равной степени. Это продлевает срок эксплуатации инструмента без заточки.
Зачем нужны центровочные сверла, область применения

Также этот инструмент используется во фрезерных станках с ЧПУ. Благодаря своей жесткости это сверло выполняет работы с высокой точность, а его конструкция уменьшает риск сломаться.
Как это сверло можно использовать при строительстве и ремонте
Этот инструмент относится к разряду профессиональных. Однако мастера научились применять его и строительстве, используя как зенковку по металлу или дереву. В последнем варианте оно удобно еще и тем что может одновременно сделать направляющее отверстие для самореза и прозинковать потай для его шляпки, или для установки фурнитуры, где требуется отцентрировать отверстие.
Также им очень эффективно можно высверлить шапку самореза и винта которые не хочет выкручиваться.
Нередко этот инструмент используют радиолюбители для выполнения отверстий в платах. Они применяют не большой диаметр сверла: 0.5-1.5 мм, в этих случаях обычные сверла часто ломаются, а центровочное служит намного дольше благодаря своей конструкции.
Как правильно подобрать сверло
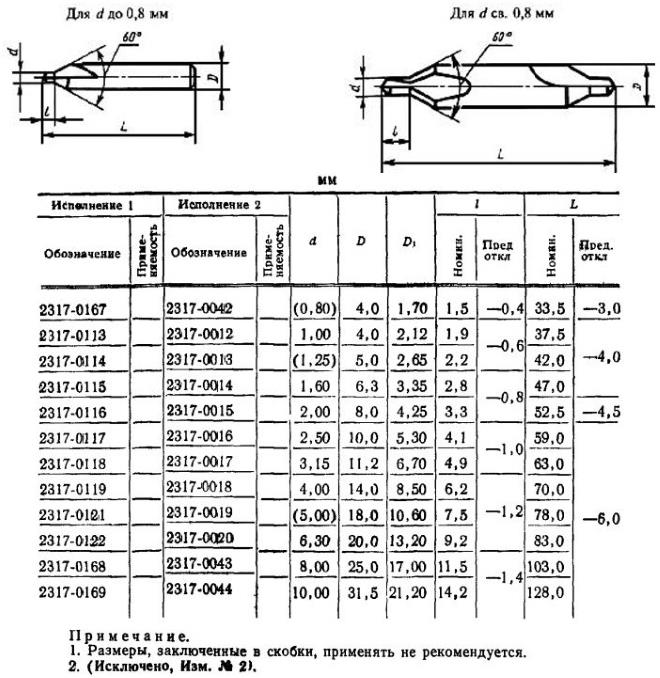
Каждый размер, от 0.5 до 10 мм диаметром имеет два вида исполнения. Выбор нужно делать исходя из требования к шероховатости стенок отверстия после операции.
Таблица размеров
| Рабочий диаметр (мм) | 0.5 | 0.8 | 1.6 | 2.5 | 4 | 6.3 | 8 | 10 | ||
| Посадочный диаметр (мм) | 3.15 | 5 | 8 | 10 | 16 | 20 | 25 | 31.5 | ||
| Длина (мм) | 21 | 33.5 | 42 | 59 | 74 | 83 | 103 | 128 | ||
| Длина рабочей части (мм) | 1 | 1.9 | 2.8 | 3.3 | 4.9 | 6.2 | 7.5 | 9.2 | 11.5 | 14.5 |
Как правильно подобрать сверло
Выбирать размер нужно исходя из веса заготовки, которую необходимо обрабатывать в токарном или фрезерном станке. Чем больше вес, тем больше диаметр отверстия. Все эти показатели четко определены в ГОСТ 14952-75 с указанием типоразмеров.
Каждый размер, от 0.5 до 10 мм диаметром имеет два вида исполнения. Выбор нужно делать исходя из требования к шероховатости стенок отверстия после операции.
Из какого материалы изготовлено, маркировка

Требования к твердости режущей части:
- сверло диаметром до 3,15 мм — 63…65 HRC0,
- сверло диаметром свыше 3,15 мм — 63…66 HRC0.
Технические характеристики по типу

- Тип А – применяются для центровочных отверстий 60° без предохранительного конуса, соответствующее требованиям стандарта 2317-0007 d4 ГОСТ 14952,
- Тип В – применяются для центровых отверстий 60° с предохранительным конусом 120°, соответствующее требованиям стандарта 2317 018 d4 ГОСТ 14952,
- Тип С – применяются для центровых отверстий 75° без предохранительного конуса,
- Тип R – применяются для центровых отверстий с дугообразной образующей.
Сверло центровочное гост 14952, описание
Данный вид инструмента регламентируется следующими ГОСТами: 14952 75, 10902 77 и 14034 74. Они определяют требования к качеству твердосплавных центровочных сверл по металлу.
Скачать полное описание и таблицу ГОСТов можно по этой ссылке.
Как заточить такое сверло
Поскольку этот инструмент относится с профессиональному, затачивать его нужно со строгой выдержкой всех углов режущих частей чтобы не нарушить геометрию. Это может привести к негативным последствиям:
- уменьшение скорости реза,
- уменьшение точности,
- избыточное тепловыделение при работе,
- уменьшение длины рабочей части,
- быстрый износ.
Такую операцию производят на специальном оборудовании опытными слесарями-заточниками.
Заточить такое сверло в домашних условиях можно. Для этого есть специальные приспособления, с помощью которых можно выставить правильный угол. Опытный мастер вполне может выполнить эту работу “на глаз”, достаточно следить чтобы передняя (режущая) кромка рабочей части была выше задней, если сверло расположить строго вертикально. По своему принципу технология не отличается от той, которую применяют для заточки обычных сверл.
Центровочное сверло — Применение, характеристики, ГОСТ
Центровочные сверла: что это такое, их характеристики

Любой человек, который сталкивался со сверлением отверстий, знает как важно, чтобы эти отверстия получались ровными, а также были сделаны именно там, где нужно. Ведь обычно, если отверстие будет неровным, сделано под углом или немного не в том месте, деталь или материал приходится выбрасывать. Поэтому и придумали специальный инструмент под названием центровочные сверла.
Разберемся с тем, что представляет собой данный инструмент. Центровочные сверла по металлу (или, как их еще называют, центрирующие сверла) — это специальные многофункциональные (у них есть несколько рабочих областей для выполнения различных операций) инструменты для резки металла.
Внешний вид центровочного сверла
Обычно они довольно короткие, имеют тонкую рабочую режущую область, конусообразные режущие кромки и утолщенную хвостовую часть (в пару раз толще рабочей части), которая обеспечивает улучшенную жесткость инструмента.
Предназначение центровочных сверл
Данный тип сверл (которые, впрочем, почти не похож на обычные сверла) предназначается для проделывания центрирующих отверстий в различных твердых материалах: металлах, металлокерамических сплавах, твердой древесине, а также для раззенковки или высверливания крепежных деталей. Сверла центровочные чаще всего используются для центровки заготовок или деталей на токарных станках, а также предварительного точного высверливания деталей до их дальнейшей обработки на сверлильном или фрезерном станке. При этом ни один другой профессиональный инструмент не может обеспечить такую точность отверстий (расположенные перпендикулярно поверхности изделия, подлежащего обработке), как самоцентрирующиеся сверла.
Основные параметры, технические характеристики по типу
Всем, кто подбирает для себя центровочное сверло, важно ознакомиться с его подробным описанием, ведь это весьма точный инструмент, которым пользуются профессионалы.
Общие стандарты центровочных сверл можно узнать в ГОСТ 14952-75, где указаны их правила маркировки, типоразмеры, а также требования к сверлам.
Тип центровочных сверл
Есть четыре основных типа данного вида сверл:
- Тип А – для создания центровочных отверстий, в которых угол конуса составляет 60°, а предохранительного конуса нет.
- Тип В — для создания центровочных отверстий, в которых угол конуса составляет 60°, а также есть предохранительный конус углом 120°.
- Тип С — для создания центровочных отверстий, в которых угол конуса составляет 75°, а предохранительного конуса нет.
- Тип R – для создания центровочных отверстий с поверхностью в виде дуги.

Сверло центровочное, согласно ГОСТ 14952-75 должно иметь рабочий диаметр 0,5 — 10 миллиметров. Во всех приведенных выше четырех типах есть два варианта исполнения, выбор которого зависит от требуемой шероховатости стенок отверстия.
Технические параметры
Сверла центровочные по металлу помимо своего типа (А, В, С, R) и диаметра рабочей части различаются по ряду параметров (они описаны в том же ГОСТ 14952-75). Их конструкция может быть односторонняя и двухсторонняя. Обычно они изготавливаются из таких материалов, как сталь легированная, углеродистая, быстрорежущая или сплав. Длина составляет от 21 до 108 миллиметров, посадочный диаметр от 3,15 до 31,5 мм, длина рабочей части такого сверла — от 1,0 до 9,2 миллиметров, а твердость рабочей части варьируется от 63 до 66 HRC.

Выбор центровочного сверла
Отметим, что при выборе центровочного сверла нужно обязательно обратить внимание на диаметр. Здесь есть одно существенное различие с «обычными» сверлами. Диаметр обычного сверла определяется по толщине его хвостовика, а в случае центровочного сверла он определяются по толщине режущей части сверла.
Маркировка и металл, из которого изготовлено центровочное сверло
Маркируют центровочные сверла также согласно ГОСТ 14952-75. Как было указано выше, в своем обозначении они имеют букву (А, В, С или R).
Сверло центровочное по ГОСТ 14952-75 предполагает маркировку «А» и «В», если оно предназначено для создания отверстия углом в 60 градусов. Здесь различие заключается в наличии предохранительного конуса (буква «В») или его отсутствии (буква «А»). Маркировка «С» применяется для сверл, которыми делают отверстия углом 75 градусов (при этом предохранительного конуса нет), а буква R – для сверл, которые делают отверстия со стенками в форме дуги.
Для примера рассмотрим сверло центровочное диаметром 1,0 мм.
Если сверло имеет тип «А» и сделано в первом исполнении, то оно будет иметь маркировку 2317-0101 ГОСТ 14952-75, а если во втором исполнении, то 2317-0001 ГОСТ 14952-75. Здесь «2317» обозначает конкретные конструктивные характеристики сверла, необходимые для его эксплуатации, а 0101 – порядковый номер типоразмера по заводским таблицам.
Инструменты, относящиеся к группе «В» маркируют по-другому (в частности, если они сделаны в первом исполнении, то как «2317-0113», а если во втором — «2317-00-12»). Сверла типа «С» обозначаются как «2317-0124» (в первом исполнении) и как «2317-0022» (во втором исполнении), а группа R как «2317-0027». И еще раз напомним, что это все верно, если диаметр сверла составляет 1 мм.

Также ГОСТ 14952 75 предполагает, что подобные инструменты будут изготовлены из инструментальной стали Р6М5, ее зарубежного аналога HSS или быстрорежущей стали Р9. Однако, марка стали в маркировке сверл центровочных может не указываться.
Рекомендации по выбору центровочного сверла
Универсальных центровочных сверл нет. Сверло центровочное нужно выбирать, руководствуясь рядом факторов.
- Во-первых, нужно учитывать материал, с которым будет вестись работа, а также диаметр и длину рабочей части, материал сверла, конусность и тип центровочного отверстия.
- Во-вторых, если планируется сделать центрирование детали до того, как сверлить ее, центрирующее сверло нужно подбирать меньшим по диаметру, чем будет размер отверстия после окончательного сверления. И наоборот, если нужно высверлить засевший намертво шуруп, который никак не поддается отвертке, то сверло нужно подбирать аналогичного диаметр (или больше) шурупа, который необходимо высверлить.
- Многие люди применяют центровочные сверла, чтобы высверлить отверстия под резьбу. При этом нужно подбирать диаметр сверла так, чтобы он был меньше диаметра резьбы. В противном случае ее попросту не получится нарезать.
- Нужно еще учитывать требования к шероховатости стенок отверстия, поскольку центровочные сверла выпускаются в двух видах исполнения.
Параметры выбора сверла по ГОСТ
Просмотрев ГОСТ на сверло самоцентрирующееся, становится очевидным, что нужно обращать внимание на ряд характеристик, таких как:
- Внешний вид. Все просто: на инструменте никогда не должно быть царапин, вмятин или любых заметных внешне механических дефектов.
- Точность. Внимательно смотрим на этот показатель, ведь именно от него зависит то, какими будут допуски отклонений диаметра просверленного отверстий. К примеру, если диаметр рабочей области центровочного сверла меньше 8 миллиметров, то отклонение не должно составлять выше 0,05 миллиметра.
- Твердость. При отклонении данного параметра сверло прослужит недолго. Если он низкий, то сверло не будет достаточно стойким при эксплуатации, а если он слишком высокий, то сверло будет хрупким. Твердость должна составлять от 63 до 66 HRC, согласно шкалы твердости Роквелла.
- Длина. Данный параметр отвечает за производительность сверла. Его нужно подбирать, исходя из длины обрабатываемой детали.
Размеры центровочного сверла
Как указывалось выше, сверла центровочные по ГОСТ 14952 75 могут иметь диаметр от 0,5 до 10 мм. Разберемся подробнее с их остальными размерами, такими как рабочий диаметр, посадочный диаметр, длина общая и рабочей части. Все размеры приведены в миллиметрах (мм).

Применение в быту
Итак, мы уже разобрались, что центровое сверло — это вполне профессиональный инструмент. Но означает ли это, что его нельзя применять дома, что называется, «в быту». На самом деле, это не так.
К примеру, центровочное сверло по металлу пришлось по душе радиолюбителям. Это и неудивительно, ведь им довольно часто нужно просверлить небольшое отверстие в плате. А, учитывая точность, которую может обеспечить этот инструмент, он пришелся как нельзя лучше.
Кроме того, многие сталкиваются дома с винтами или шурупами, которые «утоплены» вглубь материала и сидят намертво. Их часто попросту невозможно выкрутить с помощью обычной отвертки. Здесь на помощь также придут центровочные сверла, веди с их помощью получится легко выкрутить такой шуруп или винт.
Сверла центровочные – характеристики, применение, ГОСТ
Центровочное сверло относится к категории инструментов комбинированного типа: с его помощью можно создавать отверстия в деталях из различных материалов (чугуна, обычных и легированных сталей, металлокерамических сплавов, которые получены на основе бронзы и железа). При помощи таких сверл, как понятно из их названия, создаются отверстия для выполнения дальнейшей обработки заготовок при их фиксировании в центрах металлорежущего оборудования.


Центровка будущего отверстия на токарном станке
Производство и основные параметры
Сверло, называемое центровочным, – это профессиональный инструмент, применяемый преимущественно крупными и средними предприятиями, в арсенале которых имеются токарные и фрезерные станки. Его производство регулируется таким документом, как ГОСТ 14952-75. С помощью центровочных сверл получают отверстия, ось которых располагается перпендикулярно к поверхности обрабатываемого изделия.
Следует отметить, что ни один другой инструмент по обработке металла не позволяет добиться такой точности формирования отверстий, а также их высокого качества.


Разнообразие видов и типоразмеров центровочных сверл
При выполнении отверстий с использованием центровочного сверла сводится к нулю вероятность накопления ошибок, допускаемых в процессе обработки. Получать отверстия, размеры и расположение которых строго соответствуют чертежу, не позволяют сверла многих других типов. ГОСТ 14952-75 определяет широкий диапазон диаметров сверл данного типа: от 0,5 до 10 мм. В данном нормативном документе также выделены 4 основных типа центровочных сверл:
- A – для формирования центровочных отверстий, конусность сторон которых составляет 60 градусов (на таких сверлах нет режущей поверхности, которая формирует так называемый предохранительный конус);
- B – для выполнения центровочных отверстий с предохранительным конусом на рабочей части (угол разворота его сторон составляет 120 градусов);
- C – для создания центровочных отверстий без предохранительного конуса с углом разворота сторон, который равен 75 градусам;
- R – для формирования центровочных отверстий, образующие поверхности которых имеют дугообразную конфигурацию.
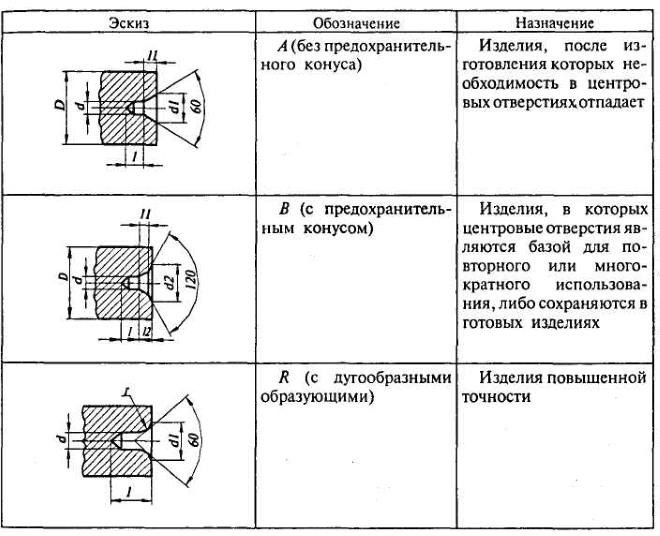

Размеры и формы центровых отверстий
Сверла каждой из представленных выше категорий выпускаются в двух вариантах: с диаметром основного режущего наконечника до восьми десятых миллиметра (первый тип) и больше восьми десятых миллиметра (второй тип). При использовании центровочного инструмента первого типа шероховатость стенок формируемого центрового отверстия меньше, чем при применении инструмента с диаметром наконечника больше восьми десятых миллиметра. Таким образом, на выбор сверла того или иного типа основное влияние оказывают требования к степени шероховатости стенок формируемого отверстия.
Определить, какого типа инструмент вы держите в руках, можно по его маркировке, правила которой также устанавливает ГОСТ 14952-75. Так, маркировка центровочных сверл с одинаковыми геометрическими параметрами, но различных типов выглядит следующим образом:
- сверла категории «А», диаметр которых составляет 1 мм: первого типа исполнения – 2317-0101, второго типа – 2317-0001.
- сверла категории «В», диаметр которых также составляет 1 мм: первого типа – 2317-0113, второго – 2317-0012.
- инструмент категории «С» диаметром 1 мм: первого типа – 2317-0124, второго – 2317-0022.
- сверла категории «R» аналогичного диаметра: первого типа – 2317-0129, второго – 2317-0027.


Центровочное сверло из быстрорежущей стали
Все геометрические параметры центровочных сверл разных типов определяет ГОСТ 14952-75, в котором они представлены в соответствующих таблицах.
Основные требования
Сверла, которые предназначены для получения центрирующих отверстий, изготавливаются из быстрорежущей стали. Согласно требованиям нормативного документа, данный материал должен обеспечить следующие параметры твердости рабочей части инструмента с диаметром:
- менее 3,15 мм – 63–65 HRC;
- больше 3,15 мм – 63–66 HRC.
Отдельная категория центровочных сверл, материал изготовления которых содержит кобальт (5%) и ванадий (3%), должны иметь твердость, минимум на одну единицу превышающую вышеприведенные параметры.
Диаметр сверл центровочного типа может иметь отклонения, предельные величины которых также оговорены в нормативном документе:
- для инструмента диаметром свыше 5 мм – +0,15 мм;
- 2,5–5 мм – +0,12 мм;
- 0,8–2,5 мм – +0,1 мм;
- до 0,8 мм – +0,05 мм.

Геометрические размеры центровочноых свёрл
В нормативном документе также перечислены требования к состоянию поверхности сверл, относящихся к центровочному типу: на ней не должно быть трещин, забоин, цветов побежалости и черновин. Допускается, что цвета побежалости могут присутствовать в области канавок – в местах выхода точильного круга.
Указаны в стандарте и критерии отказа центровочного инструмента, который для сверл диаметром до 3,15 мм наступает в случае их поломки, а для инструмента диаметром свыше 4 мм – в случае износа его задней поверхности на величину, оговоренную в соответствующих таблицах.
Разность ширины перьев должна находиться в следующих пределах для сверл диаметром:
- до 3,15 мм – не более семи сотых миллиметра;
- больше 3,15 мм – не более одной десятой мм.
Контроль качества
Сверла, при помощи которых получают центрирующие отверстия, как и центровочные фрезы, относятся к инструментам профессионального назначения, поэтому к контролю их технических характеристик подходят очень ответственно.
Одним из важнейших этапов контроля качества центровочных инструментов является их проверка на работоспособность, которая выполняется на специальных образцах, изготовленных из стали 45, имеющей твердость от 187 до 207 единиц по шкале HB. При проведении испытаний работоспособность проверяемого центровочного сверла сравнивают с тем, как в аналогичных условиях ведет себя другой инструмент, параметры жесткости и точности у которого точно определены.
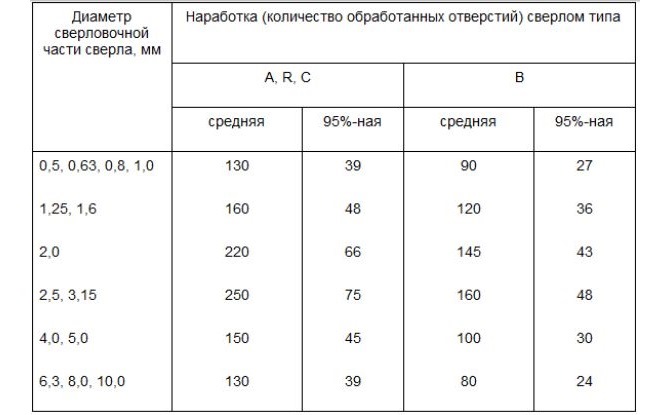

Значения средней наработки центровочных сверл, изготовленных из стали Р6М5
Центровочное сверло после его проверки в обработке металла не должно иметь на своей режущей части участков выкрашивания. Специалисты, проводящие испытания, оценивают, можно ли его применять для выполнения дальнейшей обработки. Средствами, используемыми для такого контроля, являются увеличительная лупа и измерительный инструмент, который необходим для того, чтобы сравнить геометрические параметры проверяемого сверла с их величиной, указанной в чертеже. При проверке геометрических параметров центровочного инструмента стандарт (ГОСТ 8.051-81) допускает наличие следующих погрешностей.
- На взаимное расположение поверхностей инструмента и линейные геометрические параметры разрешается отклонение в 25% от величины допуска, оговоренного в чертеже.
- На угловые параметры сверл допускается отклонение в 35% от величины указанного допуска.
Схема выполнения проверки геометрических параметров инструмента также представлена в названном ГОСТе. Правила проведения испытаний центровочного сверла на твердость, а также рекомендации по использованию измерительных инструментов оговорены в ГОСТе 9013-59.
Инструмент, используемый для выполнения центрирующих отверстий, проверяют в том числе на шероховатость поверхности, для чего его сравнивают с другим сверлом – эталонным. Требования к тому, какую величину шероховатости должна иметь поверхность инструмента, изложены в соответствующем стандарте (9378-75).
Как и в процессе выполнения обработки, при испытаниях центровочного инструмента должна использоваться смазывающе-охлаждающая жидкость, которая представляет собой 5-процентный водный раствор эмульсола.
Плановые испытания, выполняемые на пяти и более инструментах, осуществляются со следующей периодичностью:
- проверка на безотказную наработку – два раза в год;
- проверка на среднюю наработку до отказа – один раз в три года.
Использование в домашних условиях
Несмотря на то, что сверла центровочного типа являются профессиональными, многие домашние умельцы нашли им успешное применение. Большой популярностью такие сверла пользуются у радиолюбителей, которым часто приходиться сверлить отверстия небольшого диаметра в печатных платах. Обладая за счет особенностей своей конструкции высокой жесткостью, сверла центровочного типа в таких ситуациях более предпочтительны, чем стандартный сверлильный инструмент небольшого диаметра.


Сверление отверстий в печатной плате
В домашних условиях используются преимущественно сверла центровочного типа, диаметр которых составляет от пяти до восьми десятых миллиметра. Объясняется это тем, что именно инструмент с режущей частью небольшого диаметра наиболее эффективно решает многие бытовые задачи.
Одной из операций, которую успешно выполняют при помощи центровочного инструмента, является высверливание шурупов или винтов, которые невозможно выкрутить обычной отверткой. При помощи центровочного инструмента головки таких неподдающихся крепежных элементов просто высверливаются, после чего их можно легко выкрутить. Проще всего такая задача решается, если необходимо высверлить головку винта или шурупа, на которой выполнены прорези для отверток крестового типа. Если же речь идет о головке с прорезями под прямую отвертку, то ее необходимо предварительно накернить, чтобы обозначить точное место захода сверла.


Центровочное сверло с винтовой заточкой и хвостовиком под конус Морзе
Любому домашнему умельцу не составит труда приобрести центровочный инструмент любого диаметра. В свободной продаже сегодня находится большой ассортимент сверл, включающий как отечественные, так и зарубежные торговые марки.
Если говорить о предпочтениях домашних мастеров, то в их среде, судя по отзывам и рекомендациям, большой популярностью пользуются сверла центровочного типа, выпускаемые под известной торговой маркой Dormer. Этот инструмент отличается высоким качеством исполнения, о чем можно судить даже по его фото, он надежен и долговечен в эксплуатации.


Центровочные сверла Dormer изготавливаются из быстрорежущей инструментальной стали HSS
Центровочный инструмент ТМ Дормер изготавливается из быстрорежущей стали и для обеспечения высокой твердости готового изделия подвергается специальной термической обработке. В результате таких технологических манипуляций получается инструмент, которым можно без труда сверлить очень твердые металлы, в том числе и нержавеющую сталь.
В металл, из которого изготавливаются центровочные сверла Дормер, производитель добавляет кобальт, что позволяет режущему инструменту сохранять свою первоначальную твердость даже при повышенных температурах обработки. Износостойкость продукции данной торговой марки также заслуживает похвалы.
Важной характеристикой сверл Дормер является их способность к самоцентрированию, что позволяет получать с их помощью отверстия с высокой точностью расположения. Как и остальные производители, компания Dormer выпускает сверла центровочного типа в большом диапазоне рабочих диаметров.
Центровочные сверла
- Патроны токарные, кулачки
- Патроны цанговые и цанги ER
- Патроны сверлильные и хвостовики для них
- Головки расточные
- Оправки ISO 7:24
- Оправки конус морзе
- Центра упорные и вращающиеся
- Втулки переходные конус морзе
- Плиты магнитные, электромагнитные
- Столы поворотные и координатные
- Домкраты
- Тиски
- Универсальная делительная головка (УДГ)
- Державки для безалмазной правки шлифовальных кругов
- Оправки HSK
- Державки и ролики для накатки рифлений ГОСТ 21474-75
- Индикаторы
- Концевые меры длины
- Микрометры
- Наборы щупов, шаблонов, резьбомеры
- Нутромеры
- Штангенциркули
- Рулетки, линейки
- Угломеры, стойки, штативы
- Угольники слесарные
- Уровни
- Штангенглубиномеры
- Штангенрейсмасы
- Калибры промышленные
- Призмы поверочные и разметочные
- Проволочки и ролики ГОСТ 2475-88
- Ключи искробезопасные
- Ключи комбинированные
- Ключи накидные коленчатые
- Ключи накидные односторонние
- Головки торцевые
- Ключи разводные
- Ключи рожковые двухсторонние
- Ключи рожковые односторонние
- Ключи торцевые с внутренним шестигранником
- Ключи торцевые с наружным шестигранником
- Ключи балонные
- Ключи трубные рычажные
- Ключи трубчатые
- Ключи шарнирные
- Барахолка
- Запчасти к станку 16К20
- Запчасти к станку 1К62
- Запчасти к станку 1М63















Центровочное сверло представляет собой небольшой по размерам двустороннее инструмент с хвостовиком большой толщины (диаметр последнего обычно в 2-3 раза превышает диаметр наконечника). Подобная конструкция позволяет приложить большое начальное усилие и придает высокую жесткость, что гарантирует точное вхождение сверла в обрабатываемый металл при засверливании.
Центровочные сверла ГОСТ 14952-75 применяются в тех случаях, когда нужно обеспечить высокую точность отверстия при сверлении в заготовке. При этом после выхода сверла образуется небольшое отверстие, которое выступает в качестве направляющего при дальнейшем рассверливании обычным сверлом, предотвращая уход последнего в сторону в момент входа в материал.
Вторым вариантом использования центровочного сверла может стать формирование небольшого отверстия для увеличения точности последующего базирования, что очень важно для повышения качества обработки.
Изготавливается инструмент обычно из быстрорежущей стали Р6М5, что обеспечивает доступную стоимость, однако встречаются и сверла центровочные твердосплавные, что позволяет их использовать при обработке очень прочных и твердых изделий.
Сегодня без использования подобного инструмента не может обойтись ни одно механическое производство, где установлены станки токарной или сверлильной группы, поэтому продажа центровочных сверл идет достаточно активно.
Если вас интересует возможность приобретения центровочных сверл, то решить все вопросы вам поможет компания «Мекка инструмента». Здесь вы всегда сможете приобрести набор центровочных сверл или отдельные сверла различных диаметров. При этом гарантируется постоянное наличие инструмента на складе и доступные цены на продукцию, что позволит сэкономить и быстро укомплектовать производство необходимым инструментом.
Сверла комбинированные центровочные ГОСТ 14952-75

Без предохранительного конуса (Тип А)
| d | L | l | D |
| 1,00 | 33,50 | 1,90 | 3,15 |
| 1,60 | 37,50 | 2,80 | 4,00 |
| 2,00 | 42,00 | 3,30 | 5,00 |
| 2,50 | 47,00 | 4,10 | 6,30 |
| 3,15 | 52,00 | 4,90 | 8,00 |
| 4,00 | 59,00 | 6,20 | 10,00 |
| 5,00 | 66,00 | 7,50 | 12,50 |
| 6,30 | 74,00 | 9,20 | 16,00 |
| 8,00 | 83,00 | 11,50 | 20,00 |
| 10,00 | 103,00 | 14,20 | 25,00 |

С предохранительным конусом (Тип В)
| d | L | l | D |
| 1,00 | 37,50 | 1,90 | 4,00 |
| 1,60 | 47,00 | 2,80 | 6,30 |
| 2,00 | 52,50 | 3,30 | 8,00 |
| 2,50 | 59,00 | 4,10 | 10,00 |
| 3,15 | 63,00 | 4,90 | 11,20 |
| 4,00 | 70,00 | 6,20 | 14,00 |
| 5,00 | 78,00 | 7,50 | 18,00 |
| 6,30 | 83,00 | 9,20 | 20,00 |
| 8,00 | 103,00 | 11,50 | 25,00 |
| 10,00 | 128,00 | 14,20 | 31,50 |
Наша компания предлагает вам сверла центровочные. Это специализированные сверла для изготовления центровых отверстий в деталях и используются преимущественно в токарных и фрезеровочных станках.
Инструмент профессионалов
Сверла центровочные относятся к профессиональному инструменту, так как используются по большей степени в промышленных масштабах и частных мастерских. Главное отличие в точности и качестве засверливаемого отверстия. При использовании центровочного сверла обеспечивается идеальная перпендикулярность углубления относительно поверхности. Также минимизируется риск накопления неточностей и ошибок. Так как центровочные сверла – инструмент профессиональный и специализированный, то рекомендуется использовать твердосплавные сверла для большего срока службы и надежности.
Основные конструктивные особенности:
• А — для отверстий 60º без предохранительного конуса
• B — для отверстий 60º с предохранительным конусом 120º
• R — для отверстий с дугообразной образующей
Заказывая у нас сверла вы получите отличный инструмент, который позволит вам выполнять точные и качественные отверстия без лишних трудозатрат. А ассортимент, представленный нашей компанией, позволит выбрать хорошее сверло из подходящей вам ценовой категории.
ГлавИнструментТорг
ООО «ГлавИнструментТорг ТПК» предлагает оптовым компаниям широкий ассортимент продукции: режущий инструмент, измерительный инструмент, калибры, вспомогательный инструмент, абразивный инструмент, алмазный инструмент, пневматический инструмент, оснастка.
Характеристики и устройство центровочных сверл
Что из себя представляют сверла центровочные: назначение, применение, нормативно-техническая документация. Устройство, классификация и конструктивные отличия. Рекомендации по выбору. Популярные производители.


Центровочное сверло, относящееся к категории режущих инструментов, предназначено для выполнения центрирующих отверстий перед операцией сверления в металлах черных и цветных, а также керамических, деревянных и других материалах, обладающих определенной степенью твердости. Кроме того, его используют при высверливании крепежных деталей, которые невозможно выкрутить отверткой. Применяют такие сверла разного диаметра на предприятиях промышленных, сельскохозяйственных, в строительстве и быту при изготовлении продукции разного назначения, проведении ремонтных работ и создании поделок своими руками. Комбинированное сверло, которым по сути является инструмент, должно соответствовать размерам и требованиям, указанным в российских ГОСТ 10902-77, 14034- 74 и 14952−75, зарубежных аналогах DIN 333 и ISO 866:2016. Инструмент относят к категории, которым пользуются профессионалы. Центрирующие отверстия выполняют на ставках (токарных, центровочных, сверлильных) и с помощью ручного инструмента (перфоратора, дрели).
Устройство, конструктивные особенности
Сверло центровое представляет собой изделие, состоящее из цилиндрической и конической частей. Изготовлено оно из цельного куска металла, у которого имеется одна или две рабочие части. Радиус режущего элемента у них может быть не более 0,4 мм и выше этой цифры, что сказывается на шероховатости полученной после операции сверления поверхности. Изделия различают по таким параметрам:
- конструкции (одно- и двухсторонние);
- материалу изготовления (сталь легированная, углеродистая, быстрорежущая, сплав);
- типу (А, В, С и R);
- рабочему диаметру (от 0,5 до 10 мм);
- длине (от 21 до 108 мм);
- посадочному диаметру (от 3,15 до 31,5 мм);
- длине рабочей части (от 1,0 до 9,2 мм);
- твердости рабочей части (от 63 до 66 HRC).
Сверла центровочные подбирают, исходя из указанной классификации и требований, которые предъявляются в конструкторских чертежах к центровочному отверстию.
Комбинированное сверло центровочное изготавливают 4 типов. Это определяет область их применения. Типы А и В используют для получения центровых отверстий под углом 60°, причем в первом случае отсутствует предохранительный конус, а во втором он есть, и его величина составляет 120°. Сверлами типа С высверливают центровые отверстия под углом 75° без предохранительного конуса, а типом R – отверстия с образующей дугообразного типа. Режущий инструмент сверлит строго перпендикулярно поверхности с высочайшей точностью, при этом при выполнении операции скольжение по поверхности исключается.
Основные размеры и характеристики центровочных сверл
| Наименование показателя | Размер, мм | |||||||
|---|---|---|---|---|---|---|---|---|
| Диаметр рабочий | 0,5 | 0,8 | 1,6 | 2,5 | 4 | 6,3 | 8 | 10 |
| Диаметр посадочный | 3,15 | 5 | 8 | 10 | 16 | 20 | 25 | 31,6 |
| Длина общая | 21 | 33,5 | 42 | 59 | 74 | 83 | 103 | 128 |
| Длина рабочей части | 1 | 1,9 | 2,8 | 3,3 | 4,9 | 6,2 | 7,5 | 9,2; 11,5; 14,5 |
Шероховатость стенок отверстия после операции у сверл с радиусом режущего элемента менее 0,4 мм высокая. Поэтому с их помощью сверлят отверстия в заготовках и деталях, к которым предъявляются высокие требования по этому показателю.
Рекомендации по выбору центровочных сверл
- материала, с которым будут работать;
- диаметра и длины рабочей части;
- материала, из которого изготовлено сверло центровочное;
- конусности и типа центровочного отверстия.
Кроме того, в процессе эксплуатации происходит изменение углов режущей части. Это может привести к износу инструмента, уменьшению скорости реза, тепловыделению. Рекомендуется в процессе эксплуатации периодически подвергать сверло заточке с соблюдением параметров угла заточки, который указывается в сопроводительной документации к изделию. На производстве обычно пользуются приспособлениями, специально созданными для заточки такого инструмента.
При выполнении операции придерживаются таких правил. Если необходимо выполнить центровку перед сверлением, то изделие должно иметь меньший диаметр, чем диаметр будущего отверстия. Если необходимо высверлить застрявший в поверхности крепежный элемент, то диаметр сверла необходимо выбирать чуть больше или такой же, как и высверливаемый элемент. Если сверлится отверстие под резьбу, то диаметр сверла должен быть меньше, чем диаметр резьбы, на один порядок.
Популярные производители
Зарубежные аналоги изготавливаются с маркировкой, отличающейся от отечественной, по действующим зарубежным стандартам. Их соответствия можно найти на просторах интернета и в сопроводительной документации. Среди производителей особой популярностью пользуется центровочный инструмент компаний DeWALT (США), Werko, Robert Bosch GmbH (Германия), YG-1 (Южная Корея) и некоторых производителей из Китая. В последнем случае необходимо изучить отзывы покупателей, чтобы не купить товар недобросовестных производителей.
На видео подробно рассказано о назначении и устройстве центровочных сверл:
Просим тех, кто работал с таким режущим инструментом, поделиться опытом работы в комментариях к тексту, рассказать, каким оборудованием пользовались, какие нюансы выполнения операции и процесса заточки существуют.