Травление нержавейки хлорным железом
Травление насадки
Кажется для этих целей нужна соляная (HCl) или азотная (HNO3) кислота.
Поискал в чип и дипе, в основном кислоты продаются под названием «Кислота паяльная»
Что-нибудь от туда можно купить для травления насадки.
Если медленное травление нужно используем соляную кислоту 10% или 20-30% серную, если очень быстрое смесь соляной(3ч) и азотной(1ч).
Отдельно азотная кислота (концентрированная) используется для «осветления» нержавейки т.е. снимает микрослой оксидной пленки и нержавейку как в холодном так и в горячем состоянии не травит.
Смесь соляной(3ч) и азотной(1ч) травит все и очень очень быстро.
Посл. ред. 30 Янв. 09, 18:28 от Flyer
Одна столовая ложка на 0,5 воды нормально будет?
Не прожжет насадку?
Хотя можно сначала поэкспериментировать на неольшом количестве.
Чудеса какие то.
. Травил насадку больше 2 часов.
. А она блестит практически так же, как и нетравленая.
игорь223, 02 Марта 09, 20:52
В железе удобно — но толку никакого — блеск остается. игорь223, 04 Марта 09, 14:24
Чё то ты неправду говоришь, барин.
В горячем растворе хлорного железа, травится ну просто замечательно.
ну может не так быстро как в кислотах, но куда нам собственно спешить?
А если в хлорное железо добавить немного соляной кислоты, то оно даже ржавчиной загаживаться не будет.
Я насыпал насадку в 10 литровую бытыль, заливал туда х.железо, бутыль на ночь оставлял в ведро с горячей водой.
А на счёт химожогов. ну так кислоты вещи опасная, с ними надо очень осторожно обращаться.
а при осторожном обращении (+резиновые перчатки, +очки) никаких проблем нету.
Посл. ред. 04 Марта 09, 16:41 от Kotische
Действительно, Котище, я в чуть теплом хлорном железе травил. Травил и думал — а какого хрена в детстве платы я грел на печке при травлении.
А вот кислоту выливал в 70 градусов воду, за 2 часа раствор стал черный, насадка матово серая, графитового цвета примерно.
Так что ты прав, скорее, нежели я. Но, слава богу, 12 литров проволочек уже позади, вечером, быть может, первую колонну забью насадкой. или завтра.
А если доведется еще разок такую операцию повторять — попробую в хлорном, но горячем железе.
А если доведется еще разок такую операцию повторять — попробую в хлорном, но горячем железе. игорь223, 04 Марта 09, 17:40
Тут может другая засада получится, при травлении в царской водке и в хлорном железе, может получатся разная структура поверхности, не зря же рекумендуют именно в царской водке травить.
Было бы очень интересно узнать как меняется удерживающая способность хорошо протравленной насадки в зависимости от природы травящего раствора. Сможешь померить удерживающую способность насадки, если будет возможность?
А то я тут сильно огорчаюсь, что не имею возможности свободно достать кислоты для царской водки. ![]()

Посл. ред. 04 Марта 09, 22:54 от Kotische
Напиши методику игорь223, 04 Марта 09, 23:01
Берёшь мерный стакан, например 500мл.
Взвешиваешь стакан на весах, думаю точности 1гр достаточно.
Насыпаешь в мерный стакан абсолютно сухую (нужно её продуть воздухом при температуре больше 100*С или пожарить тонким слоем на сковороде) насадку.
Взвешиваешь стакан с насадкой на весах. Разница веса = вес чистой насадки.
Заливаешь воду в стакан, чтоб насадка хорошенько смочилась.
Окуратно сливаешь воду (при этом не нужно трясти стакан, что само стекло то и хорошо), как перестало капать взвешиваешь стакан с насадкой. Разница веса = вес удержанной воды. Делим на вес (объем) сухой насадки, получаем оценку удерживающей способности.
В теории, чем больше воды удерживает насадка в единице объема тем лучше.
Я описывал, что у меня получилось здесь,
у меня получилось, что насадка объемом 880 мл удерживает примерно 66 грамм воды, т.е. оценка удерживающей способности 75 гр/л.
Единственно, для получения корректных результатов сравнения, нужно сравнивать насадку из одной и той же партии, иначе например разная тольшина проволоки из которой навита насадка или другой шаг навивки спиралей может дать существенное искажение результата сравнения эффективности травящих растворов.
Фотоотчет о эксперименте прилагаю
Итак, взял 1000мл насадки, высушил, оттарировал тару в ноль.
Насыпал обратно — получилось ровно 700 грамм насадки на 1000мл (забыл сфотать).
Взял другую емкость, налил 1000мл воды. Вылил в насадку до заполнения по срезу. Воды осталось 55мл, следовательно, в насадку влезло ее 945мл.
Вылил досузха (пока капать не перестало из емкости, закрытой марлей.
Перевернул, поставил на весы. Весит 759гр. Следовательно, удерживает 59гр воды.
Травление нержавеющей стали
Травление нержавеющей стали – немаловажный процесс, который обеспечивает удаление верхнего слоя материала и восстановление первоначального состояния. Суть в том, что после проведения определённых работ на поверхности нержавейки могут образоваться дефекты в виде сварных швов, оксидов и окалин, которые способны заметно подпортить внешний вид материала, а также ухудшить эксплуатационные и эстетические свойства. Отличительной чертой стали считается наличие оксидохромовой пленки, целью которой является защита верхнего слоя. Именно из-за неё и возникают вышеперечисленные дефекты, которые с трудом вступают в связь с реагентами. В случае возникновения таких неприятностей можно исправить ситуацию, воспользовавшись специальной процедурой – травление нержавеющей стали.


Процедура травления нержавеющей стали
Химическая и электрохимическая обработка или травление считается одним из лучших способов очистки верхнего слоя нержавейки. Данная процедура отлично очищает поверхность стали от сварных швов, устраняет деформации различного типа, а также способствует укреплению структуры сплава после термической обработки. Кроме очистных свойств, процедура обеспечивает восстановление пассивного слоя стали, необходимого для защиты сплава от разрушения структуры при повышенных температурах.
Суть очистки стали 12х18н10т заключается в химическом взаимодействии верхнего слоя с концентрированным кислотным раствором. В основном используются соляная либо серная кислоты, после чего в ход вступает смесь расплавленной щелочи. Процесс очистки кислотой имеет две стадии: в первую очередь металл обрабатывается основным кислотным составом, а в заключении сплав выдерживается в ванне с раствором азотной кислоты.
Обрабатывая нержавейку, стоит строго соблюдать этапы технологического процесса. Емкость с раствором, в которую помещен сплав, должна обрабатывать лишь верхние слои металла, дополнительно устраняя имеющиеся повреждения. Не рекомендуется допускать изменение макроструктуры нержавеющей стали, так как железо может потерять свои первоначальные свойства.
Применение травления
Процесс травления широко применим на производстве во время очистки верхних слоев стали от сварных швов, окалин, окислов и ржавчин. Используется во время поиска внутренних дефектов путем снятия верхнего слоя заготовки либо для изучения структуры металла.
Эта процедура обеспечивает зачистку материала, благодаря чему увеличивается адгезия верхнего слоя. Это необходимо для успешного соединения металлической заготовки с другой поверхностью, после чего наносится покрасочный, эмалированный, гальванический слой или другое защитное покрытие.

Такой вид обработки обеспечивает не только быструю очистку заготовки, но и создаёт на верхнем слое металла заданный рисунок. С помощью травления можно вырезать канал любой толщины или оформить сложное изображение. Также возможна обработка крупных заготовок и проката. Можно легко регулировать глубину обработки до микронов, благодаря чему удастся обработать поверхность со сложными участками и мелкими пазами. Процедура применяется в проведении анализа, определяющего образование межкристаллической коррозии у нержавеющей стали.
Кроме этого данный процесс широко используется во время обработки углеродистых, низколегированных и высоколегированных сталей, цветных металлов и титана. Эта технология незаменима во время обработки мелких металлических деталей, шестеренок наручных часов. С помощью неё изготавливаются полупроводниковые микросхемы и печатные платы в электронике. Этот способ обработки обеспечивает образование токопроводящего канала на микросхемах. В авиастроении травление играет важную роль, так как с помощью этого процесса уменьшается толщина металлических листов, благодаря чему снижается вес самолёта. В нанесении рисунков и надписей данная операция также играет большую роль. Травление производит рельефное изображение, полученное путем разрушения металлической поверхности согласно определенным шаблонам. В быту операция способствует очистке трубопровода.
Методы травления
В домашних условиях и на производственных участках используется следующие виды обработки:
- Кислотная очистка;
- Электролитическая очистка;
- Очистка пастами.
Травление кислотами
Наилучший результат в ходе обработки нержавеющей стали получается путем длительного выдерживания верхнего слоя нержавейки в емкости кислот из серы и азота. Как происходит данный процесс:
- Первоначальным этапом считается обезжиривание верхнего слоя стали, с последующей зачисткой заусениц и ожогов;
- Далее происходит травление в сернокислотных ваннах. Во время процесса кислотный состав разъедает шероховатость на поверхности, окалины и заусенцы. Наилучшим показателем температуры во время разъедания является 60-80 градусов по Цельсию. В течение процесса важно контролировать данный параметр. Продолжительность травления зависит от концентрации кислоты (10-12%) и маркировки стали. Стоит быть внимательней, так как истощение кислотной ванны приводит образование точечной коррозии на поверхности металла. К примеру, сталь с содержанием хрома (18%) и никеля (8%) потребует 20-40 минут обработке сернокислотной ванне. Есть возможность сократить время данной процедуры в несколько раз. Для этого следует контролировать уровень атмосферы.
- Следующий шаг — промывка заготовки в большом количестве жидкости.
- Следом стоит погрузить обрабатываемую деталь в ванну, которая наполнена азотнокислым раствором. Время процедуры занимает от 5 до 15 минут с учётом температуры ванны 50-70 градусов по Цельсию.
- Заключительный этап – повторное ополаскивание проточной водой.

Описанный метод травления считается стандартным и включает в себя несколько вариантов обработки. К примеру, выдержка в емкости с азотным раствором, который обогащен элементами плавиковой кислоты, увеличивает процедуру до получаса. Если поднять уровень концентрации плавиковой примеси до 15%, то получится провести процесс обработки при низкой температуре, при этом избежав предварительное опускание заготовки в кислоту. Ещё один доступный вариант обработки – очистка стали с помощью ортофосфорной кислоты. Для выполнения процедуры стоит следовать следующим шагам:
- Обезжирить стальную заготовку любым доступным средством;
- Промыть деталь в проточной воде и высушить;
- Залить ванну для обработки ортофосфорной кислотой по пропорции 150 мг на литр воды;
- Поместить сплав в емкость и ожидать в течение часа;
- Достать и промыть в проточной воде очищенную деталь.
Сократить время обработки в сернокислой ванне можно с помощью добавления хлористого натрия в размере 5%. Благодаря этому процесс занимает 15 минут, но стоит придерживаться соответствующего температурного режима (80 градусов).
Важно помнить, что в помещении с плохой аспирацией следует заменить состав для второго этапа обработки. Проблема в выделении вредных паров из кислоты, поэтому лучше заменить раствор, используя 8% сернокислого железа и 3% плавикового раствора.
Оказать помощь в определении метода травления может окисная пленка, расположенная на верхнем слое нержавейки. Преимущество в том, что внешнее состояние подсказывает о составе плёночного слоя. Если цвет окалины зелёный, это свидетельствует о высоком уровне хрома в составе. В результате может затрудниться взаимодействие стали и кислотной ванны, следовательно, на обработку уйдет больше времени.
Электролитическое травление
Суть электролитической очистки заключается в неравномерной анодной обработке различных структурных элементов, а также в избирательной окраске металла из-за появления пленок. Отличительной чертой данной обработки считается имение внешних источников тока.

Максимально эффективна электролитическая обработка во время определения макроструктуры металлов, сплавов подвергшихся деформации, а также высоколегированных сталей, которые отличаются высокой химической устойчивостью. Электролитическая обработка имеет три вариации травления:
- Очистка посредством анодного растворения;
- Анодная пленочная очитка;
- Катодная пленочная очистка.
Самым распространённым методом электротравления считается анодное растворение, благодаря которому рельеф на поверхности образуется в результате отдельных границ или фаз зерен.
Травление готовыми пастами
На данный момент современный рынок обеспечен огромным ассортиментом различных паст для травления нержавеющей стали. Главная задача пасты – изменение неровностей окрашенной поверхности в результате высоких перепадов температуры, а также очистка сварных швов. Процесс использования травильной пасты достаточно прост и может быть применён даже в домашних условиях. Нержавейка после сварки хорошо очищается пастой густой концентрации, ведь её эффективность уже начинает проявляться при температуре 80 градусов. Перед травлением металлическую поверхность необходимо очистить от коррозии и прочих дефектов.

Процесс травления пастой состоит из следующих шагов:
- Обработка верхнего слоя заготовки пастой слоем до нескольких сантиметров;
- Выдержка в течение полутора часа;
- Промывка под проточной водой.
Травление пастой идеально подходит для обработки сварных швов на нержавеющих марках стали. После правильной обработки поверхность способна выдерживать коррозийные атаки в самых неблагоприятных условиях.
Как перенести рисунок на металл — художественное травление ножа в домашних условиях и нанесение изображений с помощью химических реакций
Данный урок научит вас, как перенести рисунок на металл при помощи хлорного железа.





Химическое травление металла – это отличный способ сделать свой нож уникальным. Можете вытравить свое имя, или просто красивый, неповторимый рисунок.
ПРЕДУПРЕЖДЕНИЕ! При работе с хлорным железом используйте резиновые перчатки, респиратор, защитные очки. Избегайте попадания вещества на слизистые оболочки, кожные покровы, в органы пищеварения и дыхания. Работы проводите в хорошо проветриваемом помещении.
Шаг 1: Что вам потребуется
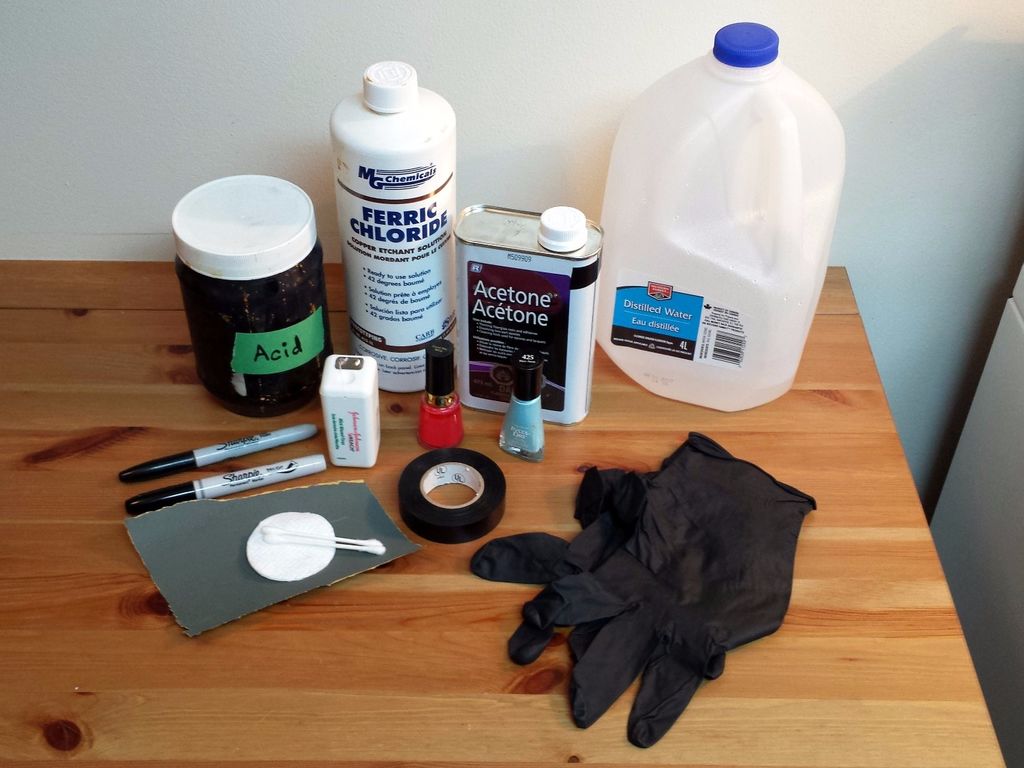

Необходимые материалы для травления ножа в домашних условиях:
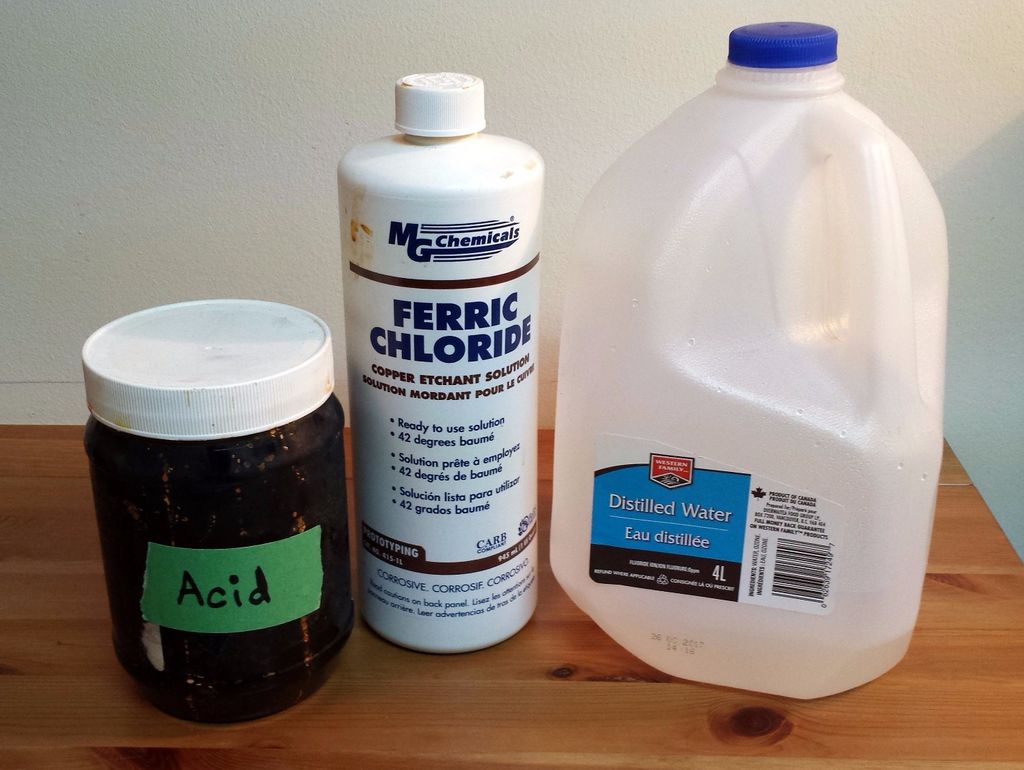
- Хлорид железа – продается в магазине радиодеталей. Информация о хлориде железа.
- Пластиковый контейнер.
- Дистиллированная вода.
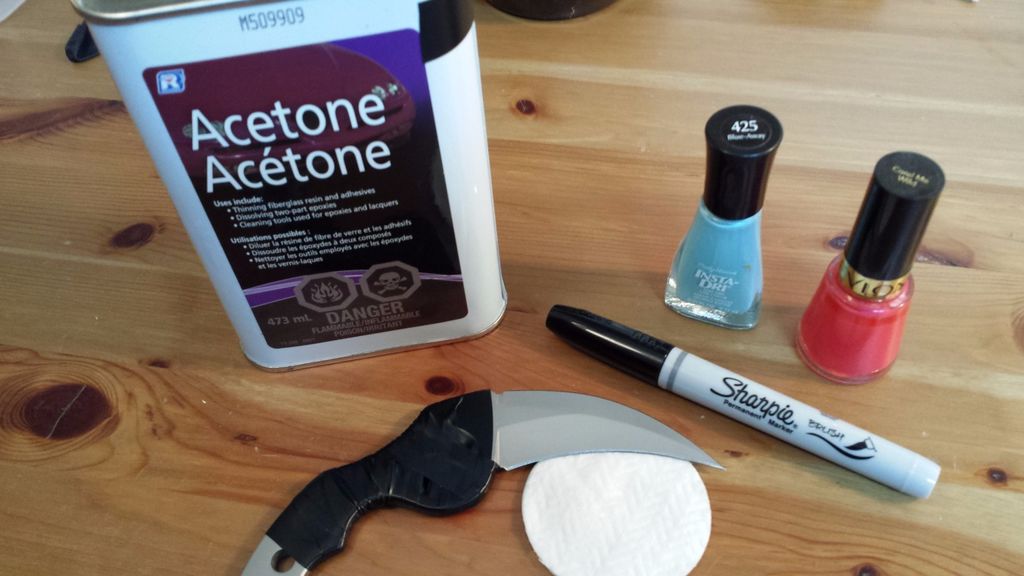
- Трафарет (лак для ногтей, наклейки, винил, изоляционная лента, маркер по металлу).
- Ацетон.
- Ватные диски или ватные палочки.
- Скрепка для бумаг и / или зубочистка.
- Резиновые перчатки.
- Наждачная бумага.
Шаг 2: Приготовления
Подготовка к работе – это самый важный момент во всем процессе. Если не подготовиться должным образом, то результаты работы могут вас разочаровать.
- Разберите ваш нож. Постарайтесь запомнить, в какой последовательности вы его разбирали, откуда какая деталь. Приберите все эти маленькие винты, шайбы и т. д. в контейнер или на магнит. Если не хотите разбирать нож, тогда надежно изолируйте все части ножа, кроме лезвия, чтобы на них не попало хлорное железо.
- Очистите лезвие ацетоном. Ацетон очистит поверхность и подготовит ее к травлению. Постарайтесь не касаться лезвия голыми руками после очистки, т.к. жир с пальцев попортит вам всю картину.
Шаг 3: Создаем шаблон, стойкий к кислоте

Проявите творческий подход!
Придумайте какой-нибудь узор, который в дальнейшем будет красоваться на вашем ноже.
Смысл переноса рисунка на металл заключается в том, чтобы создать защитный к кислоте слой на металле, под которым на металл не будет воздействовать кислота. На участках без защитного слоя, под воздействием кислоты металл потемнеет, а защищенный – останется светлым.
Для защиты можете использовать лак для ногтей, маркер по металлу, винил, наклейки, изоленту и другие трафареты.
Если вы желаете затемнить все лезвие полностью, то вам будет проще: трафарет не понадобится, нужно только защитить рукоятку.
Если же вам нужно сделать только маленький логотип, то необходимо защитить остальную часть лезвия скотчем или лаком для ногтей.
Если вы хотите протравить складной нож, то нужно будет защитить шарнир, фиксатор и рукоятку, иначе вы просто испортите нож.
Лак для ногтей лучше взять цветной, чтобы его было видно на поверхности.
Шаг 4: Замешиваем кислоту

Наденьте резиновые перчатки.
Для получения необходимой концентрации, нужно смешать хлорное железо с дистиллированной водой в отношении 50/50. Концентрация может быть другой. Почитайте информацию о концентрациях здесь.
Налейте в пластиковый контейнер немного дистиллированной воды и добавьте столько же хлорного железа. Не заполняйте контейнер до верху, ведь вам еще нужно будет погрузить туда ваш клинок.
Добавляйте всегда кислоту в воду, а не наоборот! При смешивании выделяется большое количество тепловой энергии и, если лить воду в кислоту, то вода моментально разогреваясь, разбрызгивается вместе с кислотой во все стороны.
Желательно, чтобы пластиковый контейнер для смеси имел защелкивающуюся крышку.
Обязательно напишите на контейнере: «ЯД! КИСЛОТА!».
НЕ ИСПОЛЬЗУЙТЕ для смеси металлический контейнер, т. к. кислота вступит в реакцию с металлом!
Полученная смесь прослужит вам довольно долго. Конечно, это зависит от того, какие металлы вы травите и какова площадь травления.
Шаг 5: Начинаем травление


Все приготовления для художественного травления металла завершены.
Наденьте резиновые перчатки. Работы проводите только в хорошо проветриваемом помещении. Кислота вызывает химическую реакцию, и выделяет вредные пары. Используйте приточно-вытяжную вентиляцию.
Существует два способа травления.
Кислотная ванна
Опытным путем обнаружено, что недолгие по времени погружения металла в кислоту (10-60 секунд) с последующим быстрым полосканием под краном, дают лучший результат травления. Для погружения лезвия ножа в кислоту воспользуйтесь скрепкой или зубочисткой. Повторите данное действие несколько раз, до получения желаемых результатов.
Желательно делать как можно менее продолжительные погружения, но большее количество раз. Это позволит лучше контролировать процесс травления и сохранит заводскую лазерную маркировку на лезвии (если она имеется).
Примерный порядок травления такой:
- 10-60 секунд – погружение в кислотную ванну;
- 10 секунд – выдержка на воздухе;
- промывка под краном;
- 10 секунд – снова выдержка на воздухе;
- затем повторите все с п. 1).
Также рекомендуется во время погружения в ванну, двигать лезвие в кислоте. Можете сделать более сложную систему с подачей пузырьков воздуха в ванну (например, использовать аэратор для аквариума), которые будут перемешивать кислоту. Перемешивание позволит более равномерно протравить лезвие.
Не оставляйте лезвие в кислоте более чем на 10 минут, т.к. это может вызвать коррозию металла.
Не прикасайтесь к лезвию руками в течение всего процесса травления, чтобы не оставлять отпечатков пальцев.
Информацию о концентрации можно прочесть здесь.
Целенаправленное травление
Этот способ применяется при нанесении небольшого изображения или травления только одной стороны лезвия ножа.
Убедитесь, что лезвие заклеено изолентой, винилом или лаком. Если плохо приклеить трафарет, то кислота может попасть под него и испортить рисунок.
С помощью ватного тампона или ватной палочки нанесите кислоту на сталь. Придерживайтесь того же времени и чередования операций, что и в способе 1. Водите ватным тампоном, смоченным в растворе, по трафарету, пока сталь не начнет чернеть.
Шаг 6: Искусственное старение, шлифовка и очистка



После процесса травления, нужно провести дальнейшую обработку лезвия.
После травления поверхность лезвия становится матовой. Требуется последующая обработка клинка.
Есть несколько вариантов обработки. Какой из способов выбрать, решать вам.
- Искусственное старение поверхности придает ей текстурированный вид. Этот способ подойдет для не очень качественно выполненного травления (скрывает неравномерности травления). Во время обработки трафарет остается на лезвии в течении всего процесса.
- Шлифовка протравленной поверхности. Используйте влажную или сухую наждачную бумагу зернистостью 1500, 2000 или 2500. Можно использовать стальную стружку.
После достижения необходимого результата, удалите шаблон с лезвия с помощью ватных дисков, пропитанных ацетоном. Этим способом вы сможете удалить лак или краску, нанесенные вами на лезвие.
Теперь осталось собрать нож и любоваться плодами своей работы.
Храните кислоту в том же пластиковом контейнере, в котором проводили травление!
Если вы больше не планируете использовать раствор, сдайте его в пункт утилизации опасных отходов или, по крайней мере, нейтрализуйте его пищевой содой. Но, лучше все-же сдать на утилизацию, поскольку в нем содержатся соли металлов, которые могут нанести вред окружающей среде.
Шаг 7: Конечный результат





Прежде чем переходить на клинки стоимостью 500 долларов, начните экспериментировать с дешевыми ножами.
Несколько фактов, которые могут помочь вам в работе:
- Концентрация кислоты влияет на качество и скорость травления.
- Температура кислоты также влияет на качество и скорость травления.
- Различные стали по-разному реагируют на кислоту.
- Кислота – опасное вещество, поэтому будьте осторожны при работе с ней.
- Капли кислоты оставляют следы на раковине из нержавеющей стали.
- Кислота имеет темно-оранжевый цвет и может испачкать одежду, которую потом вы вряд ли отстираете.


Рассказываю как сделать какую-либо вещь с пошаговыми фото и видео инструкциями.
Травление нержавеющей стали в домашних условиях
Наличие на поверхности изделий из нержавеющей стали окалины, оксидов, сварочных швов и других дефектов ухудшает их эксплуатационные свойства, портит внешний вид предметов. При наличии такого рода дефектов требуется дополнительная обработка. Самый популярный вид обработки – травление нержавейки в домашних условиях.
Способы обработки нержавейки
Для обработки нержавеющей стали разработан ряд методов, позволяющих придать изделиям требуемые параметры и эстетичный внешний вид. В домашних условиях можно применять следующие способы:
- травление нержавеющей стали;
- покраска;
- сатинирование (шлифовка и полировка);
- воронение;
- хромирование.







Процедура травления нержавеющей стали
Основной способ очистить поверхность нержавеющей стали – травление (химическое и электрохимическое). Этот метод используется после термообработки изделия, холодной и горячей пластической деформации, а также для удаления следов сварки. Помимо очистки поверхности, травление нержавеющей стали восстанавливает пассивный слой, предохраняющий нержавеющий сплав от разрушительного воздействия высоких температур.

В основе метода лежит химическое взаимодействие поверхности металла с кислотами разной степени концентрации, в основном серной или соляной, расплавленных щелочных составов. Использование кислот предполагает двухступенчатый процесс: сначала обработка сернокислым раствором, затем – помещение в азотнокислую среду. При использовании щелочного метода используется раствор каустической соды.
При обработке нержавеющей стали необходим тщательный контроль над соблюдением технологических условий. Агрессивная среда, в которую помещают металл, должна воздействовать только на его поверхность, разрушая дефекты, не изменяя структуру самого предмета. Для предотвращения перетравливания применяются специальные присадки.
Электрохимическое (гальваническое) травление
Для его проведения необходимо выполнить ряд процедур.
Приготовление раствора. Подготовить водный раствор кислоты, выбранный для травления. Необходимо тщательно рассчитать его процентное содержание.


Подготовка поверхности. Необходимо выполнить обезжиривание любым методом, чтобы защитный лак качественно закрепился на нержавейке. После обработки касаться заготовки не рекомендуется, чтобы не вызвать отслоение лака и, как следствие, неоднородную обработку поверхности.
Создание защитного слоя. Нужно нанести защитный слой на участки, не нуждающиеся в травлении. В промышленности для этого используют специальные составы, которые можно применять и при домашней обработке (при соблюдении техники безопасности). Также в домашних условиях можно сварить защитный лак, состоящий из гудрона и канифоли, растворенных в скипидаре.
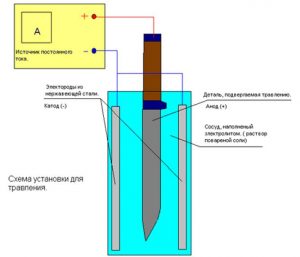
Травление. При проведении электрохимического травления нержавеющей стали заготовка опускается в ранее подготовленный раствор, после чего в созданную электрическую цепь подается напряжение. В этой цепи анодом является заготовка с подключенным положительным электродом, в качестве катода используют любую стальную пластину.
Продолжительность определяют по виду детали, внимательно наблюдая за состоянием заготовки, но не больше нескольких минут. После этого отключают напряжение, вынимают протравленную деталь из раствора и тщательно нейтрализуют кислоту с помощью реактивов.
Очистка нержавейки. Очищают нержавейку от остатков растворов специальными средствами, не влияющими на характеристики металла.

Химическое травление
Оно основано только на химических реакциях, без дополнительного воздействия электрического тока. Для травления нержавеющей стали в домашних условиях используются специально разработанные составы – травильные пасты. Они безопаснее реактивов, используемых в промышленных условиях. В состав таких паст не включается соляная кислота (из-за повышенного риска для здоровья).

От промышленных веществ домашние составы отличаются пониженным содержанием вредных хлоридов. Пасты изготавливаются на основе азотной и плавиковой (фтористоводородной) кислоты. Это жидкая желеобразная прозрачная субстанция, требующая осторожности при использовании.
Перед использованием пасты заготовку из нержавеющего сплава необходимо тщательно очистить и обезжирить. Для нанесения пасты на нержавейку используются специальные инструменты: пластиковые лопатки и кисти из кислотоустойчивых материалов.
Время выдержки пасты зависит от используемой марки, указано в инструкции к пасте. Возможный временной интервал – от 10 мин. до часа. Паста смывается большим количеством проточной воды (с соблюдением мер предосторожности).
При работе с крупными изделиями, большая площадь которых делает нанесение паст затруднительным, используют метод струйного напыления при помощи травильных спреев для обработки нержавейки.


Средства для травления
Из большого количества выпускаемых травильных паст можно выделить наиболее популярные марки.
Avesta Blue One (Швеция). Надежная травильная паста шведского производства Avesta BlueOne. Удаляет коррозийные проявления, мелкие дефекты сварки, придает блеск изделиям. Время обработки зависит от температуры окружающей среды: от 90 мин. при 100 о С до 20 мин. при 300 о С. Время травления нержавеющей стали зависит от состояния поверхности.
SAROX TS-K 2000 (Чехия). Очищает нержавейку от окалин и других дефектов, обеспечивая прекрасный вид сварочного шва. Благодаря высокой густоте гелеобразная паста эффективна даже для вертикальных поверхностей. Время обработки составляет 10 мин.
Stain Clean от ESAB (Швеция). Качественная марка, восстанавливающая антикоррозионные свойства нержавеющих сплавов. Не нуждается в перемешивании. Может применяться на вертикальных поверхностях. Отличается низким содержанием вредных азотных газов. Не применяется при t ниже +5 о С.






Другие методы обработки
Для отделочной обработки изделий из нержавеющей стали могут применяться и альтернативные способы.
Покраска
Самый доступный по цене и простой по выполнению метод, позволяющий быстро создать защитную пленку.


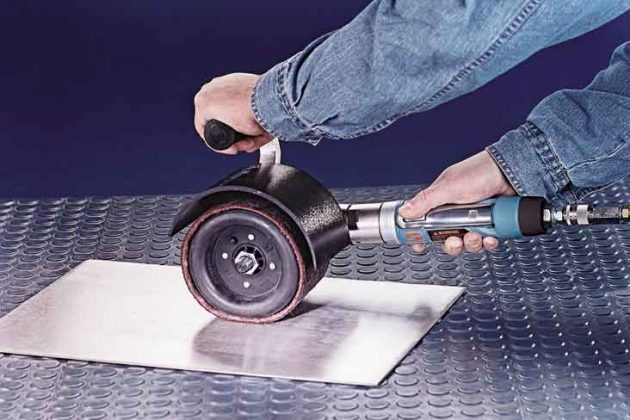
Сатинирование (полировка и шлифовка)
Этот метод обработки нержавейки сочетает практичность и эффективность. Поверхность нержавейки после обработки приобретает гладкость сатина. В домашних условиях для шлифования нержавейки используют малогабаритные инструменты: шлифовальную машинку, пневмонапильник и др. Маленькие площади сатинируются вручную, шлифовальными листами или ручным станком. Для получения качественного результата шлифовку начинают с применением листов зернистостью 180 грит, затем переходят на зерно 320, 600 грит. В заключение – полируют войлоком.

Воронение (чернение)
Поверхность нержавеющей стали покрывается защитной оксидной пленкой иссиня-черного цвета. Применяется три способа создания пленки: кислотный, щелочной и тепловой. Последний метод доступен только в промышленных условиях, когда нержавеющую сталь при температуре от 250 до 850 0 С обрабатывают одним из трех способов:
- в растопленных солях;
- в парообразном растворе спирта и аммиака;
- в перегретом пару.
В быту применяют чернение нержавеющей стали в растворах кислот либо щелочей электрохимическим или химическим методом.

Хромирование
Этот способ обработки нержавейки надежно защищает поверхность изделий от механических и других повреждений. Но его выполнение требует знаний технологии и опыта работы. Поэтому в домашних условиях хромирование практически не применяется.

Видео по теме: Травление металла в домашних условиях

Травление металла в домашних условиях

Решил поделиться с вами довольно простым способом травления металла в домашних условиях на примере клинка.
Итак, нам понадобится:
- собственно, сама железяка (в моем случае, откованный клинок для ножа).
- Маркер или карандаш.
- лак для ногтей (можно порыться в сумочке жены или купить в супермаркете самый дешевый).
- растворитель.
- медный купорос (100-200 грамм).
- наждачная бумага (80, 400, 1200 грид).
Для начала берем клинок, хорошенько проходимся по нему наждачной бумагой и растворителем.
После этого, набросаем на него эскиз предполагаемого рисунка маркером.
![]()

Лаком для ногтей аккуратно закрашиваем свой эскиз.
Если лак выступает за пределы эскиза — ничего страшного, все это можно легко протравить в дальнейших операциях.
![]()
Прошу обратить внимание: Лак образует плёнку, которая защищает металл от травления.
Поверхность под лаком травиться не будет.
Кроме самого рисунка, стоит защитить торцы изделия, а в моем случае еще и РК клинка.
Даем лаку подсохнуть некоторое время, затем начинаем корректировать рисунок и исправлять косяки.
Для корректировки можно использовать шило или обычную иголку. Убираем лишние ляпы и правим линии, чтобы они выглядели более плавными.![]()
Теперь начинается химия процесса:
Для травления нам нужен раствор медного купороса и соли.
Я использовал на литр воды 100гр. соли и столько же купороса.
Воду для раствора лучше брать горячую(только что скипевшую), чтобы сократить время реакции.
![]()
Опускаем наше изделие в раствор, ждем.
Предположительное время травления 25-40 минут.
Все зависит от того, какая глубина травления вас устроит.
Чтобы ускорить реакцию можно увеличить концентрацию купороса.
Во время процесса на клинке образуется рыжий налет, который мешает дальнейшему протеканию реакции травления,
поэтому периодически необходимо доставать клинок и промывать его под теплой струй воды. Никаких щеток и металлических губок, в противном случае, вы сорвете лак с изделия. Проверить, достаточно ли глубоко мы протравили можно на ощупь. Раствор сам по себе безвреден, как и налет, так что проверяйте смело. (Единственная опасность — можете испачкать руки)
Здесь, стоит отметить еще один момент: следите, чтобы ваша железка не протравилась слишком глубоко, иначе, раствор начнет съедать не только незащищенную поверхность, но и вгрызаться сбоку под лак, если только вам не нужен эффект искусственного старения.
![]()
Как только мы решили, что металл достаточно глубоко протравлен, достаем поделку из раствора, хорошо промываем под напором воды, протираем растворителем, шкурим и полируем наждачкой по возрастающей, начиная с 80 грид, заканчивая 1200 грид. Если под рукой есть бор-машинка, неплохо бы шлифануть ею неровности рисунка.
В конце можно пройтись войлоком, если считаете нужным.
Осталось только сделать рукоять и отполировать клинок до зеркала.
К сожалению, изображения готового клинка с ножнами у меня нет, т.к. эти фотографии делались давно и для других целей, а для мастер-класса я решил использовать только сейчас.
Спасибо за внимание. Надеюсь, кому-нибудь оказался полезным.
Травление нержавеющей стали. Показания. Методы травления.
Нержавеющая сталь зачастую требует обработки поверхности для достижения необходимых эстетических или эксплуатационных свойств. Обработка дробеметными и пескоструйными аппаратами ограничена из-за высокой вероятности появления наклепа. Современное производство применяет травление нержавеющей стали, после предварительной термической или механической обработки. Сложность этого процесса, по сравнению с обычными черными, низколегированными сталями, объясняется наличием пленкой оксида хрома, выполняющей функцию защитного барьера. Именно она образует жесткую окалину, плохо взаимодействующую с реагентами. При технологических воздействиях могут возникнуть изменения цвета на поверхности. К ним относятся сварка, пайка, другие операции, связанные с высокими температурами. Цвета радужной побежалости можно избавиться при помощи травления. Для различных химических составов нержавеющей стали разработаны индивидуальные методы и составы для травления, учитывающие влияние элементов стали, для достижения максимального результата.


- Травление кислотами
- Электролитическое травление
- Травление готовыми пастами
- Щелочное травление
- Методы щелочного травления
- Материалы для ванн
Травление кислотами
Максимальный эффект травления нержавеющей стали кислотами достигается при последовательном взаимодействии поверхности нержавеющей стали в ваннах с двумя типами кислот – серной и азотной. Очередность стадий следующая
- Обезжиривание, удаление крупных зацепок, окалины
- Травление в сернокислотной ванне (концентрация 10-12%) или сернокислотной ванне (8% серной кислоты, 4% соляной). При этом происходит разъедание окалины и шероховатостей на поверхности. Идеальная температура протекания процесса находится между 60 и 80 градусов Цельсия. Контроль этого параметра важен для управления процессом. Продолжительность обработки зависит от марки стали, наличия контролируемого соотношения, концентрации кислот. В случае истощения ванны возможны проявления точечной коррозии. Для примера, сталь с 18% Cr, 8% Ni требует от 23 до 45 минут травления в сернокислой ванне. Сокращения времени обработки в два раза можно добиться, если проводить эту операцию в среде контролируемой атмосферы.
- Промывка в большом количестве проточной воды
- Погружение обрабатываемой детали в ванну, наполненную раствором азотной кислоты и плавиковой (10 – 20, 1-2 весовых процентов, соответственно). При температуре ванны 60 – 70 градусов время обработки 7 – 15 минут.
- Повторная промывка большим объемом водой
Представленный способ является базовым и имеет множество вариаций. Травление в одной азотнокислой ванне, с примесью кислоты плавиковой, увеличивает время травления до 30 минут. Заменителем плавиковой кислоты может выступать фтористый натрий. Увеличение концентрации плавиковой кислоты до 10% позволяет проводить процесс при низких температурных показателях, позволяя избежать предварительного опускания в серную кислоту.
Сокращение времени травления в серной кислоте можно добиться, добавив не более 5% хлористого натрия. Такой ход дает необходимый эффект за 15 минут, но при той же температуре, порядка 80 градусов Цельсия.
Будьте осторожны: если необходимо произвести процедуру, в помещении с недостаточной аспирацией, замените компоненты второго этапа травления. Кислоты выделяют вредные пары при травлении. Предлагается для замены раствор сернокислого железа (7%) и плавиковой кислоты (2%).


Рекомендуется промежуточная механическая очистка между двумя ваннами, если снятие окалины затруднено.
Электролитическое травление
Одним из вариантов, распространенных на современных предприятиях, является электролитическое травление. Заготовка или деталь, помещенная в кислотную ванну, подключена к положительному или отрицательному контакту. При прохождении тока на поверхности нержавеющей стали происходит выделение кислорода. Газообразная фаза оказывает механическое воздействие на оксидную пленку. Это помогает ускорить процесс обработки и качество получаемой поверхности.
Травление готовыми пастами
Современная индустрия предлагает на рынке множество травильных паст для нержавеющей стали. Их основное назначение локальная обработка сварных швов, последствий изменения равномерности окраски поверхности под влиянием температурного воздействия. Принцип работы с такими пастами прост и может быть использован даже в мелких мастерских.
- Нанесение пасты толстым слоем до 2см., при помощи щетки
- Выдержка 60-90 минут
- Промывка струей воды

Щелочное травление
Обработка поверхности нержавеющей стали расплавом каустической соды называется щелочным травлением. Следует отметить, что при этом процессе происходит разрушение окисной пленки, при этом химикалии не реагируют с металлом. Повышение температуры способствует разъеданию оксидной пленки, улучшая качество обрабатываемой поверхности. Резкое охлаждение в жидкости также способствует улучшению обрабатываемой поверхности.

Методы щелочного травления
Различают следующие методы
- Выдержка в соде. Содержание нитрата натрия должно колебаться в пределах 20-40%, разогретого до температуры 460-500 градусов Цельсия. Травление в такой среде длится в течение 15 минут. Некоторые аустенитные марки нержавеющей стали запрещено нагревать выше 450 градусов. Это может привести к межкристаллитной коррозии. Далее следует этап промывки в большом количестве воды, затем следует 5-минутное опускание в сернокислотную ванну и до 10 минут в азотнокислой.
- Известный в Англии, с первой половины 19 века метод травления, в комплексе с пропусканием электрического тока через протравливаемую деталь. При плотности тока 11 А/м2 достаточно 15 секунд. Данная скорость протекания реакции связана с процессом электролиза. Выделение на катоде натрия и водорода способствуют восстановлению окислов. Восстановленный металл осаждается на поверхности. Данный вид травления позволяет получить обезжиренный металл, характеризующийся чистотой и однородностью. При таком способе используют соду. Возможны вариации с составом и добавлением хлористого кальция. Применяется такой метод для травления плоских, стержневых заготовок, волоченых изделий.
- Обработка гидридами натрия основано на восстановлении воздействием на металл натрием и водородом. Наличие гидрида натрия добиваются взаимодействием водорода и натрия, находящегося в расплавленном состоянии. В расплавленную каустическую соду помещают цилиндр без нижней плоскости. Верхняя плоскость имеет отверстие. Натрий всыпают в это отверстие, он реагирует на поверхности ванны. Через пятно натрия на каустической соде пропускают струю водорода. Происходит образование гидрида и диффундирование его в объеме ванны. Достижение необходимой концентрации 1-2 % гидрида натрия происходит в контролируемых пороговых значениях. При отсутствии продукта разделения воздуха применяют диссоциированный аммиак. Детали разогревают в такой ванне до 400 градусов Цельсия. Нержавеющие стали показывают хорошие результаты травления при такой методике и продолжительности 4-17 минут. После травления рекомендуется тщательно промыть детали. В случае необходимости произвести дополнительную обработку в азотнокислой ванне. При высокой себестоимости такого метода очевидным его преимуществом является тот факт, что металл не взаимодействует с травителем. Потери металла минимальны. Более низкая температура процесса позволяет сократить расходы на теплоноситель и безопасность проведения операций.
Существуют определенные правила, выполнение которых обязательно для любого из представленных способов. Среди них приоритетные обработка поверхности металла перед травлением, удаление окисной пленки, обезжиривание. Процесс травления не менее важен.
Материалы для ванн
Правильный выбор материала для изготовления травильных ванн сложная задача для химиков и материаловедов.
- покрытые керамикой
- покрытого стеклом кирпича
- дерево, бетон с покрытием из свинца
- вещества, производные от резины
- определенные марки нержавеющей стали для кислотных ванн.
Содержание азотистой с примесями плавиковой или соляной кислоты позволяет применять такие же материалы. Исключение составляют лишь свинец, как покрытие, керамику с повышенным содержанием кремния, из-за их взаимодействия. Применение стали вполне возможно для использования в ваннах со щелочью, отслеживая протекание и интенсивность электролиза в непосредственной близости к материалу. При определенных условиях и содержании кислоты, ее температуры, характера есть возможность применять для травильных емкостей нержавеющие марки стали. Такие, например, как 8Х18Н8М или 10Х20Н25М4.

