

При проведении работ в доме и на даче не редко нам необходимо гнуть трубы чтобы придать им нужную нам форму для исполнения нашей конкретной задачи. Чтобы изгиб трубы был правильным, и труба служила долго нам понадобится специальный станок, трубогиб. Эти станки продают в магазинах, есть множество разновидностей и моделей, но нашей задачей будет сделать трубогиб своими руками.


Класификация
Есть несколько видов конструкций и классификаций трубогибов:
- Мобильность (возможность переноса трубогиба, и на сколько она сложна);
- Привод с помощью которого производится работа, различают: ручной, электрический и гидравлический;
- По типу работы: шаблонный, роликовый, арбалетный, прокатка;
Изготовление трубогибов своими руками
Трубогиб шаблонного типа
- Тип применения: Для совершения гибки тонкостенных труб;
- Материалы: Деревянная доска или железные крюки, для улучшения может понадобится лебедка;


Алгоритм как сделать трубогиб своими руками:
- Создаем упор, либо закрепляем трубу так чтобы при прикладывании усилия «F» на ее конец она не выскочила. Рекомендуется делать упор из доски шириной не менее чем диаметр трубы. Упоры обозначены на рисунках «а» и «б». Если есть возможность можно просто закрепить ее участок надежными креплениями, рисунок «в».
- Далее создается шаблон загиба. Как он будет выглядеть зависит от радиуса, загиба, который собственно вам нужен. Как видно на рисунках его можно создавать из доски или дсп как видно на рисунках «а» и «в». Толщина шаблона должна превышать диаметр изгибаемой трубы. Так же некоторые умельцы используют в качестве шаблона железные крюки как видно на рисунке «б».
- Труба помещается между упором и шаблоном (рисунки «а» и «б») или закрепляется (рисунок «в») к шаблону. Далее к ней прилагается сила «F» и труба гнется по заданному шаблону. Дабы облегчить физические нагрузки в рисунке «в» применили лебедку. Также народные умельцы делают т-образные рычаги. Берется труба большего диаметра чем та которую будем гнуть, отрезается 5-10 см, этот кусок приваривается на конец железного профиля длинной от метра. Получаем рычаг, с помощью которого мы сократим силовые затраты на загибание трубы.
Трубогиб с прижимным роликом
- Тип применения. В деревянном исполнении идеально подходит для труб из мягких металлов, он предотвращает их деформацию; Если трубогиб планируется использовать для жестких металлов, то его части следует делать из прочного металла.
- Материалы: метал или дерево;


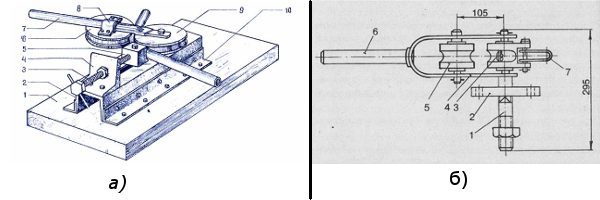

Чертеж «а»: 1 – основание; 2 – левый крепежный уголок; 3 – регулировочный болт; 4 – крепеж для упора; 5 – прижимной наконечник; 6 – движущийся ролик; 7 – рычаг; 8 – крепление рычага к ролику; 9 – статический ролик; 10 – правый крепежный уголок;
Чертеж “б”: 1 – ступица; 2 – плита; 3 – неподвижный ролик; 4 – скоба; 5 – подвижный ролик; 6 – рукоятка; 7 – хомут;
Алгоритм сборки трубогиба своими руками:
- Определяемся с нагрузкой. И принимаем решение из чего мы будем делать станок, метал или дерево.
- Нам нужно неподвижное основание, на которое крепится неподвижный ролик.
- Далее нам нужен прижимной механизм как на чертеже «а» либо скоба представленная на чертеже «б»;
- Далее нам нужна ручка на которой закреплен подвижный ролик, на чертеже «б» представлена более надежная схема, рычаг выполнен п-образно и закреплен к основанию неподвижного ролика. Такой конструкцией можно гнуть более жесткие трубы. На чертеже «б» представлен трубогиб для мягких металлов.
- Вставляем трубу между роликами. Фиксируем прижимным механизмом или скобой. Подаем усилие на рычаг. Происходит загиб.
Трубогибы арбалетного типа (Гидравлический)
- Тип применения: Для гибки труб круглого сечения. Гнуть на таком трубогибе прямоугольный профиль не рекомендуется из-за высокой вероятности деформации.
- Материалы: металлический каркас, гидравлический домкрат;


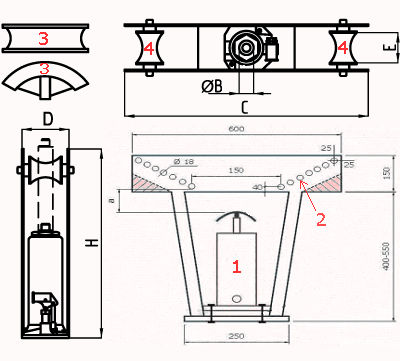

Чертеж гидравлического трубогиба: 1 – домкрат; 2 – регулировочные отверстия; 3 – насадка на домкрат; 4 – валики;
Алгоритм сборки трубогиба арбалетного своими руками:
- Подобрать домкрат, лучше брать агрегат грузоподъемностью более 3 тон;
- Сделать накладки «3». Сделать несколько под разные радиусы загиба;
- Сделать валики «4». Они должны быть полыми, и фиксироваться болтами в отверстия «2», которые также предназначены для регулировки радиуса загиба;
- Проделать регулировочные отверстия (лучше сделать это до сварки каркаса)
- Сварить саму раму для станка согласно чертежу, воспользовавшись сварочным аппаратом;
- Вставляем валики «4» в отверстия «2», на домкрат одеваем насадку «3», на насадку кладем трубу, поднимаем ее домкратом, труба упирается в валики «4» и гнется;
Профильный трубогиб
- Тип применения: профильные трубы, трубогибы этого вида наиболее мягко действуют при производстве загиба, происходит минимальная и наиболее качественная деформация трубы;
- Материалы: метал, домкрат;



Чертеж 1. Трубогиб своими руками для профиля:
- Трубогиб своими руками ручной для профиля собирать стоит из метала заранее приготовив ролики, метал и сварочный аппарат. Главное это чертеж на рисунке приведен примерный, так как у каждых своих нужды и вам все равно придется поработать с чертежом чтобы сделать станок для гибки труб с опциями которые нужны именно вам.
- Работает он следующим образом труба ложится на нижние ролики, и прижимается верхним роликом. Затем осуществляется прокатка всей трубы через механизм трубы, в результате чего труба сгибается в дугу;
Чертеж 2. Трубогиб своими руками для профиля:
- Это примерная схема станка для гибки труб профильного с домкратом собранная своими руками, берите его за основу и конструируйте свой. Вам понадобится домкрат, столешница и ролики.
- Работает следующим образом, кладете профиль на два нижних ролика, верхний ролик находится над профилем и будет выполнять роль упора. Поднимаем домкрат, до нужной нам величины, и прогоняем профиль сквозь трубогиб крутя ручку.
Примечание: Многие умельцы дорабатывают данные модели каким-нибудь приводом, который крутит ручку, чаще всего электрические или бензиновые двигатели. Это делается для того чтобы ускорить работу и уменьшить силовые затраты оператора.
Виды представленных на рынке трубогибов
Трубогибы представляют собой механические или гидравлические конструкции, которые помогают сгибать металлические трубы, уголки, прутки, профилированный прокат без нарушения внутренней структуры изделия. Ручные инструменты, в основном, используют для формирования изгиба в одном месте, а крупные станки могут менять форму труб сразу по всей длине.
По принципу работы можно выделить трубогибы таких видов:
- Механические с прямым ручным усилием. Используются при работе с трубами малых диаметров, при деформации которых достаточно силы одного человека.
- С гидравлическим приводом. Преимущественно такие инструменты изготавливаются по арбалетному типу, и предназначены они для формирования локального изгиба.
- С храповым механизмом. Трубогибы этого типа используют ручное усилие, но позволяют после каждого нажатия ручки инструмента фиксировать достигнутый уровень деформации.
- Станки с электроприводом. Электродвигатель значительно облегчает процесс деформации трубы, но и значительно увеличивает стоимость инструмента.
Особенности работы с некоторыми видами рассмотрены ниже:
Конструктивно трубогибы можно разделить на 2 типа:
- радиусные;
- арбалетные.
В первом случае труба изгибается вокруг шаблонного сегмента заданного диаметра, а во втором – выдавливается башмаком между двух опорных стоек.

При самостоятельном изготовлении трубогиба народные умельцы обычно опираются на уже существующие модели инструмента, доказавшие свои простоту и эффективность. При сборке трубогиба в домашних условиях на его конструкцию большое влияние оказывают имеющие подручные материалы, из которых будет сделан инструмент.
Наличие трубогиба среди инструментов домашнего мастера позволит собственноручно сделать множество полезных в хозяйстве конструкций и предметов садовой обстановки:
Необходимый инструмент для сборки
Сделать хороший трубогиб с помощью молотка, отвертки и шурупов не удастся.
Как минимум, при изготовлении этого инструмента потребуется:
- сварочный аппарат;
- болгарка;
- токарный станок;
- дрель.
Но главной частью сборки трубогиба остается точный чертеж, без которого даже не стоит начинать сборочные работы. Нельзя обойтись при изготовлении трубогиба и без общехозяйственных инструментов.
Естественно, что приобретать токарный станок и сварочный аппарат необязательно. Для выточки нескольких деталей из заготовок и для их сварки можно обратиться к знакомым или в цех, занимающийся изготовлением кованых изделий. За небольшое вознаграждение там быстро помогут сделать всё необходимое.
Как сделать улитковый трубогиб?
Самостоятельное изготовление улиткового трубогиба может показаться сложным. В действительности, это устройство собрать не труднее, чем роликовый трубогиб. Процесс отличается только используемыми деталями и временем сборки.
Улитковый трубогиб позволяет выгибать профиль по всей длине сразу, а не только в одном месте. За это свойство он получил популярность среди монтажников.
Необходимые материалы и инструменты
Так как описываемый роликовый трубогиб не имеет определенного рабочего диаметра и может быть изготовлен из любых подручных материалов, то предложенные материалы не будут содержать конкретных размеров деталей. Толщина всех металлических элементов конструкции должна быть 4, а лучше 5 мм.
Для изготовления трубогиба понадобятся:
- Швеллер – 1 метр.
- Листовое железо.
- Три вала.
- Две звездочки.
- Металлическая цепь.
- Шесть подшипников.
- Металлическая 0,5-дюймовая труба для изготовления воротов – 2 метра.
- Втулка с внутренней резьбой.
- Прижимной винт.
Особенное внимание уделяется размерам звездочек, валов и подшипников, которые должны соответствовать друг другу. Звёздочки можно взять от старых велосипедов, но они должны быть абсолютно одинаковые по размерам.


Перед выбором и покупкой всех материалов нужно нарисовать чертеж со схематичным изображением всех элементов конструкции, чтобы не докупать их в процессе изготовления трубогиба.
Процесс сборки улиткового трубогиба
Сборка любого оборудования начинается с составления чертежной схемы.
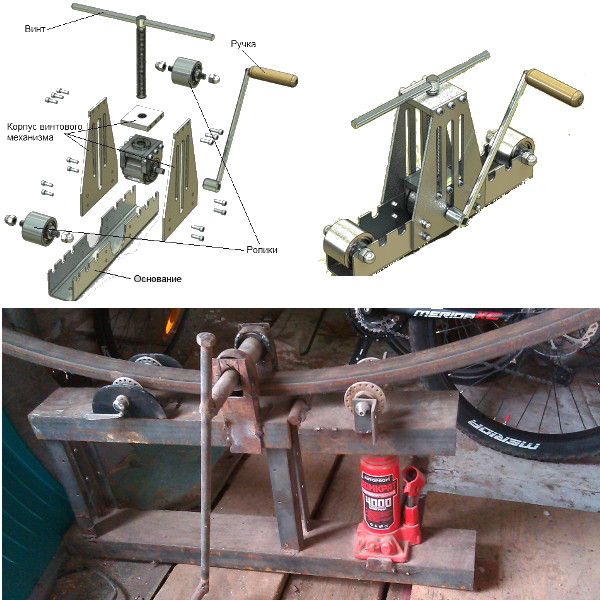
После этого можно приступать к основным рабочим процессам, которые продемонстрированы в фотоинструкции:
- Сварить основание инструмента из двух параллельно расположенных швеллеров. При желании можно использовать просто металлическую пластину толщиной 5 мм или один широкий швеллер.
- Одеть на валы подшипники и приварить две таких конструкции к основанию. Желательно ограничить валы металлическими планками или расположить их во внутренней полости швеллеров.
- Одеть звездочки и приварить их, предварительно натянув между ними цепь.
- Вырезать и приварить к основанию боковые направляющие прижимного механизма.
- Одеть подшипники на прижимной вал и собрать конструкцию пресса с боковыми ограничителями из планок или швеллеров.
- Сделать основание для втулки и приварить её к пластине. Вкрутить прижимной винт.
- Приварить к верхнему краю прижимного винта и к ведущему валу ворот из труб.
- Смазать подшипники машинным маслом.
Несколько полезных советов:
После сборки трубогиба и его испытаний можно покрасить конструкцию антикоррозийной краской для лучшей сохранности сварочных швов. Чтобы повысить удобство работы, к направляющим дополнительно прикрепляется пружина для возврата пресса в верхнее положение.
Изготовление ручной роликовой модели
Изготовление ручного трубогиба своими руками производится из одних стальных деталей без использования особых механических приспособлений. Это устройство предназначено для локального изгиба трубы. Для деформирования профиля используется прямое ручное усилие, поэтому трубогиб должен быть оснащен длинным и прочным рычагом.
Далее будет рассмотрен процесс изготовления двухроликового трубогиба, крепящегося к опорной станине. Размеры инструмента могут отличаться от предложенных, в зависимости от потребностей и материалов.
Необходимые материалы и инструменты
Деформация труб – трудоемкий процесс, для которого необходимы хорошие и прочные материалы, иначе вместо профиля можно погнуть сам рабочий инструмент.
Для изготовления механического ручного радиального трубогиба понадобятся:
- Сварочный аппарат.
- Два ролика из прочной стали (например, марки 1045), которые прошли предварительную токарную обработку. Диаметр большего – 100 мм, а меньшего – 60 мм. Оба толщиной 35 мм и радиусом наружной полости 0,5 дюйма.
- Стальная труба диаметром не менее 1,5 дюймов с толстой стенкой (минимум 3 мм). Она будет служить рычагом, поэтому минимальная её длина 1,5 метра.
- Четыре стальные полоски размером 15 х 6 см и толщиной 4-5 мм для фиксации основания трубогиба в тисках, опоры трубы и изготовления ручки. Также понадобится 20-25 см стальной пластины шириной 60 мм и толщиной 3 мм.
- Два болта: первый диаметром 0,75 дюйма и длиной 60 мм для большого ролика, а второй диаметром 0,5 дюйма и длиной 40 мм для маленького ролика.
- Стальная пластина 300 х 300 мм и толщиной минимум 3 мм.
- Тиски.
В процессе работы могут понадобиться и другие общехозяйственные инструменты: молоток, пилки, наждачная бумага, линейка и т.п. Вышеуказанные ролики предназначены исключительно для труб диаметром 1 дюйм, но исключив из них углубление по окружности, можно получить универсальный инструмент для изгиба металлического профиля.
Процесс изготовления трубогиба
Когда все необходимые детали и инструменты собраны в одном месте, можно приступать непосредственно к изготовлению трубогиба:
- Приготовить чертеж с разметкой расположения основных элементов.
- Проверить совместимость отверстий в роликах диаметру болтов.
- Просверлить в двух металлических планках по два отверстия диаметром 0,5 и 0,75 дюймов. Расстояние между осями отверстий должно быть ровно 80 мм (сумма радиусов обеих роликов).
- Сделать в опорной станине отверстие в центре диаметром 0,75 дюйма. Вставить в него соответствующий болт, не высовывая его с обратной стороны. Приварить болт к металлической пластине.
- Взять просверленные металлические пластины размером 15х6 см, 0,5-дюймовый болт, меньший ролик, полоску стали 35 х 60 мм и сварить из них конструкцию в виде буквы «П», предварительно вставив болт с надетым роликом в соответствующие отверстия.
- Приварить концы болта к металлическим планкам. Должна получиться своеобразная рогатина с отверстием большего диаметра ближе к открытому краю.
- К основанию получившейся рогатины нужно приварить трубу-ручку.
- Приварить опорную планку для трубы на металлическую станину. Расстояние от линии планки до оси центрального болта должно равняться радиусу большого ролика плюс 0,5 дюйма.
- Приварить внизу станины планку 15 х 6 см для фиксации в тисках.
- Вставить в рогатину большой ролик, насадить конструкцию на центральный болт и накрутить сверху гайку.
- Зажать трубогиб в тисках и провести первые испытания.
Как сделать профилегиб своими руками
При обустройстве участка или при подготовке к дачно-огородному сезону возникает необходимость в дугах из профильной трубы. Они нужны при устройстве теплицы, сборке беседки или навеса. Покупать уже гнутые дуги накладно — цена выше раза в два чем на такой же ровный прокат. Выход — сделать своими руками, а чтобы облегчить процесс (руками это очень тяжело) надо сделать трубогиб для профильной трубы. Нужны будут швеллера или уголки, прокатные ролики и еще некоторое детали. Из инструментов — болгарка с диском по металлу, сварочный аппарата, линейка.
Конструкция профилегиба
Станок для гибки профильной трубы конструктивно отличается от обычного. Это связано во-первых, с большей устойчивостью профиля к изгибающим нагрузкам, а во-вторых, с тем, что радиус изгиба требуется обычно большой. Потому в конструкции присутствуют три ролика. Два из них установлены стационарно, один остается подвижным. При помощи подвижного ролика и изменяется радиус кривизны. Вообще трубогиб для профильной трубы есть двух видов: со средним подвижным роликом и с крайним (правый или левый — по желанию).


Трубогиб для профильной трубы своими руками можно сделать разных размеров
Устройство трубогиба со средним подвижным роликом
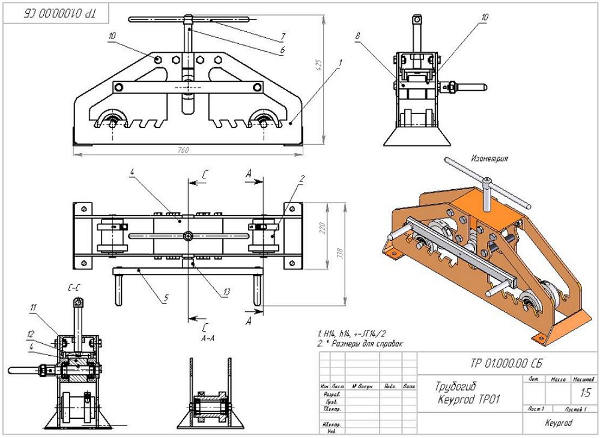
Два крайних ролика крепятся на корпусе неподвижно. Они приподняты над плоскостью основания. Для среднего ролика варится специальная П-образная станина. В середине ее перемычки устанавливается длинный прижимной винт большого диаметра. К нижнему концу этого винта крепится третий валик (можно приварить). Вращая этот винт валик опускается и поднимается, изменяя радиус изгиба профильной трубы.


Конструкция трубогиба для профильной трубы с подвижным средним роликом
К одному из неподвижных роликов приваривается тучка, при помощи которой труба прокатывается через станок. Чтобы для прокатки можно было прилагать меньшие усилия, два неподвижных валика соединяются при помощи цепи. Для эффективной передачи крутящего момента к валикам приваривают звездочки (можно от велосипеда), к ним подбирают цепь. Такой простейший механизм делает гибку профильной трубы намного проще.
С крайним подвижным валиком
В данной конструкции подвижным делают правый или левый ролик. Он двигается вместе с частью основания. Эта часть соединяется с остальной станиной при помощи мощных металлических петель.


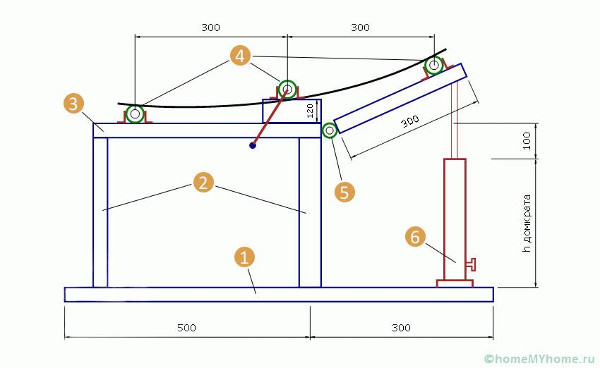
Чертеж гибочного станка для профильной трубы с подъемной платформой
Изменять высоту можно при помощи домкрата, как показано на чертеже. Высота платформы в этом случае выбирается в зависимости от высоты домкрата. Радиус изгиба изменяется подъемом подвижной части стола.


Трубогиб для профильной трубы с подъемной площадкой
В отличие от предыдущей конструкции этот трубогиб для профильной трубы приводится в движение от центрального валика — к нему приваривают ручку. Для уменьшения требуемого усилия можно также приварить звездочку к двум неподвижным валикам и передавать крутящий момент при помощи цепи.
Какие нужны материалы и нюансы конструкций
Основание трубогиба делают из швеллера или двух сваренных уголков. Толщина полочек — не менее 3 мм, ширину полок и спинку швеллера подбирайте под имеющиеся детали. Одно правило — основание должно быть массивным и надежным.
По краям платформы можно сделать несколько отверстий. Через них можно фиксировать станок к какому-то тяжелому основанию при помощи саморезов большого диаметра. Фиксация нужна, так как при изгибе труб с толстой стенкой усилия приходится прилагать значительные и удобнее работать, если станок закреплен прочно.


Так выглядит станина в приваренными стойками для крепления подвижного ролика
Несколько слов о роликах. Они должны быть сделаны из хорошей, качественной, желательно, закаленной стали. Именно на ролики и на оси, которые их удерживают, приходится большая часть нагрузки.
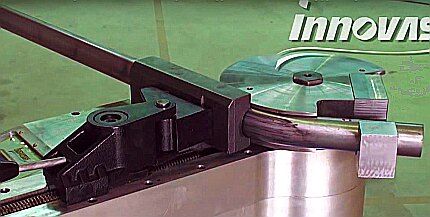
Надо сказать и о форме роликов. Они не должны быть гладкими — по краям должны быть валики, которые не дадут «гулять» трубе во время проката. Только при таких условиях дуга из профильной трубы будет ровной, а не покрученной. В идеале под каждый размер трубы нужны свои ролики. Но тогда конструкция усложняется — их надо делать съемными, продумывать надежный способ крепления. Второй вариант — сделать ролики сложной формы, такие как на фото. Выточить несколько ступенек под разные размеры труб.


Ролики для гибки профильной трубы разной ширины
На том же фото видно, что верхняя часть станины неровная, а зубчатая. С помощью таких зубьев можно ролики переставлять на разное расстояние и таким образом тоже регулировать радиус изгиба.
В общем и целом, собирают самодельные гибочные станки для профильных труб из того, что имеется под рукой или того, что найдут/купят недорогого. Кто имеет возможность — вытачивает ролики, вставляет подшипники. У кого такой возможности нет, используют то, что есть — вплоть до втулок от велосипедных колес.
Хитрости для облегчения гибки труб
Чтобы ролики лучше двигались, используют подшипники. Но, в принципе, для самодельного трубогиба, который будет использоваться только от случая к случаю, можно сделать просто держатели из уголка или швеллера. Сделать в них дырку, которая чуть больше по размерам чем ось, на которую будет насаживаться валик. Это ось с надетым валиком пропустить через отверстия держателей и каким-то образом их зафиксировать (хоть наварить пару точек, которые будут стопорами). Во время работы для лучшего хода, смазывать трущиеся места густой смазкой типа Литола. Для промышленного и полупромышленного производства это не годится, но вот для изготовления дуг для теплицы или беседки своими руками — в самый раз.


Пример выточенных валиков
Есть еще одна хитрость, которая помогает снизить требуемое усилие при изгибе профильной трубы. Использовать можно принцип увеличения передачи как в велосипеде. Использовать, кстати, можно звездочки от велосипеда. В этом случает ручку, которой приводят в движение валики, приваривают к маленькой звездочке. Ее устанавливают где-то на корпусе. На оси валов наваривают звездочки большего размера (но зубцы с тем же шагом). Все это соединяется подходящей цепью.

При таком устройстве передачи крутящего момента не нужен электрический привод — работать будет легко
И еще одно усовершенствование — при постоянном использовании трубогиба для профильной трубы, его имеет смысл механизировать. В этом случае ставят мотор, который работает на малых оборотах.
Порядок гибки профильной трубы на самодельных станках
За один раз получить требуемый радиус изгиба у вас вряд ли получится — слишком большое усилие требуется для этого. Вручную его создать нереально. Получают требуемый изгиб за несколько проходов:
- Сначала выставляют ролики так, чтобы получить небольшой изгиб, прокатывают трубу в одну сторону, затем вынимают из валков, разворачивают и вставляют другой стороной. Разворачивать необходимо, чтобы получить ровно изогнутую трубу.
- С тем же положении роликов протягивают ее несколько раз, до тех пор, пока кривизна уже не добавляется.
- Если требуемый радиус изгиба не достигнут, изменяют положение ролика и снова повторяют действия.


Прокатный трубогиб с электроприводом
Изменение радиуса изгиба получается постепенно, иначе на самодельном трубогибе дугу из профильной трубы не сделаешь. Что делать, если надо повторить один и тот же изгиб? Сделать градуировку — отметить на какую высоту перемещался ролик, сколько раз прокатывали в каждом положении. При повторении отличия если и будут, то незначительные.
Сложность гибки заключается в том, что нет никакой шкалы и трудно без опыта получить задуманный радиус изгиба. Рано или поздно вы его получите, но испортить при этом можно много материала.
Видео-материалы
Объяснения и фото это хорошо, но увидеть процесс сборки или работу готового агрегата намного полезнее. В первом видео запечатлен процесс сборки (сварки) ручного трубогиба для профильной трубы. Выбран вариант с подвижным средним роликом.

Второе видео о работе простого трубогиба с подвижной платформой. Этот вариант для больших сечений не пригоден, но трубу небольшого сечения вплоть до 40*40 мм он согнуть в состоянии.

Получить дугу при помощи сварки
Профильную трубу надрезают болгаркой с одной стороны. Делают их через 15-30 см в зависимости от требуемого радиуса, сечения и толщины стенки. Надрезы не должны задевать одну сторону — ту, которая будет снаружи.

Результат изгиба при помощи сварки
Подготовленную таким образом запчасть изгибают, придавая нужный изгиб. Для надежности края дуги можно зафиксировать, приварив к ним прут. Затем сваркой проходят по всем надрезам, заваривая их. И последний этап — шлифовка мест сварки и обработка антикоррозионными составами.