Ультразвуковая сварка металлов
Ультразвуковая сварка металлов. Схемы, технология и оборудование для сварки ультразвуком
Содержание
- Понятие и определение ультразвуковой сварки
- Сущность ультразвуковой сварки
- Основные схемы процесса сварки ультразвуком
- Преимущества ультразвуковой сварки
- Технологические возможности ультразвуковой сварки
- Таблица свариваемости материалов при сварке ультразвуком
- Технология ультразвуковой сварки металлов
- Подготовка свариваемых поверхностей
- Выбор режимов сварки
- Видео: технология ультразвуковой сварки
- Оборудование и установки для ультразвуковой сварки
- Применение ультразвуковой сварки в промышленности
Понятие и определение ультразвуковой сварки
Ультразвуковая сварка (УЗС) — эти вид сварки давлением, который происходит под воздействием ультразвуковых колебаний (ГОСТ 2601, СЭВ 5277).
Неразъёмное соединение под воздействием ультразвуковых волн образуется в процессе сжатия свариваемых деталей, которое происходит при относительно небольшом усилии (порядка нескольких единиц ньютона, или даже десятых долей ньютона при соединении элементов микросхем и порядка 104Н при сварке толстых листом). Одновременно с приложенным усилием, на соединяемые детали воздействуют механические колебания с частотой 15-80 кГц.
Сущность ультразвуковой сварки
При УЗС металлов, необходимые условия для образования сварного соединения происходят под воздействие ультразвуковых волн, преображённых в механические колебания. Энергия вибрации формирует сложные растягивающие и сжимающие напряжения, а также напряжения среза.
Когда напряжения превысят предел упругости свариваемых материалов, на плоскости их контакта происходит пластическая деформация. Под воздействие ультразвука и пластической деформации, поверхностные оксидные плёнки разрушаются и удаляются с поверхности, после чего образуется сварное соединение.
При этом, повышение температуры в зоне сварки не оказывает существенного влияния на процесс сваривания. При ультразвуковой сварке структура и свойства свариваемых металлов изменяются незначительно.
Основные схемы процесса сварки ультразвуком
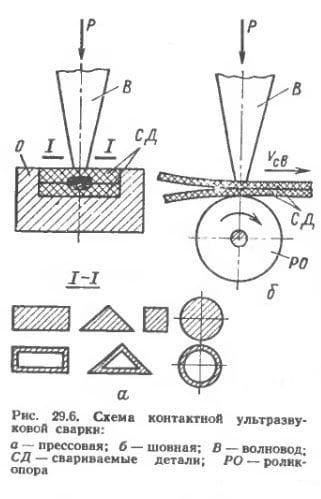
Ультразвуковая сварка выполняется на специальных установках, в которых встроен генератор электромагнитных волн высокой частоты. Также в установке имеется механическая колебательная система, аппаратура управления процессом сварки и привод, создающий давление на сварное соединение. Основные схемы установок для ультразвуковой сварки металлов представлены на рисунке:
.jpg)

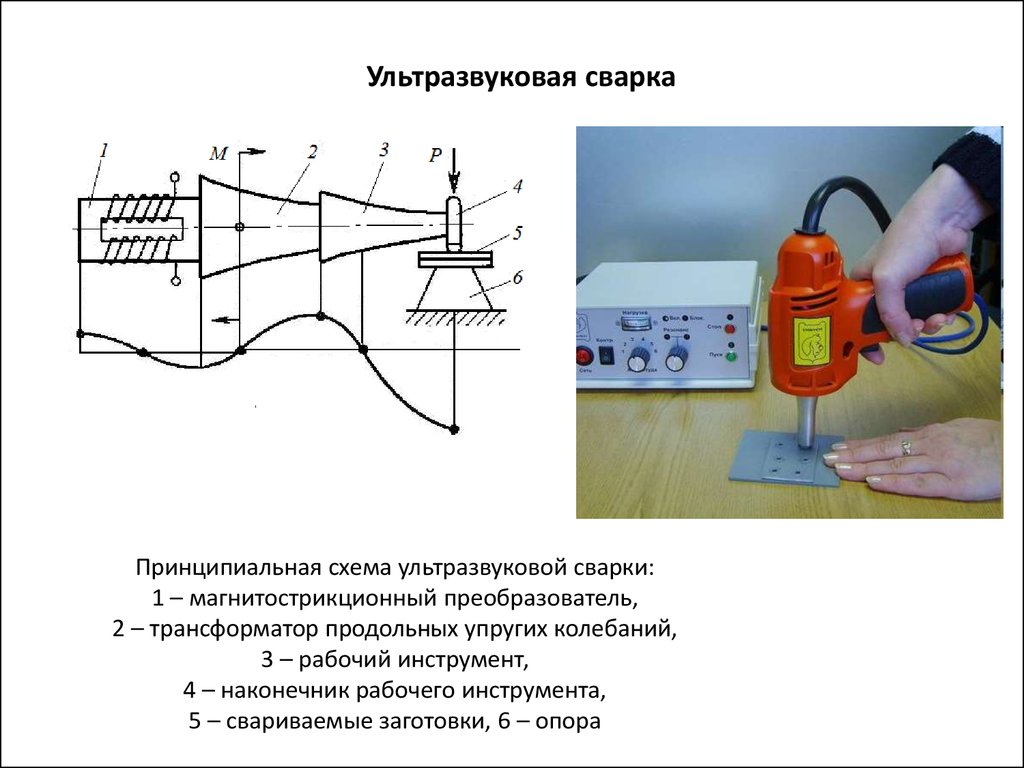
Трансформирование электромагнитных волн в механические колебания и подача их в зону сварки осуществляется с помощью колебательной системы. Основным узлом колебательных систем (см. рисунок) является преобразователь (поз.1). Преобразователь производит механические колебания. При помощи волноводного звена (поз. 2) происходит передача энергии к сварочному наконечнику и увеличивается амплитуда колебаний, по сравнение с амплитудой исходных волн преобразователя. Кроме этого, преобразователь трансформирует сопротивление нагрузки и концентрирует энергию в заданной области сварного соединения (поз. 5).
При помощи акустической развязки (поз. 3) от корпуса машины, почти вся энергия механических колебаний преобразовывается и концентрируется на участке контакта. Сварочный наконечник (поз. 4) является проводным волноводным звеном между нагрузкой и колебательной системой. При помощи него задаётся необходимая площадь и объём непосредственного источника ультразвуковых колебаний в зоне сварки.
Преимущества ультразвуковой сварки
Большой мировой опыт в применении ультразвуковой сварки позволяет выделить ряд преимуществ, характерных для этого процесса. Выделим основные из них:
1. Процесс сварки происходит при твёрдом состоянии металла без сильного нагрева сварного соединения. Благодаря этому, появляется возможность сваривания химически активных металлов, а также разнородных материалов, которые склонны к образованию хрупких соединений в результате нагрева.
2. При помощи УЗС возможно получить сварные соединения металлов, которые сложно получить другими способами сварки в силу экономических и технологических ограничений, например, сварку меди или сварку алюминия.
3. Данный вид сварки позволяет сваривать между собой тонкие и сверхтонкие элементы (сварка пакетов из фольги), а также приваривать их к элементам большой толщины. При этом, толщина последних практически не ограничена.
4. При УЗС металлов нет высоких требований к чистоте свариваемых поверхностей, что во многих случаях позволяет производить сварку поверхностей, с имеющимися на них оксидными плёнками, а также сварку тех деталей, на соединяемых поверхностях которых имеются различные изоляционные плёнки.
5. Поверхности соединяемых деталей в зоне стыка не подвергаются сильной деформации из-за малой величины сварочного усилия.
6. Установки для УЗС металлов имеют несложную конструкцию и обладают небольшой мощностью.
7. Процесс ультразвуковой сварки можно легко автоматизировать.
8. Данный вид сварки очень выгоден в плане экологии и гигиены.
Технологические возможности ультразвуковой сварки
При помощи УЗС можно сваривать различные части изделий толщиной 0,005-3,0мм и диаметром 0,01-0,5мм. При этом, если необходимо приварить тонкий лист или фольгу к детали, то толщина последней практически не ограничена. Разница в толщине свариваемых частей может достигать в сто раз! На рисунке ниже представлены наиболее характерные соединения для сварки ультразвуком:
.jpg)

Таблица свариваемости материалов при сварке ультразвуком
С помощью ультразвуковой сварки можно сваривать как однородные металлы и их сплавы, так и разнородные и даже с некоторыми неметаллическими материалами. Свариваемость того или иного материала зависит от его твёрдости и кристаллической решётки. Чем выше твёрдость, тем хуже свариваемость стали. На рисунке ниже дана таблица свариваемости некоторых материалов при УЗС:
.jpg)

Технология ультразвуковой сварки металлов
Технологический процесс сварки металлов ультразвуком представляет собой ряд последовательно выполняемых операций, главными из которых можно выделить: подготовка соединяемых деталей, их сборка, прихватка, сварка и правка. В каждом отдельном случае объём работ по каждой из операций может существенно различаться.
Подготовка свариваемых поверхностей
Результаты, полученные на практике, показывают, что влияние оксидных плёнок на сварных кромках почти не влияет на прочность сварного соединения при ультразвуковой сварке. Поэтому, можно получить качественное сварное соединение при УЗС даже без предварительной обработки свариваемых участков.
Но, результаты некоторых отдельных исследований говорят о том, что целесообразнее будет удалять оксидные плёнки с соединяемых поверхностей, т.к. они могут снизить качество сварного соединения, а в ряде случаев и вовсе технологический эффект не может быть достигнут. Для подготовки поверхностей под УЗС хорошо подходит обезжиривающая обработка.
Выбор режимов сварки
Главными показателями режима ультразвуковой сварки являются частота и амплитуда колебаний сварочного наконечника, величина усилия и продолжительность процесса.
Амплитуда является важнейшим параметром, от него зависит эффективность удаления оксидных плёнок, нагрев, а также зоны пластической деформации. Амплитуду назначают исходя из предела текучести и твёрдости свариваемых материалов, толщины свариваемых элементов и от того, очищались ли сварные кромки от оксидных плёнок, или нет. Чем выше твёрдость, предел текучести и толщина свариваемых материалов, тем выше должна быть амплитуда колебаний. В большинстве случаев, она находится в диапазоне 0,5-50мкм.
Величина сварочного усилия определяет эффективность передачи ультразвуковых волн и способствует возникновению пластической деформации в зоне сварки. Чем выше твёрдость, предел текучести и толщина свариваемых элементов, тем выше должно быть сварочное усилие. При этом усилие напрямую связано с величиной амплитуды колебаний и при увеличении амплитуды, усилие необходимо снижать. При соединении элементов приборов и микросхем усилие составляет от десятых долей до нескольких ньютонов, а при сваривании относительно толстых листов усилие может составлять до 10 000Н. Величина усилия в процессе сварки может оставаться постоянной или же изменяться по определённой программе.
Продолжительность процесса зависит от амплитуды колебаний, усилия сварки, толщины свариваемого металла и его физических свойств. Зависимость времени от амплитуды и свойств такая же, как и зависимость усилия сварки.
Видео: технология ультразвуковой сварки

Оборудование и установки для ультразвуковой сварки
Для ультразвуковой сварки существует много различных универсальных и специализированных установок, которые широко применяются при изготовлении большого количества изделий.
В настоящее время достаточно широко распространена ультразвуковая микросварка для сваривания элементов в микросхемах и полупроводниковых приборах. Отличительными особенностями установок для микросварки ультразвуком являются высокая производительность и степень автоматизации всего процесса, начиная со сборки и заканчивая сваркой.
Применение ультразвуковой сварки в промышленности
Вид сварки ультразвуком используют для сварки фольги, проволоки, тонких листов и других элементов. От других видов сварки его выгодно отличает возможность сваривания разнородных и термочувствительных материалов, ведь процесс может происходить без нагрева, или при минимальном нагреве.
Ультразвуковую сварку широко используют в таких областях промышленности, как производство микросхем, полупроводников, микроприборов, микроэлементов для электроники, чипов, конденсаторов, трансформаторов, мобильных телефонов, для изготовления многих элементов в различных видах домашней техники. Также этот вид сварки нашёл применение в оптических приборах и приборах точной механики, в изготовлении реакторов, вакуумных сушильных установок, соединении концов рулонов тонколистовых материалов, в автомобильной промышленности и многих других областях науки и техники.
Ультразвуковая сварка металлов
На данный момент существует около сотни самых разнообразных способов сварки металлов. У каждого из них есть свои достоинства и недостатки, особенности и сферы применения. Какие-то методы незаменимы на опасных объектах, а какие-то становятся основополагающими в практике домашних мастеров. Но существуют и такие способы сварки, о которых мы мало что слышим в силу узкого применения.


Один из таких способов — сварка ультразвуком. Ультразвуковая сварка нечасто на слуху, но она все же широко применяется при сварке микроэлектроники, проволоки, листового металла и прочих тонких или просто маленьких изделий. В этой статье мы подробно объясним, что такое ультразвуковая сварка и как работает данный метод соединения металлов.
Общая информация
Ультразвуковая сварка металлов — метод сварки, в основе которого лежит применение ультразвуковых колебательных волн. Широко применяется не только для сварки металлов, но и для соединения деталей из пластмассы, ткани, натуральной кожи. Также с помощью ультразвука вы сможете сварить стекло с металлом. Вы можете комбинировать ультразвуковую сварку с точечной, контурной или шовной сваркой.
Интересный факт: в конце 60-х годов прошлого века с помощью ультразвуковой сварки был собран автомобиль, изготовленный из пластмассы. Именно благодаря ультразвуковому оборудованию этот проект удалось успешно завершить.
Существуют даже специализированные приборы для ультразвуковой сварки. Например, большой популярностью пользуется ультразвуковая швейная машина для сварки полимеров (брезента или подобных изделий). Но про оборудование мы подробнее поговорим позже.
Технология
В работе применяется специальный ультразвуковой сварочный аппарат, который во включенном состоянии непрерывно генерирует ультразвуковые волны частотой от 18 до 180 кГц. При этом может выдавать мощность от 0,01 до 10 кВт. В итоге создаются высокочастотные колебания, которые генерируют тепло и в связке с высоким давлением сваривают детали. Дополнительно заготовка может нагреваться в месте сварки с помощью отдельного прибора, так соединение получается более качественным.
Это краткое описание. Подробное описание процесса сварки можно описать следующим образом: высокочастотные колебания сталкиваются с деталями и образуется сухое трение частиц. Если металл покрыт окисной пленкой, то под действием сухого трения она разрушается. После чего образуется чистое трение, во время которого металл плавится и образуется сварочное соединение.
Ультразвуковая сварка металлов может выполняться с использованием самых разнообразных типов сварных соединений. Вы можете сварить две детали внахлест, раздавить кромки и сварить их, можете встык сварить круглую деталь с плоской, и так далее. Словом, возможности практически безграничны.
Достоинства и недостатки
У ультразвуковой сварки (как и у любого другого метода) есть достоинства и недостатки. Давайте рассмотрим их подробнее, чтобы вы могли понять, в каких целях стоит применять ультразвук, а в каких от этой идеи лучше отказаться.
Первое достоинство — отсутствие необходимости в тщательной подготовке металла под сварку. Единственное, что необходимо сделать — обезжирить поверхность. Все. Можно даже не удалять грязь или ржавчину. При других методах сварки подготовительный процесс отнимает много времени и сил, а вот с применением ультразвука эта проблема легко решается.


Второй плюс — местный нагрев. Металл нагревается только в том месте, где планируется сварное соединение. По этой причине исключены какие-либо деформации металла из-за избыточного нагрева. Это достоинство особенно заметно при сварке пластмассовых деталей.
Третий плюс — возможность варить даже в труднодоступных местах, при этом вся сварка производится очень быстро, ведь металл успевает нагреться менее чем за секунду. К тому же, вы без труда сварите очень тонкий металл. И говоря «тонкий» мы подразумеваем даже металлические листы толщиной не более 0,001 миллиметра. Впечатляет!
Но, поскольку наш материал объективен, мы расскажем и о недостатках. Учтите, что все они не так существенны.
Во-первых, в некоторых ситуациях все же приходится приобретать дорогие генераторы ультразвуковых волн, если бюджетные модели не справляются. Но, справедливости ради, случается это крайне редко. В нашей практике еще не было ни одного случая, когда бы недорогой ультразвуковой генератор не справился со своей работой.
Также иногда бывают ситуации, когда ультразвук не может сварить толстый металл. Эту проблему можно решить, если подбирать вогнутые детали. Они будут фокусировать ультразвук в зоне сварки и тем самым даже толстый металл быстро расплавится.
Оборудование
Раз уж мы дважды упомянули оборудование, остановимся подробнее на этой теме. Существует три типа аппаратов для ультразвуковой сварки:
- Аппараты, выполняющие точечно-контурную сварку
- Сварочники, выполняющие шовную или шовно-шаговую сварку
- Мобильные (переносные) аппараты малой мощности, например, сварочные пистолеты.
При этом мощность аппарата может быть от 100 до 1500Вт, в зависимости от его цены, назначения и размеров.


На сварочных аппаратах, произведенных до конца 70-х, использовался магнитострикционный принцип генерации ультразвука. Но на данный момент такие аппараты не выпускаются, им на смену пришли установки, в которых ультразвук генерируется с помощью встроенного пьезоэлектрического преобразователя.
На данный момент такое оборудование производят многие страны Европы и мира, в том числе Россия. Качество отечественной продукции вполне приемлемо, особенно учитывая невысокую стоимость по сравнению с зарубежными конкурентами. Вообще производство ультразвуковых сварочных аппаратов началось еще в Советском союзе. Тогда такие аппараты в основном использовались для сварки микросхем. Сейчас же сфера применения стала куда шире.
Вместо заключения
Сварка ультразвуком незаменима при работе с маленькими и тонкими деталями, которые просто невозможно сварить вручную или с применением других технологий. Благодаря ультразвуку металл не деформируется и не растекается, а образует прочное соединение. Также сварка ультразвуком позволяет беспроблемно варить металлы, покрытые окисной пленкой. Например, алюминий, с которым у сварщиков обычно много проблем.
К тому же, оборудование для ультразвуковой сварки стоит не так уж дорого. Поэтому рекомендуем испробовать в своей практике этот метод соединения металлов. Если вы когда-либо выполняли ультразвуковую сварку своими руками, то расскажите об этом. Ваш опыт будет полезен для многих новичков. Желаем удачи в работе!
Как происходит ультразвуковая сварка
Широкие массы общественности чаще всего сталкиваются с многочисленными видами услуг, связанных с ультразвуком в медицине, которые обозначаются популярнейшими тремя буквами – УЗИ, то есть ультразвуковыми исследованиями самых разных органов в самых разных режимах. Мы с вами имеем дело с другими тремя буквами: это УЗК – аббревиатурой, обозначающей ультразвуковые колебания.
Они используются в промышленности весьма широко и в течение многих лет. Более того, научно-технический прогресс не стоит на месте, технологии и оборудование совершенствуются, область применения расширяется. Если говорить о сварочном деле, то ультразвуковая сварка – дело далеко не новое, но чрезвычайно быстро меняющееся и развивающееся.
- Все дело в оборудовании
- Процесс ультразвуковой сварки
- Преимущества ультразвуковой сварки
- Область применения
Все дело в оборудовании
Все шестьдесят лет, в течение которых существует УЗК как сварочный способ, эта технология быстро движется по пути настоящего технического прогресса: области ее применения расширяются, а технологии совершенствуются.


Эта динамика развития делится на два направления:
- Низкоэнергетические колебания, или волны малой интенсивности, которые с успехом применяются в областях измерений, сигнализации, дефектоскопии и т.д.
- Высокоэнергетические колебания, или волны высокой интенсивности, которые великолепно используются в сварке металлов и пластмасс и процессах очистки деталей.
Вот в каких направлениях используется ультразвуковая сварка:
- В качестве вспомогательного средства, влияющего на процесс кристаллизации в сварочной ванне для улучшения механических свойств сварочного шва. Это влияние заключается в удалении газов и измельчении структуры сварочного металлического шва.
- В качестве энергетического ресурса в микроэлектронике и других областях, где требуется неразъединимое соединение тончайших металлических слоев фольги или чего-либо подобного. Такое соединение возможно благодаря разрушению пленок ультразвуковыми колебаниями у металлов с окисленной поверхностью.
- Для снижения степени деформации и напряжения в процессе. Ультразвук стабилизирует структуру шва и, таким образом, минимизирует самопроизвольное деформирование, которое нередко возникает впоследствии.
- Для контроля качества швов с помощью специальной дефектоскопии.
- Соединение пластмасс – термопластических полимеров, где ультразвуковая сварка не имеет альтернативы.
Процесс ультразвуковой сварки
Суть процесса – действие на обе свариваемые поверхности механических колебаний высочайшей частоты в комбинации с умеренным сдавливанием. Механические колебания такой частоты образуются в результате магнитострикционного эффекта: некоторые металлические сплавы меняют свои размеры из-за действия переменного магнитного поля.
Никель и железнокобальтовые сплавы – лучшие ультразвуковые преобразователи, это хорошие магнитострикционные материалы. Изменение их размеров чрезвычайно мало, поэтому для концентрации энергии и увеличения амплитуды применяются специальные волноводы специфической суживающейся формы.
Эти волноводы имеют средний коэффициент усилия 5,0 с амплитудой примерно 20 – 30 мкм при условии холостого хода. А такой амплитуды колебаний с лихвой хватает для качественного соединения: по многим опытам экспериментальных ультразвуковых процессов даже колебания в 1,3 мкм дают вполне надежный сварочный шов.
Функция волноводов – передача энергии волнового колебания к наконечнику сварочного инструмента от преобразователя магнитострикционной природы. Магнитострикционный преобразователь считается главным компонентом оборудования для ультразвуковой сварки.
В него входят следующие технические компоненты:
- волновод;
- опора в виде маятника;
- диафрагма;
- подвод тока для преобразователя;
- привод механического сжатия;
- система водяного охлаждения в виде кожуха.
Сама же установка для УЗС состоит из следующих составных частей:
- магнитострикционный преобразователь;
- сам волновод;
- ролик для сваривания;
- токоподвод;
- водоподвод для охлаждения;
- прижимной ролик;
- защитный кожух преобразователя;
- механический привод вращения.

Ток высокой частоты поступает от ультразвукового генератора на обмотку магнитострикционного преобразователя. Волновод со специальным рабочим выступом усиливает и передает механические колебания к наконечнику сварочного инструмента.
Выступ на волноводе во время процесса принимает высокочастотные колебания, которые по своей природе являются механическими горизонтальными движениями высокой частоты.
Длительность сварочного процесса напрямую зависит от толщины и природы свариваемого металла. Если край металла тонкий, образование шва занимает буквально доли секунды.
Высокочастотные колебания наконечника сварочного инструмента имеют свойство поляризоваться в одной плоскости с поверхностью пластины сверху. Колебания передаются на пластины и опоры с нужными амплитудами с учетом того, что на всех точках передачи энергия колебаний гасится.
Сам процесс соединения начинается с момента соприкосновения микронеровностей поверхностей, которые соединяются, в результате чего происходит их деформация. Как только включаются ультразвуковые колебания, эти микронеровности дополнительно сдвигаются, появляются зоны схватывания.
Если с самого начала ультразвукового воздействия на соединяемых поверхностях возникает трение по сухому типу, разрушающее окисные пленки из жидкостей и газов, то впоследствии сухое трение превращается в чистое трение, которое образовывает и укрепляет зоны схватывания.
Дополнительному укреплению схватывания способствует характер колебаний: возвратно-поступательные движения при малой амплитуде.
В рабочей зоне при УЗС образуется тепло вследствие процесса трения и деформации на соединяемых поверхностях. Температура в рабочей зоне зависит от характеристик металла: его твердости, теплопроводности и теплоемкости.
Повышение температуры от трения не влияет на прочность шва, так как эта прочность достигается до максимального повышения этой температуры. Вместе с тем предварительный нагрев деталей перед процессом сварки способствует повышению прочности сварочного соединения.
Соблюдение режима технологии УЗС дает сварочный шов, равный по своей прочности основному металлу.

Преимущества ультразвуковой сварки
С учетом своей специфики ультразвуковая сварка имеет ряд отличных преимуществ:
- Нет нужды нагревать предварительно рабочую зону, что чрезвычайно полезно при работе с химически активными металлами или парами металлов, которые склонны к образованию специфических и хрупких соединений по ходу сварки.
- Есть возможность соединения тонких и ультратонких кромок металлических деталей. Также можно приварить фольгу или тонкие листы к любым деталям, можно варить даже пакеты из фольги.
- Уникальная техническая «лояльность» к различного рода изоляционным и оксидным пленкам на поверхности металлов и другим загрязнениям – к примеру, плакированным поверхностям.
- Малое по силе сдавливание приводит к тому, что деформация свариваемых поверхностей незначительна.
- Энергетическая эффективность благодаря малой мощности сварочного оборудования, его простая конструкция.

Область применения
Технология УЗС постоянно совершенствуется, и, как следствие, ее применение расширяется постоянно и самым радикальным образом.
Прежде всего, это соединение тонких деталей в радиоэлектронике и приборостроении. Способность технологии для эффективной приварки тонких обшивок используется в авиационной, космической и других областях промышленности.
Ультразвуковая сварка отлично справляется с соединением металлов с низкой пластикой, металлов с керамикой и стеклом. Тугоплавкие металлы типа вольфрама или молибдена также легко свариваются УЗС. Возможна сварка с прослойкой из третьего металла, пластмасс.
Что такое ультразвуковая сварка
Для соединения тонких деталей удобна и практична ультразвуковая сварка. Этот метод универсален, он подходит для металлов и пластмасс, разнородных материалов. При соединении не возникает внутренних напряжений, легкоплавкие элементы не подвержены термической деформации. Ультразвуковой метод внедряется не только на производстве, все часто используется в быту.


Принцип действия ультразвуковой сварки
До состояния пластичности места стыков доводятся действием механических сил: статической и динамической нагрузкой. Под импульсным воздействием структура металлов и пластиков разрушается с выделением тепловой энергии, она способствует взаимному проникновению молекул в месте диффузии. Ультразвуковой сварочный аппарат преобразует электрические колебания в механические с частотой от 18 до 180 килогерц. Рабочий наконечник продуцирует импульсы, вызывающие:
- высокочастотное сухое трение на поверхности (уничтожаются загрязнения, оксидные пленки);
- в рабочей зоне повышается температура из-за разрушения структурных решеток в процессе пластической деформации;
- детали сжимаются при силовом воздействии импульса, обеспечивая глубокое молекулярное проникновение материалов.
Используя ультразвуковую сварку пластмасс получают едва заметные швы на изделиях, так как не применяются наплавочные материалы или втулки. При ультразвуковой сварке металлов не нужны электроды или сварочная проволока. Для толстостенных деталей для ускорения процесса нужен предварительный разогрев индукционными токами.
Преимущества и недостатки
Плюсы использования ультразвука вместо дуги или газовой горелки:
- нет аэрозольных выделений из ванны расплава;
- не нужно применять флюсы, создавать защитную атмосферу;
- высокая точность и тонкость линии шва;
- отсутствие расходных материалов;
- не нужно заниматься подготовкой поверхности, ее очисткой;
- не возникает внутренних напряжений, термодеформации;
- варить можно в любом положении;
- позволяет получать разнородные сочинения металлов и неметаллов;
- применим для тонких изделий от 3 мкм;
- можно получать линейные и точечные соединения встык, внахлест, тавровые.
К минусам относят невозможность соединения толстостенных элементов, сложность оборудования. Для работы на нем нужна практика.
Область применения
В промышленных масштабах метод применяется для производства изделий из полиамида и легкоплавкого пластика:
- оправ для очков;
- упаковок;
- игрушек;
- мелких деталей.
Метод применим для создания полупроводниковых переходов. С помощью ультразвука добиваются прочного соединения разнородных материалов, металлов с различными физическими характеристиками, температурой плавления. Сваркой создают сложные микросхемы в робототехнике, электронике.
Оборудование для сварки
В состав ручного или автоматического ультразвукового сварочного аппарата входят
- Генератор, создающий ультразвуковую волну. Он оснащен ручкой регулятора частоты, определяет способ передачи ультразвука.
- Преобразователь (магнитострикционный или из пьезокерамики) нужен для двустороннего подвода импульса. Обеспечивает высокую скорость соединения. В комплекте с ним идет охлаждающее оборудование.
- Трансформатор волны, регулирует амплитуду колебаний, подаваемых на рабочую головку.
- Волновод (прямой, крутящийся или изогнутый). Это рабочий инструмент ультразвуковой установки, передает импульс в рабочую зону.
- Опора, при двустороннем виде ультразвуковой сварки служит вторым волноводом. При одностороннем необходима для плотной фиксации соединяемых деталей.
- Блок электропитания.

Некоторые модели дополнительно оснащаются:
- приводом для создания повышенной статической нагрузки;
- кронштейном для закрепления аппарата над рабочей зоной;
- блоком управления, позволяющим регулировать режим работы;
- подающими роликами, приводящими в движение опору с зафиксированными на ней элементами.
Регулируемые параметры
Применение ультразвуковой сварки для различных материалов возможно при правильной настройке оборудования, регулировании силовой нагрузки. Настройка производится экспериментальным путем. В лабораториях разработаны настроечные таблицы, по ним ориентируются при выборе настроек, определении технологического режима. Основные регулируемые параметры ультразвукового сварочного оборудования:
- амплитуда излучения импульсов волноводом (сварочным наконечником), от нее зависит степень взаимодиффузии соединяемых материалов;
- продолжительность импульса, влияет на скорость создания швов;
- статическая нагрузка, в автоматах регулируется механическое давление пресса, на ручных аппаратах степень нажима определяется опытным путем;
- частота электроколебаний, от нее зависит сила давления волновода.
К дополнительным настройкам, влияющим на режим сварки, относятся:
- температура дополнительного разогрева деталей (зависит от материала, формы, фактуры);
- высота наконечника;
- степень зажима соединяемых элементов.
При выборе режима работы сварщики ориентируются на личный опыт. Начинающим придется пройти путь проб и ошибок, прежде чем браться за ответственные соединения, например сборку полипропиленового водовода.
Виды ультразвуковой сварки
Классификация, характеризующая процесс соединения деталей, позволит понять специфику метода.
- Движение рабочей головки (степень механизации оборудования):
— ручной инструмент – волновод сварочного пистолета по шву направляет сварщик;
— механическая сварка – автомат самостоятельно регулирует движение по заданным параметрам, обеспечивая точность соединения до микрон.
Работая ручным сварочным аппаратом, можно менять направление шва. Автоматы двигают волновод по прямой, но с большой точностью, фиксированной скоростью.
- Разновидности соединений
Характер движения волновода определяет структуру шва:
— непрерывный создается при постоянном движении головки;
— прерывный или прессовый получается путем периодического отрыва инструмента от детали;
— точечный – импульс направляется в одну точку, образуется небольшая диффузионная зона;
— продольный – при работе вручную смещается сварочная головка, когда используется автомат, соединяемые детали перемещают ролики.
В автоматическом режиме работы задаются фиксированные интервалы. Пистолетом ровные «стежки» или ряд точек выполнить сложнее.
- Силовое воздействие
Колебания подводятся к соединяемым элементам:
— с одной стороны – односторонний вид сварки, применяется для соединения деталей свыше 2 мм;
— сверху и снизу – двусторонняя, удобна при работе с тонкими элементами.
При подводе импульсов с двух сторон рабочая зона быстро разогревается, поэтому оборудование оснащается системой охлаждения.
- Направление деформации
По принципу распространения импульсной нагрузки выделяют два вида сварки:
— контактная – тонкие детали толщиной до 2 мм соединяются внахлест;
— передаточная – шов формируется по принципу последовательных точечных соединений, когда ультразвук распространяется во всех направлениях, создавая прочное соединение.
При сварке полистирола, полиамида, поликаорбоната, пластиков с хорошими акустическими характеристиками чаще используют передаточный вид сварки. Мягкие полимеры для упрочнения структуры предварительно промораживают.
Технология ультразвуковой сварки
Принцип молекулярного соединения основан на физических свойствах материалов. Они становятся пластичными под воздействием энергии волны, происходит внутренний разогрев. Ультразвук создает динамическое и статическое давление в зоне шва. Происходит внутренняя и наружная деформация соединяемых материалов с выделением тепла. В отличие от традиционной, сварка ультразвуком не требует дополнительных расходных материалов: присадки – электродов или проволоки; флюсов, предохраняющих детали от перегрева.
Процесс сварки состоит из нескольких этапов:
- генератор создает ток определенной частоты;
- преобразователь превращает электрическую энергию в механическую;
- ультразвук создает статическое и динамическое напряжение;
- волновод передает энергию волны в зону сварки (перпендикулярно поверхности);
- под воздействием двух сил (внутренних и внешних) материал приобретает пластичность, происходит взаимодиффузия;
- выделенная тепловая энергия обеспечивает глубинное проникновение молекул.
- Включается аппарат.
- На подставке укладываются соединяемые изделия.
- При варке металлов для получения прочного соединения зона стыка разогревается индуктором.
- Детали фиксируются, чтобы под давлением ультразвука не смещались.
- Сварочная головка, излучающая импульс, направляется в область соединения перпендикулярно деталям.
- После работы фиксатор ослабляется, проверяется прочность шва.

Ультразвуковая сварка металлов требует дополнительного прогрева элементов, эта операция сокращает время обработки. Естественный разогрев происходит только в процессе пластической деформации, под воздействием динамической силы импульсов.
Заключение
Область использования ультразвуковой сварки обширна. С помощью этого метода удается скреплять металл с пластиком, разнородные полимеры между собой. Хотя для работы с оборудованием нужны определенные навыки, освоить оборудование не сложно. Качество точечных и шовных соединений выше, чем при традиционных технологиях.
Ультразвуковая сварка пластмасс популярна из-за снижения риска прожогов и температурной деформации. Швы от ультразвука отличаются аккуратностью, прочностью, они едва заметны, так как на них нет наплавочного валика. Экономия на электродах, сварочной проволоке, защитных флюсах сокращает сроки окупаемости оборудования. Производители предлагают линейку моделей для ручной и автоматической ультразвуковой сварки. Каждый может выбрать аппарат для работы в зависимости от материала, толщины и размеров соединяемых деталей.
Ультразвуковая сварка металлов: основные моменты и преимущества
Первая в истории ультразвуковая сварка металлов была проведена в середине прошлого века. С тех пор этот способ сварочных работ успел широко распространиться во многих сферах, в большей степени найдя своё применение в промышленном производстве.


- Как проходит сварка ультразвуком?
- Сферы применения УЗ-сварки
- Оборудование для ультразвуковой сварки
- Плюсы и минусы сварки ультразвуком
Как проходит сварка ультразвуком?
Сварка металла ультразвуком проводится за счет влияния высокочастотных колебаний поперечного направления, происходящих по краям нескольких металлических поверхностей. Параллельно с этим свариваемые конструкции монтируются друг с другом под умеренно высоким давлением. В итоге нарастающее внутри деталей напряжение приводит к появлению упругопластических деформаций по контуру поверхности. Конкретно локализованное стыковое скольжение между фазами постепенно начинает разрушать оксиды металла и расположенные на поверхности плёнки, что позволяет конструкциям контактировать друг с другом сразу в десятках точек соприкосновения. Колебания длительной периодичности за короткий промежуток времени полностью разрушают все границы стыковки между деталями, увеличивая площадь их контакта и обеспечивая соединение, структурно напоминающее сварку посредством диффузии.
Ультразвуковые сварочные работы вызывают повышение температуры отдельных участков металлических деталей. Этого удаётся достичь при помощи комбинации пластического гистерезиса, скольжения между фазами и пластичных деформаций. Если правильно настроить мощность используемых приборов, то процесс ультразвуковой сварки проходит без переплавки металла на границе соединяемых конструкций.

СОВЕТ: такой тип сварочных работ больше всего подходит для металлов с низким уровнем проводимости тепла (к примеру, для стали). Причиной этого является высокое сопротивление таких материалов – на их сварку при помощи ультразвука уходит гораздо меньше энергии, чем на обычную сварку. Поэтому для соединения конструкций, изготовленных из материалов с низкой теплопроводностью, рекомендуется использовать ультразвуковое оборудование.
Сферы применения УЗ-сварки
Сварка металла ультразвуком нашла своё применение в промышленном производстве и при монтаже технического оборудования. Данный способ сваривания нескольких конструкций оказался незаменим при работе с материалами, обладающими высокой проводимостью тепла. Наибольшее распространение сварка металла ультразвуком получила в следующих ситуациях:
- изготовление электропроводящих систем (проводится на промышленных предприятиях, которые специализируются на производстве бытовой техники, электроники и комплектующих элементов для электроприборов);
- изготовление жгутов электропроводов и кабельных систем (широко распространено для нужд автомобильной промышленности, медицинских исследований, производства авиационной и космической техники, информационных систем);
- сваривание шинопроводов, предохранительных элементов, соединительных контактов и устройств включения/выключения (осуществляется при изготовлении элементов питания, а также осветительных систем);
- сварка пластин и фольги для элементов питания (проводится для производства аккумуляторов с разным уровнем ёмкости. Чаще всего сваривают детали из меди и алюминия – металлов, которые имеют низкую теплопроводность. Это приводит к тому, что для сварки пластин и фольги приходится затрачивать больше времени и энергии);


- изготовление конденсаторов, теплоизоляционных покрытий и уплотнённых проводов (покрытия, изготовленные при помощи УЗ-сварки, особенно востребованы среди производителей продуктов, нуждающихся в защите от высоких температур. В частности, такие комплектующие элементы нашли своё применение в производстве взрывных устройств. Уплотнённые провода и конденсаторы получили высокий спрос среди компаний из микроэлектронной сферы);
- сваривание труб (используется при изготовлении систем отопления или кондиционирования воздуха. С помощью УЗ-сварки их составные элементы удаётся более надёжно соединить друг с другом).
Оборудование для ультразвуковой сварки


- источник энергии (соединяет устройство для УЗ-сварки с системами подачи электрического тока. Основная задача этого элемента – преобразование электроэнергии в высокочастотные импульсы и повышенное напряжение, которое необходимо для стабильной работы сварочного преобразователя);
- преобразователь (эта деталь трансформирует поступающие от источника питания напряжение и импульсы с высокой частотой. С их помощью компонент создаёт высокочастотные колебания, необходимые для сварки. Преобразователь является одним из составляющих элементов сварочной головки);
- сварочная головка (нужна для обеспечения нужного способа сжатия свариваемых деталей. Всего существует три варианта работы сварочной головки. Она может сжимать поверхности механическим, гидравлическим или пневматическим способами. После сжатия начинается сам процесс сварки, в котором одну из главных ролей играют волноводы);
- волноводы (создают колебания в точках соприкосновения между соединяемыми деталями. Благодаря этому, они постепенно разрушаются и конструкции монтируются друг с другом более плотно. Также волноводы ответственны за деформацию поверхностей свариваемых деталей посредством, которая даёт возможность скрепить их с помощью процесса диффузии).
СОВЕТ: стабильная работа всех компонентов аппарата для ультразвуковой сварки металла гарантируется только при наличии постоянной подачи электроэнергии. Поэтому рекомендуется дополнительно укомплектовать сварочное устройство источником бесперебойного питания. Этот прибор сможет гарантировать постоянную работу оборудования для сварки независимо от наличия систем подачи электрического тока.
Плюсы и минусы сварки ультразвуком


- УЗ-сварка помогает соединять тонкие детали вместе с конструкциями, изготовленными из более плотного материала;
- возможно проведение сварочных работ по присоединению элементов, изготовленных из разных материалов;
- сварка ультразвуком помогает в производстве изделий, обладающих высоким уровнем тепловой и электрической проводимости;
- при проведении сварочных работ при помощи ультразвука не используется тепло – свариваемые детали соединяются друг с другом без плавления поверхности;
- энергия, расходуемая в процессе сварки, используется более экономно;
- сварка ведётся без использования присадочных материалов и не требует создания особой атмосферы в месте, где будут идти работы;
- перед ультразвуковой сваркой металлические конструкции не нужно предварительно очищать.
Впрочем, у сварки металлических деталей с помощью ультразвука, есть и свои недостатки. Самый главный из них – возникающие сложности при работе с конструкциями, изготовленными из материалов, которые обладают высокой проводимостью тепла. Также к минусам УЗ-сварки стоит отнести немалую стоимость необходимого для неё оборудования, которое к тому же нуждается в особо тщательном уходе.
В итоге, становится очевидно, что ультразвуковая сварка способна обеспечивать столь же высокопрочное и надёжное соединение металлических деталей, которое достигается при обычном способе сваривания. Преимущества сварки металлов ультразвуком очевидны. Она не только помогает грамотно расходовать энергию, затрачиваемую на сварочный процесс, но и позволяет работать с конструкциями, обладающими разной толщиной и изготовленными из различных материалов. Несмотря на то, что процесс УЗ-сварки сопровождают некоторые недостатки, к нему рекомендуется прибегнуть для получения прочно сваренных металлических деталей.
Возможности и особенности технологии ультразвуковой сварки для различных материалов
Согласно ГОСТ Р ИСО 857-1-2009, ультразвуковая сварка (УЗС) – «сварка давлением, при которой механические колебания высокой частоты и малой амплитуды и статическая сила формируют шов между двумя свариваемыми заготовками при температуре значительно ниже температуры плавления металла».
Простыми словами – для получения сварочного шва применяют давление на соединяемые заготовки и действие ультразвуковых колебаний специального оборудования. При этом происходит нагрев заготовок в контактной зоне, диффузия и образование молекулярных связей между поверхностями, кристаллизация и в результате прочное соединение.
Классификация УЗ-сварки
По степени автоматизации:
По способу использования энергии:
- односторонняя;
- двусторонняя.
По воздействию излучателя:
- импульсная (короткий импульс и дальнейшее передвижение волновода);
- непрерывная (постоянное действие и передвижение);
По затрачиваемой энергии:
- по величине осадки или зазора;
- по времени;
- по количеству кинетической энергии.
По способу подачи энергии в зону действия:
Применяемое оборудование и инструменты
Оборудование для сварки ультразвуком разнообразно и для правильного выбора необходимо основываться на приведенной классификации, а также требований к готовому сварному изделию. Это могут быть:
- ручной инструмент;
- установки для непрерывного сварочного шва;
- ультразвуковые прессы;
- модули настольные и др.
Общие составные части оборудования следующие:
- генераторы или др. источники питания;
- наковальни или опоры;
- преобразователь электрических колебаний в механические (например, магнитострикционный);
- кронштейны для крепежа;
- управляющие части;
- сварочные наконечники рабочего инструмента и др. рабочий инструмент.


Выбор режимов управления оборудованием
Режимы управления и установка каждого параметра выбирается в зависимости от свойств материала, его толщины, требуемого шва (точечный, непрерывный) и последующей нагрузки на шов и др.
Основные регулируемые параметры:
- частота электрических колебаний;
- амплитуда колебаний наконечника и статистическое давление;
- усилие прижима наконечника к заготовке (в ручном приблизительное, а в прессе выставляется точно);
- продолжительность действия импульса;
- температура нагрева толстых заготовок, высоты расположения наконечника и т. д.
Для каждого нового типа соединения производят лабораторный подбор режимов и испытания качества сварного шва в зависимости от будущей эксплуатации изделия.
Технология УЗС для металлов
Соединение методом УЗС применяется для различных металлов и сплавов. Данный метод имеет широкие возможности в соединении не только однородных, но и разных материалов (соединение стальной пластины с керамической, проволоки и фольги и т. д.). Применяется в электронике, ювелирном, холодильном, автомобильном, аккумуляторном производствах и др.
Например, для сварки:
- пучков проводов и разъемов в автомобилях;
- деталей при производстве аккумуляторов, электродвигателей, батареек, солнечных батарей;
- трубопроводов в холодильниках, кондиционерах и т. д.
Схема операций технологического процесса:
- подготовка свариваемых поверхностей;
- сборка узлов;
- прихватка;
- сварка;
- правка.
Для сварного изделия разрабатывается технологический процесс. Каждый этап технологии для каждого изделия индивидуален.
Подготовка металлических свариваемых поверхностей
Для УЗС металлов эта операция может быть упрощена до визуального контроля. Не нужна тщательная механическая зачистка поверхностей, потому что:
- С помощью воздействий высокочастотных колебаний происходит трение мельчайших частиц (оксидной пленки, примесей).
- Повышение температуры в этой зоне контакта и трение стирает границы поверхностей и происходит образование однородной структуры.
- Давление в зоне соединения прижимает поверхности и образует большую зону соприкосновения.
Основные регулируемые параметры оборудования УЗС металлов:
- амплитуда колебаний сварочного наконечника;
- время;
- сварочное давление.
Преимущества УЗС для металлов:
- экономия энергии;
- высокая производительность;
- отсутствие материалов для сварки;
- отсутствие высоких температур (в зоне сварки температура в среднем равна 4% от температуры плавления);
- экологичность;
- нет необходимости в защитной газовой среде;
- форма соединяемых поверхностей различна.
Недостатки данного метода сварки:
- ограничения по размерам заготовок;
- небольшая толщина свариваемых поверхностей;
- чувствительность к влаге.
Технология УЗС для пластмасс
Для УЗС пластмасс по сравнению с металлами не требуется нагрев до высоких температур и приложения больших усилий.
Применяется во многих производствах. Это УЗ-сварка:
Технологический процесс сварки для пластмасс
Технология получения сварного шва у пластмасс значительно упрощается в отличие от технологии УЗС для металлов. Основное различие – в схеме ввода волновой энергии и одновременном механическом воздействии.
Основные этапы подключения оборудования:
- Подключение генератора (частота от 20 000 Гц).
- Подключение преобразователя для преобразования ультразвуковых колебаний генератора в механические продольные колебания.
- Подключение волновода перпендикулярно сварному соединению.

Динамическое (повышение температуры) и статистическое (образование связей) воздействия направлены одинаково, но перпендикулярно сварному шву.
Подготовка пластиковых свариваемых поверхностей
Для УЗС пластмасс эта операция также может быть упрощена. Но некоторые поверхности перед сваркой могут после тщательной очистки обрабатываться растворителями (активизаторами) для разупрочнения поверхностного слоя.
При сварке жестких пластиков иногда на поверхности делаются выступы с углами при вершине 45-60 градусов, что повышает прочность и герметичность изделия.
Основные узлы специального оборудования УЗ-сварки пластмасс:
- рама;
- блок питания;
- ультразвуковой генератор;
- приводы для усилия;
- преобразователь электрических колебаний;
- сварочная головка, выбираемая в зависимости от материала, толщины и вида шва.
Преимущества УЗС для пластмасс:
- производительность;
- низкая себестоимость;
- герметичность швов на толстостенных заготовках;
- низкая температура;
- отсутствие электромагнитного излучения;
- совместимость нескольких операций технологического процесса (напыление, разрез и т. п.);
- применима к различным пластмассам;
- отсутствие дополнительных материалов, химикатов.
- эстетичность шва.
Недостатки данного метода сварки:
- подвод энергии с двух сторон из-за малой мощности излучателя;
- трудности при контроле сварного шва.