Усадка алюминия при литье
Усадка литейных сплавов | 03.04.2012
Уменьшение линейных размеров и объема при охлаждении в результате сближения атомов металла называется усадкой. Различают объемную 


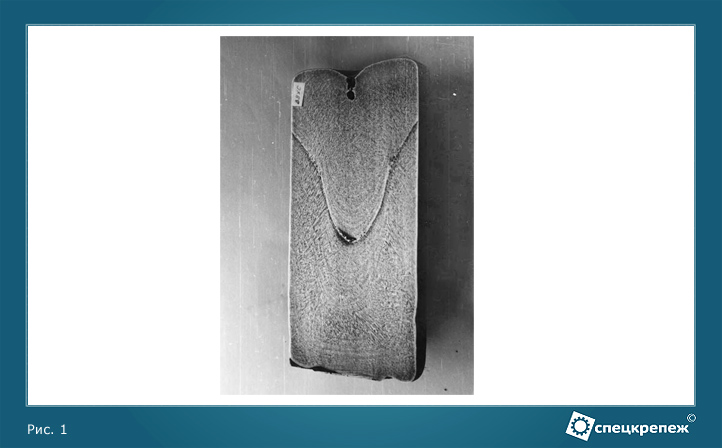
Рисунок 1 – Усадочные дефекты в слитке .png)
При определении величины усадки важно правильно выбрать начальный объем жидкого металла 
Линейная усадка определяется температурой начала ее проявления и коэффициентом линейного расширения. Экспериментально установлено, что линейная усадка начинается при образовании достаточно прочного скелета полузатвердевших кристаллов. Температуры, при которых это достигается, образуют на диаграмме состояния линию эффективного интервала кристаллизации. Указанный скелет полузатвердевших кристаллов образуется при 50-75 % твердой фазы в зависимости от состава стали.
Различают свободную и заторможенную усадку. Основным показателем сокращения размеров слитков и отливок в реальных условиях их затвердевания является литейная усадка, которая учитывает все виды торможения усадки. Различают термическое и механическое торможение усадки. Термическое торможение усадки вызвано различной скоростью охлаждения отдельных частей затвердевшего слоя металла. К примеру, при низком содержании углерода в стали торможение усадки достигает 25 %, снижаясь до 8 % при содержании 0,7 % углерода.
Результирующая усадка во многом определяется предусадочным расширением. К причинам предусадочного расширения относят:
- сцепление едва затвердевшей корки с поверхностью формы и ее первоначальное расширение под действием силы сцепления;
- скопление газов в междендритном пространстве в результате ликвации, которое может создавать давление, способствующее раздвижению кристаллов;
- скопление неметаллических включений и газов на границе кристаллизации, увеличивающее кристаллизационное давление и способствующее увеличению периметра корки;
- превышение сил капиллярного давления над силами сцепления между дендритами;
- разогрев и расширение наружной корки слитка в момент образования зазора.
Учитывая предусадочное расширение 
.png)
При увеличении предусадочного расширения компенсируется часть термических напряжений, что сокращает трещинообразование. Предусадочное расширение тем больше, чем шире интервал температур затвердевания. Снижение объема усадочных дефектов при этом достигается в результате выделения большого количества растворенных в стали газов в период образования значительной доли твердой фазы.
Линейная усадка взаимосвязана с интенсивностью теплообмена между формой и отливкой. С увеличением усадки образующийся зазор между отливкой и формой приводит к повышению теплового сопротивления и соответствующему снижению теплоотвода. В свою очередь уменьшение интенсивности теплообмена снижает градиент температур в затвердевшем металле, уменьшая скорость усадки и разность ее величины. При этом уменьшаются термические напряжения и связанные с ними процессы пластической деформации в затвердевшей корке.
Усадка обуславливает образование усадочных раковин, подусадочной и структурной рыхлости, различных трещин, зональной ликвации и других дефектов. Учет закономерностей, свойственных усадочным явлениям, позволяет разрабатывать соответствующие мероприятия по повышению качества отливок. Уплотнение структуры обеспечивается центробежным литьем.

Рисунок 2 – Процесс центробежного литья .png)
Усадка при затвердевании зависит от изменения объема при переходе расплава из жидкого состояния в твердое и увеличивается с ростом интервала температур кристаллизации при охлаждении. Поэтому все элементы, расширяющие этот интервал, увеличивают усадку при затвердевании. По разным оценкам значения 
Значение коэффициента усадки играет важное практическое значение, так как определяет конкретные размеры стержневых ящиков и моделей, а также, в известной мере, величину припусков на механическую обработку и связанный с этим расход металла на изготовление отливки.
Важно отметить, что показатели линейной усадки наиболее рационально определять по замерам участков форм и отливок, расположенных горизонтально в период заливки и кристаллизации сплава. Протяженность таких участков начинает изменяться только после окончания процесса кристаллизации.
Из всего используемого при выполнении задания оборудования следует изучить прибор для измерения величины линейной усадки отливки. Конструкция прибора представлена на рисунке 1. В жесткой металлической раме 1 расположено тело песчаноглинистой формы 2 с рабочей полостью 3, включающей полости двух захватов — неподвижного 4, жестко связанного с рамой прибора, и подвижного 5. В передаточную планку 6, закрепленную на подвижном захвате, упирается ножка индикатора часового типа 7, фиксирующего перемещения захвата под действием усаживающегося образца.
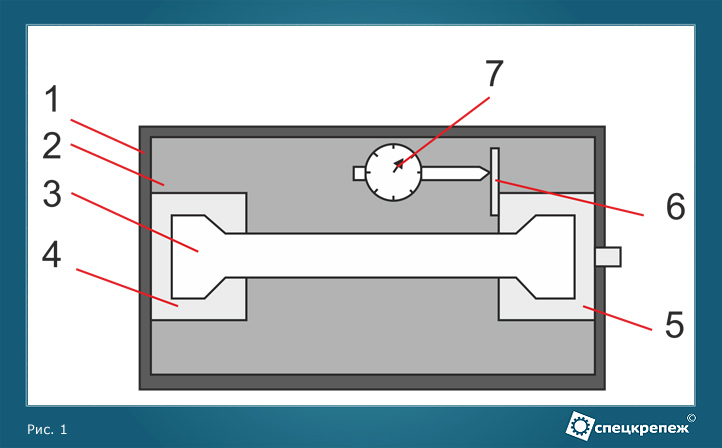
Рисунок 1 — Конструкция прибора для измерения величины линейной усадки прямолинейней отливки
Усадка сплавов изменяется в зависимости от их химического состава. Так, усадка серых чугунов уменьшается с увеличением содержания кремния и углерода, а также при снижении содержания серы и марганца.
В алюминиевых сплавах увеличенное содержание кремния снижает усадку. Наличие магния и меди, наоборот, повышает усадку таких сплавов.
Увеличение содержания цинка и алюминия в магниевых сплавах снижает их усадку.
При получении отливок уменьшение их линейных размеров происходит при затрудненной усадке, которая вызвана выступающими частями формы, стержнями и т.д. Потому в ряде случаев действительная усадка меньше свободной. Такая усадка носит название литейной и выражается в %. Значение литейной усадки всегда меньше свободной. При этом разница тем больше, чем сложнее и крупнее отливка. В таблице 1 приведены значения усадки сплавов.
Таблица 1 — Примерные значения усадки сплавов 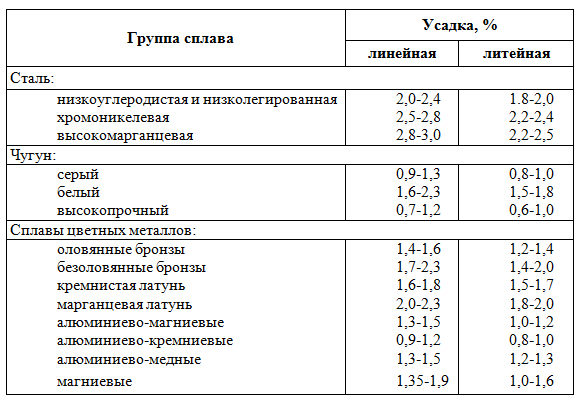
В зависимости от условий охлаждения сплава и его физических свойств объемная усадка при затвердевании может проявляться следующим образом:
а) как сосредоточенные внутренние полости (закрытые или выходящие на поверхность — открытые), расположенные в тех местах отливки, которые затвердевают в последнюю очередь (усадочные раковины);
б) только равномерным изменением внешних размеров;
в) образованием мелких полостей, которые рассеяны по толщине отливок возле отдельных зерен сплава; такие полости носят название усадочной пористости или рыхлоты.
При получении отливок из сплавов, которые имеют повышенную объемную усадку и образуют усадочные раковины (высокопрочные чугуны, стали), на массивных и верхних частях отливок предусматривают прибыли — полости жидкого сплава, которые питают отливку при ее затвердевании и восполняют сокращение ее объема. Расположение и размеры прибылей должны быть выбраны так, чтобы они затвердели в последнюю очередь и именно в них локализовались усадочные раковины.
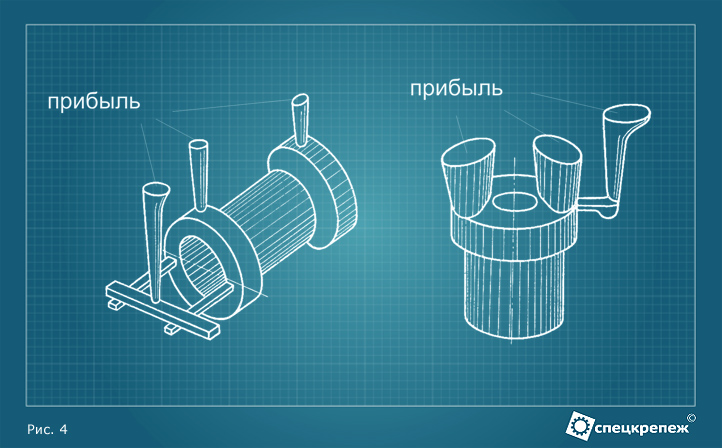
Рисунок 4 – Схема установки прибылей на отливках
Вся продукция имеет необходимые сертификаты соответствия,
сертификаты качества изделия и технические паспорта.
Перечень услуг представлен в соответсвующем разделе
Брак литья алюминия
Два источника брака
Источниками брака при литье алюминия являются два явления, которые могут действовать как каждый отдельно, так и совместно:
- Постоянное, прогрессирующее окисление алюминиевого расплава и насыщение его водородом.
- Уменьшение удельного объема алюминия при его переходе из жидкого в твердое состояние.
Три типа дефектов затвердевания в отливках
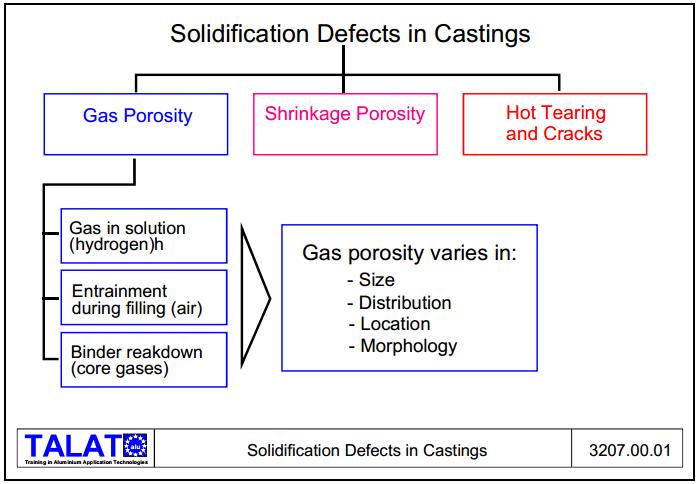

Рисунок 1 – Три типа дефектов затвердевания в алюминиевых отливках:
газовая пористость, усадочная пористость, горячие разрывы и трещины [1]
Окисление и насыщение водородом
В результате непрерывного окисления алюминиевого расплава и насыщения его водородом в алюминиевой отливке возникают следующие дефекты, которые являются причинами брака готовых отливок:
- поры;
- насыщение воздухом;
- включения;
- нарушение герметичности;
- поверхностные дефекты;
- низкая прочность;
- низкая пластичность.


Рисунок 2 – Источники водорода в алюминиевых отливках [1]

Рисунок 3 – Выделение водорода в алюминиевых отливках [1]


Рисунок 4 – Водородная пористость [1]

Меры по предотвращению дефектов
Для предотвращения или ослабления влияния окисления и насыщения водородом принимают следующие меры:
- обработку металла в печи и его дегазацию;
- жесткий контроль температур плавления и литья;
- фильтрование расплава.
При переходе алюминия из жидкого в твердое состояние растворенный в нем водород выделяется и во взаимодействии с оксидами создает проблемы с пористостью в готовых отливках.
Главной задачей при обеспечении высокого качества алюминиевого расплава является поддержание скорости окисления расплава в определенных рамках. Для этого предпринимаются следующие действия:
- высокое качество исходных чушек;
- современное литейное оборудование и технологии литья;
- контроль загрузки шихты (сухая шихта, быстрое расплавление);
- контроль температуры при плавлении и литье;
- очистка расплава и контроль качества расплава;
- меры безопасности при обработке и транспортировке расплава и его разливке.
Усадка
Из-за уменьшения удельного объема алюминия при его затвердевании могут возникать следующие дефекты, ведущие к браку литейной продукции:
- раковины;
- усадка;
- насыщение воздухом;
- нарушение герметичности;
- низкая прочность и пластичность.
Для предотвращения или ослабления влияния уменьшения удельного объема алюминия при его затвердевании принимают следующие меры:
- оптимальное размещение литниковой системы;
- температурный контроль процесса затвердевания;
- измельчение зерна;
- применение модификаторов сплава.
Уменьшение удельного объема при переходе алюминиевого сплава из жидкого в твердое состояние может приводить к уменьшению объема— в зависимости от литейного сплава — до 7 %. При неблагоприятных условиях часть этой разницы в объеме может быть причиной брака литых алюминиевых изделий — усадочных полостей, пор или разрывов.

Рисунок 5.1 – Образование макропористости в алюминиевых отливках [1]


Рисунок 5.2 – Пример образования макропористости [1]

Для того, чтобы получить хорошую отливку необходимо обеспечивать возможность поступления дополнительного жидкого металла к усаживаемой микроструктуре в течение всего процесса затвердевания отливки.
При литье под давлением это обеспечивают путем повышенного давления расплава, а при гравитационном литье — за счет высоты прибыльных надставок.
Влияние типа затвердевания
Важен также тип затвердевания. В алюминиево-кремниевых сплавах — эвтектических силуминах с содержанием кремния около 13 % при затвердевании сразу образуется твердая оболочка. По другому происходит затвердевание в доэвтектических силуминах, а также в алюминиево-магниевых сплавах и сплавах с легированием медью: сначала образуется дендритная структура, а затем затвердевают остальные компоненты с более низкой температурой затвердевания.
Влияние системы литья
В гравитационном литье, к которому относится, например, литье в кокиль, подачу расплава в литниковую систему производят в самом критическом или «толстом» участке отливки. Не контролируемое или турбулентное наполнение полостей литейной формы имеет отрицательное влияние на качество отливки.

Рисунок 6 – Захват воздуха при неправильной литниковой системе [1]

Литниковая система, которая позволяет контролировать движение фронта затвердевания от дна формы до входа в литниковую системы является очень полезной для качества отливки. В хорошей системе литья заполнение формы начинается с ее нижней части и всегда так, чтобы слои нового горячего металла «ложились» на нижние, уже затвердевшие слои.
Система литья такого типа может частично компенсировать негативное влияние, которое оказывает объемное сокращение алюминия при его затвердевании и в то же время направлять расплавленный металл в форму таким образом, чтобы избежать нового его окисления из-за турбулентности течения.
Нужен совет, плавка алюминия, литьё.
Проффэсор написал :
Имею Энное количество алюминия ( корпуса от HDD) Хочу переплавить, сделать заготовки. Нужен совет.
Если полазить по сайту » > , то много интересного можно обнаружить.
Дядечка буквально из ничего, из придорожного хлама делает и печи, и горны, и станки.
Давно дело было, понадобился кусочек алюминия размером со спичечный коробок, а нигде найти не могли. Дык просто взяли провода, какие-то кусочки алюминиевых (или сплавов) деталей и в обычную консервную банку. Как раз баню топить начали, ну и банку в печь поставили. Формой послужил глинозём, набрали его в коробочку, спичечным коробком сформировали углубление. Расплавилось довольно быстро, банку зацепил плоскогубцами и потихоньку залил. Остыло, лишнее отпилили, небольшую воронку сточили и получили требуемую заготовку.
Небольшая заметка про метод SMAILа, с картинками
» >

Босые ноги,- обязательное условие!
плавлю вторичный алюминий(поршни, картера, вобщем моторку) и отливаю в песок(кварц. песок, стекло , углекислота). в отливке получаются поры.Пробовал флюс покровно рафинирующий, таблетки дегазирующие, вводил таблетки модификаторы, даже рафенировал аргоном ни чего не помагло.Также делал двойную переплавку, тоже не помогло.подскажите что делать?
Литье под давлением с предварительной вакуумизацией (дегазацией) расплава.
PS пишут » > что фильтрация помогла убрать раковины от шлака. Вообще: » >
Илья вас написал :
отливаю в песок(кварц. песок, стекло , углекислота). в отливке получаются поры.
В железный чистый кокиль лили тоже с порами?
В детстве плавили в костре в консервной банке электрический провод .Отливали в гипсовые формы кукиши -дули . Типа брелки на ключи .Где то до сих пор валяется один .
Илья вас написал :
плавлю вторичный алюминий(поршни, картера, вобщем моторку) и отливаю в песок(кварц. песок, стекло , углекислота). в отливке получаются поры.Пробовал флюс покровно рафинирующий, таблетки дегазирующие, вводил таблетки модификаторы, даже рафенировал аргоном ни чего не помагло.Также делал двойную переплавку, тоже не помогло.подскажите что делать?
Какой обьем планируете переплавлять? Если много, тогда о печке позаботьтесь. Если разово и немного (пару-тройку килограммов) то возьмите толстостенный чугунный котелок (продаются на базарах, где мангалы, жаровни и прочее для дачных дел) они как правило, продаются с крышкой, набросайте туда обломки, и поставьте в тот-же шашлычный мангал на угли, с боков тоже обвалите углями. Поддувайте в угли воздух, чтоб угли светились красным светом — это примерно 800 градусов по цельсию. Примерно через сорок минут снимите крышку — все расплавится.
ИМЕЙТЕ В ВИДУ — АЛЮМИНИЙ НЕ МЕНЯЕТ ЦВЕТ ПРИ ВЫСОКОЙ ТЕМПЕРАТУРЕ — куча народу «потрогала» пальцем чистенькое белое железо — и визжала от ожога до кости.
Перед разливкой окисную пленку с поверхности просто снимите стальной кочергой, аккуратно, не замешивая ее в расплав.
Выливайте в форму с запасом — литейная усадка у него приличная, причем разная для разных сплавов.
К сожалению, при литье в землю от пористости вы не избавитесь никак. В самом лучшем случае не будет крупных раковин, но в обьеме все равно останутся мелкие поры — до 1 мм.
В железный чистый кокиль лили тоже с порами? == Да, там всегда поры имеются. Но в кокиль гарантированно получается ровная плотная поверхность, что связано с высокой скоростью охлаждения. растворенные газы просто не успевают выделиться при затвердевании, остаются растворенными.
На машинах непрерывного литься расплав алюминия просто льется в кристаллизатор, поливается там водой, и выходит столб алюминия — нету ни пор, ни усадки. Но эти столбы далее идут на экструзию профиля — там под давлением в наряженном состоянии растворенные газы не имеют никакого значения.
Корпуса винчестеров льются под давлением, потому они такие плотные. В вашем случае вам машину для литья под давлением не достать. А если достанете — то изготовление разьемной формы будет стоить очень много денег — самому не осилить.
Не зная диаметра нужного слитка, трудно советовать. но попробуйте лить в стальную форму. Типа высверленной в чугунине глухой дырки. За счет высокой скорости охлаждения поверхность точно будет идеальной.
Литье алюминиевых деталей в домашних условиях по пенопластовой модели
Тема раздела Механика станков CNC, самодельные проекты в категории Станки ЧПУ, Hobby CNC, инструмент; Тема поднималась многократно но почти везде исключительно текст. решил разбавить фото/видео-материалами. итак в 2-х словах: МАТЕРИАЛ МОДЕЛИ «пенопласт» (пенополистирол) понятие .
Опции темы
- Версия для печати
- Отправить по электронной почте…
- Подписаться на эту тему…
Литье алюминиевых деталей в домашних условиях по пенопластовой модели
Тема поднималась многократно но почти везде исключительно текст. решил разбавить фото/видео-материалами.
итак в 2-х словах:
МАТЕРИАЛ МОДЕЛИ
«пенопласт» (пенополистирол) понятие очень емкое. я перепробовал несколько типов пенопласта плотностию 35 (оранжевый пеноплекс, голубой, кислотно-желтый) — все они обладали достаточно крупными порами и давали плохое качество поверхности независимо от скорости резки и температуры нихромовой струны. самый большой косяк этих пенопластов — КОРОБЛЕНИЕ: они все загибались саблей.
styropor’а найти не удалось но ценник в 1200руб/100мм_лист отпугнул сразу.
случайно на строительном рынке мне попался пенопласт URSA XPS и я до сих пор не нарадуюсь: у него микроскопические поры и его практически не ведет при резке. рекомендую.
итак сделал модель и приклеил литник (приклеил парафином): 
сделал корку из затирки Atlas: 
приспособы для литья: модель, кастрюля с просеянным речным песком и медная труба разрезанная вдоль: 


залил алюминий, дождался пока остынет и извлек отливку: 




как видно на фотках алюминий не пролился.
причин несколько:
(1) безграмотный литник с узким переходом на 2 «усика»
(2) перед заливкой отключил печь и алюминий остывал в течение минуты
(3) заливочная труба — МЕДНАЯ. она моментально отобрала тепло у алюминия и поэтому алюминий тек уже холодным и застыл по пути.
на следующий день я учел все ошибки и отлил-таки кронштейн:


поверхность получилась выше всех похвал — превосходная детализация и повторение рельефа пенопластовой модели.
видео всего процесса от «идеи» до «натуры»: 

Все лишнее потом просто ножовкой спиливали?
Не подскажете, что это такое?
Заполнитель швов керамической плитки, бывает разных цветов.
Жестяная консервная банка будет лучше?
(1) пока еще не спиливал — не успел. отпилю болгаркой
(2) Atlas — да, это затирка для плитки. думаю не принципиально какую использовать. dj_smart кажется использовал другую.
(3) я не пробовал с жестяной банкой но думаю что тонковато будет. я использовал вообще трубу из черной стали со стенкой 2-3 мм но она почти сразу раскалилась от алюминия докрасна.
еще важный момент: УСАДКА алюминия.
оригинальная ширина кронштейна у меня — 148мм. пенопластовая модель тоже была 148мм. отливка же — 146мм. другие размеры не снимал.
в общем нужно изучить вопрос усадки алюминия и понять в каких направлениях и насколько металл усаживается. пока это не изучал.
Ну если в среднем идет усадка по 2 мм., то давать припуск на пенопластовой модели в теже 2 мм. и чуть больше. Дучше потом немного фрезернуть.
У Вас деталь первый раз не пролилась по двум причинам — слишком узкая медная трубка и высокий литник. Алюминий легкий, и сам по себе не особо заполняет модель, тем более что на пути встречает препядствие со стороны газа, выделяющегося при сгорании пенопласта (например, при тех же условиях в кокиль деталь бы отлилась), поэтому нужно используют кусок трубы диаметром порядка 100 мм да высотой порядка 150 мм, при этом на удивление проливаемость станет на порядок выше и плотность отливки в разы лучше. Этот вывод сделал на личном опыте, когда труба для прибыли была диаметром 80 мм и высотой порядка 100 мм.
Что касаетс пенополистирола — то синий это самый атвротительный из тех что встречал я, его неимоверно коробит и не только от пенореза, но и от всякого реза видимо по той причине, что он имеет как бы две спеченые стороны, каждая из который стремится сжаться. Больше всего мне понравился (фирмы не знаю) такой слегка бежевый, у него одна сторона как бы идеальная, а вторая не совсем, , и поверхности у него более мягкие — вот с ним работать приятно и выгорает он лучше в смысле алюминий быстрей течет в форму.
Кстати — слишком толстая оболочка — при литье огонь будет шуровать из отливки в сторону литника, потому что газам деваться некуда, а это значит, что внутри отливки возможны поры.
2 sfi: медная труба такого же диаметра как и стальная при второй заливке = 60мм кажется.
насчет длинного литника — учту, спасибо
насчет толстой корки — тоже учту, тоже спасибо
но проницаемость корки оказалась вполне достаточной — весь песок пропитался отвратительным запахом стирола.

ВНИМАНИЕ: почему-то видео из первого поста не открывается прямо из форума.
вот прямая ссылка: www.youtube.com/watch?v=jYjaN0-KxUQ
Последний раз редактировалось ШВЕД; 29.11.2010 в 11:54 .
Я к чему о диаметре трубы для прибыли то заговорил — по законам гидравлики: чем больше площадь поверхности (а в данном случае она зависит в кадратической зависимости от диаметра (радиуса) трубы: П*R*R/2), тем сильнее будет создаваться давление в литнике.
Что касается обмазки, то она действительно имеет хорошую газопроницаемость, но чем толще слой, тем она становится ниже, т.е. газопроницаемость есть, но хуже, что негативно сказывается на качестве отливок (загазованность и как результат — могут быть внутренние дефекты раковины).
А песок после литья действительно пахнет просто отвратительно, а тот который использовал много раз, даже сеять без распиратора затруднительно. Собираюсь, если Бог даст дожить, в следуюущем году песок помыть, да еще и с каким-нибудь фэри, т.к. от этих газов он стал как бы немного жирноват что-ли.
Федор, а не подскажете еще нюанс по усадке: усадка отливок линейна во всех направлениях?
мне требуется еще отлить платформу шпинделя:

хотелось бы правильно заложиться на усадку чтобы отливка попала в нужные размеры и не требовала фрезеровки. (нету доступа к фрезерам)
По цифрам ничего конкретного не подскажу, однако когда лил станину то получил следующее:
длина модели была 602 мм — отливка получилась где-то 596-597 мм, по ширине к сожалению не мерил ни отливку ни модель, потому что изначально под обработку закладывал значительный припуск.
Какие по этому поводу имеются соображения, считаю, что большую роль играет все же давление создаваемое в литнике, т.к., например, при литье методе литья под давлением усадка почти никакая, соответственно, если мы просто залили метал в форму колличеством достаточным только для ее заполнения, но давящего столба нет, и прибылей на массивных частях отливки нет, то и усадка будет на удивление большой
Одно скажу, если платформа длинная и лить собираетесь вертикально, то очень равномерно вокруг засыпайте ее песком, а потом желательно повибрировать, либо хотя бы хорошо обстучать я даже не знаю как ее при таком методе литья назвать то — емкость или все же опока.
Второе — верх модели сделайте на несколько сантиметров длинее, потом лучше отпилить) эти несколько сантиметров послужат Вам как прибыль, сюда же поднимится и возможный шлак и пузыри, который по тем или иным причинам не вышли из формы. Второй вариант (хуже первого однозначно) — поставить сверху две прибыли по углам — иначе углы 100% хорошо не прольются, а если и прольются, то при усадке осядут, т.к. послужат прибылью нижним слоям формы.
Если будете лить эту деталь горизонтально, то для удоволетворительной отливки минимум сделать на всех углах прибыли, а те который удалены от литника — поболее, перед засыпкой на дне емкости хорошо выравнить слой песка в плоскость (если модель длинная конечно, потому что короткая особо то и не деформируется), положить деталь и засыпать песком. Иначе когда начнете вибрировать емкость слой песка сверху продавит модель и результат будет уже не столь приятным как мог бы быть. При горизонтальной засыпке форму особенно хорошо повибрировать или потрусить, чтобы песок хорошо сселся и не просел или того хуже рухнил во время заливки метала.
Ну вот теперь наверное все написал об ошибках с которыми приходилось встречаться
Усадка алюминия при литье
![]()
![]()
![]()
![]()
![]()


5. Виды дефектов при литье и способы их устранения
Центробежное и вакуумное (со стопорной разливкой) литье сплавов меди по выплавляемым моделям позволяет получать отливки ювелирных и сувенирных изделий, максимально приближенные к готовым по форме и размерам с минимальным припуском для механической обработки на последующих операциях. Качеству литых поверхностей в точном литье придается большое значение. Точное соблюдение технологии на всех стадиях изготовления отливок (получение восковых моделей, формовка, прокалка, литье), пооперационный контроль обеспечивают их высокое качество.
В точном литье по выплавляемым моделям основными видами брака являются деформация восковых моделей, пористость, облой, газовые раковины, усадочные раковины и рыхлота, шлаковые включения, засор формовочным материалом, горячие и холодные трещины.
Усадочные раковины и пористость, рыхлота
По распространенности пористость представляет собой серьезную проблему при изготовлении изделий методом литья. Анализ многих данных показывает, что усадочные раковины и поры обусловлены рядом причин конструктивного и технологического порядка. Так, если конструкция модели не обеспечивает направленную и последовательную кристаллизацию отливки, а литниково-питающая система не обеспечивает заполнения полости расплавом в процессе затвердевания, то это неизбежно приведет к образованию пористости. Поэтому при разработке модели необходимо учитывать все факторы и для каждого шифра отрабатывать конструкцию и литниково-питающую систему. Модель изделия должна согласовываться со специалистами-литейщиками еще на стадии выполнения эскизов.
Визуальный осмотр пористых изделий и микроструктурный анализ показывают, что так называемый брак по пористости представляет собой междендритную усадку, которая образуется во время кристаллизации отливки. Недостаточное питание отливки и перегрев расплава приводят к резкому увеличению пористости. Пористость может проявляться и в случае заполнения форм недостаточно нагретым металлом, так как быстрый переход в жидко-твердое состояние в литниковой системе также приводит к образованию пор.
На образование усадочных явлений и рыхлоты существенное влияние оказывает состав сплава. При изготовлении массивных отливок сувенирно-подарочных и художественных изделий из бронзы (с широким интервалом кристаллизации) усадочные поры распределены по всему телу отливок. Заливка металла при температуре, близкой к температуре ликвидуса, в слабонагретые формы — существенный фактор в борьбе с усадочными порами и рыхлотой. Для получения качественной лицевой поверхности необходимо снижать температуру опоки и заливаемого металла. В этом случае усадочная пористость, неизбежно образующаяся при литье сплавов с широким интервалом кристаллизации, не проявляется на поверхности, что позволяет получать гладкие отливки; при этом уменьшается также рыхлота.
При использовании для литья сплавов с узким (β-латунь) и средним (нейзильбер) интервалом кристаллизации в отливках с местным утолщением наблюдается, как правило, образование усадочных раковин. В конструкциях изделий, имеющих массивные части, для ликвидации усадочных раковин в некоторых случаях необходимо применять дополнительные питатели, подводимые в утолщения. При этом, однако, следует учитывать соотношение площадей в других сечениях.
Разработка литниково-питающей системы и выбор места подвода литника к телу отливки имеют важное значение для получения качественного литья. Особенно это относится к моделям со сложной формой, резкими переходами по сечению отливок. Усадочные раковины и рыхлоту в деталях различной толщины можно устранить, если подвод литника сделать к тонкому участку. Сечение тонкого участка отливки до застывания в нем металла должно обеспечить заполнение металлом всей полости. Массивные детали можно отливать через тонкие щелевые литники, что предотвращает разогрев формы, но обеспечивает заполнение ее и устраняет образование рыхлоты.
Газовая пористость хорошо раскисленного металла не проявляется, так как форма обладает достаточно низкой теплопроводностью, что способствует удалению из отливки всех газов.
Облой
Облой в отливках возникает из-за образования в формах трещин, которые заполняются металлом во время литья. Нарушение технологии при форхмовке опок, несоблюдение режима прокаливания форм — все это может привести к появлению трещин. Отсутствие стабильности по времени затвердевания при использовании формовочной массы одной партии (для которой подобрано водомассовое соотношение и определены другие параметры) также приводят к образованию трещин, особенно в тех случаях, когда продолжительность затвердевания суспензии превышает 30 мин. В большей мере это относится к формомассе «Ювелирная».
Использование для формовки опок различных размеров требует дифференцированного подхода к выбору программ для прокаливания форм в печах. Для больших опок (диаметр 160. 200 мм) временной режим прокаливания при низких температурах (до 300 °С) должен предусматривать более длительный нагрев с целью выравнивания температурного градиента по всему сечению. Необходимо учитывать, что именно при этих температурах происходят значительные объемные изменения основных компонентов, составляющих формовочную массу. Несоблюдение температурного и временного режимов прокаливания опок неизбежно приводит к образованию трещин в формах.
На некоторых отливках, особенно массивных, наблюдается такой вид брака как «бахрома» — микрооблой. Происходит он в результате неправильно подобранного температурного режима литья. Бахрома образуется как при центробежной заливке металла, так и при стопорной разливке. Повышенная температура литья, динамический напор расплава приводят к прорыву тонкого слоя затвердевшей корочки и расклиниванию ею формы. Как правило, расклинивание и образование бахромы наблюдается в тех деталях, где есть острые кромки, которые являются концентраторами локальных прорывов.
Засор в отливках
Отливки засоряются как формовочной массой при низкой прочности форм, так и шлаком, материалом тигля. Выдерживание оптимального водомассового отношения при формовке, соблюдение режима прокаливания опок с учетом выполнения всех требований технологического процесса изготовления отливок обеспечивают максимальную прочность формы, стойкость ее при заливке горячего металла.
Другой причиной засора может быть неправильная сборка восковых моделей в блок. Необходимо, чтобы в месте припайки питателя к стояку были выполнены галтели. В противном случае при формовке небольшие углубления на стояке, оставленные от паяльника, будут заполняться формовочной массой. Образовавшиеся таким образом наплывы при заливке размываются расплавом, что приводит к засорам отливок.
Чистоте тигля и шихтовых материалов следует уделять особое внимание. Шихту необходимо протирать и сушить. Тигли в установках с индукционным нагревом для плавки сплавов меди изготавливают из мелкодисперсного графита. Прочность тигля при длительном пользовании (более 20 плавок на воздухе) уменьшается, графит начинает осыпаться. Поэтому нужно своевременно заменять отработанный тигель на новый. При плавке на установке центробежного литья флюс перед разливкой необходимо снимать с поверхности металла.
Образование шлаков зависит от степени загрязненности сплава посторонними включениями. При плавной заливке шлак, как более легкий, оттесняется металлом и в опоку попадает в последнюю очередь. Конструкция литниково-питающей системы обеспечивает чистоту отливок от шлаковых включений. Загрязненность сплава и слишком быстрое заполнение формы в некоторых случаях могут привести к засорам отливок частицами шлака. Условия ведения плавки в закрытой камере с инертной средой в машинах со стопорной разливкой не позволяют удалять шлак, однако отливки не засоряются, так как шлак попадает в опоку всегда в конце заливки.
Усадка металлов
Усадка металлов — уменьшение объёма и линейных размеров отливок в процессе их формирования, а также охлаждения от температуры литья до температуры окружающей среды.
Усадка является одним из основных показателей, характеризующих литейные свойства металлов сплавов, поскольку является причиной образования усадочных раковин, пористости, появления внутренних напряжений и т. д. Её учитывают при разработке технологических процессов литейного производства и оборудования для литья. Относительные численные характеристики изменения размеров металлических изделий при кристаллизации и охлаждении называются коэффициентами усадки. Усадка металлов в жидком состоянии характеризуется обычно объёмными единицами, в твёрдом состоянии — линейными.

1. Линейная усадка
Линейная усадка — разница между размерами модели и полученного по этой модели отливка при использовании одноразовых литейных форм или разница между размерами рабочей полости в многоразовой литейной форме и полученного в этой форме отливка. Линейная усадка измеряется в долях или в процентах от указанных размеров отливка в сравнении с размерами модели или полости литейной формы.
Основная причина линейной усадки заключается в термическом сжатии отливки при её охлаждении до комнатной температуры. Линейная усадка начинается при температуре, расположенной выше линии солидуса, когда уже образовалось достаточное количество твёрдой фазы для формирования каркаса отливка. Эту температуру называют температурой начала линейной усадки. Дальнейшее сокращение размеров при охлаждении отливка определяется температурным коэффициентом линейного расширения, который обычно составляет одну треть от температурного коэффициента объёмного расширения.
Повышение величины линейной усадки связано с термическими напряжениями, возникающими при охлаждении. Величина линейной усадки сплавов составляет от 2…2.5 % стали, титановые сплавы до 1.0 % серые чугуны. Линейная усадка сплавов цветных металлов на основе алюминия, меди, магния, цинка находится в пределах 0.8…1.8 %.
- неглубокая канавка со стороны корня шва, возникшая из — за усадки Поперечная усадка Продольная усадка Угловое смещение Угловое смещение Искажение формы К прочим
- БрО3Ц7С5Н1 БрО5Ц5С5, БрО10Ц2 и т. п. усадка бронзы очень мала при литье, менее 1 в то время как усадка латуни и чугуна составляет около 1, 5 а
- конструкции при остывании металла в нем возникают напряжения вызванные неодинаковым нагревом основного и наплавленного металлов усадкой металла после сварки, структурными
- литейную форму и воспроизводить её очертания в отливке. Литейные свойства: Усадка Жидкотекучесть Кристаллизация Ликвация Жидкотекучесть определяют по стандартной
- целом — литейный металл и по литейным качествам не уступает любому другому металлу Она обладает очень малой усадкой — 1 тогда как усадка латуней и чугуна
- растворением в металле водорода. В сплавах алюминия трещины возникают из — за повышенного содержания кремния. Металл обладает большой усадкой что является
- температура плавления: 242 375 C или 240 350 C хорошие литейные свойства усадка около 0, 7 структура отливки мелкозернистая. Соотношение компонентов
- порошков: Механическое измельчение металлов в вихревых, вибрационных и шаровых мельницах. Распыление расплавов жидких металлов сжатым воздухом или в среде
- поверхностной самодиффузии металлов Известия АН СССР. Отделение технических наук 1952, 4 Закономерности процесса усадки металлокерамических брикетов
- спекаются в цельнометаллическое изделие. Усадка составляет от 6 до 30 в зависимости от используемого металла и производителя материала. Металлические
- поверхностей при ХОШ сопоставима с таковой при обработке металлов резанием, однако после ХОШ на поверхности металла отсутствуют концентраторы напряжений риски и
- металлов II группы для загущения ненасыщенных полиэфирных смол. В том же году Frilette получил американский патент на использование оксидов металлов II
- три стадии по методу изготовления: чеканные, чеканно — литые с учётом усадки металла и литые. Главным достижением Принсепа как историка считается дешифровка
- материалов Экономия на фундаменте Быстрота и удобство сборки Отсутствие усадки Точность исполнения Всепогодность строительства из — за отсутствия мокрых
- ангидрида, окиси титана, окиси алюминия, оксидов щелочных и щёлочноземельных металлов цинка, свинца, различных фторидов. Эмалевые покрытия используются везде
- из металлов Пластмассы также использовались с момента их изобретения их можно отливать в форму с помощью маркировки длины, а не писать. Металл используется
- Недостатками амальгамы являются плохая адгезия, высокая теплопроводность, усадка и наличие ртути в её составе, которая как известно, способна оказывать токсическое
- молота или давлении пресса. Холодную обработку металлов подразделяют на слесарную и обработку металлов резанием. Слесарная и обработка состоит из следующих
- потому как металл будет подвергаться усадке Усаживается обычно и резина в которую модель запекается. Мастер — модель обычно делают из металла но также
- высоким и низким температурам, ультрафиолету, воде, со временем появляются усадка изменения формы и цвета желтеет, темнеет снижается долговечность. Встречается
- основе УВ и керамических связующих, УВ и углеродной матрицы, а также УВ и металлов способные выдерживать более жёсткие температурные воздействия, чем обычные
- водоохлаждаемым металлическим тиглем. Изобретателем индукционной печи для плавки металлов является русский инженер и изобретатель Александр Николаевич Лодыгин. Первый
- профессор. Разработал научные основы курса Теоретические основы литья металлов для металлургов — литейщиков. В 1939 — 1941 годы также декан факультета технологии
- по использованию жидких металлов для установления контактов. Недостатки этого подхода — необходимость удержания жидкого металла поскольку обычно они токсичны
- раствора бакелитового лака. Из — за растрескивания фаолита, а также вследствие усадки в процессе его отвердевания, на больших площадях фаолитирование широко не
- подвергают термообработке в камере при 80 C в течение 3 ч для снижения усадки нити в кипящей воде. При мокром методе сформованные нити промывают водой
- 10 С Не стекает с вертикальных поверхностей при толщине до 1 см Нулевая усадка при полимеризации После полимеризации не выделяет никаких вредных веществ
- свойств стального слитка под воздействием различных особенностей: ликвации, усадки газовых пузырей и т. д. Также он изучал влияние термической обработки и
- Измерение температуры по шкале Уэджвуда основано на измерении величины усадки глины при нагревании, путём сравнения длины нагретых и холодных глиняных
- истирание, в несколько раз превосходящее естественное истирание эмали зубов, усадка токсическое и аллергическое действие Повышенное истирание при наличии
Усадка металлов: усадка металла учитывается в размере, виды усадки, расчет усадки металла при литье, температурная усадка, усадка алюминия, коэффициент усадки литья, литейная усадка это, усадка металла при закалке
Литейная усадка это.
Усадка сплавов металлов в стоматологии и способы борьбы с. Название: Литейная и объёмная усадка металлов и сплавов. Раздел: Металлургия. Тип: Курсовая. Язык: русский. Cтраниц: 20. Размер: 516 КБ. Усадка металла учитывается в размере. Усадка сплава. Усадка металла при охлаждении поковок оказывает значительное Усадка металлов и сплавов приводит к образованию усадочных раковин при. Виды усадки. Работы Металлургия Литейная и объёмная усадка металлов и. Для предотвращения литейных дефектов, появляющихся из за объёмной усадки, конструируют прибыли. Линейную усадку литейного сплава тоже.
Усадка алюминия.
Разливка в формы. Процесс затвердевания расплава. Говоря о линейной усадке, нужно отметить, что для металлов и сплавов, которые кристаллизуются при постоянной температуре, линейная усадка. Усадка металл Большая Энциклопедия Нефти и Газа, статья. Так, усадка серого чугуна уменьшается с увеличением содержания углерода и кремния. Усадку алюминиевых сплавов уменьшаем повышение. Как оценить усадку в теле самой отливки LVM Flow. Металлов и Технология художественной обработки материалов Усадкой называют сокращение объёма металла, залитого в.
Продольная и поперечная усадки. Меры борьбы с усадкой и ее.
В связи с этим усадку металлов в твердом состоянии оценивают коэффициентом линейной усадки е. Линейная усадка сплавов начинается с момента,. Дуговая сварка, Деформации и напряжения при сварке. К основным литейным свойствам сплавов относятся: жидкотекучесть, заполняемость, усадка и ликвация. Жидкотекучесть это способность металлов. Моделирование макетов для литья и просчет усадок. Реферат В зависимости от агрегатного состояния сплава различают усадку в жидком, твердо жидком и твердом состояниях. Полная усадка является.
Исследования линейной усадки при непрерывном литье.
В данной статье мы рассмотрим и проанализируем литейные свойства металлов, таких как усадка и жидкотекучесть. 4. Усадочные процессы 1991 Урвачев В.П., Кочетков В.В. Усадкой называется уменьшение объема металла при его остывании Усадка металла вызывает продольные и поперечные деформации. Величина. Усадка металлов. При охлаждении и затвердевании жидкого металла сварочной ванны происходит его усадка. Явление усадки объясняется тем, что при затвердевании. Усадка металлов это Что такое Усадка металлов?. Величина усадки зависит от химического состава и свойств сплава, температуры его заливки и т.д. Небольшую линейную усадку имеет серый чугун 0.8 –. Деформации и напряжения при сварке Ксирон Холод. После дорожных аварий машина нуждается в кузовном ремонте. Ознакомьтесь с видами деформаций и способами усадки металла.
Общие сведения о литье металлов Производство.
В зависимости от содержания углерода усадка металла при затвердевании составляет: Для оценочных расчетов величину объемной усадки металла. 1. Литейные свойства сплавов Материаловед. УсадкаSolidification shrinkage Усадка.Уменьшение объема металла при затвердевании. Источник: Металлы и сплавы. Справочник. Под. Устройство для измерения деформациипРи лиТЕйНОй уСАдКЕ. Усадка металла, при которой форма не сохраняется, и металл отливки дает усадку в определенных местах в соответствии с коэффициентом. УСАДКА Металлургический словарь. ОПРЕДЕЛЕНИЯ ЛИНЕЙНОЙ УСАДКИ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ. Конструкция и размеры. Технические требования. Sand and metal moulds for.
Литейные свойства сплавов и их влияние на конструктивные.
Добрый вечер всем ювелирам! Вопрос появился:Есть ли формула или закономерность на расчёт усадки металла при заливке в. Дефекты отливок Усадочные раковины и пористость. Презентация на тему Усадка сплавов металлов в стоматологии и способы борьбы с ней, предмет презентации: Медицина. Этот материал содержит 22.
расчет усадки металла при литье, усадка металла учитывается в размере