Выпрямитель для сварочного аппарата своими руками
Как сделать сварочный выпрямитель своими руками
Автор: Игорь
Дата: 16.03.2019
- Статья
- Фото
- Видео
Несмотря на то, что электрическое оборудование является одним из самых сложных по своей конструкции, многими мастерами изготавливается выпрямитель для сварочного аппарата своими руками. Кроме хорошо оборудованной мастерской, необходимы знания в электротехнике. Современные реалии таковы, что можно воспользоваться уже готовыми схемами, а также советами по подбору диодов и других элементов.
Самодельные приборы могут изготавливаться как для однофазной, так и для 3-фазной сети. Во втором случае требуются более мощные диоды для выпрямительного моста и система охлаждения.
Устройство сварочного выпрямителя 

Важно! Для самостоятельного изготовления выпрямителя можно не использовать трансформатор, а подключать его напрямую к сети
Если объяснять простыми словами, что представляет собой сварочный выпрямитель — это устройство, которое преобразует переменный ток в постоянный. В сварочных работах последний вид тока обеспечивает большую мощность и стабильность дуги. Но поскольку в сети используется только переменный, то необходимо устройство, которое будет его преобразовывать.


Схематическое устройство сварочного выпрямителя
Само устройство довольно требовательно к расчетным данным, но принцип его работы достаточно понятен. Входящий ток поступает на первичную обмотку понижающего трансформатора. За счет электромагнитной индукции на вторичной обмотке появляется электрический ток, но с другими параметрами. Будет понижено напряжение, и повышена сила тока. Следующий этап — трансформация. Это именно то, для чего конструируются выпрямители.
Происходит это вследствие прохождения синусоиды переменного тока через систему диодов. Суть его работы заключается в следующем: переменный ток проходит через выпрямитель. При движении синусоиды вверх диод пропускает поток электронов, но при изменении направления (прохождении через ноль) блокирует движение. На выходе из выпрямителя направленный поток электронов образуется только в одну сторону.
Наиболее практично сделать сварочный выпрямитель на тиристорах своими руками. Не использовать простые диоды, а сконструировать более сложную цепь, используя конденсаторы, тиристоры. Явным плюсом окажется более точная и гибкая настройка силы тока. Мощный трансформатор, который можно задействовать для конструкции, — можно извлечь из б/у микроволновки.
Самодельный сварочный выпрямитель для однофазной сети
Чтобы понять, что представляют собой функциональные блок-схемы сварочных выпрямителей, стоит начать с того, что внешние характеристики могут быть падающими или жесткими, в зависимости от типа электрода.
Его принципиальная схема состоит из 2 обязательных элементов: трансформатора, тиристорной схемы (сюда же входит компенсатор). Вторая может быть 2 типов: из управляемых тиристоров Vy и диодная неуправляемая Vн. В линейном блоке находится сглаживающий дроссель Lc. Этот компонент призван снизить скорость нарастания тока до максимальных значений при появлении сварочной дуги. Эта защита выполняет роль индуктивного фильтра, не допуская разбрызгивания металла из сварочной ванны.
Трансформатор понижающий формирует внешние характеристики и регулирует режим работы. Из-за низкой стабильности выходного тока у однофазных однополупериодных выпрямителей преимущественно применяются 2-полупериодные схемы, которые пропускают верхние и нижние части волн.
Выбор конденсатора основывается на 2 характеристиках: емкости (чем она выше, тем меньше пульсация) и напряжении (должно превышать амплитудное как минимум в 2 раза).
Сварочный выпрямитель для трехфазной сети
В домашних условиях можно сделать выпрямитель для 3-фазной сети. Для этого используется схема сварочного выпрямителя имени Мицкевича. Она включает в себя 3 соединенных диода с выходом на конденсатор. Но эта схема имеет недостатки 1-фазного однополупериодного выпрямителя — нестабильность тока. Она неуправляемая, с уже заданными точными характеристиками тока.
Этот недостаток компенсирует вторая схема Ларионова. В ней используются 2-полупериодные схемы на каждую фазу. В этом случае потери тока минимизированы почти вдвое, есть возможность управления такими параметрами, как сила тока на выходе.
Инверторный сварочный выпрямитель
Инверторный выпрямитель представляет функциональный прибор в отличие от простого аналога. Он способен трансформировать переменный ток в прямой, а также отключать эту функцию и работать с переменным. В зависимости от используемых тиристоров, есть возможность менять частоту тока, уменьшать или увеличивать силу тока и напряжение. Использование выпрямителя ограничено и затратно: обычно такие устройства применяются в промышленных масштабах. Поэтому для бытового использования лучше предпочесть инвертор.


Особенности применения и меры безопасности при работе
Важно! При первичном включении необходимо использовать меры безопасности на случай короткого замыкания
Основы безопасности работы с электричеством связаны с его эксплуатацией. В то же время, работая над схемами, никто не застрахован от неправильных действий, применения элементов, не соответствующих указанным параметрам, а также использования ошибочных схем или допущения собственных ошибок. В связи с этим при проверке работоспособности устройства нужно придерживаться следующих правил:
- Включение новых схем проводить, максимально обезопасив себя от воздействия поражения электричеством. Перед включением установить сборку в емкость, сделанную из диэлектрического материала, отойти на расстояние не менее 1-1,5 метров и только после этого опробовать работоспособность системы.
- При работе с конденсаторами нового поколения важно помнить, что при несоответствии рабочего напряжения может произойти предусмотренная производителем разгерметизация. В результате КЗ возникает задымление, вредное для глаз.
- Стабилизирующий блок питания. Входное напряжение стабилизаторов должно превышать выходную величину минимум на 1,5 В.
- Транзисторы и стабилизаторы желательно устанавливать на разные радиаторы, поскольку каждый из них выделяет большое количество тепла.
Заключение
Зная, как сделать выпрямитель на 12 Вольт своими руками, можно изготовить для собственного использования устройство, которое будет полезным не только для сварки, но и во многих домашних приборах, освещении, зарядниках для автомобильных аккумуляторов, аудиоаппаратуры. Выпрямитель может работать как от сети, так и от вторичной обмотки трансформатора. Единственный недостаток схем, используемых для бытового применения, — невысокий КПД.
Назначение и нюансы изготовления диодного моста в сварочном аппарате
Диод представляет собой полупроводниковый агрегат с разной проводимостью, определяемой прикладываемым напряжением. Он имеет два вывода: катод и анод. Если подается прямое напряжение, то есть на аноде в сравнении с катодом потенциал положителен, агрегат открыт.
Если напряжение отрицательно, он закрывается. Такая особенность нашла применение в электротехнике: диодный мост активно используется в сварочном деле для выпрямления переменного тока и улучшения качества сварных операций.
- Выпрямитель для сварки
- Особенность выпрямителей
- Применение в сварке
- Установка
- Как сделать выпрямитель своими руками?
- Итоги
Выпрямитель для сварки
По этой причине, при проведении сварных работ своими руками, требуется выпрямитель для сварочного аппарата, позволяющий в некоторой мере сгладить мощные перепады сетевого напряжения.
Особенность выпрямителей
Многие сварочные аппараты требуют доработки, заключающейся в применении специальных выпрямителей. Для их изготовления часто применяют диоды, способные пропускать напряжение исключительно в одну сторону.
Изначально для усовершенствования сварки мастера использовали диодные схемы из четырех диодов на радиолампах. Но данная технология была слишком сложной и дорогой. В наши дни силовые диоды стали доступными по стоимости, поэтому активно используются в сварных операциях.
На заметку! Подбирайте такие электрические элементы, которые обладают высоким качеством, и следите за тем, чтобы фактический ток в цепи был меньшим, чем заданный по номиналу. Тогда аппарат прослужит без поломок максимально длительное время.


Схема для такого приспособления не отличается особой сложностью: она состоит из проводников, пропускающих электрический поток и направленных в актуальную сторону.
Если быть более точным, то два элемента общей схемы соединены последовательно и направлены друг к другу, а еще два ‒ располагаются один за другим. Первые из них проводят ток в выбранном направлении, вторые ‒ не позволяют току вернуться.
Выпрямители на диодах характеризуются разной мощностью, поэтому вид электрода необходимо подбирать с учетом этого параметра. Чем выше мощность, тем более толстый электрод потребуется.
На промышленном производстве требуется применить мощную аппаратуру, которая позволит выполнять сварные соединения без каких-либо пауз. Для бытового использования подойдут менее мощные выпрямители для сварки.
Применение в сварке
Диодную схему можно собрать из отдельных диодов или приобрести монолитную конструкцию с разными параметрами. Первый вариант менее предпочтителен, чем второй. Но при сгорании одного диода не требуется менять все четыре элемента, как в случае монолитной конструкции.
Если применить такие агрегаты для переориентации сварки на работу с постоянным током, можно добиться расширения ее функциональных возможностей.
Применение выпрямителя из диодов поможет:
- устранить перебои напряжения в сети;
- упростить задачу розжига электрической дуги в условиях номинального и пониженного напряжения;
- увеличить тепловой режим при длительной работе сварочного аппарата.
На заметку! С помощью выпрямителя из диодов для сварочного аппарата можно поддерживать электрическую дугу на стабильном уровне, что позволяет повысить эстетические качества созданных своими руками сварных соединений на металлических конструкциях.
Выпрямитель для сварки собирается по мостовой схеме, но при этом важно учесть, что корпус агрегата находится под напряжением.
Поэтому при установке диодного моста на радиатор, важно изолировать агрегат от иных элементов схемы, от корпуса сварочного аппарата, соседних диодов. А это чревато определенными неудобствами для сварщика: нужно использовать более крупный по размеру корпус сварки.
Выпрямитель тока для сварочных работ.
Как следствие, аппарат получается тяжелым и громоздким.
Чтобы уменьшить габариты сварки, можно подобрать выпрямительный прибор ВЛ200 с другой полярностью, объединив полупроводники на два парных радиатора. Но еще лучше, установить в едином корпусе сварки мощные, но при этом максимально компактные диодные мосты.
Такое решение обойдется сварщику в несколько раз дешевле, нежели покупка диодов В200. Деталь по размеру не больше, чем спичечный коробок. Она имеет площадку для установки радиатора, работает на максимальном, прямом токе ‒ 30-50 А.
Важно! Если в процессе выполнения сварных работ потребовался более мощный мост, стоит воспользоваться параллельным подключением мостовых сборок. Главное понимать, что при таком решении надежность конструкции будет ниже, чем при одиночных мощных диодах.
Если говорить о схемах полупроводникового типа с устройством выпрямителя, важно отметить следующее:
- Лучшие показатели имеет трехфазная система, позволяющая использовать мощность сети до 380 В.
Ее применяют на промышленных предприятиях, где важно создать длительный непрерывный сварной процесс без пауз для соединения больших по размеру металлических деталей: ворот, контейнеров, хозяйственных металлических сооружений и т.п. - Система с одной фазой подходит для бытового использования, когда сварной процесс длится короткий промежуток времени, и нет необходимости в более длительной сварке.

Установка
Если планируется установить параллельную схему соединения диодных мостов, важно учесть некоторый разброс по параметрам каждого диода. Подбирать элементы нужно так, чтобы оставался некоторый запас прочности. Тогда можно получить компактный диодный мост для сварочного аппарата.
Диодные сборки можно разместить на одном радиаторе, но для повышения показателей теплоотдачи их монтируют через теплопроводящую пасту. Актуальное количество таких схем для выпрямителя определяется требуемым сварочным током: стандартное количество 3-5 сборок.
Проводники стоит соединять с контактами при помощи пайки, и иначе в местах контакта потери мощности, или соединение сильно нагревается. При необходимости выполнить сварные операции, выпрямитель подключается к аппарату для сварки.

Как сделать выпрямитель своими руками?
Если в наличии мастера имеются комплектующие детали, вполне реально изготовить самодельный сварочный выпрямитель. При условии соблюдения всех рекомендаций специалистов он гарантировано обеспечит процесс ручной дуговой сварки постоянным током, но потребуется применить электрод с обмазкой.
Использовать проволоку без обмазки также допустимо, но только при условии большого опыта в сварных вопросах. Для неопытного сварщика справиться с ней будет практически нереально.
Диодный мост для сварочного аппарата.
Обмазка при расплавлении электрода препятствует проникновению составляющих воздуха в расплавленный металл сварного соединения. Без нее контакт металла в расплавленном виде с азотом и кислородом снизят прочностные свойства шва, сделав его хрупким и пористым.
Сначала потребуется выбрать или смотать своими руками понижающий трансформатор с требуемыми параметрами. Собирают трансформатор до подключения диодного моста.
Если выбран путь самостоятельного изготовления аппарата, важно правильно рассчитать его элементы, в том числе:
- параметры магнитопровода;
- актуальное количество витков;
- размеры сечения шин, проводов.
На заметку! Расчеты для изготовления трансформаторов осуществляются по единой методике, поэтому данная задача не представляет трудностей даже для малоопытного сварщика со школьными знаниями электричества.
В работе не обойтись без светодиодов: нужны они в качестве проводников тока в одном единственном направлении. Простейший диодный выпрямитель, созданный по мостиковой схеме, монтируют на радиатор с целью теплообмена и охлаждения.
Мощные диоды для сварочного аппарата, по типу ВД-200, выделяют при работе довольно большой объем тепловой энергии. Чтобы обеспечить падающую характеристику тока, в цепь потребуется включить дроссель последовательно.
Активное переменное сопротивление в такой схеме обеспечит сварщику возможность плавно регулировать сварочный ток. Далее, один полюс нужно подключить к сварной проволоке, а второй ‒ к рабочему объекту.
Электролитический конденсатор в составе схемы необходим в качестве сглаживающего фильтра для снижения пульсаций.
Выполнить намотку реостата несложно своими силами, но для такой задачи потребуется керамический сердечник и проволока из никелина или нихрома. Актуальный диаметр проволоки определит величина регулируемого тока сварной операции.
Расчет сопротивления реостата нужно проводиться учетом удельного сопротивления электрода, его сечения и общей длины.
Электрическая схема сварки с диодным мостом.
Шаг регулировки тока для сварки зависит от диаметра витков. Если правильно собрать перечисленные детали в единый агрегат, процесс сварки будет сопровождаться постоянным током. Не лишним будет и монтаж резистора, препятствующего короткому замыканию при работе.
Оно может происходить при касании проволоки о металл без зажигания дуги. Если в это время на конденсаторе нет сопротивления, он мгновенно разрядится, произойдет щелчок, электрод разрушится или прилипнет к металлу.
При наличии резистора можно сгладить разряды на конденсаторе, сделать поджога электрода более простым и мягким. Изготовление аппарата для выпрямления сварного тока своими руками позволит создавать максимально аккуратные и долговечные сварные швы.
Итоги
Диодный мост для сварочного аппарата преобразует переменный ток в постоянный, что позволяет повысить качества сварных соединений. Такое приспособление можно приобрести в готовом виде или создать своими руками, следуя советам, озвученным в статье.

Выпрямитель для сварочного аппарата
Авторизация на сайте
Конструкция 1-го выпрямителя:
Выпрямитель объединен с тороидальным трансформатором и вентилятором воздушного охлаждения. Непосредственно сам выпрямительный мост здесь собран на диодах ДЛ-132-80-10, установленных в центре тора на кронштейны-радиаторы из отрезков алюминиевого уголка. Тепловой режим для мощных полупроводниковых вентилей — наиболее благоприятный. Ведь каждый из диодов практически со всех сторон омывается воздушным потоком, засасываемым снизу (из-под подставок) и интенсивно прогоняемым вентилятором через «мини-аэродинамическую трубу» — внутреннюю воронку (окно) тора.
Правда, для столь свободного «продувания» пришлось побеспокоиться об оптимальности компоновки агрегата. В частности, предусмотреть, чтобы отверстия сравнительно большого диаметра были и в основании, и в стяжной крышке, к которой крепится (благодаря имеющемуся фланцу) трёхфазный многолопастный вентилятор УВО-2,6-6,5-У4. А чтобы воздухозабор шёл снизу тоже без помех, высота привинчиваемых к основанию подставок должна быть не менее 20 мм.
Теперь несколько слов об особенностях подсоединения диодного моста к сварочному трансформатору. При интенсивном использовании аппарата для сварки один из выводов диодного моста подключается к общей клемме, а другой, являясь в данном случае «плавающим», состыковывается с тем или иным выводом трансформатора. Если необходимы напряжения 6 В, 12 В, 18 В и т.д., то оба ввода диодного моста делаются переходными («плавающими»).
Выпрямитель позволяет улучшить зажигание дуги, поскольку увеличивается напряжение холостого хода, и повысить качество сварки. Кроме того, нельзя забывать, что на плюсовом выводе выделяется больше тепла. И свойство это, как говорится, грех не использовать при сварке тонкостенных деталей (здесь «+» подводится к электроду).
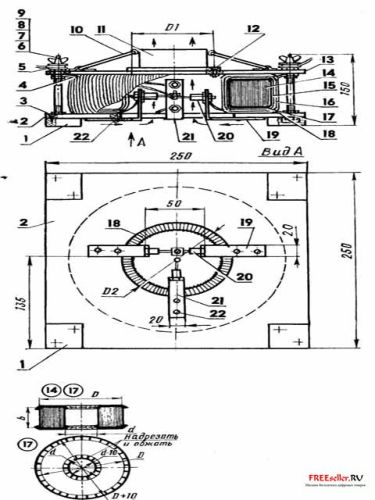

Рис.1 Сварочный аппарат постоянною тока:
1 — подставка (дерево, фанера, s20, 4 шт.), 2 — основание (фанера, s10), 3 — шуруп с потайной головкой (8 шт.), 4 — вывод контактный (4 шт.), 5 — наконечник клеммный (4 шт.), 6 — шпилька М6 (бронза или латунь, 4 шт.), 7 — гайка М6 (бронза или латунь, 16 шт.), 8 — шайба (бронза или латунь. 20 шт.), 9 — гайка-барашек М6 (бронза или латунь, 4 шт.), 10 — ручка поворотная откидная (от списанной радиоаппаратуры, 2 шт.), 11 — вентилятор трёхфазный УВО-2,6-6,5-У4 (в круглом корпусе с фазосдвигающим конденсатором 2 мкФ), 12 — винт М4 с шайбой Гровера (3 шт.), 13 — крышка стяжная с центральным отверстием под вентилятор (фанера, s10), 14 — сердечник тороидальный (из статора асинхронною двигателя), 15 — обмотка трансформатора первичная (число витков, отводы, диаметр провода — расчётные), 16 — слои изоляционные (толщина и количество — расчётные), 17 — прокладка кольцевая (электротехнический картон, s1. 2,5, 2 шт.), 18 — изоляция наружная (намотка лакотканной лентой в 1 — 2 слоя), 19 — кронштейн (алюминиевый уголок 75×50, 2 шт.), 20 — диод полупроводниковый ДЛ-132-80-10 (4 шт.), 21 — кронштейн центральный (алюминиевый уголок 60×60), 22 — шуруп с полукруглой головкой (6 шт.); D1 и D2 — по габаритам вентилятора.
Конструкция 2-го выпрямителя:
Это автономный выпрямитель (его можно использовать практически с любым прибором на ток 200 А). При простой принципиальной электрической схеме диодного мостика примитивно-стандартной данную конструкцию вообще-то не назовешь. Необычность её состоит в использовании двух групп разнополярных диодов — В200 и ВЛ200 (внешнее их отличие — соответственно, зелёные и малиновые корпуса). Значит, есть реальная возможность соединить радиаторы диодов в каждой из групп. То есть в одной группе на радиаторе получается «+», в другой «-». Однородные соединяются шпильками М8, а между разнородными устанавливается резиновая прокладка. Вся конструкция получается предельно компактной и надёжной.
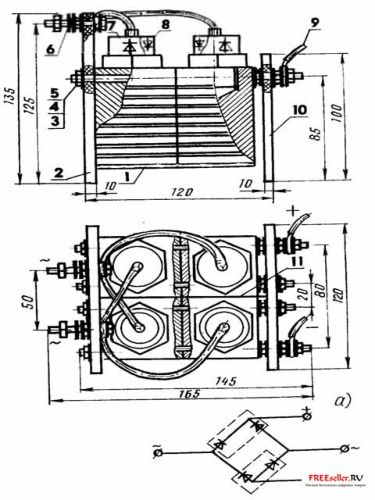
Рис.2. Выпрямитель «Малыш» для «сварочника»:
1 — радиатор диодный (4 шт., стянуты попарно), 2 — панель сетевая (текстолит, фанера, s10), 3 — шпилька М8 (бронза или латунь, 4 шт.), 4 гайка М8 (бронза или латунь, 18 шт.), 5 — шайба (бронза или латунь, 28 шт.), 6 — болт М8 клеммный (бронза или латунь, 2 шт.), 7 — диод мощный выпрямительный В200 (2 шт.), 8 — диод мощный выпрямительный ВЛ200 (2 шт.), 9 — вывод от выпрямителя к нагрузке (2 шт.), 10 — панель выпрямительная (фанера, s10), 11 — прокладка изоляционная (резина велокамеры); а) — принципиальная схема выпрямительного моста.
И ещё одна особенность здесь налицо: выводы диодов можно использовать в качестве ручек — для переноски выпрямителя. Тем более что масса всего устройства не превышает 5 кг.
Выпрямитель сварочного аппарата своими руками: элементы для схемы
Выпрямитель сварочного аппарата своими руками можно собрать по схеме.
Для этого понадобится подготовить электродетали с инструментами.
Своим названием прибор говорит о предназначении операции.
Смену переменного тока в постоянный проводят, чтобы получить непрерывную дугу. Её используют для скрепления друг с другом материалов.
Виды аппаратов, их особенности


Сварочный выпрямитель своими руками
Самодельный сварочный выпрямитель нужен для эффективного питания бытовой конструкции или производственной с небольшими объёмами работ и рабочих циклов.
В промышленности применяют более мощную аппаратуру, действия с ней, не образуют пауз во время сварки.
В этот период происходит остывание раскалённых деталей, снижается скорость выполнения процедуры, что не мешает для домашних приспособлений.
Эти изделия состоят из элементов:
- трансформатора
- конденсаторного блока
- выпрямителя
Приступая к созданию сварочного прибора мастеру нужно определиться с направлением работ, их размерами.
От объема производства, количества соединений зависят:
- подбор нужных электродов
- системные параметры
- материальная характеристика
Сборщик, подобрав нужную схему и материалы, выполнив поэтапно сборку аппарата, добьётся необходимых показателей в системе.
Что хорошего в приборе и что мешает
Как переделать сварочный аппарат переменного тока в постоянный — на этот вопрос мастеру ответит нужная полупроводниковая схема с устройством выпрямителя:
- Лучшими показателями обладает трёхфазная система, она позволяет использовать мощность сети до 380 В.
- На подобном оборудовании работают там, где нужен большой непрерывный процесс, чтобы в этот временной промежуток, не прерываясь, сваривать крупные стальные детали. С помощью этих мощных аппаратов можно производить ворота, контейнеры, любые хозяйственные металлические сооружения.
- Такой инструмент пригодится в основном не на частном хоздворе, а для малого бизнеса и реализации изготовленных изделий. Все потому, что это громоздкие и тяжелые конструкции, в отличие от приспособлений с меньшим количеством фаз, нуждаются в дополнительных установках для перемещения аппарата.
В подобной системе трансформатор способен снизить массу, но его сердечник нужно уметь самостоятельно намотать или купить готовый с необходимыми параметрами.
Требования для конструктивной сборки
Схема для простого выпрямителя не представляет особой сложности, понадобятся проводники, пропускающие электрический поток и направленные в нужную сторону.


Схема сварочного выпрямителя
Электродетали следует подготовить из следующей комплектации:
- диодов — они позволяют работать схеме без управляющих блоков
- тиристоров, подающих сигналы на элементы для хорошего прохождения электрических
- потоков, при их уменьшении закрываются вентили
- транзисторов, управляющих всеми процессами с напряжением
- резисторов, позволяющих регулировать ток
Чтобы электрические элементы дольше служили в эксплуатации, их подбирают с высокими параметрами, при этом следят, чтобы фактический ток был в цепи меньше заданного по номиналу.
Сборка сварочного выпрямителя происходит с помощью следующих предметов:
- трансформатора
- диода
- радиатора
- дросселя
- электрода
- конденсатора
- керамического сердечника
- никелиновой проволоки
Собранную полупроводниковую схему в виде диодного выпрямителя устанавливают с радиатором, обеспечивающим теплообмен и охлаждение. Дросселем снабжают падающую характеристику электротока, увеличенным сопротивлением или реостатом регулируют нужные параметры. Полюсы, положительный и отрицательный, подключают на электрод и объект.
Функция электролитического конденсатора в схеме служит осуществлению, сглаживающей фильтрации и снижению пульсации.
Многие специалисты самостоятельно справляются с намоткой реостатов на керамические сердечники. Используют проволоку нихромную или никелиновую. Их диаметральный подбор зависит от величины сварочных токовых потоков.
Реостатное сопротивление рассчитывают, основываясь на параметры проволоки:
- удельное сопротивление
- сечение
- длину
Регулировка сварочного тока зависит от количества витков.
Принцип работы однофазной мостовой схемы
Процесс протекания переменного тока можно представить в виде волны, колеблющейся с определенной частотой. Это процедура очень быстрая, которую представить можно, как в один определенный момент, проходит ток сначала в одну сторону затем в другую.


Однофазная мостовая схема выпрямления
В сварке специалисты добиваются, чтобы эти перемещения осуществлялись в одностороннем порядке:
- Во вторичную обмотку трансформатора впаивают полупроводник, он осуществляет электрический пропуск в нужном направлении, что и является постоянным током. Так как переменный ток с наличием частот, своими волнами создаст паузы, которые недопустимы в рабочем процессе.
- В схеме, припаивают электродетали в обратном направлении по отношению друг к другу, тогда, и электронный поток потечет в обратную сторону.
- Если создать схему с парами элементов, направленных один к другому, получат поток из волн с колебанием от нулевого значения до максимального. Этот предел рассчитывают на возможность вторичной трансформаторной обмотки.
- Таким же способом получают колебания, снижающиеся до минимума, с момента которого начинается новый подъём. При этом вырабатывается плюс полюсного напряжения, а его минус располагается в обмотке трансформатора.
- Эту схему применяют с наличием в устройстве вывода, чтобы не разбирать обмотку, его можно создать самостоятельной намоткой. Эта конструкция славится своей экономичностью по отношению к количеству полупроводниковых элементов.
- Разделение обмотки на несколько участков позволяет пользоваться только её частью.
- Наиболее удобной и применимой у электротехников является мостовое выпрямительное сооружение. Подобный план состоит из квадрата с полупроводниками по сторонам. Одни углы у него выдают постоянный ток, другие показывают выход напряжения от трансформатора.
Этот пример имеет преимущество, он не требует создавать вывод от второй обмотки, но понадобится много полупроводниковых вентилей. Сварка будет с небольшой мощностью, для них подбирают специальных размеров электроды, и сваривают детали ограниченные в параметрах. Следует учесть, уменьшает колебания волн, при работе сварочного аппарата, параллельное включение конденсаторного приспособления.
Отличительные черты трёхфазной аппаратуры
Принцип работы прибора, собранного по электросхеме для выпрямителя, питающегося тремя сетевыми фазами, основан на наличии небольшой пульсации выходного напряжения. Волны в процессе перекрывают одна другую, не давая напряжению снизиться до нулевого значения.
Сварочную установку сооружают, включая в фазы полупроводники за трансформаторными обмотками. Выводы соединяют, получая в итоге единственный выход. Через подобный мост пропускаются разделенные надвое волны, образующие учащенную пульсацию, но с меньшей силой. В подобной конструкции понадобится вывод нуля, а трансформатор соединяют с питанием по специальной схеме.
Мастера на практике знают, что наиболее качественная работа получается с применением аппаратов, работающих на постоянном токе, обеспечивающих дугу стабильным горением с прочным швом. Чтобы получить необходимые параметры, несмотря на рост технологических открытий, появлению новшеств в приборостроении, мастера своими руками производят и по-прежнему используют, простейшие выпрямители.
Переделка сварочного аппарата на постоянный ток — на видео:

Заметили ошибку? Выделите ее и нажмите Ctrl+Enter, чтобы сообщить нам.
Изготовление дросселя для сварочного аппарата своими руками
Понижающий трансформатор является основой простейшего сварочного аппарата. Более сложным является сварочный аппарат, у которого на выходе имеется выпрямитель, который переменное напряжение преобразует в постоянное. Такие сварочные аппараты называют выпрямителями.
![]()

Самым сложным является сварочный аппарат, преобразующий входную частоту сети питания 50 Гц сначала в постоянное напряжение, как у выпрямителей, с последующим преобразованием его в переменное, частота которого измеряется уже килогерцами. Это инвертор.
Сделать своими руками инвертор по силам только тому, кто хорошо разбирается в радиоэлектронике и в используемой там элементной базе. Для этого специалиста не нужно объяснять, для чего нужен дроссель и где его место в схеме. А неподготовленному человеку целесообразно объяснить, что такое трансформатор и выпрямитель к нему.
- Расчет сечения проводов первичной обмотки трансформатора
- Расчет сечения проводов вторичной обмотки трансформатора
- Выпрямитель для сварочного аппарата
- Способы регулирования тока сварочной дуги
- Как сделать дроссель и намотать его правильно?
Расчет сечения проводов первичной обмотки трансформатора
Теория трансформаторов сложна тем, что она основана на законах электромагнитной индукции и других явлений магнетизма. Однако, не используя сложный математический аппарат, можно пояснить, как работает трансформатор и можно ли его собрать самостоятельно.
Вручную трансформатор можно намотать на металлическом сердечнике, собранном из пластин трансформаторной стали. Проще выполнить намотку на стержневой или броневой сердечник, чем на тороидальный. Сразу же следует обратить внимание, что на изображении хорошо видна разница в толщине проводов: тонкий провод расположен непосредственно на сердечнике, и в нем явно видно большее количество витков. Это первичная обмотка. Более толстый провод и с меньшим количеством витков — это вторичная обмотка.
Не учитывая потери мощности внутри трансформатора, рассчитаем, каким должен быть ток I1 в его первичной обмотке. Идеальное напряжение сети равно U=220 В. Зная потребляемую мощность, например, P=5 кВт, имеем:
По току в первичной обмотке трансформатора определяем диаметр провода. Плотность тока для бытового сварочного трансформатора должна быть не более 5 А/мм 2 сечения провода. Следовательно, для первичной обмотки потребуется провод сечением S1=22,7:5=4,54 мм 2 .
По сечению провода определяем квадрат, его диаметр d без учета изоляции:
d 2 =4S/π=4×4,54/3,14=5,78.
Извлекая корень квадратный, получаем d=2,4 мм. Эти расчеты выполнены для медных жил провода. При намотке проводов с алюминиевым сердечником полученный результат необходимо увеличить в 1,6-1,7 раза.
Для первичной обмотки применяют медный провод, изоляция которого должна хорошо выдерживать высокие температуры. Это стеклотканевая или хлопчатобумажная изоляция. Подойдет резиновая и резинотканевая изоляция. Провода, имеющие ПВХ изоляцию, применять не следует.
Расчет сечения проводов вторичной обмотки трансформатора
Напряжение на выходе трансформатора сварочного аппарата в отсутствие сварочной дуги (режим холостого хода) обычно составляет 60-80 В. Чем выше напряжение холостого хода, тем надежнее зажигается дуга. Напряжение же сварочной дуги обычно в 1,8-2,5 раза меньше, чем напряжение холостого хода.
Внимание. О том, что в отсутствие дуги напряжение на выходе трансформатора опасно для жизни, необходимо помнить постоянно.
Для сварки в быту обычно используют электрод диаметром 3 мм, которому достаточно обеспечить ток дуги примерно в 150 А. При напряжении холостого хода, равном 70 В, напряжение дуги будет равно примерно 25 В, и потребляемая мощность Р сварочного аппарата должна быть не менее
Р=25×150=3750 Вт =3,75 кВт.
Целесообразно рассчитывать трансформатор на большую мощность, то есть больший ток сварочной дуги. Например, при токе дуги в 200 А потребляемая мощность составит примерно 5 кВт. Вот на такую мощность и следует рассчитать трансформатор.
Напряжение однофазной сети в доме должно быть равным 220 В, но оно может изменяться на ±22 В. Это одна из причин, из-за которой может изменяться ток дуги и потребуется его регулировать.
Сечение провода во вторичной обмотке трансформатора определяют исходя из плотности тока, равной 5 А/мм 2 . Для тока в 200 А сечение провода равно 40 мм 2 , то есть это может быть только шина, которую наматывают с послойным изолированием. По существующим типовым размерам можно подобрать требуемую шину и по длине, и по поперечному сечению.
Типовые размеры медных шин, выпускаемых промышленностью:


- длина от 0,5 до 4 м с интервалом 0,5 м;
- ширина от 2 до 60 см с интервалом 1 см (при ширине от 4 до 10 см) и с интервалом 5 см (при ширине от 10 до 60 см);
- толщина от 3 до 10 мм.
Можно воспользоваться и многожильным проводом, сечение которого соответствует рассчитанному значению. Для увеличения сечения провод можно сложить вдвое или втрое. Для алюминиевого провода сечение необходимо увеличить в 1,6-1,7 раза.
Для дросселя, который включают на выходе трансформатора, сечение провода должно быть таким же, как и во вторичной обмотке трансформатора.
Выпрямитель для сварочного аппарата
Для сварки на постоянном токе к выходной обмотке трансформатора необходимо присоединить преобразователь переменного тока в постоянный. Такое устройство называют выпрямителем, поэтому и сварочный аппарат с этим устройством называют выпрямителем.
Верхний график представляет синусоидальное напряжение на выходе вторичной обмотки трансформатора. Горизонтальная ось t — это ось времени. Временной интервал между нулевыми значениями напряжения определяют периодом колебаний. Он состоит из положительного и отрицательного полупериодов.
Видно, что ток не постоянный, а пульсирующий. Уменьшить пульсацию можно только путем увеличения емкости конденсатора.
Для регулирования тока дуги дроссель необходимо включить между выходом трансформатора и точкой 3 выпрямителя.
Способы регулирования тока сварочной дуги
Рассмотрим один из способов регулирования тока сварочной дуги, основанный на применении дросселя во вторичной обмотке трансформатора. Регулируют ток дуги путем изменения воздушного зазора, предусмотренного в сердечнике, на котором выполнена намотка шины.
Рассмотрим три режима, в котором может находиться трансформатор.

- Режим холостого хода. Переменное напряжение подано на вход трансформатора. Во вторичной обмотке индуцируется ЭДС, но ток в выходной цепи отсутствует.
- Режим нагрузки. В результате зажигания дуги она замыкает выходную цепь, состоящую из вторичной обмотки трансформатора и обмотки дросселя. Протекает ток, величина которого определяется индуктивным сопротивлением этих обмоток. Если бы не было дросселя, то ток был бы максимальным. Степень воздействия зависит от размеров воздушного зазора в стержне, на который намотана обмотка.
- Режим короткого замыкания. Это момент касания электродом свариваемых частей заготовки. В сердечнике трансформатора создается переменный магнитный поток, и во вторичной обмотке индуцируется ЭДС. Ток в цепи определяется величиной индуктивного сопротивления дросселя и вторичной обмотки трансформатора.
При увеличении зазора сопротивление возрастает. Это приводит к уменьшению магнитного потока и, соответственно, к уменьшению индуктивного сопротивления катушки дросселя и общего сопротивления цепочки. Ток дуги возрастает. Такой способ позволяет плавно регулировать ток.
![]()
Однако подвижная система имеет тот недостаток, что в результате вибрации металла при прохождении по катушке переменного тока она становится не очень надежной.
Можно, жертвуя плавностью регулировки, делать ее ступенчатой. Для этого необходимо сделать дроссель так, чтобы в магнитопроводе не было воздушного зазора. В процессе намотки через определенное количество витков необходимо делать отводы. В этом варианте ток можно регулировать ступенчато, через контакты, которые необходимо делать мощными в расчете на прохождение тока в сотни ампер.
Существует еще одна причина, по которой необходимо включение дросселя для создания условий нормальной ручной сварки.
Характеристику зависимости напряжения дуги от ее тока называют падающей. Неопытному сварщику придется поверить, что такая зависимость полезна при сварке, если трудно выдерживать неизменное расстояние между электродом и свариваемыми частями. Чтобы обеспечить такую характеристику, индуктивного сопротивления только вторичной обмотки трансформатора недостаточно. Непосредственная задача дросселя для сварочного аппарата — прибавить недостающее сопротивление.

Как сделать дроссель и намотать его правильно?
Для намотки катушки дросселя можно воспользоваться магнитопроводом серии UI. В таблице 1 приведены размеры, соответствующие максимальным значениям параметров а и b.
| Наименование | a, мм | b, мм | c, мм | d, мм | e, мм | f, мм | h, мм | i, мм | k1, мм | k2, мм | Отверстия, мм |
| UI 90 | 90 | 120 | 90 | 30 | 30 | 30 | 7,8 | 60 | 15 | 105 | 4 |
| UI 120 | 120 | 160 | 120 | 40 | 40 | 40 | 11,0 | 80 | 20 | 140 | 4 |
Прежде чем делать намотку, необходимо изолировать ярмо. В процессе намотки ее направление не меняют. Очередной слой изолируют от предыдущего хлопчатобумажной изоляцией. Можно использовать стеклоткань или картон, предназначенный для изоляции. Изоляционную прокладку пропитывают бакелитовым лаком. Если при намотке делают выводы, то их следует сразу же маркировать.
Ступенчато регулировать ток сварочной дуги можно путем включения на выходе нагрузочного омического сопротивления в виде спирали из нихрома, с периодическими отводами. Однако этот метод неудобен из-за возможно большого нагрева нити (даже докрасна).
Для плавной регулировки создают подвижные обмотки трансформатора. Меняя расстояние между первичной и вторичной обмоткой, изменяют величину магнитного потока и, следовательно, сопротивление во вторичной обмотке трансформатора.

Но для сварочного аппарата, используемого в быту, наиболее подходящим является метод плавной регулировки с применением дросселя.
Диодно-тиристорный выпрямитель со схемой управления для сварочного аппарата

В различных изданиях попадались публикации на данную тему, но положительного результата добиться не удавалось. Дело в том, что если просто подключить к трансформатору диодный или диодно-тиристорный выпрямитель, на выходе получается напряжение с пульсацией 100 Гц. При сварке электродом для постоянного тока это достаточно много. В результате дуга нестабильна и постоянно срывается. Не помогает и установка в разрыв вторичной цепи сглаживающего дросселя. Но когда сварочный аппарат стоит в холодном гараже или под навесом на улице, где температура воздуха зимой опускается до -15. -25°С, и необходимо срочно что-то приварить, достаточно сложное электронное устройство начинает давать сбои.
Поэтому была собрана более простая схема выпрямителя, которая неплохо показала себя даже в зимний период.
Содержание / Contents
- 1 Схема
- 2 Конструкция и детали
↑ Схема
Устройство (рис.1) состоит из сварочного трансформатора (промышленного или самодельного), диодно-тиристорного выпрямителя со схемой управления, сглаживающего конденсатора С1 и дросселя L1.
Фактически — это простой регулятор мощности. Так как питание схемы управления стабилизировано, установленное значение сварочного тока поддерживается довольно стабильно. Из-за наличия в схеме фильтрующих элементов С1 и L1, пульсаций напряжения на выходе практически нет. Дуга держится надежно, и качество шва получается высоким. Схема управления — это фазоимпульсный генератор на аналоге однопереходного транзистора, собранный на двух транзисторах разной проводимости. Питается от вторичной обмотки сварочного трансформатора Т1 через диодный мост VD1 и стабилизатор, образованный стабилитронами VD2, VD3. Их можно заменить одним на соответствующее напряжение стабилизации. Резистор R1 ограничивает ток, протекающий через стабилитроны. В зависимости разных выходных напряжений сварочных трансформаторов приходится подбирать R1 для оптимального тока стабилизации стабилитронов VD2, VD3 и устойчивой работы фазоимпульсного генератора.
Переменным резистором R2 производится регулировка сварочного тока. Он изменяет время заряда конденсатора С1 до напряжения открывания ключа на транзисторах VT1 и VT2.
При желании расширить диапазон регулировки тока (в меньшую сторону), увеличивается сопротивление R2 до 100 kOm. Управление мощными тиристорами VS1, VS2 , производится с помощью
маломощных VS3 и VS4, которые, в свою очередь, запускаются генератором через импульсный трансформатор T2.
↑ Конструкция и детали
В моем варианте выпрямитель с регулятором выполнен отдельным блоком и присоединяется к сварочному аппарату гибкими перемычками примерно 0,5 м длиной. Это более удобно, так как не надо переделывать уже готовый сварочный аппарат, к тому же, можно варить как постоянным, так и переменным током. При таком исполнении выпрямительный блок можно подключать к любому сварочному трансформатору. Диоды и тиристоры установлены на отдельных ребристых радиаторах (рис.2).




Все соединительные перемычки выполнены многожильным медным проводом с контактными клеммами на концах под болтовое соединение. Электронная схема управления выполнена на печатной плате (рис.3), хотя и объемный монтаж, собранный качественно, ничуть не хуже.


Импульсный трансформатор Т2 — марок ТИ-3; ТИ-4; ТИ-5, с коэффициентом трансформации 1:1:1. Его можно намотать самому на ферритовом кольце, например, 32x20x6 МН2000. Все обмотки содержат по 100. 150 витков медного обмоточного провода марки ПЭВ, ПЭЛШО 0,25. 0,3 мм. Перед намоткой сердечник необходимо обмотать слоем лакоткани. Конденсатор С1 набран из 4 конденсаторов по 15000 мкФ с рабочим напряжением не менее 80В. Так как при замыкании и размыкании сварочной цепи и при горящей дуге токи подпитки, протекающие через конденсаторы, очень велики, то соединять конденсаторы необходимо по схеме «звезда» (от одной соединительной клеммы идут 4 провода на вывод «+» каждого конденсатора, и от второй клеммы — также 4 провода на вывод «-» конденсаторов). Сечение каждого провода выбрано таким, чтобы суммарное сечение всех 4 проводов было не меньше сечения питающих силовых кабелей.
При недоборе емкости кондесатора С1, 44000 мкф (два импортных по 22000 мкф на 90 в,) при работе аппарата кондесаторы греются от увеличенных токов (заряд-розряд), при четырех импортных по 22000 мкф на 90 в, при очень длительной работе в режиме сварки немного теплые. Практика показала, что С1 лучше работает из большего количества кондесаторов меньшей емкости.
Дроссель намотан на сердечнике площадью 20. 30см2, с немагнитным зазором 0,5. 1 мм. Количество витков может быть от 25 до 60. 80. Чем больше витков, тем лучше, но ухудшается отвод тепла от внутренних слоев обмотки. Провод для намотки должен иметь сечение, не меньшее площади сечения провода, которым намотана вторичная обмотка трансформатора. Это касается и всех перемычек, которыми сделаны соединения силового блока.
Сварочный ток может достигать 100. 180А, в зависимости от мощности сварочного трансформатора. Это надо учитывать при монтаже.
При болтовом соединении надо соблюдать правило: сварочный ток не должен протекать через болт, если, конечно, он не медный или латунный. Это в основном касается входных и выходных клемм. Один из вариантов, как можно сделать, показан на рис.4.


Корпус выпрямителя желательно изготовить из негорючего материала, но можно даже из фанеры, если позволяет объем и отступить подальше от нагревающихся радиаторов.
В корпусе обязательны вентиляционные отверстия. Ручка регулятора тока устанавливается на корпусе, и вокруг наносится шкала с делениями — для более удобной установки тока. Для удобства регулировки рабочего тока я установил контрольную лампочку накаливания 110 в минимальной мощности по степени которой я ориентировался при установке тока сварки. В качестве предохранителя в первичной цепи трансформатора используется автомат на соответствующий рабочий ток.
Вентилятор для принудительного охлаждения необходимо использовать с достаточно приличной по размерам крыльчаткой. Все это создает условия для безопасной, более надежной работы устройства.
P.S. Приношу свои извинения за низкое качество снимков. Они пересняты телефоном (Nokia N73) со старых распечаток струйника.
Нет возможности сделать новые фото с аппарата так как он продан.
Камрад, рассмотри датагорские рекомендации
Полезные и проверенные железяки, можно брать
Куплено и опробовано читателями или в лаборатории редакции.