Закалка пружинной стали
Закалка и отпуск стали 65Г
Термообработка стали 65Г
Конструкционная высокоуглеродистая сталь марки 65Г, поставляемая соответственно техническим требованиям ГОСТ 14959, представляет собой сталь рессорно-пружинной группы. Она должна сочетать в себе высокую поверхностную твёрдость (для чего в её состав вводится до 1% марганца) и повышенную упругость. Все эти характеристики обеспечиваются в результате выполнения надлежащей термической обработки изделий, изготовленных из рассматриваемой стали.


Исходный химсостав стали и требования к деталям, изготавливаемым из неё
Относясь к разряду экономнолегированных, сталь 65Г относительно дешёвая, что обуславливает её широкое и эффективное применение. В числе главных её компонентов находятся:
- углерод (в пределах 0,62…0,70 %);
- марганец (в пределах 0,9…1,2 %);
- хром и никель (до 0,25…0,30 %).
Все остальные составляющие – медь, фосфор, сера и т.д. – относятся к примесям, и допускаются в химическом составе данного материала в количествах, ограничиваемых госстандартом.

При достаточной твёрдости (например, после поверхностной нормализации она должна составлять не менее 285 НВ), и прочности на растяжение (не ниже 750 МПа), сталь 65Г обладает достаточно высокой для своего класса ударной вязкостью – 3,0…3,5 кг∙м/см 2 . Это даёт возможность использовать материал для производства ответственных деталей подъёмно-транспортного оборудования (в частности, ходовых колёс мостовых кранов, катков), а также пружинных шайб и пружин неответственного назначения.
Стоит отметить, что детали пружин, изготовленные из стали 65Г, плохо свариваются, а также не могут противостоять периодически возникающим растягивающим напряжениям (относительное удлинение не превышает 9%), а потому не подлежат применению в неразъёмных конструкциях машин и механизмов. При проведении процессов холодного пластического деформирования сталь становится весьма малопластичной уже при малых (до 10%) деформациях, поэтому, при необходимости изготовления из неё пружин больших размеров, приходится применять нагрев исходных заготовок, даже под листовую штамповку. Впрочем, и в горячем состоянии предельные степени деформации стали 65Г не превышают 50…60%.

Химический состав стали 65Г
Несмотря на то, что в ходе деформационного упрочнения предел временного сопротивления материала увеличивается до 1200…1300 МПа, этих показателей недостаточно для того, чтобы придавать конечной продукции (например, пружинам) необходимую эксплуатационную прочность. Поэтому закалка и отпуск стали 65Г обязательны.
Оптимальные технологические процессы термической обработки материала
Выбор режима термообработки диктуется производственными требованиями. В большинстве случаев для придания надлежащих физико-механических характеристик используют:
- нормализацию;
- закалку с последующим отпуском.
Температурно-временные параметры термической обработки и выбор её вида зависят от исходной структуры стали. Данный материал принадлежит к сталям доэвтектоидного типа, поэтому в его составе при температурах выше нижней точки аустенитного превращения — 723 °С — на 30…50 °С содержится аустенит в виде твердой механической смеси с незначительным количеством феррита. Поскольку аустенит – более твёрдая структурная составляющая, чем феррит, то интервал закалочных температур для стали 65Г будет существенно ниже, чем для конструкционных сталей с более низким процентным содержанием углерода. Таким образом, температурный интервал закалки стали данной марки должен находиться в пределах не более 800…830 °С.

Примерно такой же температурный диапазон применяют и для проведения нормализации – технологической операции термообработки, которую используют с целью исправления структуры материала изделия, для снятия внутренних напряжений, а при последующей механической обработке полуфабриката – и для улучшения его обрабатываемости.
Поскольку ударная вязкость у закалённой стали 65Г – пониженная, то после закалки изделия из неё, в частности, пружины, обязательно должны пройти высокий отпуск. Происходящие в ходе отпуска мартенситно-аустенитные превращения снижают уровень возникающих во время закалки внутренних напряжений, снижают хрупкость и несколько поднимают показатели ударной вязкости.
Переход высокого отпуска исключается из режима только в том случае, когда заготовка проходит изотермическую закалку. В результате высокого отпуска сталь 65Г приобретает структуру сорбита, характерными особенностями которой являются мелкодисперсность структуры при сохранении изначально высоких показателей твёрдости, что полностью соответствует эксплуатационным требованиям.
Режимы закалки стали 65Г
Для соблюдения тех характеристик, которые заданы техническими условиями на эксплуатацию деталей, при выборе режима закалки учитывают следующие составляющие:
- способ и оборудование для нагрева изделий до требуемых температур;
- установление нужного температурного диапазона закалки;
- выбор оптимального времени выдержки при данной температуре;
- выбор вида закалочной среды;
- технологию охлаждения детали после закалки.
Интенсивность нагревания предопределяет качество получаемой структуры. Для малолегированных сталей процесс ведут достаточно быстро, поскольку при этом минимизируется риск обезуглероживания материала, и, как следствие, потеря деталью своих прочностных параметров. Однако чересчур быстрый нагрев вызывает к жизни иные неприятности. В частности, для крупных деталей, с большими перепадами поперечных сечений это может вызвать неравномерное прогревание металла, с перспективой дальнейшего появления закалочных трещин, выкрашивания углов и кромок.

Температура заготовки в зависимости от цвета при нагреве
Для достижения максимальной степени равномерности нагрева сталь сначала подогревают в предварительных камерах термических печей до температур, несколько ниже закалочных – от 550 до 700 °С, и только потом деталь направляется непосредственно в закалочную печь. Быстрее всего нагрев осуществляется в расплавах солей, медленнее – в газовых печах, и ещё медленнее – в электрических печах. Именно поэтому поверхностная закалка изделий из стали 65Г в индукционных печах выполняется достаточно редко. Индуктор, как закалочный агрегат, используется лишь для изделий с малым поперечным сечением. При выборе вида нагревательного устройства важен также состав атмосферы, которая в нём создаётся. В частности, для термических печей, работающих на газе, стараются всемерно снижать длительность пребывания детали в печи, поскольку в противном случае происходит выгорание части углерода поверхностного слоя.
Исходя из нормируемой для стали 65Г температуры закалки в 800…820 °С, предельная величина обезуглероженного слоя не должна быть более 50…60 мкм.
Температурный диапазон закалочных температур может корректироваться в зависимости от конфигурации изделия. Например, если деталь имеет сложные очертания, малые габариты и изготовлена из листового металла, то оптимальной температурой будет нижняя граница указанного выше диапазона. Управляя температурой закалки (например, с помощью автоматических датчиков температуры), можно менять толщину закалённого слоя и величину зоны, которая прокалилась менее остальных. К подобным техническим решениям прибегают, когда различные части детали работают в разных эксплуатационных условиях.

Сталь 65Г не боится перегрева, однако при закалке по верхнему значению температурного диапазона ударная вязкость материала начинает уменьшаться, что сопровождается ростом зерён в микроструктуре.
Для снижения коробления деталей, которые имеют тонкие рёбра и перемычки, пользуются нагревом в соляных закалочных ваннах. Чаще применяют расплав хлористого натрия, а для раскисления в рабочий объём ванны добавляют буру или ферросилиций.
Выдержка при закалке изделий из стали 65Г при заданном температурном интервале происходит до тех пор, пока полностью не произойдёт перлитное превращение. Этот процесс зависит от размера поперечного сечения детали и способа нагрева. Для наиболее употребительных случаев можно воспользоваться данными таблицы:
| Наибольший габаритный размер детали, мм | Закалка в пламенной печи | Закалка в электропечи | ||
| Время нагрева, мин | Время выдержки, мин | Время нагрева, мин | Время выдержки, мин | |
| До 50 | 40 | 10 | 50 | 10 |
| До 100 | 80 | 20 | 88 | 20 |
| До 150 | 120 | 30 | 130 | 30 |
| До 200 | 160 | 40 | 175 | 40 |
Охлаждение изделий после закалки производят не в воду, а в масло, это позволяет избежать возможной опасности растрескивания.
Технология последующего отпуска
Как уже указывалось, для получения структуры сорбита изделия из стали 65Г подвергают только высокому отпуску при температурах 550…600 °С, с охлаждением на спокойном воздухе. Для особо ответственных деталей иногда проводят дополнительный низкий отпуск. Диапазон его температур — 160…200 °С, с последующим медленным охлаждением на воздухе. Такая технология позволяет избежать накапливания термических напряжений в изделии, и повышает его долговечность. Для отпуска можно применять не только пламенные, но и электрические печи, оснащённые устройствами для принудительной циркуляции воздуха. Время выдержки изделий в таких печах — от 110 до 160 мин (увеличенные нормативы времени соответствуют деталям сложной конфигурации и значительных поперечных сечений).
В качестве рабочих сред при закалке стали 65Г не рекомендуется использовать воду и водные растворы солей. Ускорение процесса охлаждения, которое вызывает вода, часто сопровождается неравномерностью прокаливания.

Итоговый контроль качества закалки состоит в оценке макро- и микроструктуры металла, а также в определении финишной твёрдости изделия. Поверхностная твёрдость продукции, изготовленной из стали 65Г, должна находиться в пределах 35…40 НRC после нормализации, и 40…45 НRC – после закалки с высоким отпуском.
Самостоятельное изготовление и закалка пружины
Закалка пружины как вид термической обработки. Требования к материалу для изготовления изделия, ГОСТ. Условное обозначение проволоки для пружин. Нюансы процесса изготовления и способы закалки в домашних условиях.


Закалить пружину – это значит подвергнуть ее термической обработке с целью повышения прочности, упругости, твердости и пластичности изделия, что в результате отразится на физико-химических свойствах и сроке эксплуатации. Сущность процесса заключается в нагреве до температуры, при которой структура металла переходит в особое состояние, и высокоскоростном охлаждении в различных средах, включая охлаждение на воздухе. Выбор технологии закалки зависит от марки стали, из которой изготовлена пружина и диаметра проволоки. Такую операцию выполняют в производственных и домашних условиях.
Самодельную пружину не рекомендуется использовать в устройствах, работающих при повышенных нагрузках.
Требования к проволоке и ее диаметру
Стальная проволока для изготовления пружины, которая впоследствии будет подвергаться закалке, должна соответствовать требованиям, указанным в ГОСТ 14963-78. Согласно документу она классифицируется по таким признакам:
- способу навивки (холодным способом и горячим);
- способу отделки поверхности (без отделки и с отделкой);
- точности изготовления (нормальная и повышенная);
- классу механических свойств (общего и ответственного назначения);
- диаметру (от 0,5 до 14 мм);
- виду поставки (в прутках или мотках).
На промышленных предприятиях методом холодной навивки изготавливают пружины из проволоки, диаметр которой не превышает 16 мм, горячим способом – вплоть до 80 мм. При этом на производстве они навиваются с помощью вращающейся оправки, подающих роликов и одного или двух упорных штифтов.
Изготавливают изделия из проволоки марок 51ХВА, 70С3А, 65С2ВА, 60С2А, 65Г, 60ХВА с поверхностью шлифованной, полированной или без шлифования и полировки. По этому признаку и способу изготовления проволока выпускается в прутках или мотках таких групп:
- А, Б, В, Г, Е – со специальной отделкой;
- Н – без отделки.
Условное обозначение проволоки в технической документации и на сопроводительных бирках состоит из цифр и букв:
- 1 – марка стали;
- 2 – способ отделки поверхности;
- 3 – точность изготовления;
- 4 — класс механической точности;
- 5 — способ навивки;
- 6 — диаметр в мм;
- 7 — обозначение стандарта.
Например, проволока с полированной поверхностью, изготовленная из стали 60С2А повышенной точности I класса для пружин горячей навивки диаметром 2,0 мм будет иметь следующее обозначение:
60С2А – А – П – I – ГН – 2,0 ГОСТ 14963-78
В государственном стандарте оговариваются допустимые предельные отклонения, овальность и недопустимость наличия определенных видов дефектов, а также способы упаковки и транспортировки.
Изготовление пружины своими руками
- маркой стали, из которой будет изготавливаться изделие;
- диаметром проволоки;
- количеством навиваемых витков;
- шагом витка.


Самодельное изделие может изготавливаться на оправке и с помощью шуруповерта. Понадобятся еще кусачки, молоток, тиски, источник нагрева (печь, газовая горелка, костер), среда для охлаждения и дополнительные приспособления.
Самый простой способ изготовления – это намотать провод на какой-либо стержень подходящего диаметра вручную. При этом необходимо следить за тем, чтобы витки плотно прилегали друг к другу.
Процесс изготовления пружины с помощью шуруповерта можно посмотреть на видео:

- Проволока должна быть абсолютно ровной. Если изделие изготавливают из неровной или старой пружины, она обязательно должна быть выровнена.
- Проволока должна быть очищена от ржавчины, масел и других загрязнений. Для этого используют содовый раствор или химические средства, позволяющие растворить масла и снять ржавчину. Протирать проволоку рекомендуется опилками.
- Проволока диаметром более 2 мм перед навивкой должна быть подвергнута процедуре отжига путем нагрева докрасна (температура в пределах 400 °C) и охлаждения на воздухе.
- При намотке необходимо контролировать положение витков относительно друг друга. Они должны плотно прилегать один к одному.
Закалка пружин в домашних условиях может выполняться несколькими способами: с помощью газовой горелки, нагревом в печи, изготовленной из кирпича или камня, или просто в костре. Нагрев должен производиться до температуры около 870 °C. На глаз это определяется цветом проволоки: она в процессе нагрева делается почти белого цвета. Затем ее необходимо поместить в масло (трансформаторное, веретенное или другую жидкую среду), которое обеспечит медленное охлаждение. Напомним, что быстрое охлаждение может вызвать возникновение трещин, которые отрицательно скажутся на качестве пружины.
В домашних условиях обычно используют в качестве жидкой среды мыльный раствор или трансформаторное масло, которое налито в достаточном количестве в емкость. Пружины должны полностью погружаться в нее и остывать там до комнатной температуры.
Изготовленную кустарным способом пружину рекомендуется выдержать на протяжении некоторого времени в сжатом состоянии. Обычно время выдержки лежит в пределах от 20 до 40 часов.
Термообработка пружины с применением доступных средств показана на видео:

Просим тех, кто занимался изготовлением пружин в домашних условиях, поделиться опытом в комментариях к тексту и рассказать, каким способом выполнялась подготовка к навивке, сам процесс изготовления и термическая обработка.
Закалка пружинной стали


УВАЖАЕМЫЕ КЛИЕНТЫ.
Появилась возможность изготовления пружин из проволоки квадратного и прямоугольного сечения;
конических и бочкообразных пружин
Качество и технологии
ТЕРМИЧЕСКАЯ ОБРАБОТКА ПРУЖИН
Сущность термической обработки состоит в том, что нагрев


ом стали или сплава до определенной температуры, выдержкой при этой температуре и последующим быстрым или медленным охлаждением вызывает желаемое изменение свойств стали или сплава. Изменение свойств происходит в результате протекающих в стали превращений, изменяющих микроструктуру металла.
Основными видами термической обработки стали и сплавов являются отжиг, нормализация, закалка, отпуск и старение.
Отжигом называется процесс нагрева стали до одной из температур в интервале превращений, выдержки при этой температуре и последующего медленного охлаждения с печью. Отжиг применяют для улучшения структуры стали, улучшения ее обрабатываемости резанием, снятия внутренних напряжений, а также для подготовки к последующей термообработке. Отжиг снижает твердость и повышает вязкость стали.
Нормализацией называется процесс нагрева стали до температуры выше интервала превращений, выдержки при этой температуре с последующим охлаждением на воздухе. Нормализацией достигается улучшение структуры стали, уменьшение внутренних напряжений и повышение механических свойств.
Закалкой называется процесс нагрева стали до одной из температур в интервале превращений или выше его, выдержки при этой температуре и последующего быстрого охлаждения в воде, масле или другой среде. Закаленные стали в большинстве случаев требуют дальнейшей термической обработки (отпуска).
Основное назначение закалки заключается в получении стали с высокими твердостью, прочностью и износостойкостью. Однако закаленная сталь обладает повышенной хрупкостью и легко разрушается .под действием ударных и изгибающих нагрузок. В закаленных деталях всегда имеются большие внутренние напряжения.
Для уменьшения внутренних напряжений и повышения вязкости сталь подвергают отпуску.
Отпуском называется процесс нагрева металла после закалки до температуры ниже интервала превращений, выдержки при этой температуре и охлаждения. Отпуск повышает вязкость стали при сохранении пределов прочности и упругости и уменьшает внутренние напряжения.
Иногда для стабилизации свойств и размеров изделий, т. е. чтобы свойства и размеры не менялись со временем, изделия подвергают старению.
Старением называется процесс длительной выдержки стальных изделий при комнатной температуре (естественное старение) или низкотемпературный нагрев с небольшой выдержкой (искусственное старение).
В процессе термической обработки может возникать брак. При отжиге и нормализации могут возникнуть следующие виды брака: обезуглероживание, перегрев металла, пережог металла.
Обезуглероживание — выгорание углерода с поверхности металла, что при последующей закалке может привести к образованию трещин. Перегрев возникает при нагреве металла до температуры, превышающей установленную, или при длительной выдержке металла в печи. При перегреве зерна металла укрупняются. Это приводит к снижению прочности, вязкости и способствует образованию трещин при закалке. Перегрев стали может быть устранен повторным отжигом или нормализацией. Пережог металла — окисление границ зерен, ведущее к потере прочности стали, является неисправимым дефектом.
При закалке наиболее опасным видом неисправимою брака являются закалочные трещины, образующиеся при излишне резком охлаждении в результате действия больших внутренних напряжений. Другими видами брака при закалке являются обезуглероживание, перегрев и коробление деталей.
Перегрев устраняют повторным отжигом, а чтобы избежать коробление, детали закаливают в специальных штампах и приспособлениях.
Большое количество деталей в машинах воспринимает ударные нагрузки и работает на истирание. Такие детали (зубчатые колеса, ходовые крановые колеса, рабочие валки станов для холодной прокатки металла и др.) должны иметь высокую твердость и износостойкость поверхностного слоя и вязкую прочную сердцевину. Такое сочетание свойств может быть обеспечено поверхностной закалкой при нагреве токами высокой частоты, а также газопламенной закалкой и закалкой в электролите.
При закалке высокоуглеродистых и легированных сталей структурные превращения в них происходят недостаточно полно и возможности стали для получения высокой твердости используются не полностью. Для повышения твердости, получения однородной структуры стали и для стабилизации размеров детали применяют обработку холодом при температурах от — 12 до —120° С, для чего применяют холодильные машины или смеси сухого льда со спиртом или ацетоном. Смеси обеспечивают охлаждение до —73° С. Для снятия внутренних напряжений после обработки холодом все детали подвергают отпуску при невысоких температурах (150 — 200°С).
Высоких твердости и износостойкости поверхностного слоя детали достигают химико-термической обработкой, т. е. искусственным изменением химического состава поверхностных слоев стали толщиной от сотых и десятых долей до 1 мм. К видам химико-термической обработки относятся: цементация, цианирование, азотирование, алитирование, хромирование.
Цементация — нагрев низкоуглеродистой стали (0,08—0,30% углерода) в карбюризаторе (науглероживающей среде) до температуры в интервале превращений или выше, выдержка при этой температуре и быстрое
или медленное охлаждение. При цементации в результате насыщения углеродом поверхностного слоя происходит его упрочнение с сохранением мягкой и вязкой внутренней зоны.
Цианирование — нагрев металла в цианизаторе, насыщающем сталь углеродом и азотом при температуре, как правило, 800 — 950° С, выдержка при этой температуре и охлаждение. Цианирование повышает твердость и износоустойчивость поверхности деталей из сталей с содержанием углерода от 0,10 до 0,40%, а также из высокохромистых и быстрорежущих сталей.
Цементация и цианирование обычно сопровождаются процессом закалки с отпуском для получения высокой твердости поверхности (HRC56 — 67).
Азотирование — нагрев стали в газообразном аммиаке до температуры не ниже 450° С, длительная выдержка при этой температуре и охлаждение. Этот процесс повышает износостойкость и антикоррозионные свойства тонкого поверхностного слоя стальных деталей. Перед азотированием детали подвергают закалке с отпуском при температуре 600° С на твердость HRC28 — 32.
Алитирование — процесс диффузии алюминия в сталь, повышает жаростойкость.
Хромирование — процесс диффузии хрома в сталь, повышает твердость, жаро- и коррозионную стойкость.
Для получения требуемых свойств поверхностные слои стали насыщают также бором (борирование), кремнием (силицирование) и т. д.
Термическая обработка оказывает исключительно большое влияние на свойства металла и качество пружин.
Вид и режимы термической обработки назначают в зависимости от марки стали, профиля заготовки, размера пружины, а также.от условий службы и характера работы пружин.
Пружины из высокоуглеродистых и легированных сталей подвергают закалке и отпуску, пружины из па-тентированной проволоки — только отпуску.
Патентирование проволоки выполняется обычно на заводе-изготовителе. Патентирование заключается в нагреве стали до температуры выше интервала превращений с последующим охлаждением в ванне из расплавленного свинца или соли, либо на воздухе. Патентированием достигается повышение способности металла к холодной пластической деформации, а также улучшение физико-механических свойств.
При строгом выполнении технологии термической об работки и высокой квалификации термиста гарантируется высокое качество и надежная работа пружин.
Пружинные стали обладают низкой теплопроводностью. В связи с этим необходимо учитывать некоторые особенности нагрева под закалку некоторых марок пружинных легированных сталей. Например, высоком марганцовистые стали перед нагревом под закалку предварительно подогревают до температуры 400 — 500° С. Следовательно, стали под закалку нагревают ступенчато. Вследствие этого опасность образования трещин при нагреве до температуры закалки уменьшается.
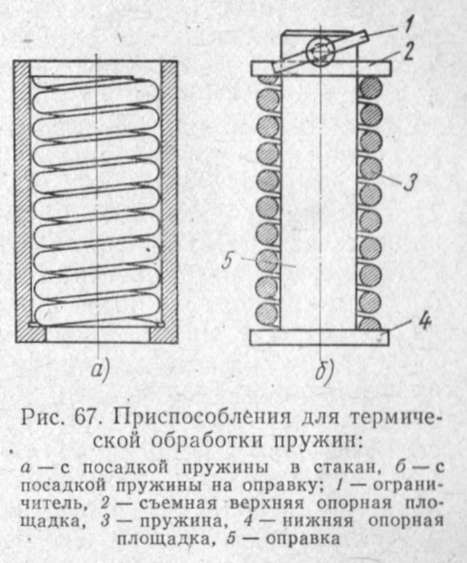

Закалку производят следующим образом. Партию пружин укладывают и закрепляют на дне сетчатой металлической корзины. Пружины предварительно подогревают, если этого требует технология обработки стали, затем помещают в печь, нагретую до заданной температуры, и выдерживают при этой температуре до полного прогрева металла по всему сечению. Длительность выдержки зависит от размера сечения проволоки и марки .стали. После этого производится закалка в закалочной среде. Для предупреждения коробления при нагреве под закалку пружины сжатия до термической обработки скрепляют мягкой стальной проволокой, соединяя торцовые (нерабочие) витки с рабочими витками. Иногда для предупреждения короблений и искажений формы пружины применяют приспособления (рис. 67), а также простые швеллерные балки. Для закалки крупных пружин применяют чугунные обоймы. Обойма имеет форму бруса, в котором засверливаются отверстия с уступом для установки пружины. Обойма заполняется пружинами и устанавливается в печь для нагрева. Закалку осуществляют при осторожном погружении пружин в закалочную среду вместе с обоймой.
Закалочными средами для пружинных сталей могут быть масло, вода, воздух и др. Жидкая закалочная среда помещается в специальный бак, который имеет систему охлаждения,»-для регулирования температуры закалочной среды. При закалке в воде происходит очень резкое охлаждение, что способствует образованию трещин в материале пружин. Такую закалку применяют для пружинных сталей очень редко, а если применяют, то добавляют в воду различные примеси (известь, мыло, мел и др.), для того чтобы уменьшить скорость охлаждения пружинной стали.
Температура закалочной среды оказывает большое влияние на структуру и свойства стали после закалки. Например, если температура масла под закалку равна 60° С, то пружина не получает полной закалки, а закалка пружины в масле, нагретом до температуры 30° С, дает требуемую твердость. Масло является самой распространенной средой для закалки. Его применение обеспечивает изготовление пружин хорошего качества с наименьшим браком по термической обработке.
Все закалочные среды имеют различную теплопроводность, и наиболее нагретые слои среды находятся в верхней части закалочного бака. Для того чтобы температура среды была равномерна по всему объему, через нее при помощи специальной трубки продувают сжатый воздух. Применяют и другие способы охлаждения и перемешивания закалочных сред.
После закалки пружины подвергают отпуску для повышения вязкости и для уменьшения внутренних напряжений, полученных в результате резкого охлаждения при закалке. Отпуск пружин осуществляется обычно в отпускных печах, которые могут быть пламенными, муфельными .и электрическими. Часто отпуск пружин выполняют в соляных ваннах. Температура и время вы-держки при отпуске зависят от марки стали, диаметра пружины и проволоки.
Отпуск пружин из патентированной проволоки заключается в нагреве их до температуры 250 — 350° С и выдержке при этой температуре в течение 15 — 3 0 мин. Если не производить отпуск пружин из патентированной проволоки, то при трехкратном и более обжатии то соприкосновения витков свободная высота пружины уменьшается, а пружина делает осадку без изменения количества витков и увеличивается в диаметре.
При выполнении отпуска для таких пружин величи на осадки при трехкратном и более обжатии уменьшается почти вдвое, а упругие свойства увеличиваются. При этом наружный диаметр отпущенной пружины кесколь ко уменьшается, а количество витков увеличивается на 1—2%. Все изменения размеров пружин из патентированной проволоки, которые происходят при термической обработке, должны быть учтены при -навивке на автоматах, а также при выборе оправок и шага навивки пружин.
Термическая обработка пружин уменьшает остаточные деформации за счет уменьшения внутренних напряжений, увеличивает упругие свойства и вязкость, благодаря чему обеспечиваются высокое качество и надежная работа пружин.
По вопросам размещения заказов на изготовление пружин обращаться:
| +7(351)200-36-34 |
| Москва +7(499)653-69-98 | Санкт-Петербург +7(812)426-17-14 | Воронеж +7(473)300-31-95 |
| Екатеринбург +7(343)247-83-71 | Новосибирск +7(383)207-56-75 | Краснодар +7(861)201-84-46 |
| Красноярск +7(391)229-80-74 | Нижний Новгород +7(831)280-97-21 | Казань +7(843)212-20-79 |
| Тольятти +7(848)265-00-34 | Волгоград +7(844)296-21-13 | Уфа +7(347)200-05-81 |
| Пермь +7(342)235-78-27 | Ростов-на-Дону +7(863)333-20-67 | Самара: +7(846)300-41-49 |
| Тюмень +7(345)257-80-21 |
© 2015-2018 ООО «Пружинно-навивочный завод». Изготовление и продажа металлических пружин: производство пружин кручения, навивка пружин сжатия, тарельчатые пружины. Предлагаем подвески и опоры трубопроводов, а также стопорные кольца.
Закалка пружинной стали
Пружины и рессоры испытывают в работе многократные знакопеременные нагрузки и после снятия нагрузки должны полностью восстанавливать свои первоначальные размеры.
Поэтому нагрев пружин и рессор необходимо проводить с предохранением от обезуглероживания или (для устранения вредного влияния обезуглероженного слоя) подвергать их после термической обработки обдувке дробью.
Широкое применение для изготовления рессор автомашин и пружин подвижного состава железнодорожного транспорта имеют кремнистые стали 55С2 (А) и 60С2 (А). Сталь 60С2 (А) применяют также для изготовления пружин, работающих при температурах до 250 °С.
Необходимо учитывать, что при полировании диаметр проволоки уменьшается на 3-10%, что приводит к снижению силовых характеристик пружин.
Цилиндрические пружины нагревают в горизонтальном положении.
Для теплостойкости штампы заключены в кожухи с асбестовой теплоизоляцией 5. Нижний штамп 1 неподвижный. Верхний штамп 2 с помощью пневмоцилиндра 6, управляемого краном 7, может перемещаться в осевом направлении. Контроль температуры осуществляется термопарой 8. Закаленные пружины помещают на нижний штамп , прижимают верхним штампом 2 и выдерживают в течение нескольких минут при температуре отпуска.
Открыть все | Закрыть
- 1.Изготовление пружин; 2.Контроль качества пружин.ГОСТы.

Наличие современного контрольно-измерительного оборудования и использование разработанных методик обеспечивают проведение всесторонних испытаний применяемых материалов и изготавливаемых пружин Пружины подвергаются контролю геометрических размеров, твердости, характеристик сила-деформация и циклической выносливости. В отдельных случаях упругие элементы, предназначенные для эксплуатации в экстремальных условиях, проходят дополнительные проверки на наличие дефектов ультразвуковым исследованием, а также методами дефектоскопии и рентгенодиагностики. Такой контроль позволяет оперативно и качественно решать задачи, связанные с изготовлением широкого спектра изделий от пружин для железнодорожного транспорта и пружин для АЭС до высокоточных клапанных и форсуночных пружин.
ГОСТЫ
• ГОСТ 14963-78. ПРОВОЛОКА СТАЛЬНАЯ ЛЕГИРОВАННАЯ ПРУЖИННАЯ. Технические условия. Настоящий стандарт распространяется на стальную легированную проволоку круглого сечения со специальной отделкой поверхности и без специальной отделки поверхности, предназначенную для изготовления пружин, подвергающихся после навивки термической обработке (закалке и отпуску).
• ГОСТ 9389-75. ПРОВОЛОКА СТАЛЬНАЯ УГЛЕРОДИСТАЯ ПРУЖИННАЯ. Технические условия. Настоящий стандарт распространяется на стальную углеродистую холоднотянутую проволоку, применяемую для изготовления пружин, навиваемых в холодном состоянии и не подвергаемых закалке.
• ГОСТ 14959-79. ПРОКАТ ИЗ РЕССОРНО-ПРУЖИННОЙ УГЛЕРОДИСТОЙ И ЛЕГИРОВАННОЙ СТАЛИ. Технические условия. Настоящий стандарт распространяется на горячекатаный и кованый сортовой прокат диаметром или толщиной до 250 мм, а также прокат калиброванный и со специальной отделкой поверхности, предназначенный для изготовления пружин, рессор и других деталей машин и механизмов, применяемых в закаленном и отпущенном состоянии. В части норм химического состава стандарт распространяется на все другие виды проката, слитки, поковки и штамповки.
• ГОСТ 2.401-68. ПРАВИЛА ВЫПОЛНЕНИЯ ЧЕРТЕЖЕЙ ПРУЖИН. ЕСКД. Настоящий стандарт устанавливает условные изображения и правила выполнения чертежей пружин всех отраслей промышленности.
• ГОСТ 16118-70. ПРУЖИНЫ ВИНТОВЫЕ ЦИЛИНДРИЧЕСКИЕ СЖАТИЯ И РАСТЯЖЕНИЯ ИЗ СТАЛИ КРУГЛОГО СЕЧЕНИЯ. Технические условия. Настоящий стандарт распространяется на винтовые цилиндрические пружины сжатия и растяжения из стали круглого сечения, отвечающие требованиям ГОСТ 13764-68-ГОСТ 13776-68, ГОСТ 2.401-68. Стандарт не распространяется на пружины, предназначаемые для работы при повышенных температурах, а также в агрессивных и иных средах, обязывающих к применению специальных материалов.
• ГОСТ Р 50753-95. ПРУЖИНЫ ВИНТОВЫЕ ЦИЛИНДРИЧЕСКИЕ СЖАТИЯ И РАСТЯЖЕНИЯ ИЗ СПЕЦИАЛЬНЫХ СТАЛЕЙ И СПЛАВОВ. Общетехнические условия. Настоящий стандарт распространяется на винтовые цилиндрические пружины сжатия и растяжения из специальных сталей и сплавов, работающие при температуре от минус 253°С до плюс 800°С.
• ГОСТ 3057-90. ПРУЖИНЫ ТАРЕЛЬЧАТЫЕ. Общетехнические условия. Настоящий стандарт распространяется на тарельчатые пружины из рессорно-пружинной стали, работающие при температуре от минус 60°С до плюс 120°С. Стандарт не распространяется на пружины, предназначенные для работы в агрессивных или иных средах, обязывающих к применению специальных материалов. Стандарт устанавливает обязательные требования, обеспечивающие взаимозаменяемость и безопасность тарельчатой пружины.
• ГОСТ 13764-86. ПРУЖИНЫ ВИНТОВЫЕ ЦИЛИНДРИЧЕСКИЕ СЖАТИЯ И РАСТЯЖЕНИЯ I КЛАССА ИЗ СТАЛИ КРУГЛОГО СЕЧЕНИЯ. Настоящий стандарт распространяется на пружины, предназначенные для работы в неагрессивных средах при температуре от минус 60°С до плюс 120 °С.
• ГОСТ 13765-86. ПРУЖИНЫ ВИНТОВЫЕ ЦИЛИНДРИЧЕСКИЕ СЖАТИЯ И РАСТЯЖЕНИЯ И СТАЛИ КРУГЛОГО СЕЧЕНИЯ. Обозначение параметров, методика определения размеров.
• ГОСТ 13766-86. ПРУЖИНЫ ВИНТОВЫЕ ЦИЛИНДРИЧЕСКИЕСЖАТИЯ И РАСТЯЖЕНИЯ I КЛАССА, РАЗРЯДА 1 ИЗ СТАЛИ КРУГЛОГО СЕЧЕНИЯ. Основные параметры витков. Настоящий стандарт распространяется на пружины сжатия и растяжения I класса, разряда 1 с силами при максимальной деформации пружин (F3) от 1,00 до 850 Н.
• ГОСТ 13767-86. ПРУЖИНЫ ВИНТОВЫЕ ЦИЛИНДРИЧЕСКИЕ СЖАТИЯ И РАСТЯЖЕНИЯ I КЛАССА, РАЗРЯДА 2 ИЗ СТАЛИ КРУГЛОГО СЕЧЕНИЯ. Основные параметры витков. Настоящий стандарт распространяется на пружины сжатия и растяжения I класса, разряда 2 с силами при максимальной деформации пружины (F3) от 1,00 до 800 Н.
• ГОСТ 13768-86. ПРУЖИНЫ ВИНТОВЫЕ ЦИЛИНДРИЧЕСКИЕ СЖАТИЯ И РАСТЯЖЕНИЯ I КЛАССА, РАЗРЯДА 2 ИЗ СТАЛИ КРУГЛОГО СЕЧЕНИЯ. Основные параметры витков. Настоящий стандарт распространяется на пружины сжатия и растяжения I класса, разряда 3 с силами при максимальной деформации пружины (F3) от 140 до 6000 Н.
• ГОСТ 13769-86. ПРУЖИНЫ ВИНТОВЫЕ ЦИЛИНДРИЧЕСКИЕ СЖАТИЯ I КЛАССА, РАЗРЯДА 4 ИЗ СТАЛИ КРУГЛОГО СЕЧЕНИЯ. Основные параметры витков. Настоящий стандарт распространяется на пружины сжатия I класса, разряда 4 с силами при максимальной деформации пружины (F3) от 2800 до 180000 Н.
• ГОСТ 13770-86. ПРУЖИНЫ ВИНТОВЫЕ ЦИЛИНДРИЧЕСКИЕ СЖАТИЯ И РАСТЯЖЕНИЯ II КЛАССА, РАЗРЯДА 1 ИЗ СТАЛИ КРУГЛОГО СЕЧЕНИЯ. Основные параметры витков. Настоящий стандарт распространяется на пружины сжатия и растяжения II класса, разряда 1 с силами при максимальной деформации пружины (F3) от 1,50 до 1400 Н.
• ГОСТ 13771-86. ПРУЖИНЫ ВИНТОВЫЕ ЦИЛИНДРИЧЕСКИЕ СЖАТИЯ И РАСТЯЖЕНИЯ II КЛАССА, РАЗРЯДА 2 ИЗ СТАЛИ КРУГЛОГО СЕЧЕНИЯ. Основные параметры витков. Настоящий стандарт распространяется на пружины сжатия и растяжения II класса, разряда 2 с силами при максимальной деформации пружины (F3) от 1,25 до 1250 Н.
• ГОСТ 13772-86. ПРУЖИНЫ ВИНТОВЫЕ ЦИЛИНДРИЧЕСКИЕ СЖАТИЯ И РАСТЯЖЕНИЯ II КЛАССА, РАЗРЯДА 2 ИЗ СТАЛИ КРУГЛОГО СЕЧЕНИЯ. Основные параметры витков. Настоящий стандарт распространяется на пружины сжатия и растяжения II класса, разряда 2 с силами при максимальной деформации пружины (F3) от 236 до 10000 Н.
• ГОСТ 13773-86. ПРУЖИНЫ ВИНТОВЫЕ ЦИЛИНДРИЧЕСКИЕ СЖАТИЯ И РАСТЯЖЕНИЯ II КЛАССА, РАЗРЯДА 3 ИЗ СТАЛИ КРУГЛОГО СЕЧЕНИЯ. Основные параметры витков. Настоящий стандарт распространяется на пружины сжатия и растяжения II класса, разряда 3 с силами при максимальной деформации пружины (F3) от 4500 до 280000 Н.
• ГОСТ 13774-86. ПРУЖИНЫ ВИНТОВЫЕ ЦИЛИНДРИЧЕСКИЕ СЖАТИЯ И РАСТЯЖЕНИЯ III КЛАССА, РАЗРЯДА 1 ИЗ СТАЛИ КРУГЛОГО СЕЧЕНИЯ. Основные параметры витков. Настоящий стандарт распространяется на пружины сжатия и растяжения III класса, разряда 1 с силами при максимальной деформации пружины (F3) от 12,5 до 1000 Н.
• ГОСТ 13775-86. ПРУЖИНЫ ВИНТОВЫЕ ЦИЛИНДРИЧЕСКИЕ СЖАТИЯ И РАСТЯЖЕНИЯ III КЛАССА, РАЗРЯДА 2 ИЗ СТАЛИ КРУГЛОГО СЕЧЕНИЯ. Основные параметры витков. Настоящий стандарт распространяется на пружины сжатия и растяжения III класса, разряда 2 с силами при максимальной деформации пружины (F3) от 315 до 14000 Н.
• ГОСТ 13776-86. ПРУЖИНЫ ВИНТОВЫЕ ЦИЛИНДРИЧЕСКИЕ СЖАТИЯ И РАСТЯЖЕНИЯ III КЛАССА, РАЗРЯДА 3 ИЗ СТАЛИ КРУГЛОГО СЕЧЕНИЯ.
Основные параметры витков. Настоящий стандарт распространяется на пружины сжатия и растяжения III класса, разряда 3 с силами при максимальной деформации пружины (F3) от 6000 до 20000 Н.
• ГОСТ 18751-80. ПРУЖИНЫ КРУЧЕНИЯ К УПОРАМ. Конструкция и размеры.
• ГОСТ 18753-80. ПРУЖИНЫ ПЛАСТИНЧАТЫЕ ДЛЯ УПОРОВ СО СКОСОМ. Конструкция и размеры.
• ГОСТ 18764-80. ПРУЖИНЫ К КОЛОДОЧНЫМ ПРИЖИМАМ. Конструкция и размеры.
• ГОСТ 18794-80. ПРУЖИНЫ РАСТЯЖЕНИЯ. Конструкция и размеры. Взамен ГОСТ 18794-73.
• ГОСТ 18793-80. ПРУЖИНЫ СЖАТИЯ. Конструкция и размеры. Взамен ГОСТ 18793-73.
• ГОСТ 13165-67. ПРУЖИНЫ СЖАТИЯ ДЛЯ СТАНОЧНЫХ ПРИСПОСОБЛЕНИЙ. Конструкция. Стандарт распространяется на пружины сжатия, предназначенные для стандартных фиксаторов с вытяжной ручкой, байонетных фиксаторов, реечных фиксаторов, самоустанавливающихся опор и плавающих зажимов.
• СТ ЦКБА 030-2006. ПРУЖИНЫ ВИНТОВЫЕ ЦИЛИНДРИЧЕСКИЕ. Арматура трубопроводная. Общие технические условия.
• EN 10270-1 ЕВРОПЕЙСКИЙ СТАНДАРТ ЧАСТЬ 1. ПРУЖИННАЯ ПОТЕНСИРОВАННАЯ ПРОВОЛОКА.
Steel wire for mechanical springs — Part 1: Patented cold drawn unalloyed spring steel wire.
• EN 10270-2 ЕВРОПЕЙСКИЙ СТАНДАРТ ЧАСТЬ 2. ПРУЖИННАЯ ПРОВОЛОКА ЗАКАЛЕННАЯ В МАСЛЕ.
Steel wire for mechanical springs — Part 2: Oil hardened and temperedspring steel wire.
• EN 10270-3 ЕВРОПЕЙСКИЙ СТАНДАРТ ЧАСТЬ 3. ПРУЖИННАЯ ПРОВОЛОКА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ.
Steel wire for mechanical springs — Part 3: Stainless spring steel wire. Для изготовления автомобильных рессор применяют стали 60С2(А),50ХГ(А), 50ХФА, 50ХГФА и др.
Термическая обработка пружинных сталей общего назначения
Пружинные стали общего назначения в виде проволоки или ленты можно упрочнять холодной пластической деформацией с последующим стабилизирующим отпуском (старением) или закалкой на мартенсит с последующим средним отпуском (обычно 420–500 ºС ).
Первый способ экономичен и прост, т.к. отсутствует нагрев под закалку. Отсутствие закалки дает высокую стабильность размеров и точность конфигурации пружин при почти полном отсутствии окисления и обезуглероживания, резко снижающих усталостную прочность. Но, чтобы получить хорошие упругие свойства, нужны большие степени деформации, поэтому этот способ может быть применим для получения полуфабриката – проволоки или ленты – небольшого сечения (диаметр проволоки или толщина ленты менее 6 мм). Указанный способ годится для изготовления мелких или средних пружин. Перед холодной пластической деформацией исходная структура катанки должна представлять собой тонкопластинчатый перлит (сорбит), т.к. он обеспечивает чрезвычайно высокий запас пластичности, что позволяет проводить волочение с большими степенями обжатия (75–85 %) и обеспечивает после волочения высокие значения временного сопротивления (до 4500 МПа) с сохранением достаточно высокой пластичности и вязкости.
Для углеродистых сталей с содержанием углерода 0,65–1,2 % и некоторых низколегированных сталей (65Г, 50ХФА и др.) предварительной термической обработкой для получения структуры сорбит является патентирование. Патентирование – изотермический распад переохлажденного аустенита при температуре 450 – 550 ºС, обеспечивающий структуру сорбит.
Патентирование обычно осуществляется на агрегатах непрерывного действия, включающих нагревательную печь для аустенитизации, переохлаждающую ванну и смоточно-намоточные устройства. Нагрев при аустенитизации можно проводить и электроконтактным способом. В качестве охлаждающей среды могут быть использованы расплавы солей (реже свинца), «кипящий» слой и другие среды.
Режим патентирования зависит от диаметра проволоки, химического состава стали, скорости движения проволоки. Для проволоки из углеродистой стали с 0,8 % С температура аустенитизации составляет 900 ± 20 °С, а патентирования 500 ± 20 °С.
Имеется положительный опыт применения высокотемпературной аустенитизации (свыше 1000 °С) при патентировании проволоки из заэвтектоидной стали с 0,9–1,2 % С.
Временное сопротивление патентированной холоднотянутой проволоки зависит от содержания углерода и степени деформации. С увеличением степени деформации при волочении проволоки со структурой сорбита происходит деформация как пластинок феррита, так и цементита. Известно, что получение высокой прочности сплава с гетерогенной структурой объясняется уменьшением областей свободного перемещения дислокаций. Для патентированной высокоуглеродистой стали показано (В.Н. Гриднев, Ю.Я. Мешков), что временное сопротивление можно выразить зависимостью, аналогичной уравнению Холла-Петча:
где – длина эффективной плоскости скольжения в феррите, пропорциональная межпластиночному расстоянию.
Графическое выражение этой зависимости для патентированной проволоки показано на рисунке 3.7.

Рисунок 3.7 – Прочность в холоднотянутой патентированной проволоки
в зависимости от межпластиночного расстояния
(В.Н. Гриднев, Ю.А. Мешков)
При больших значениях временного сопротивления холоднодеформированная патентированная проволока и лента имеют пониженный предел упругости, что обусловлено высокими остаточными напряжениями и наличием подвижных дислокаций. Для повышения предела упругости проводят старение (стабилизирующий отпуск). При старении происходит блокирование дислокаций сегрегациями примесных атомов, ограничение их подвижности, что приводит к повышению сопротивления началу пластической деформации.
На практике температуры отпуска холоднодеформированной проволоки и ленты обычно соответствуют температурам, при которых достигается максимальный предел упругости, т.е. для углеродистой стали 150–200 °С, а для сталей с кремнием 200–300 ºС.
Из патентированной холоднотянутой проволоки прокаткой получают плющеную ленту, которая также широко используется для производства пружин и упругих элементов. На рисунке 3.8 приведены свойства плющеной ленты при разном содержании углерода в зависимости от температуры отпуска (деформационного старения).
При старении в интервале 150–200 ºС повышаются как временное сопротивление, так и особенно предел упругости (0,03) холоднодеформированной стали. 

Рисунок 3.8 – Изменение механических свойств (в,0,03и числа перегибовn)
холоднодеформированной (плющеной) ленты в зависимости от температуры отпуска (С.В. Грачев): 1 – сталь 50; 2 – У8А; 3 – У10А
Падение пластичности (число перегибов) в области 400 °С обусловлено протеканием полигонизации в -фазе. Необходимо отметить, что для оценки пластических свойств проволоки и ленты часто используют различные технологические характеристики пластичности: число перегибов, число скручиваний до разрушения, которые для подобных материалов в ряде случаев более надежны, чем относительное удлинение или относительное сужение.
Обычно патентированную проволоку и ленту изготовляют из углеродистых или низколегированных сталей (60С2, 65Г, 70С2ХА).
Легирование патентированной стали ограничено, так как большинство легирующих элементов повышают устойчивость аустенита в перлитной области, что нежелательно для операции патентирования. Кремний повышает предел упругости патентированной холоднодеформированной проволоки и ленты, повышает ее теплостойкость и релаксационную стойкость.
При отпуске холоднодеформированных сталей изменяется и релаксационная стойкость, причем максимум релаксационной стойкости может достигаться при более высоких температурах отпуска, чем максимум предела упругости. Повышение релаксационной стойкости при отпуске объясняется повышением предела упругости и увеличением стабильности структуры стали.
Обработку пружинной проволоки и ленты путем закалки на мартенсит с последующим среднетемпературным отпуском проводят на углеродистых и легированных сталях. Термическую обработку проволоки и особенно ленты часто проводят на закалочно-отпускных агрегатах непрерывного действия, хотя во многих случаях закалке и отпуску подвергают и готовые пружины.
В тонких сечениях пружинная проволока и лента их углеродистых сталей имеют сквозную прокаливаемость, поэтому легирование пружинных сталей осуществляется в основном для повышения предела упругости и сопротивления релаксации напряжений. При этом следует иметь в виду, что углеродистая сталь может иметь высокий предел упругости, но, с одной стороны, он достигается при таких температурах и выдержках при отпуске, когда еще недостаточна пластичность (вязкость) стали, а с другой стороны, предел упругости углеродистых сталей очень чувствителен к отпуску, в то время как легированные стали сохраняют высокий предел упругости более широком интервале температур и выдержек отпуска.
При легировании пружинных сталей кремнием, молибденом, вольфрамом растет их релаксационная стойкость при комнатной и повышенной температурах.
Легирование пружинной стали карбидообразующими элементами, задерживающими распад мартенсита при отпуске – молибденом и вольфрамом (сталь 70С3ХМВА), смещает максимум релаксационной стойкости в сторону более высоких температур отпуска (по сравнению со сталью 70С2ХА).
Закалка производится с температур АС3 + (50–70) ºС в масле. Содержание остаточного аустенита должно быть минимальным, т.к. он даже в небольших количествах (2–4 %) значительно понижает предел упругости и сопротивление релаксации напряжений, а при больших количествах (8–15 %) может вызвать поломку пружин в процессе работы вследствие протекания мартенситного превращения инициируемого внешней нагрузкой. Поэтому для сталей повышенной степени легирования с целью уменьшения количества остаточного аустенита в ряде случаев применяют после закалки обработку холодом. Отпуск проводят при температурах 420–520 ºС. Температура отпуска тем выше, чем более легирована сталь карбидообразующими элементами. Структура, получаемая после отпуска, тростит отпуска, обеспечивает наиболее высокий предел упругости.
Значительное влияние на свойства пружинной проволоки и ленты, а также готовых пружин, упрочняемых путем закалки на мартенсит и отпуска, оказывает предварительная обработка перед закалкой. Закаленная и отпущенная лента и проволока с предварительной обработкой на структуру тонкопластинчатого сорбита имеют более высокий комплекс механических свойств по сравнению с обработкой на структуру зернистого цементита.
В целом пружинная проволока и лента и изделия из них, обработанные путем пластической деформации и отпуска (деформационного старения), обладают более высокими значениями вязкости (число перегибов или скручиваний) и сопротивления усталости. Проволока и лента, упрочняемые путем закалки на мартенсит и отпуска, имеют более высокие значения предела упругости и сопротивления релаксации, а также более высокие силовые характеристики пружин.
Высокие значения предела упругости, вязкости и усталостной прочности можно получить после изотермической закалки на нижний бейнит при температуре выдержки 280–350 ºС с последующим отпуском на эту же температуру. Повышение свойств можно достигнуть после ВТМО, применение которой очень эффективно при изготовлении рессор. Наибольший эффект достигается на сталях с карбидообразующими элементами (Cr, Mo, W, V) типа 50ХМФ.
Значительно повысить эксплуатационную стойкость пружин и рессор позволяет дробеструйный наклеп. Возникающие при этом в поверхностном наклепанном слое напряжения сжатия повышают предел выносливости (усталости) деталей и уменьшает вредное действие всевозможных дефектов поверхности.
Закалка и отпуск стали 65Г
Термообработка стали 65Г
Конструкционная высокоуглеродистая сталь марки 65Г, поставляемая соответственно техническим требованиям ГОСТ 14959, представляет собой сталь рессорно-пружинной группы. Она должна сочетать в себе высокую поверхностную твёрдость (для чего в её состав вводится до 1% марганца) и повышенную упругость. Все эти характеристики обеспечиваются в результате выполнения надлежащей термической обработки изделий, изготовленных из рассматриваемой стали.

Исходный химический состав стали и требования к деталям, изготавливаемым из неё.
Относясь к разряду экономнолегированных, сталь 65Г относительно дешёвая, что обуславливает её широкое и эффективное применение. В числе главных её компонентов находятся:
- углерод (в пределах 0,62…0,70 %);
- марганец (в пределах 0,9…1,2 %);
- хром и никель (до 0,25…0,30 %).
Все остальные составляющие – медь, фосфор, сера и т.д. – относятся к примесям, и допускаются в химическом составе данного материала в количествах, ограничиваемых госстандартом.

При достаточной твёрдости (например, после поверхностной нормализации она должна составлять не менее 285 НВ), и прочности на растяжение (не ниже 750 МПа), сталь 65Г обладает достаточно высокой для своего класса ударной вязкостью – 3,0…3,5 кг∙м/см2. Это даёт возможность использовать материал для производства ответственных деталей подъёмно-транспортного оборудования (в частности, ходовых колёс мостовых кранов, катков), а также пружинных шайб и пружин неответственного назначения.
Стоит отметить, что детали пружин, изготовленные из стали 65Г, плохо свариваются, а также не могут противостоять периодически возникающим растягивающим напряжениям (относительное удлинение не превышает 9%), а потому не подлежат применению в неразъёмных конструкциях машин и механизмов.

При проведении процессов холодного пластического деформирования сталь становится весьма малопластичной уже при малых (до 10%) деформациях, поэтому, при необходимости изготовления из неё пружин больших размеров, приходится применять нагрев исходных заготовок, даже под листовую штамповку. Впрочем, и в горячем состоянии предельные степени деформации стали 65Г не превышают 50…60%.
Несмотря на то, что в ходе деформационного упрочнения предел временного сопротивления материала увеличивается до 1200…1300 МПа, этих показателей недостаточно для того, чтобы придавать конечной продукции (например, пружинам) необходимую эксплуатационную прочность. Поэтому закалка и отпуск стали 65Г обязательны.
Оптимальные технологические процессы термической обработки материала.
- Выбор режима термообработки диктуется производственными требованиями. В большинстве случаев для придания надлежащих физико-механических характеристик используют:
- нормализацию;
- закалку с последующим отпуском.
Температурно-временные параметры термической обработки и выбор её вида зависят от исходной структуры стали. Данный материал принадлежит к сталям доэвтектоидного типа, поэтому в его составе при температурах выше нижней точки аустенитного превращения — 723 °С — на 30…50 °С содержится аустенит в виде твердой механической смеси с незначительным количеством феррита. Поскольку аустенит – более твёрдая структурная составляющая, чем феррит, то интервал закалочных температур для стали 65Г будет существенно ниже, чем для конструкционных сталей с более низким процентным содержанием углерода. Таким образом, температурный интервал закалки стали данной марки должен находиться в пределах не более 800…830 °С.
Примерно такой же температурный диапазон применяют и для проведения нормализации – технологической операции термообработки, которую используют с целью исправления структуры материала изделия, для снятия внутренних напряжений, а при последующей механической обработке полуфабриката – и для улучшения его обрабатываемости.
Поскольку ударная вязкость у закалённой стали 65Г – пониженная, то после закалки изделия из неё, в частности, пружины, обязательно должны пройти высокий отпуск. Происходящие в ходе отпуска мартенситно-аустенитные превращения снижают уровень возникающих во время закалки внутренних напряжений, снижают хрупкость и несколько поднимают показатели ударной вязкости.
Переход высокого отпуска исключается из режима только в том случае, когда заготовка проходит изотермическую закалку. В результате высокого отпуска сталь 65Г приобретает структуру сорбита, характерными особенностями которой являются мелкодисперсность структуры при сохранении изначально высоких показателей твёрдости, что полностью соответствует эксплуатационным требованиям.
Режимы закалки стали 65Г.
Для соблюдения тех характеристик, которые заданы техническими условиями на эксплуатацию деталей, при выборе режима закалки учитывают следующие составляющие:
- способ и оборудование для нагрева изделий до требуемых температур;
- установление нужного температурного диапазона закалки;
- выбор оптимального времени выдержки при данной температуре;
- выбор вида закалочной среды;
- технологию охлаждения детали после закалки.
Интенсивность нагревания предопределяет качество получаемой структуры. Для малолегированных сталей процесс ведут достаточно быстро, поскольку при этом минимизируется риск обезуглероживания материала, и, как следствие, потеря деталью своих прочностных параметров. Однако чересчур быстрый нагрев вызывает к жизни иные неприятности. В частности, для крупных деталей, с большими перепадами поперечных сечений это может вызвать неравномерное прогревание металла, с перспективой дальнейшего появления закалочных трещин, выкрашивания углов и кромок.
Для достижения максимальной степени равномерности нагрева сталь сначала подогревают в предварительных камерах термических печей до температур, несколько ниже закалочных – от 550 до 700 °С, и только потом деталь направляется непосредственно в закалочную печь. Быстрее всего нагрев осуществляется в расплавах солей, медленнее – в газовых печах, и ещё медленнее – в электрических печах. Именно поэтому поверхностная закалка изделий из стали 65Г в индукционных печах выполняется достаточно редко. Индуктор, как закалочный агрегат, используется лишь для изделий с малым поперечным сечением. При выборе вида нагревательного устройства важен также состав атмосферы, которая в нём создаётся. В частности, для термических печей, работающих на газе, стараются всемерно снижать длительность пребывания детали в печи, поскольку в противном случае происходит выгорание части углерода поверхностного слоя.
Исходя из нормируемой для стали 65Г температуры закалки в 800…820 °С, предельная величина обезуглероженного слоя не должна быть более 50…60 мкм.
Температурный диапазон закалочных температур может корректироваться в зависимости от конфигурации изделия. Например, если деталь имеет сложные очертания, малые габариты и изготовлена из листового металла, то оптимальной температурой будет нижняя граница указанного выше диапазона. Управляя температурой закалки (например, с помощью автоматических датчиков температуры), можно менять толщину закалённого слоя и величину зоны, которая прокалилась менее остальных. К подобным техническим решениям прибегают, когда различные части детали работают в разных эксплуатационных условиях.
Сталь 65Г не боится перегрева, однако при закалке по верхнему значению температурного диапазона ударная вязкость материала начинает уменьшаться, что сопровождается ростом зерён в микроструктуре.
Для снижения коробления деталей, которые имеют тонкие рёбра и перемычки, пользуются нагревом в соляных закалочных ваннах. Чаще применяют расплав хлористого натрия, а для раскисления в рабочий объём ванны добавляют буру или ферросилиций.
Выдержка при закалке изделий из стали 65Г при заданном температурном интервале происходит до тех пор, пока полностью не произойдёт перлитное превращение. Этот процесс зависит от размера поперечного сечения детали и способа нагрева. Охлаждение изделий после закалки производят не в воду, а в масло, это позволяет избежать возможной опасности растрескивания.
Технология последующего отпуска.
Как уже указывалось, для получения структуры сорбита изделия из стали 65Г подвергают только высокому отпуску при температурах 550…600 °С, с охлаждением на спокойном воздухе. Для особо ответственных деталей иногда проводят дополнительный низкий отпуск. Диапазон его температур — 160…200 °С, с последующим медленным охлаждением на воздухе. Такая технология позволяет избежать накапливания термических напряжений в изделии, и повышает его долговечность. Для отпуска можно применять не только пламенные, но и электрические печи, оснащённые устройствами для принудительной циркуляции воздуха. Время выдержки изделий в таких печах — от 110 до 160 мин (увеличенные нормативы времени соответствуют деталям сложной конфигурации и значительных поперечных сечений).
В качестве рабочих сред при закалке стали 65Г не рекомендуется использовать воду и водные растворы солей. Ускорение процесса охлаждения, которое вызывает вода, часто сопровождается неравномерностью прокаливания.
Итоговый контроль качества закалки состоит в оценке макро- и микроструктуры металла, а также в определении финишной твёрдости изделия. Поверхностная твёрдость продукции, изготовленной из стали 65Г, должна находиться в пределах 35…40 НRC после нормализации, и 40…45 НRC – после закалки с высоким отпуском.