Закалка стали 9хс режимы
Закалка стали 9хс режимы
«Если клинок понадобится тебе лишь раз,
ты должен носить его всю жизнь» Конфуций
Ножи и материалы для их изготовления .
17 лет работы.7000 товаров.20000 постоянных клиентов сделали более 2-х покупок.
В вашей корзине:
Ножи по рубрикам
Ножи по марке стали
Инструмент для заточки
Лента для гриндера VSM
Лента для гриндера БАЗ
Лента для гриндера 3M
Производители ножей Россия
Производители ножей зарубежные
Сталь 9ХС , описание свойств и режим закалки , термообработка
Сталь 9ХС , описание свойств и режим закалки , термообработка
| Марка: 9ХС ( заменители: сталь ХВГ, ХВСГ ) Класс: Сталь инструментальная легированная Вид поставки: сортовой прокат, в то числе фасонный: ГОСТ 5950-2000 , ГОСТ 2590-2006 , ГОСТ 2591-2006. Калиброванный пруток ГОСТ 5950-2000 , ГОСТ 7417-75 , ГОСТ 8559-75, ГОСТ 8560-78 . Щлифованный пруток и серебрянка ГОСТ 5950-2000 , ГОСТ 14955-77. Полоса ГОСТ 5950-2000 , ГОСТ 4405-75 . Поковки и кованные заготовки ГОСТ 5950-2000 , ГОСТ 1133-71 . Использование в промышленности: сверла, развертки, метчики, плашки, гребенки, фрезы, машинные штампели, клейма для холодных работ. Ответственные детали, материал которых должен обладать повышенной износостойкостью, усталостной прочностью при изгибе, кручении, контактном нагружении, а также упругими свойствами. |
| Свойства и полезная информация: |
| Термообработка: Состояние поставки Температура ковки: °С: начала 1180, конца 800. Сечения до 200 мм охлаждаются в колодце. Твердость материала: HB 10 -1 = 241 МПа Температура критических точек: Ac1 = 770 , Ac3(Acm) = 870 , Ar1 = 730 , Mn = 160 Свариваемость материала: не применяется для сварных конструкций. Обрабатываемость резанием: в горячекатанном состоянии при HB 221, К υ тв. спл=0,9 и Кυ б.ст=0,5 Флокеночувствительность: не чувствительна. Склонность к отпускной хрупкости: склонна. |
| Твердость стали 9ХС в зависимости от температуры отпуска | |
| Температура отпуска, °С | HRC ∂ |
| Закалка 840-860°С, масло | |
| 170-200 200-300 300-400 400-500 500-600 |
63-64 59-63 53-59 48-53 39-48 |
| Теплостойкость стали 9ХС | ||
| Температура °С | Время, ч | HRC ∂ |
| 150-160 240-250 |
1 1 |
63 59 |
| Механические свойства стали 9ХС при повышенных температурах | ||||||
| Температура испытаний, °С | σ0,2 (МПа) | σв(МПа) | δ5 (%) | ψ % | KCU (кДж / м2) | НВ |
| Состояние поставки | ||||||
| 20 200 400 600 700 |
445 320 330 170 83 |
790 710 620 200 98 |
26 22 32 52 58 |
54 48 63 77 77 |
39 88 98 — 147 |
243 218 213 172 — |
| Образец диаметром 10мм, длиной 50мм, прокатанный. Скорость деформирования 20мм/мин. Скорость деформации 0,007 1/с |
||||||
| 800 900 1000 1100 1200 |
110 65 42 20 15 |
130 74 46 31 20 |
26 41 52 54 83 |
68 95 — — 100 |
— — — — — |
— — — — — |
| Прокаливаемость стали 9ХС (Твердость, HRC ∂ ) |
||||||||
| Расстояние от торца, мм | ||||||||
| 5 | 10 | 15 | 20 | 25 | 30 | 40 | 50 | 60 |
| 63 | 56 | 36,5 | 32 | 30 | 28 | 26 | 25 | 24 |
| Термообрабока | Критический диаметр в масле, мм |
| Закалка | 15-50 |
| Физические свойства стали 9ХС | ||||||
| T (Град) | E 10- 5 (МПа) | a 10 6 (1/Град) | l (Вт/(м·град)) | r (кг/м3) | C (Дж/(кг·град)) | R 10 9 (Ом·м) |
| 20 | 1.9 | 7830 | 400 | |||
Расшифровка марки стали 9ХС: первая цифра говорит о том, что сталь содержит 0,9% углерода, а буквы Х и С о том что в данной марке имеется до 1,5% хрома и кремния, таким образом становится ясно, что это легированная сталь.
Инструмент из стали 9ХС и его термообработка: протяжки изготовляют из быстрорежущей стали и легированных сталей марок Х12М, ХВГ, X, ХГ и 9ХС.
Для уменьшения деформации протяжки обычно подвергают двум термическим обработкам: первой — после предварительной механической обработки и второй — после окончательной механической обработки.
Протяжки, изготовленные из рекомендованных марок сталей, обрабатывают в таком же порядке как и протяжки из стали Х12М, соответственно изменив температуры отжига и закалки.
Твёрдость режущей части протяжек из легированной стали Rc = 61-64, а передней части хвостовика Rc = 35-45.
Для всех марок стали при термической обработке протяжек следует выполнять следующие правила:
1. Протяжки при всех операциях (кроме правки) должны находиться в подвешенном состоянии.
2. Окончательный нагрев протяжек производить в соляных ваннах для малых размеров и в шахтных печах для больших. В случае отсутствия таковых и пользования горизонтальными печами нагрев производить на огнеупорных подставках, при этом протяжки, для обеспечения равномерного нагрева, необходимо периодически поворачивать вокруг своей оси.
3. Правку протяжек после закалки и отпуска производить в горячем состоянии.
4. Правку после очистки производить при подогреве сварочной горелкой до температуры отпуска.
5. При охлаждении во время закалки подвешенную протяжку перемещать вверх и вниз.
Напильники. Для изготовления напильников также применяется сталь 9ХС и кроме того углеродистая, легированная и малоуглеродистая стали с последующей цементацией.
Для закалки напильники нагревают в свинцовых и соляных ваннах и в камерных печах. Чтобы предохранить зубья напильника от обезуглероживания, применяют специальные обмазки, которые наносят на насечённую часть напильника. Эти обмазки содержат в себе науглероживающие и связывающие вещества.
Обмазанные напильники подсушивают возле печи и осторожно, чтобы не повредить обмазку, укладывают на огнеупорную подставку в печь. При нагреве в свинцовых ваннах надо обращать особое внимание на тщательное подсушивание напильников и медленное погружение их в ванну во избежание выплескивания свинца.
Предохранение от обезуглероживания обмазками имеет ряд отрицательных сторон:
1. Измельчение материалов, входящих в состав обмазки, и приготовление обмазки — очень трудоёмкие операции и требуют специального оборудования (мельниц, бегунов и пр.).
2. Обмазка при неосторожном обращении может частично обсыпаться и в этих местах зубья напильников не будут предохранены от обезуглероживания.
Значительно более простым и гарантирующим средством от обгорания зубьев является травление напильников в водном растворе кислот.
Состав раствора по объёму следующий: серной кислоты (концентрированной) 7%; азотной кислоты (концентрированной) 7%; воды 86%.
Напильники травят в растворе в течение 10-15 мин., затем сушат возле печи и нагревают под закалку. При нагреве следует придерживаться нижнего предела температур.
Напильники из легированной стали калят в масле; цементованные из углеродистых сталей — в воде (до полного охлаждения), а напильники из высокоуглеродистсй стали охлаждают в воде до 140-180° с последующей правкой в горячем состоянии и охлаждением на воздухе. Напильники при температуре 140-180° хорошо правятся деревянным молотком или в специальном приспособлении. Кроме того, медленное охлаждение напильников от температуры 140-180° уменьшает возможность возникновения трещин.
Охлаждать в воде следует только насечённую часть, а хвостовик замачивать после потемнения, чтобы он не принял закалку.
Напильники несимметричной формы следует перед закалкой изгибать в сторону, противоположную той, где образуется вогнутость, например, полукруглый напильник изгибается перед закалкой в сторону плоской грани. Цементованные напильники легко правятся в холодном состоянии. Отпуску напильники не подвергаются, а сразу же после закалки чистятся.
На заводах, имеющих соответствующее оборудование, очистку напильников производят на пескоструйных аппаратах. На заводах, где отсутствует специальное оборудование, очистку производят травлением в слабом растворе серной кислоты с последующим крацеванием проволочными щётками. После травления напильники промывают в проточной воде, высушивают и смазывают минеральным маслом, эмульсолом и пр. для предохранения от ржавчины.
Можно рекомендовать следующий способ предохранения напильниксв от ржавчины: тёртые белила, к которым подмешивают незначительное количество сажи, растворяют в бензине, и при частом помешивании раствора окунают в него напильники. При просушивании бензин быстро улетучивается и на напильниках остаётся слой светлосерой краски.
В случае, если хвостовик напильника окажется твёрдым, его после очистки отпускают в свинцовой ванне до твёрдости не выше Rc = 35.
Испытание напильников на остроту зуба производится следующим способом: стальной пластинкой, имеющей твёрдость не ниже Rc = 54, проводят плашмя по напильнику в направлении от носа к хвостовику. Пластинка должна прилипать к напильнику и иметь царапины. На напильнике не должно быть следов выкрашивания или смятия зубьев.
Проверку каждого напильника на твёрдость стальной пластинкой следует производить во время правки или выемки из воды. При таком методе контроля брак обнаруживается в самом начале его появления. Наличие трещин определяют ударом напильника о наковальню или металлическую плиту. При наличии трещин напильник издаёт глухой звук.
В случае, если в ряде напильников, особенно личных, после закалки одна сторона окажется мягкой, а другая твёрдой, причину брака следует искать в высокой твёрдости подкладки, на которой насекается напильник, так как при насечке зубья тупятся.
Для изготовления насадных и концевых фрез и спиральных свёрл применяют стали 85ХФ, 65Х, 6ХВ2С, ХГ, ХВ5, 9ХС, У8А и У10А.
Нагрев концевых фрез и свёрл для закалки лучше всего производить в соляных ваннах, а при их отсутствии в камерных печах.
Насадные фрезы закаливают полностью, а в концевых фрезах и спиральных свёрлах закаливают только рабочую часть. Хвостовую часть закалке не подвергают. Отпускают инструмент из углеродистой стали при температуре 220-260°, а из легированной стали при температуре 240-280°. Выдерживают в печи 20-60 мин. Требуемая твёрдость Rc = 56-58. Свёрла, режущие части которых затачивают напильником, отпускают при температуре 320-360°. Требуемая твёрдость Rc = 45-50.
Термообработка стали 9ХС
3. Термообработка стали 9ХС
Таблица. Температура критических точек
Таблица. Твердость стали 9ХС
| Состояние поставки, режим термообработки | HRC поверхности |
| Закалка 840-860 С, вода. Отпуск 170-200 С. | 63-64 |
| Закалка 840-860 С, вода. Отпуск 200-300 С. | 59-63 |
| Закалка 840-860 С, вода. Отпуск 300-400 С. | 53-59 |
| Закалка 840-860 С, вода. Отпуск 400-500 С. | 48-53 |
| Закалка 840-860 С, вода. Отпуск 500-600 С. | 39-48 |
Отжиг — вид термической обработки металлов и сплавов, главным образом сталей и чугунов, заключающийся в нагреве до определённой температуры, выдержке и последующем, обычно медленном, охлаждении. При отжиге осуществляются процессы возврата (отдыха металлов), рекристаллизации и гомогенизации.
Цели отжига — снижение твёрдости для повышения обрабатываемости, улучшение структуры и достижение большей однородности металла, снятие внутренних напряжений.
Отпуском называется нагрев закаленной стали до температур ниже критической точки Ас1 выдержка при этой температуре с последующим охлаждением (обычно на воздухе). Отпуск является окончательной термической обработкой. Целью отпуска является изменение строения и свойств закаленной стали: повышение вязкости и пластичности, уменьшение твердости, снижение внутренних напряжений.
С повышением температуры нагрева прочность обычно уменьшается, а удлинение, сужение, а также ударная вязкость растут.
Полный отжиг производят путем нагрева стали на 30—50° С выше критической точки Ас3, выдержкой при этой температуре и медленным охлаждением до 400—500° С со скоростью 200° С в час углеродистых сталей, 100° С в час для низколегированных сталей и 50° С в час для высоколегированных сталей.
Структура стали после отжига равновесная, устойчивая.
Доэвтектоидная сталь имеет структуру: феррит и перлит. Эвтектоидная сталь имеет структуру перлит, а заэвтектоидная — перлит и цементит.
Изотермический отжиг является разновидностью полного отжига. Он в основном применяется для легированных сталей. Экономически этот процесс очень выгоден, так как длительность обычного отжига 13—15 ч, а изотермического отжига 4—6 ч.
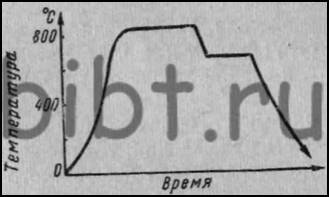

Рисунок 2. Схема изотермического отжига стали 9ХС
Процесс изотермического отжига заключается в следующем: деталь нагревают до температуры выше критической точки Ас3 на 30—50°С, выдерживают при этой температуре, после чего сравнительно быстро охлаждают до температуры 600—650° С. При этой температуре выдерживают, что необходимо для полного распада аустенита, после чего следует сравнительно быстрое охлаждение.
При всех видах отжига не допускается перегрев и пережог стали. Перегрев стали —брак исправимый: образовавшуюся крупнозернистую структуру при перегреве можно исправить повторным отжигом. Пережог стали —брак неисправимый, так как сильно окисленные границы кристаллических зерен теряют связь и деталь разрушается.
Мк стали 9ХС располагается ниже 0° С, мартенситное превращение при закалке протекает не полностью, и в стали остается до 6—8% остаточного аустенита, наличие которого приводит к деформации и снижает стойкость режущего инструмента. Поэтому инструмент несложной формы, у которого внутренние напряжения меньше, можно после закалки подвергать обработке холодом при температуре минус 55° С, учитывая, что сталь 9ХС очень чувствительна к стабилизации аустенита. Отпускают сталь 9ХС при температурах 180—200° С. Структура после термической обработки — мартенсит и карбиды, твердость HRC 61—64.
Расстояние от торца, мм / HRCэ
Теплостойкость, красностойкость стали 9ХС
Таблица. Механические свойства при повышенных температурах
Термообработка стали 9ХС
![]()
![]()
![]()
![]()


![]()

![]()
Таблица. Температура критических точек
| Критическая точка | °С |
| Ac1 Ac3 Ar1 Mn | 770 870 730 160 |
Таблица. Твердость стали 9ХС
| Состояние поставки, режим термообработки | HRC поверхности |
| Закалка 840-860 С, вода. Отпуск 170-200 С. | 63-64 |
| Закалка 840-860 С, вода. Отпуск 200-300 С. | 59-63 |
| Закалка 840-860 С, вода. Отпуск 300-400 С. | 53-59 |
| Закалка 840-860 С, вода. Отпуск 400-500 С. | 48-53 |
| Закалка 840-860 С, вода. Отпуск 500-600 С. | 39-48 |
Отжиг — вид термической обработки металлов и сплавов, главным образом сталей и чугунов, заключающийся в нагреве до определённой температуры, выдержке и последующем, обычно медленном, охлаждении. При отжиге осуществляются процессы возврата (отдыха металлов), рекристаллизации и гомогенизации.
Цели отжига — снижение твёрдости для повышения обрабатываемости, улучшение структуры и достижение большей однородности металла, снятие внутренних напряжений.
Отпуском называется нагрев закаленной стали до температур ниже критической точки Ас1 выдержка при этой температуре с последующим охлаждением (обычно на воздухе). Отпуск является окончательной термической обработкой. Целью отпуска является изменение строения и свойств закаленной стали: повышение вязкости и пластичности, уменьшение твердости, снижение внутренних напряжений.
С повышением температуры нагрева прочность обычно уменьшается, а удлинение, сужение, а также ударная вязкость растут.
Полный отжиг производят путем нагрева стали на 30—50° С выше критической точки Ас3, выдержкой при этой температуре и медленным охлаждением до 400—500° С со скоростью 200° С в час углеродистых сталей, 100° С в час для низколегированных сталей и 50° С в час для высоколегированных сталей.
Структура стали после отжига равновесная, устойчивая.
Доэвтектоидная сталь имеет структуру: феррит и перлит. Эвтектоидная сталь имеет структуру перлит, а заэвтектоидная — перлит и цементит.
Изотермический отжиг является разновидностью полного отжига. Он в основном применяется для легированных сталей. Экономически этот процесс очень выгоден, так как длительность обычного отжига 13—15 ч, а изотермического отжига 4—6 ч.


Рисунок 2. Схема изотермического отжига стали 9ХС
Процесс изотермического отжига заключается в следующем: деталь нагревают до температуры выше критической точки Ас3 на 30—50°С, выдерживают при этой температуре, после чего сравнительно быстро охлаждают до температуры 600—650° С. При этой температуре выдерживают, что необходимо для полного распада аустенита, после чего следует сравнительно быстрое охлаждение.
При всех видах отжига не допускается перегрев и пережог стали. Перегрев стали —брак исправимый: образовавшуюся крупнозернистую структуру при перегреве можно исправить повторным отжигом. Пережог стали —брак неисправимый, так как сильно окисленные границы кристаллических зерен теряют связь и деталь разрушается.
Мк стали 9ХС располагается ниже 0° С, мартенситное превращение при закалке протекает не полностью, и в стали остается до 6—8% остаточного аустенита, наличие которого приводит к деформации и снижает стойкость режущего инструмента. Поэтому инструмент несложной формы, у которого внутренние напряжения меньше, можно после закалки подвергать обработке холодом при температуре минус 55° С, учитывая, что сталь 9ХС очень чувствительна к стабилизации аустенита. Отпускают сталь 9ХС при температурах 180—200° С. Структура после термической обработки — мартенсит и карбиды, твердость HRC 61—64.
Таблица. Прокаливаемость стали 9ХС
Расстояние от торца, мм / HRCэ
| Термообработка | Крит.диам. в масле, мм |
| Закалка | 15-50 |
Теплостойкость, красностойкость стали 9ХС
Таблица. Механические свойства при повышенных температурах
Образец диаметром 10 мм, длиной 50 мм, прокатанный. Скорость деформирования 20 мм/мин.
Сталь 9ХС
В создании промышленных инструментов используется специализированный легированный сплав – сталь с маркировкой 9ХС. В создании этой смеси используются добавки, улучшающие основные показатели. Легирующие вещества улучшают технические и эксплуатационные характеристики изделий, производимых из неё.


- Характеристики
- Расшифровка маркировки
- Плюсы
- Минусы
- Химический состав
- Применение
- Термообработка
- Аналоги
- Отзывы о ножах из 9ХС
Характеристики
В стали марки 9ХС есть множество легирующих добавок, которые обеспечивают нужные характеристики и свойства. Кроме основных компонентов есть кремний, кальций, хром, углерод, сера, в общем 12 легирующих и дополнительных компонентов. Благодаря такому комплексу веществ, у стали есть такие основные характеристики:
- плотность (r) – 7830 кг/м3;
- твёрдость по Роквеллу (HRC) зависит от температуры отпуска – от 63-64 до 39-48 ∂;
- HB 10-1 = 241 МПа;
- температурные показатели ковки: от 1180 до 800 градусов.
Благодаря повышенной упругости, выраженной прочности, износоустойчивости и плотности, сталь такого типа считается оптимальным вариантом для создания режущих инструментов и составляющих этого типа.
Расшифровка маркировки
У каждого типа стали есть своя маркировка, в которой зашифрованы особенности состава. Маркировка стали 9ХС имеет такую расшифровку:
- цифра «9» показывает, что в составе сплава есть 0,9% углерода;
- буква «х» обозначает наличие в стали хрома;
- буква «с» указывает на то, что в состав добавлен кремний.
Наличие углерода обеспечивает повышенную вязкость вещества. Хром – универсальный компонент, он повышает возможности термического воздействия на сплав, делает его максимально прочным и устраняет риск возникновения коррозии.
Плюсы
У стали 9ХС есть преимущества, которые выделяют её на фоне других сплавов.
- Обладает уникальными техническими характеристиками, позволяющими использовать его в изготовлении прочных, упругих, износоустойчивых деталей с высоким коэффициентом сопротивления изгибам.
- В сплаве 9ХС карбиды всегда равномерно и правильно распределены по сечению, что повышает эксплуатационные качества готовой продукции, в частности, резьбовых элементов, созданных из него.
- Обладает высокой степенью устойчивости к механическим повреждениям и образованию трещин.
- После отжига приобретает ещё одно неоспоримое преимущество – повышенную твёрдость и податливость прокаливанию.
- Обладает высокой термической устойчивостью.
- Сплав устойчив к образованию флокенов во время отделки.
Благодаря таким преимуществам сталь 9ХС является востребованным и практичным инструментальным сплавом.
Минусы
Есть и недостатки у этого сплава, которые, тоже нужно учитывать в производстве инструментов и режущих изделий.
- Специфические требования в термической обработке.
- Не подходит для выполнения сварочных работ.
- При обработке требуется строгое соблюдение температурного режима.
- Осложнённая механическая обработка.
Работать со сплавом 9ХС необходимо только высококвалифицированным специалистам, так как существует условия и нюансы, которые необходимо соблюсти.


Химический состав
В создании стали 9ХС используется 13 веществ, комбинация которых в правильном количестве даёт в результате качественно лучшие физические, механические и эксплуатационные характеристики.
Вот компоненты, которые входят в состав стали 9ХС:
- железо (Fe) – 94%;
- кремний (Si) – до 1,6%, но не менее 0,9%;
- хром (Cr) – до 1,25%, но не меньше 0,95%;
- углерод (C) – 0,9%;
- марганец (Mn) – до 0,6%;
- никель (Ni) – 0,35%;
- медь (Cu) – 0,3%;
- молибден (Mo) – 0,2%;
- вольфрам (W) – 0,2%;
- ванадий (V) – 0,15%;
- сера (S) – 0,03%
- фосфор (P) – 0,03%;
- титан (Ti) – меньше 0,03%.
Применение
Широко применяется в промышленности, она используется для создания таких изделий:
- ножи;
- клинки для ножей и прочие режущие инструменты;
- свёрла разных диаметров и назначений;
- фрезы для промышленного и бытового оборудования;
- клейма, которые задействуются в работах холодного типа;
- детали для оборудования.
Применять сталь можно в других сферах, если технические и эксплуатационные характеристики соответствуют требованиям к производимой продукции.


Термообработка
Есть строгие требования к термической обработке, которые нужно соблюдать.
- Есть потребность проведения анализа структуры (металлографию) и рентген структуры.
- На этом этапе осуществляется контроль твёрдости сплава.
- Необходимо поддерживать рекомендованную температуру.
Аналоги
Существуют виды сплавов, которые обладают аналогичными свойствами и могут применяться для таких же целей:
- отечественные заменители – марка ХВГ и ХВСГ;
- зарубежные аналоги – марка WNr, 90CrSi5, DIN.
Отзывы о ножах из 9ХС
Для нужд пищевой промышленности, охоты, туризма и других видов деятельности, часто используются ножи, созданные из стали 9ХС. Впечатления об эксплуатации преимущественно положительные. Пользователи отмечают сложности в заточке и возможность появления зазубрин. В целом, обладатели ножей 9ХС довольны и отмечают высокую прочность изделий, длительное сохранение первоначальной остроты после затачивания.
Структурные превращения при термической обработке.
Сталь подвергаем неполной закалке при этом её нагреваем до образования аустенита и цементита вторичного. Далее выдерживаем при данной температуре (840 ºС) для получения однородного аустенита.
Последующее охлаждение в масле со скоростью большей, чем Vкрит (меньшая скорость охлаждения, при которой аустенит превращается в мартенсит ), обеспечивает получение мелкозернистого мартенсита.
Рассмотрим превращение в масле, происходящее в стали 9ХС, при нагреве исходной равновесной структуры Ф+Ц. На практике при обычных скоростях нагрева (электропечи) под закалку перлит сохраняет своё пластинчатое или зернистое строение до температуры Ac1 (770 ºС для стали 9ХС). При температуре Ac1 в стали происходит превращение перлита в аустенит. Кристаллы (зёрна) аустенита зарождаются в основном на границах фаз феррита и цементита. Образование зёрен аустенита происходит с большей скоростью, чем растворения цементита перлита, поэтому необходима выдержка стали при температуре закалки для полного растворения цементита и получения гомогенного аустенита.
Изменения структуры стали при закалке в масло.
При непрерывном охлаждении в стали с Vохлажд > Vкрит аустенит превращается в мартенсит. Мартенситное превращение развивается в стали с высокой скоростью ( 1000-7000 м/с) в интервале температур Мн…Мк. При этом необходимо учитывать, что с увеличением содержания углерода в стали температуры Мн и Мк понижаются ( точки Мн и Мк изменяют своё положение на графике ). Введение легирующих элементов также изменяет положение точек Мн и Мк . Например, введение кремния и хрома их повышает. В результате закалки стали 9ХС её структура имеет
кроме мартенсита и некоторое количество остаточного аустенита ( 6-8 % ).
Образование в результате закалки мартенсита приводит к большим остаточным напряжениям, повышению твердости, прочности, однако при этом возрастает склонность к хрупкому разрушению, что требует проведения дополнительно последующего отпуска.
Отпуск – это нагрев закалённых сталей до температур, не превышающих Ac1
При отпуске происходит несколько процессов. Основной — распад мартенсита, состоящий в выделении углерода в виде карбидов. Кроме того, распадается остаточный аустенит, совершаются карбидное превращение и коагуляция карбидов, уменьшаются несовершенства кристаллического строения твёрдого раствора и остаточные напряжения.
Рассмотрим превращения в закаленной стали при отпуске. Первое превращение при отпуске развивается в диапазоне 80. 200ºС и приводит к формированию структуры отпущенного мартенсита. В результате этого уменьшается удельный объем мартенсита, снижаются остаточные напряжения. Второе превращение при отпуске развивается в интервале температур 200. 260 о С и состоит из следующих этапов:
1) превращение остаточного аустенита в отпущенный мартенсит;
2) распад отпущенного мартенсита
3) снижение остаточных напряжений;
4) некоторое увеличение объема, связанное с переходом А ост
Третье превращение при отпуске развивается в интервале 300. 400ºС . При этом заканчивается распад отпущенного мартенсита и процесс карбидообразования. Формируется феррито-карбидная смесь, существенно снижаются остаточные напряжения.
Структуру стали после низкого отпуска (до 250 С) называют отпущенным мартенситом; структуру стали после среднего отпуска 350. 500ºС – трооститом отпуска; после высокого отпуска 500. 600 ºС – сорбитом отпуска.
В стали 9ХC после неполной закалки в масле и низкого отпуска при 170ºС образуется структура отпущенного мартенсита.
Сталь 9ХС. Основные данные.
ГОСТ 5950-73. Инструментальные легированные стали.
Назначение: сверла, развертки, метчики, плашки, гребенки, фрезы, машинные штампели, клейма для холодных работ. Ответственные детали, материал которых должен обладать повышенной износостойкостью, усталостной прочностью при изгибе, кручении, контактном нагружении, а также упругими свойствами.
Сталь 9ХС — характеристики, расшифровка, применение


На сегодняшний день в металлургии встречается огромное количество инструментальных сталей различных марок. Их распространение связано с уникальными эксплуатационными качествами, некоторых из которых достигаются путем легирования состава различными химическими веществами. Инструментальные стали применяются для производства инструментов, а также ответственных деталей, которые на момент эксплуатации подвергаются повышенному износу. Рассмотрим подробнее сталь 9хс: характеристики, применение и расшифровку маркировки.
Расшифровка маркировки
Для маркировки сталей и других материалов разрабатываются определенные стандарты, применение которых позволяет упростить процесс определения химического состава. Расшифровка данной стали проводится следующим образом:

- Как ранее было отмечено, сталь была легирована для изменения некоторых эксплуатационных характеристик. В качестве легирующих материалов использовались хром и кремний, которых не более 1,5%.
Кроме вышеприведенных элементов, в составе присутствуют и многие другие, которые являются неотъемлемой частью сталей.

Аналоги
Зарубежными аналогами являются:
- DIN
- WNr
- 150Cr14
- 90CrSi
- 90CrSi5
Изготовленные из этой стали клинки хорошо себя зарекомендовали на рыбалке, охоте и сборе грибов. Их можно применять во время туристических вылазок. В отличие от более популярных марок ножи, произведенные из 9хс методом ковки, более надежны и хорошо переносят агрессивные условия окружающей среды.
Характеристики стали 9хс
Главным преимуществом стали 9хс является ее высокая упругость, позволяющая изготавливать из нее практически любое изделие. Кроме того, она отличается высочайшей прочностью и неприхотлива в содержании, что делает ножи из стали 9хс незаменимыми в условиях похода или охоты.
Немаловажна и ее износостойкость. Изделия из 9хс практически не подвержены коррозии, независимо от окружающих условий. Несмотря на упругость 9хс обладает более чем достойными показателями твёрдости по Роквелллу, HRC = 63, далеко не каждая сталь может похвастаться такими цифрами.
Cталь 9хс плюсы и минусы:
Как и любая другая сталь 9ХС имеет положительные и отрицательные стороны, рассмотрим их подробнее.
- Антикоррозийная сталь, любители длительного нахождения в дикой природе не смогут не оценить, такое простое, но безусловно полезное качество.
- Твёрдость в 63 единицы говорит сама за себя, нож без проблем справится с любыми работами в походном лагере и резом по древесине и кости.
- Лёгкий и хорошо контролируемый рез по любому материалу. Устойчивость к износу, упругость и сопротивление изгибам.
- Клинки из 9ХС изготавливаются только методом ручной ковки. Так что если вы покупаете нож из данной стали можете быть уверены что он КОВАННЫЙ.
Разумеется, минусы мы тоже не обойдём стороной они, они есть у всех сталей.
- Своеобразный внешний вид. Особенности ковки данной стали делают внешний вид ножа не самым «товарным».
- Особенности производства влияют не только на внешний вид, но и на цену. Сталь не является примиальной, но и дешёвой её назвать тоже не выйдет.
- Капризная в обработке сталь – не рекомендуется покупать у кустарей, возможны нарушения технологического процесса.
- Надежный и неприхотливый инструмент, не подверженный коррозии и обладающей огромным запасом прочности.
- Режущая часть ножа подводится спусками, выведенными к нулю, а ближайшей аналогией такой заточки является опасная бритва.
- Все ножи из 9хс изготавливаются вручную.
Преимущества марки 9хс
Когда стоит задача изготовить режущие элементы или их составные части, то специалисты чаще всего делают выбор в пользу инструментальной стали марки 9хс. Такое решение обусловлено целым рядом причин.

- Заготовки из этой стали, которые используются для изготовления инструментов и ножей , отличаются высокой стойкостью к образованию трещин.
- Характерной особенностью этой стали является повышенная твердость в отожженном состоянии. Также она без каких-либо сложностей поддается прокаливанию и наряду с этим отличается хорошей теплостойкостью. Это же характерно и для ножей.

Особенности материала
В качестве главной легирующей присадки в такой стали используется хром. Его количество колеблется в пределах 0,95-1,25%. Хром делает сталь твердой и прочной. К тому же, он защищает железо от коррозии. Похожим эффектом обладает и кремний. Количество этого вещества в 9хс достигает 1%. Кремний увеличивает порог прочности, снижая уровень вязкости и пластичности.
Минусы стали заключаются в том, что она не подходит для сварных конструкций. Единственно возможный способ использования сварки для такого сплава – контактный. Также важно использовать сталь этой марки в обычных температурных режимах. При высоких температурах она теряет свои качества.
Плюсы марки:
- Более равномерное распределение карбидов по сечению. Что дает важное преимущества этой марки при изготовлении из нее режущих предметов.
- Сталь практически не поражается внутренними дефектами. Которые могут привести к поломкам ножа и снижению важных качеств лезвия.
- Повышенная твердость в отожженном состоянии.
При термической обработки стали очень важен контроль температуры. Именно поэтому вся работа с металлом проводится в электрических печах с автоматизированной регулировкой температурных показателей.
После всех необходимых работ к изделию применяют структурный металлографический контроль и анализ с помощью рентгена. Хоть в стали марки 9хс флокены практически не появляются, важно проверить ее структуру на качество. После такой проверки можно быть уверенным, что стальной клинок прослужит верой и правдой долгое время.
Закалка и заточка
- Одним из главных недостатков этой стали является сложность соблюдения температурного режима при работе с ней. Сталь очень капризная и требует к себе особого подхода. Техническая закалка изделия – важный этап производства ножей. Если нож перегреть, он станет хрупким. А при недогреве – станет быстро тупиться. Держаться «золотой середины» — важное условие при работе с этой статью.
Накаливание клинка должно проводиться не очень жестко. Хороший мастер проведет неполную закалку, а частичную. Лезвие нужно подвергнуть большему нагреву, чем обух.
- Заточка готового клинка не менее важная часть при изготовлении ножа, чем его закалка. Для этой стали подходят два варианта заточки:
- Под 00. Заточка с помощью торца заточного круга до достижения HRC 62 – 64. Это самые максимальные показатели для металлических ножей. После чего они найдут свое применение там, где важна идеальная заточка.
- Под 450. Этот вид заточек применяется для силовых клинков. С помощью которых можно нарубить веток, вскрыть консервы и т.п. После такой заточки клинки быстро тупятся, но зато пригодны для более сурового использования. Ножи с такой заточкой считаются туристическими и хорошо помогают в условиях дикой природы.
![]()

Преимущества ножей из 9хс
Многие люди выбирают ножи из этой стали потому что они производятся не штамповкой, а с помощью настоящего ручного труда. Кузнецы, работающие с этой сталью, отмечают ее непокорность. Но если им удается ее обуздать, то она становится лучшим решением для изготовления ножей. И можно быть уверенным, что пропитанная живой энергетикой и силой эта сталь поможет создать эксклюзивный и неповторимый нож. Который можно использовать в быту или вручить в качестве подарка.
Эта углеродистая легированная сталь обладает великолепной прочностью и способностью долго держать заточку. При покупке ножей из отдавайте предпочтение ведущим производителям. Так можно быть уверенным, что над ними работали настоящие кузнецы. Профессиональное оборудование и опыт в кузнечном деле поможет создать не просто нож, а настоящий шедевр.
Несмотря на трудности обработки, сталь 9хс является отличным материалом для создания высококачественного изделия. Благодаря своим великолепным качествам эта легирующая сталь превосходит все аналоги. И нашли применение во многих сферах жизнедеятельности. Все, кто имел дело с ножами из этого материала отмечают их отличные эксплуатационные качества и характеристики.
Сферы применения
Из инструментальной стали 9ХС изготавливается следующее:
- сверла, используемые для сверления мягких материалов (древесины), так как металл реагирует на перегрев и высокую скорость вращения;
- развертки – режущий инструмент, которым обрабатывают отверстия после сверления;
- метчики, используемые для нарезки внутренней резьбы;
- ударные клейма, применяемые для штамповки готовой продукции.
Из этого металла делают ножи, которые могут эксплуатироваться не только в бытовых, но и в походных условиях. Уникальные характеристики материала позволяют резать древесину и даже металл. К основным преимуществам ножей, изготовленных с применением стали 9ХС, относятся следующие качества:
- упругость и устойчивость к изгибам;
- продолжительное сохранение качества заточки;
- повышенный порог твердости;
- устойчивость к высоким показателям температуры и влажности.
9ХС – это легированная сталь, обладающая высокими прочностными характеристиками. Ножи долго держат заточку, поэтому нанесенная на них маркировка «9ХС» гарантирует высокое качество продукции и длительный срок ее эксплуатации. К тому же такие ножи производятся вручную методом ковки.
Заменить данную марку можно как российскими, так и зарубежными аналогами. К первым относятся ХВГ и ХВСГ. Среди зарубежных сплавов аналогичными характеристиками обладают следующие марки:
- DIN;
- WNr;
- 150Cr14;
- 90CrSi;
- 90CrSiS.
Термообработка материала и его применение
Процедура термообработки этой стали для изготовления ножей осуществляется в электрических печах, имеющих герметичный кожух, снабженных автоматической регулировкой температуры нагрева и контролируемой атмосферы. При этом на стадиях термообработки должно осуществляться следующее:

- металлографический контроль структуры материалов, а также магнитной проницаемости его основных составляющих;
- рентгенанализ наличия в структуре материала внутренних пороков;
- постоянная проверка твердости.

Для задач дальнейшей эксплуатации сталь этой марки выпускается в форме листов, различающихся между собой толщиной и длиной, а также кругов.
Использование стали
Для производства изделий используется современное оборудование, а заготовки, подвергаемые обработке, могут быть самых разных видов. Из стали этой марки могут изготавливаться:
- ножи специального применения;
- детали, используемые в составе механизмов, применяемых для работы по резке и измерению.
Заключение
Для изготовления ножей и инструментов используется не обычная, а специальная инструментальная сталь. Инструменты для резки и измерительных работ создаются при помощи инструментальной стали 9хс. Она обладает целым рядом положительных качеств и при этом минимумом недостатков, что подтверждают отзывы. Это делает материал распространенным. Его активно применяют многие металлургические предприятия для изготовления инструментов и компонентов для оборудования металлургии.