Электроискровое напыление своими руками
Электроискровое напыление своими руками
Технология электроискровой обработки металла
Электроискровая обработка металлов отличается высокой точностью и производительностью. Что это такое и как ее реализовать самостоятельно — далее.

Промышленная обработка металлов включает в себя несколько десятков способов и методов изменения формы, объема и, даже молекулярной структуры материала. Электроискровая обработка металлов — одна из распространенных технологий работы с металлом, отличающаяся высокой точностью и производительностью. При помощи электроискровых станков можно:
- резать металл;
- сверлить отверстия микроскопического диаметра;
- наращивать дефектные области деталей;
- производить ювелирные работы с драгоценными металлами;
- упрочнять поверхность изделий;
- шлифовать изделия самой сложной формы;
- извлекать застрявшие сломанные сверла и резцы.
На базе электроискрового метода обработки металлов создано немало станков промышленного назначения. Это высокоточная и дорогая техника, которую могут позволить себе купить только крупные предприятия, специализирующиеся на металлообработке.

Но иногда электроискровые станки требуются и в мастерских или цехах, где их услуги требуются время от времени. Для этого можно купить промышленное устройство с несколько ограниченными возможностями (функционал в пределах самых востребованных операций), или построить самодельный электроискровой станок. Это вполне возможно даже в домашних условиях, не говоря уже о предприятиях, в составе которых есть токарные и электромеханические цеха или участки.
Принцип работы электроискрового станка
Базируется обработка металлов электроискровым способом на свойстве электрического тока переносить вещество при пробое. При высоком напряжении и силе постоянного тока (1-60 А) анод (положительно заряженный электрод) нагревается до высокой температуры в пределах 10-15 тысяч градусов Цельсия, расплавляется, ионизируется и устремляется к катоду. Там, в силу электрических взаимодействий он осаживается.
Чтобы в процессе работы не возникала полноценная электрическая дуга, электроды сближаются только на короткие мгновения, длящиеся доли секунда. За это время возникает искра, разрушающая анод и наращивающая катод. Обрабатываемый участок подвергается нагреву и воздействию электротока на протяжении миллисекунд, при этом соседние области и лежащий ниже слой не успевают прогреться и структура их не нарушается. Проблема пограничных состояний не возникает в принципе.
Если требуется резка или сверление — катодом служит рабочий инструмент, а анодом — обрабатываемая деталь. При наращивании, укреплении поверхности или восстановлении формы детали, они меняются местами. Для этих видов обработки созданы специальные станки, каждый из которых выполняет свои операции.


Инструментом в установках электроэрозионного действия служат латунные или медно-графитные электроды, хорошо проводящие ток и недорогие в изготовлении. С их помощью можно резать и сверлить самые твердые сплавы. Чтобы металл катода не оседал на электроде и не увеличивал его размера, процесс происходит в жидкой среде — жидкость охлаждает капли расплава, и он не может осесть на электроде, даже если и достигает его. Вязкость жидкости определяет скорость движения материальных частиц, и они не успевают за током. Металл оседает в ванне в виде осадка и не мешает дальнейшему прохождению тока.
При наращивании поверхности деталей или укреплении, металл с анода переносится на катод. В этом случае на вибрационной установке закрепляется положительный электрод, служащий донором металла, а деталь присоединяется к отрицательному полюсу. Вода или масло в этом процессе не используются, все происходит в воздухе.
Технологические показатели
Такой широкий диапазон регулировок показывает, что электроискровая обработка металла может использоваться в различных областях, как для производства крупных серий деталей, так и для разовых работ, включая ювелирные.
Особенностью применения электроискровых установок можно считать возможность укрепления деталей различной конфигурации. На поверхность заготовки наноситься тончайший слой более прочного сплава или металла без нагрева основания на большую глубину. Это позволяет сохранить структуру металла базового изделия и значительно изменить свойства его поверхности. В некоторых случаях требуется вязкость основания и высокая твердость поверхности, или в обратном порядке. Решить эту задачу может только электроискровой станок.
Схема электроискрового станка
- источником постоянного тока;
- конденсатором;
- вибратором;
- переключателем режимов.
Конструкция, работающая в электроискровом режиме, может отличаться рядом характеристик, допускающих работу с тем или иным материалом, но общие принципы построения рабочей схемы одинаковы.
Батарея конденсаторов согласована с механическим движением электрода, разряд происходит в момент максимального сближения рабочих поверхностей. Релаксационные генераторы импульсов определяют максимальный заряд конденсатора при максимальной амплитуде отклонения от точки сближения. После искрового разряда конденсатор успевает зарядиться в полном объеме.
Отличие электроискровой эрозии от дуговой сварки и резки
Электроискровой станок своими руками
Одной из главных деталей электроискровой установки, которую можно реализовать своими руками, конечно, при соблюдении всех правил техники безопасности, приведена ниже. Следует отметить, что это только одна из многих схем, которые можно использовать в конструкции станка.

Рабочий стол станка должен быть оборудован системой удаления окислов (непрерывной подачей масла или керосина). Они снижают вероятность отложения оксидной пленки на поверхности детали и, в результате, прекращения искрообразования. Для пробоя необходим надежный электрический контакт. Как основной вариант можно использовать ванночку, заполненную жидкостью.
Все токопроводящие детали и кабели должны быть качественно и надежно изолированы, сама установка заземлена. Посмотреть, как работают бытовые самодельные установки можно на видео:
Следует отметить, что самодельные станки никогда не сравняются по возможностям с промышленными, например серией АРТА. Для производства кустарных изделий или использования в качестве одного из видов хобби, они, может быть и пригодны, но для работы в мастерской или слесарном цехе не «дотягивают». Не говоря уже о том, что сложность электрической схемы и необходимость точного согласования кинематики и разряда конденсатора делают их очень сложными в регулировке.
Электрокарандаш по металлу своими руками
Это видео посвящено интересному устройству, которое названо автором “самодельная электрическая чертилка”. Электрокарандаш по металлу предназначен для нанесения надписей и рисунков на токопроводящих материалах. Для его питания нужно всего 12 вольт. Другая особенность данного карандаша в том, что это конструкция имеет автоматический прерыватель с подвижным электродом. По сути это устройство является давно известным электроискровым карандашом. Его не так сложно изготовить своими руками, не имея для этого сложного оборудования.
Рассмотрим конструкцию. Главным образом она состоит из электрического реле на 12 вольт. К реле прихвачена гайка, в которую, в свою очередь, вкручивается металлическая трубка с обжимкой. Внутри трубки находятся цилиндр, шток, вольфрамовый электрод. Этот электрод применяется для сварки в среде аргона.
Необычные дешевые инструменты в этом китайском магазине.
Как работает электрокарандаш. К одному из выходов электрического реле подсоединяем минус. К второму выходу нужно припаять корпус реле. Необходимо сделать так, чтобы вольфрамовый электрод соприкасался с корпусом.
В реле установлена пружинка. После вытягивания она возвращает всю конструкцию обратно. Ход равен одному-двум миллиметрам. После подключения плюса к заготовке, для начала работы электрической чертилки необходимо коснуться вольфрамовым электродом заготовки. Тем самым замыкается цепь, втягивается электрическое реле, которое влечет за собой и вольфрамовый электрод. После размыкания цепи происходит электродуга. Это происходит быстро, с большой частотой, что повышает качество рисунка.
Рекомендуется сначала нанести рисунок на поверхность простым карандашом. Это необходимо для того чтобы увеличить точность работает.
Далее: Опасный электрический карандаш на 220 вольт
Данное устройство на 220 вольт отличается от предыдущей модификации своей опасностью. Его применение не только опасно, но и не оправдано, так как вполне эффективны электроискровые карандаши с тем же принципом действия, но с понижающим трансформатором с выходным напряжением на 12-20 вольт.
Для наглядности приведем здесь видео с данным устройством. Обратите внимание, что даже сам автор едва не касается незащищенной рукой металлических частей предмета, к которому подведен ток с опасным напряжением 220 вольт. Если делать свою конструкцию такого электроискрового карандаша, то следует обязательно включить в цепь понижающий трансформатор и довести его до напряжения 12-20 вольт. Скачайте разработку такого устройства с трансформатором из №11 журнала Радио, 1971 год.
Как известно, стержень карандаша состоит из графита. Графит, пропускает ток. Это свойство можно применить для для рисования на любых токопроводящих поверхностях под электрическим током. Рисунок получается очень качественный и его невозможно удалить простыми способами.
Для эксперимента потребуется простой карандаш, два кусочка провода, на конце которого находится крокодильчик, кусок провода с вилкой, простая лампочка с патроном, резиновые перчатки, любая поверхность из металла, на которую будет выполнен рисунок.
Для того, чтобы превратить простой карандаш в электрический, нам потребуется на другом его конце подсоединить провод к графитовому стержню. Для этого нужно снять ластик и просверлить его по центру. Далее пропускаем провод через отверстие в ластике, вставляем ластик с проводом обратно. Провод, который идет от карандаша подсоединяем к одному выводу лампочки. Провод от вилки подсоединяем к другому выводу лампочки. Провод, на который крепится крокодил, подсоединяем к другому проводу вилки. Теперь можно цеплять крокодил к нашей металлической заготовке и наносить рисунок карандашом.
Чтобы не испортить заготовку, можно нанести рисунок сначала простым карандашом, а потом уже работать электрическим. Не следует забывать о безопасности, надевать резиновые перчатки. Внимание! Применение выше описанного устройства на 220 вольт опасно! Используйте схемы с безопасным напряжением и током.
В заключение для полной картины приведем промышленный образец электроискрового инструмента для гравировки
Электроискровой станок своими руками
Для изменения формы размеров заготовки из металла можно использовать электроэрозионный метод обработки. Он используется на протяжении многих лет в различных отраслях промышленности, характеризуется высокой точностью, но малой производительностью. Для применения данного метода обработки следует использовать специальный электроискровой станок, который можно приобрести или сделать своими руками. Самодельный вариант исполнения можно использовать в быту при мелкосерийном производстве. Его стоимость изготовления своими руками будет ниже, чем покупка промышленного варианта исполнения. Поэтому рассмотрим подробнее то, как можно сделать рассматриваемый электроискровой станок своими руками, что для этого понадобиться и в каких случаях он сможет использоваться.

Принцип рассматриваемого метода обработки
Особенностью обработки электроискровой установкой можно назвать то, что испарение металла происходит из-за воздействия определенного заряда на поверхность заготовки. Примером подобного воздействия можно назвать замыкание конденсатора на металлической пластинке – образуется лунка определенных размеров. Электроэрозионный разряд создает высокую температуру, которая просто испаряет металл с поверхности. Стоит отметить, что станок из этой группы уже используется на протяжении последних 50 лет в различных сферах промышленности. Главным условием использования подобного электроискрового станка можно назвать то, что заготовка должна быть изготовлена из определенного металла. При этом учитывается не степень обрабатываемости, а электропроводящие свойства.
Основной элемент конструкции
Электроэрозионный станок имеет искровой генератор, который выступает в качестве конденсатора. Для обработки следует использовать накопительный элемент большой емкости. Принцип обработки заключается в накоплении энергии в течение длительного времени, а затем ее выброс в течение короткого промежутка времени. По этому принципу работает также устройство лазерной установки: уменьшение промежутка времени выброса энергии приводит к увеличению плотности тока, а значит существенно повышается температура.

Электрическая схема электроискровой установки
Принцип работы генератора, который установлен на электроэрозионный станок, заключается в следующем:
- диодный мост проводит выпрямление промышленного тока напряжением 220 или 380 Вольт;
- установленная лампа ограничивает тока короткого замыкания и защиты диодного моста;
- чем выше показатель нагрузки, тем быстрее проходит зарядка электроискрового станка;
- после того как зарядка закончится, лампа погаснет;
- зарядив установленный накопитель можно поднести электрод к обрабатываемой заготовке;
- после того как проводится размыкание цепи, конденсатор снова начинает заряжаться;
- время зарядки установленного накопительного элемента зависит от его емкости. Как правило, временной промежуток от 0,5 до 1 секунды;
- на момент разряда сила тока достигает несколько тысяч ампер;
- провод от конденсатора к электроду должен иметь большое поперечное сечение, около 10 квадратных миллиметров. При этом провод должен быть изготовлен исключительно из меди.
Частота генерации при подводе электрода электроискрового станка составляет 1 Гц.
Конструкция электроискрового станка
Есть схемы, реализовать которые достаточно сложно. Рассматриваемая схема может быть реализована своими руками. Детали для устанавливаемого генератора не в дефиците, их можно приобрести в специализированном магазине. Конденсаторы также имеют большое распространение, как и диодный мост. При этом, создавая самодельный электроискровой станок, следует учесть нижеприведенные моменты:
- на конденсаторе указываемое напряжение не должно быть менее 320 Вольт;
- количество накопителей энергии и их емкость выбираются с учетом того, что общая емкость должна составлять 1000 мкФ. Соединение всех конденсаторов должно проводится параллельно. Стоит учитывать, что мощность самодельного варианта исполнения увеличивается в случае необходимости получения более сильного искрового удара;
- лампу устанавливают в фарфоровый патрон. Следует защитить лампу от падения, устанавливается автомат защиты с силой токи от 2 до 6 Ампер;
- автомат используется для включения цепи;
- электроды должны иметь прочные зажимы;
- для минусового провода используется винтовой зажим;
- Плюсовой провод имеет зажим с медного электрода и штатив для направления.
Самодельный проволочный вариант исполнения имеет относительно небольшие габаритные размеры.

Самодельный электроискровой станок
Основные элементы схемы электроискрового оборудования
Схема представлена нижеприведенными элементами:
- электрод;
- винт зажима, используемый для фиксации плюсового провода и электрода;
- втулка для направления;
- корпус, изготавливаемый из фторопласта;
- отверстие, используемое для подачи масла;
- штатив.
Корпус, который используется для соединения всех элементов, вытачивается их фторопласта. В качестве втулки используется заземляющий штырь, в котором вдоль оси вытачивается отверстие с резьбой для крепления электрода. Все элементы конструкции крепятся на штатив, который изготавливается с возможностью изменения высоты. Также создается отверстие, через которое подается масло.

Схема электроискрового станка
Зачастую резка проводится при использовании устройства, которое питается от пускателя с катушкой, подключаемой к напряжению 220В. Шток пускателя может иметь ход 10 миллиметров. Обмотку пускателя подключают параллельно лампе. Именно поэтому на момент зарядки конденсаторов лампа горит, а после завершения этого процесса – она гаснет. После того, как шток был опущен, происходит искровой заряд.
Принцип проведения электроэрозионной обработки металла своими руками
Сделать крупную деталь простой формы из металла легко. Для этого можно применять станки или ручные электроинструменты. Если нужно получить деталь небольшого размера, сложной формы, с максимальной точностью, необходимо задействовать специализированное оборудование. Электроэрозионная обработка металла позволяет обрабатывать разные материалы, придавая им необычную форму.
 Электроэрозионная обработка металла
Электроэрозионная обработка металла
Назначение процедуры
Электроэрозионная обработка металлов применяется в разных сферах деятельности. С помощью этого метода можно выполнить:
- прошивку, упрочнение;
- напыление, гравировку;
- наращивание поверхностей;
- восстановление конфигураций;
- тонкое шлифование;
При проведении работ используется только постоянный ток.
Физические основы
- Если длительность электрического импульса будет кратковременной, повысится износ анода. Если продолжительность импульса будет длительной, повысится износ катода.
- Чтобы увеличить долговечность рабочей части оборудования, на нее подаются униполярные импульсы.
- Разряды подаются периодично через короткие импульсы.
- Один электрод сама деталь, второй — электрод-инструмент.
Для стабильной работы оборудование подключают к отрицательным и положительным клеммам генератора переменного тока.

Электроэрозионная обработка металлов бывает нескольких видов, но принцип ее проведения остается одинаковым — на металлические поверхности воздействуют электрические импульсы.
Электроискровая
Проводится после погружения детали в жидкий изолятор, который является диэлектриком. При подаче напряжения металлические поверхности нагреваются в выбранных точках. Благодаря этому материал плавится, испаряется. Таким образом можно получить углубления или отверстия.
Электроимпульсная
Подходит для жаропрочных сплавов, коррозионностойких металлов. Чаще применяется при работе с турбинными лопатками, штампами, фасонными отверстиями. При проведении работ на металлические поверхности воздействуют импульсы большой длительности.
Анодно-механическая
Проводится в жидкой среде. После подачи тока металл покрывается тонкой пленкой, которая защищает его от окисления. Пленка счищается щеткой по металлу.

Электроконтактная
С помощью электрода-инструмента металлические поверхности нагреваются в выбранных местах. Для нагревания применяются импульсные дуговые разряды.
Режимы
- Абразивная. Выполняется для изменения шероховатости поверхностей.
- Электроэрозионное-химическое шлифование. На рабочие поверхности комбинированно подается электролит, ток определенной силы. С помощью этого режима можно изменить форму детали, улучшить качество металлических поверхностей.
- Электроэрозионное упрочнение. Процедура простая, занимает малый промежуток времени.
- Объемное копирование. Сначала подбирается рабочая часть определенной формы, размера, а потом на нее подается ток. Рабочая часть отпечатывается на металлической поверхности.
- Маркирование. Выполняется, чтобы нанести рисунок или надпись на деталь. Этот метод менее затратный, прост по исполнению.
- Электроэрозионная резка. В этом режиме можно делать точные резы, без особых погрешностей.
Также внимание нужно уделить комбинированному режиму. Он подразумевает возможность выполнения и электроэрозионной, и механической обработки.

Оборудование
При проведении работ используется два типа оборудования:
- копировально-прошивочное;
- проволочно-электроэрозионное.
Электроды
Рабочая часть для электроэрозионного оборудования — электроды. Они отличаются конструкцией, материалом.
Материал
Материал электродов должен иметь:
- эрозионную стойкость;
- высокую прочность;
- низкую цену.
- молибден;
- латунь;
- серый чугун;
- алюминиевые сплавы или чистый алюминий;
- электролитическая медь;
- медные сплавы;
- смесь вольфрама с медью.

Конструкция
- Форма инструмента должна быть обратной той поверхности, с которой будет проводиться рабочий процесс.
- Чтобы подводить рабочую жидкость к электроду, в нем высверливается небольшое отверстие.
- Чтобы снизить массу электрода, их могут изготавливать пустотелыми.
Чистовая обработка металла выполняется с помощью ступенчатых рабочих частей, а черновая — с помощью стержневой части.
Преимущества и недостатки
- В качестве заготовок можно использовать любые предметы из токопроводящих материалов, но не рекомендуется использовать материал с высоким показателем сопротивления. Из-за этого будут перегреваться поверхности.
- Форма электрода, применяемого для обработки деталей, может быть произвольной. Благодаря этому расширяются возможности оборудования.
- Высокая точность обработки.
- Можно обрабатывать заготовки с разными размерами, показателями шероховатости.
- Автоматизированный процесс. Минимизируется физический труд со стороны человека.
- Не нужно выполнять финишную обработку.
- С помощью этой технологии можно создать любую текстуру, которой невозможно добиться даже при пескоструйной обработке.
- Чтобы с помощью электрического разряда получить сложную форму заготовки, нужно выждать длительный промежуток времени.
- Оборудование должно иметь постоянный доступ к сети с высокой силой тока.
- Большой расход электроэнергии.
Некоторые покупатели не знают, что с помощью установок для электроэрозионной обработки металлов можно изменять технические характеристики материала. Например, можно повысить сопротивление к образованию шероховатостей, царапин на металлических поверхностях.
Какой вид металл приобретает после обработки?
Вид металла изменяется зависимо от режима обработки. С помощью шлифования можно получать разные степени шероховатости, изменить текстуру металлических поверхностей. Можно сделать идеально ровные стороны детали, добиться естественного металлического блеска.
Проведение работ
Современное оборудование имеет автоматическую систему управления, контроля за рабочими процессами. Чтобы получить высокое качество обработки на подобном оборудовании, нужно иметь практический опыт работы, знать устройство станка.
Электроэрозионная обработка металлов — современная технология, с помощью которой можно выполнять разные задачи. При ее проведении на металлические поверхности воздействует ток определенной силы, который нагревает, испаряет материал.
Как сделать электроэрозионный станок для домашней мастерской своими руками?
У некоторых домашних мастеров возникает идея изготовить электроэрозионный станок своими руками для собственной мастерской. Желание объясняется тем, что иногда приходится обрабатывать детали с высокой твердостью. Производить отжиг для понижения прочности нельзя. Возможна деформация детали и будут нарушены требования, предъявляемые к качеству обработанной поверхности или иные характеристики.
В результате искровой эрозии производится прожиг сквозных отверстий или нанесение маркировки. Возможна обработка поверхности сложной формы, задаваемой электродом.
- Основные особенности электроэрозии
- Техническое задание на проектирование самодельного станка
- Разработка горизонтального электроэрозионного станка
- Краткое описание самодельной установки
- Как усовершенствовать станок?
- Заключение
Основные особенности электроэрозии
Принцип работы эрозионной установки для металлических деталей основан на удалении мельчайших частиц обрабатываемого материала искровым разрядом. В результате однократного воздействия в точке контакта остается небольшая лунка. Чем мощнее искра, тем шире и глубже образуется углубление.
Схема искрового генератора:
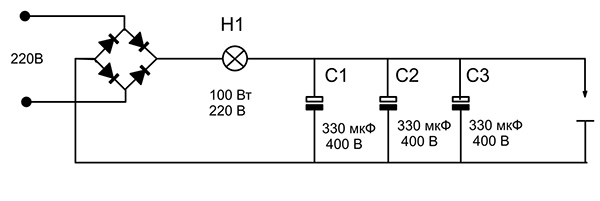
Электросхема устройства предусматривает использование:
- диодного моста, он выпрямляет подаваемое переменное напряжение из сети 220 В;
- лампа накаливания Н₁ на 100 Вт представляет активную нагрузку;
- конденсаторы С₁, С₂, С₃ накапливают энергию для получения разового искрового разряда.
При включении схема в сеть загорается лампа Н₁, на конденсаторах С₁,…, С₃ накапливается электрический заряд. В момент полной зарядки конденсаторов прекращается течение электрического тока по цепи. Лампа Н₁ гаснет, что служит сигналом для возможности получения искры.
Электрод подводится к детали. Остается зазор, через который происходит пробой. На металле выжигается небольшая лунка.
Подобные действия происходят многократно. При каждом последующем действии электрод сильнее внедряется в металл, вырывая частицы на большей глубине.
Приведенная схема для полного заряда конденсаторов требует около 0,5…0,7 с времени. Величина тока в цепи заряда составляет примерно 0,42…0,47 А. При осуществлении контакта в зоне разряда ток возрастает до 7000…9000 А. При столь высоком значении происходит испарение 0,010…0,012 г металла (сталь).
Для высокого значения тока необходимо использовать медные провода сечением 8…10 мм². Чтобы прожечь отверстие, электрод изготавливают из толстой латунной проволоки. Чтобы запустить непрерывный процесс работы, нужно с частотой около 1 Гц подводить электрод к обрабатываемой детали.
Техническое задание на проектирование самодельного станка
Чтобы сделать самодельный электроэрозионный станок нужно изготовить ряд приспособлений, которые помогут автоматизировать производственный процесс.
- Нужна станина, на ней будет размещаться механизм перемещения электрода.
- Потребуется сам механизм, позволяющий периодически подводить и отводить электрод к обрабатываемому материалу.
- Для выжигания отверстий разных форм нужно иметь набор электродов. Специалисты рекомендуют использовать молибденовую проволоку.
- Для различных типов основного инструмента потребуется менять мощность устройства и силу тока. При разных режимах работы принципиальная электрическая схема должна позволять проводить регулирование величины разряда на электроде. В ней нужно предусмотреть изменение частоты пульсации напряжения.
- Для охлаждения детали (перегревать закаленную сталь нельзя, происходит отпуск со снижением твердости) в зону работы нужно осуществлять подачу охлаждающей жидкости. Чаще используют обычную воду или растворы солей. Вода попутно вымывает шлам (разрушенные частицы металла).
Разработка горизонтального электроэрозионного станка
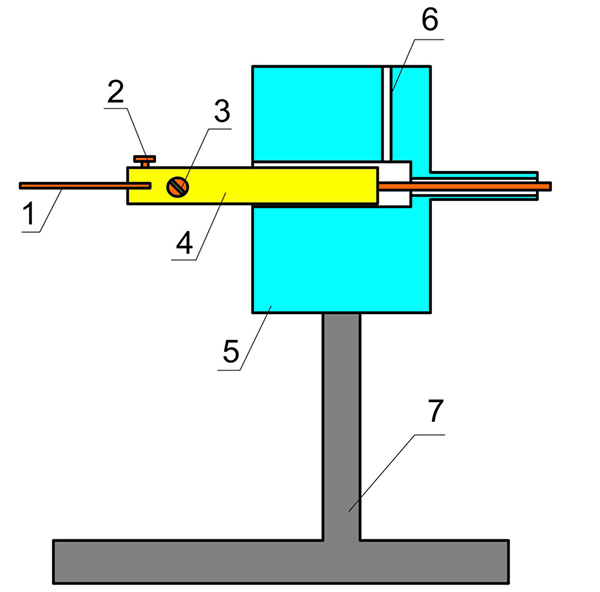
Схема установки включает основные узлы и детали:
- 1 – электрод;
- 2 – винт фиксации электрода в направляющей втулке;
- 3 – клемма для фиксации положительного провода от преобразователя напряжения;
- 4 – направляющая втулка;
- 5 – корпус из фторопласта;
- 6 – отверстие для подачи смазки;
- 7 – станина.
Установка небольшого размера, которую можно установить на столе. В корпусе 5 направляющая втулка 4 может перемещаться в обе стороны. Для ее привода нужен специальный механизм или приспособление.
К втулке 4 крепится электрод 1, плюсовой провод также присоединен с помощью клеммы 3. Остается только собрать предложенную схему в реальную установку в домашних условиях. В ней использована самая простейшая оснастка.
Краткое описание самодельной установки

В корпусе 2 установлен электрод 1. Его возвратно-поступательное перемещение производится электромагнитом из катушки 7. К направляющей втулке подведена клемма 3 (подается положительный потенциал).
На рабочем столе 4 крепится деталь, которую нужно обработать. На столе имеется клемма 5, к ней подключается отрицательный проводник. По трубке 6 внутрь корпуса подается смазка.
Включив преобразователь, на токонесущих проводах будет получено рабочее напряжение. Дополнительно подается напряжение на индукционную катушку 7. Она создает вибрацию электрода 1, направляя его движение вправо и влево. Электрод 1 касается обрабатываемой детали. В зоне контакта возникает ток величиной 7000…9000 А.
При каждом движении инструмента в сторону детали выжигается небольшое количество металла. В течение 10…12 минут работы электроэрозионного станка в детали будет получено сквозное отверстие. Получено отверстие в хвостовике сверла. Обычным способом просверлить подобное отверстие довольно сложно.

Как усовершенствовать станок?
Изготовленный простейший станок представляет собой действующую модель. Его назначение – образование отверстий в закаленных деталях.
В дальнейшем нужно рассмотреть вариант с вертикальным расположением электрода. Тогда под него можно установить ванну. Процесс будет происходить без возможных неисправностей, связанных с наличием неубираемого шлама из рабочей зоны.
Нужно также рассмотреть дополнительные механизмы для плавной подачи инструмента. Возможно, потребуется осуществлять не только осевое перемещение, а также движение электрода в горизонтальной плоскости, чтобы проводить трехмерную обработку поверхности.
Любой простейший станок дает мысли к тому, как его в дальнейшем усовершенствовать и создать более удобный агрегат. Главное, сделать первый шаг и попробовать изготовить первый образец.
Видео: самодельный электроискровой станок.
Электроискровое наращивание и легирование
1. Физические основы процесса электроискрового легирования (ЭИЛ)
Способ электроискровой обработки металлов, разработанный Б.Р. Лазаренко и Н.И. Лазаренко, основан на явлении электрической эрозии материалов при искровом разряде в газовой среде (преимущественно на воздухе) и полярного переноса продуктов эрозии на катод (деталь), на поверхности которого формируется слой измененной структуры и состава [12]. В результате электрического пробоя межэлектродного промежутка возникает искровой разряд, в котором поток электронов приводит к локальному разогреву электрода (анода). На поверхности катода под действием значительных тепловых нагрузок происходят микрометаллургические и сопутствующие им процессы (термомеханические, гидродинамические, диффузионные), осуществляющие перемешивание материала катода и анода, при взаимодействии с компонентами газовой среды, что способствует образованию высокой адгезии между основой и формируемым слоем. Поэтому электроискровое легирование следует считать методом создания новых композиционных материалов.
В первую очередь это относится к тугоплавким покрытиям, наиболее существенно и принципиально изменяющим свойства верхнего слоя материала. Величина этих изменений определяется составом, структурой, свойствами материалов электродов и технологическими параметрами процесса электроискрового легирования.
2. Общая схема процесса электроискрового легирования
На рис. 1 приведена общая схема процесса ЭИЛ с вибрирующим анодом в виде компактного электрода и изображение образующегося верхнего слоя.
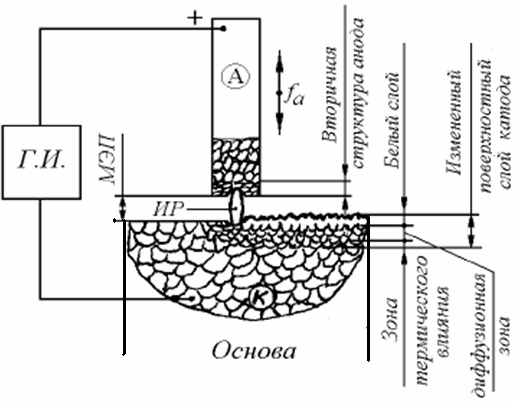
Рис. 1. Схема электроискрового легирования (ЭИЛ): Г.И. – генератор импульсного тока; МЭП – межэлектродный промежуток; ИР – искровой разряд; А – анод; К – катод
Процесс ЭИЛ начинается со сближения анода (электрода) с катодом (деталью). При расстоянии между ними, равном пробивному, начинается развитие искрового разряда длительностью 10–6…10–3с, который во многих случаях завершается при контакте электродов.
При небольших напряжениях между электродами (U 3. Модель процесса электроискрового легирования
Модель процесса, разработанная Б.Р. Лазаренко и Н.И. Лазаренко, заключается в следующем: при сближении электродов напряженность электрического поля между ними увеличивается и, достигнув определенной величины, вызывает пробой промежутка между электродами. Через возникающий канал сквозной проводимости пучок электронов сфокусированно ударяется о твердую металлическую поверхность анода. Энергия движения остановленных электронов выделяется в поверхностных слоях анода. Энергия от специального источника питания импульсно подводится к разрядному промежутку, поэтому плотность тока в канале значительно превосходит критические значения. Вследствие этого металл анода локально разогревается, расплавляется и частично испаряется. Капля расплавленного металла отделяется от анода и, опережая его, движется к катоду. В процессе отделения от анода летящая капля успевает нагреться до высокой температуры, закипает и взрывается. Цепь тока прерывается, фокусирующее действие электромагнитного поля исчезает, и образовавшиеся частицы летят широким фронтом. Поскольку перегретая капля и частицы находятся в газовой среде, возможно образование химических соединений, вследствие чего отделившиеся от анода частицы могут отличаться от материала анода. Достигнув катода, расплавленные частицы анода свариваются с ним и частично внедряются в его поверхность. Движущийся за частицами электрод-анод механически ударяет о катод, перемешивая частицы анода. При этом протекают процессы диффузии и химических реакций. Механический удар по раскаленной массе металла проковывает полученное покрытие, увеличивая его однородность и плотность. Так как процесс носит локальный характер, имеет место и сверхскоростная закалка. После этого электрод-анод отходит от катода, а на поверхности последнего остается прочно соединенный с ним слой материала анода.
Эта модель процесса разработана для высоких напряжений между электродами. При ЭИЛ, где используют напряжения не выше 100…200 В, пробой межэлектродного промежутка происходит практически при контакте электродов (зазор 5…10 мкм) через частицы, находящиеся в воздухе или на поверхности электродов. При контактном начале пробоя на первом этапе происходит электрический взрыв контактного мостика, обеспечивающий предварительную очистку поверхности и последующее формирование межэлектродного пространства для развития плазменного разряда. На сблизившиеся жидкие объемы анода и катода действуют гидродинамическое давление факелов, газокинетическое давление со стороны канала проводимости, сила электрического поля, электродинамическая сила, реактивное давление. Механизм образования покрытия при ЭИЛ дополняется в работах Н.И. Лазаренко, согласно которому выброс металла происходит и с поверхности катода [16]. На поверхности последнего образуется лунка с краями, несколько приподнятыми над первоначальной поверхностью. Поэтому при электроискровом легировании поверхность обрабатываемой детали представляет собой совокупность гребней и впадин, геометрические размеры и частота следований которых определяет шероховатость, сплошность обработанной поверхности.
4. Установки для электроискрового наращивания и легирования
Универсальная механизированная высокочастотная установка ИМ-101 (рис. 2) предназначена для электроискрового упрочнения рабочих поверхностей всех видов режущего инструмента, штампового кузнечно-прессового, заготовительного и литейного производств, для восстановления изношенных поверхностей деталей в ремонтном производстве при работе в ручном и механизированном режимах при оснащении одноэлектродными и многоэлектродными головками.

Рис. 2. Универсальная механизированная высокочастотная установка для электроискрового легирования ИМ-101
Особенности: установка оснащена двумя генераторами электроискровых разрядов и позволяет использовать параллельно две одноэлектродные головки для повышения производительности механизированного ЭИЛ.
Технические характеристики установки:
- напряжение питающей сети, В (50 Гц) – 220±22;
- потребляемая мощность, кВА – 1,5;
- суммарная емкость разрядных конденсаторов, мкф – 340;
- производительность, см2/мин – до12,0;
- частота следования импульсов, Гц – 100…1200;
- толщина слоя покрытия, мм – до1,2;
- шероховатость покрытия, Rа мкм – 1,5;
- масса генератора, кг – 42;
- габаритные размеры, мм – 480x210x480;
- повышенная мощность;
- позволяет создавать покрытия толщиной до 0,1 мм за один проход.
Малогабаритная установка для ручного ЭИЛ типа ИМ-05 (рис. 3) предназначена для электроискрового упрочнения рабочих поверхностей всех видов режущего инструмента, штампового оснащения кузнечно-заготовительного и литейного производств.
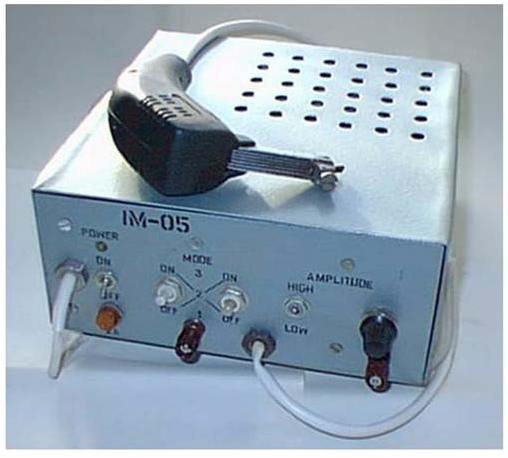
Рис. 3. Малогабаритная установка для ручного ЭИЛ типа ИМ-05
Особенности: оригинальная схема генератора электроискровых разрядов, установка имеет 3 режима работы, максимальная емкость разрядных конденсаторов – 60 мкф.
Технические характеристики установки:
- напряжение питающей сети, В (50 Гц) – 220±22;
- потребляемая мощность, кВА – 0,3;
- производительность, см2/мин – 3,0;
- частота следования импульсов, Гц – 100;
- толщина слоя покрытия, мм – до 0,1;
- шероховатость покрытия, Rа мкм – 3,0;
- масса, кг – 6,4;
- габаритные размеры, мм – 245x110x220.
5. Примеры обработки поверхностей изделий с помощью ЭИЛ
1. Валы-бендиксы стартеров
Технология восстановления валов-бендиксов стартера двигателя не требует значительных капитальных затрат. Толщина восстановленного слоя с упрочняющим покрытием составляет от 0,025 до 0,5 мм на сторону (рис. 4, а).
2. Шатунные валы
Технология обеспечивает восстановление шпоночного соединения, конуса, шеек под подшипники шатунных валов для бензопил при затратах, не превышающих 15 % стоимости вала (рис. 4, б).
3. Валы турбонагнетателей транспортных средств
Толщина восстановленного слоя с упрочняющим покрытием составляет до 0,2 мм на сторону (рис. 4, в).

Рис. 4. Детали, восстановленные и упрочненные с помощью ЭИЛ
4. Обоймы-шестерни с внутренним зацеплением
Технологический процесс восстановления шлицев обоймышестерни обеспечивает восстановление изношенных поверхностей при отсутствии деформации эвольвенты зубчатого зацепления. Толщина восстановленного слоя с упрочняющим покрытием составляет 0,5 мм на сторону (рис. 5, а).

Рис. 5. Упрочненные поверхности деталей с помощью электроискрового легирования
5. Шлицевое соединение
Технология обеспечивает восстановление боковых поверхностей шлицев сопрягаемых деталей мотокультиватора при затратах, не превышающих 15 % стоимости вала. Толщина восстанавливаемого слоя до 0,6 мм (рис. 5, б).
6. Ножи мясорубки
Технология упрочнения рабочих поверхностей ножей механизированной мясорубки обеспечивает повышение долговечности в 2…3 раза при затратах, не превышающих 15 % стоимости новых ножей (рис. 5, в).
7. Дисковая пила для пилорамы
Стойкость инструмента после упрочнения превышает стойкость неупрочненных инструментов в 4…5 раз, что позволяет повысить производительность процесса на 25 % (рис. 5, г).