Фасонные резцы по металлу
Фасонные резцы по металлу
Виды и маркировки фасонных резцов, советы по выбору
Фасонный резец: классификация, особенности конструкции круглых, призматических и стержневых типов изделий. Инструмент радиальный и тангенциальный. Нюансы геометрии. Маркировка. Принцип подбора.

Для получения деталей с фасонной конфигурацией поверхности (торцевой, наружной или внутренней) на металлорежущие станки токарного типа в резцедержатель устанавливают специальный режущий инструмент – фасонный резец. Он обеспечивает точность получения геометрических размеров, соответствие полученной формы техническим требованиям конструкторского документа и высокую производительность труда, что важно при производстве деталей в массовом и крупносерийном производстве. Фасонными считаются поверхности, если они созданы образующей криволинейного типа, комбинацией прямолинейных и криволинейных образующих, включая те, которые расположены под разными углами. Особенность инструмента: профиль соответствует профилю будущей детали. Изготавливают такие изделия под конкретную деталь, поэтому стоимость режущего инструмента высокая.

Классификация
Режущие инструменты фасонного типа предназначены для обработки поверхностей заготовок, выполненных из сталей мягких, средней твердости и твердых, чугуна мягкого и твердого, латуни, бронзы, меди, алюминия и других цветных металлов и сплавов. Работы выполняются на станках револьверных, токарных, включая полуавтоматического и автоматического типа.
Классифицируют изделия по таким признакам:
- материалу изготовления (твердосплавные и быстрорежущие);
- способу изготовления (цельные и составные);
- конструкции (круглые, призматические и стержневые);
- виду обрабатываемой поверхности (наружные и внутренние);
- установке относительно заготовки (тангенциальные и радиальные);
- форме образующих фасонных поверхностей (кольцевые, винтовые и плоские);
- расположению оси отверстия для крепления относительно заготовки (с параллельным и наклонным);
- расположению передней поверхности (с нулевым углом наклона режущей кромки и с определенным углом наклона);
- способу крепления (насадные, хвостовые).
Режущий инструмент изготавливают из легированной и быстрорежущей стали. Именно от марки стали зависит, будет ли он изготовлен из цельного куска металла или составным. В первом случае целесообразно изготавливать его цельной конструкции, во втором – из нескольких марок стали. Изделие составного типа представляет собой державку, выполненную из обычной стали, к которой приклеивается, приваривается или присоединяется режущая часть, изготовленная из специальной инструментальной стали. Такой способ снижает стоимость изготовления по сравнению с инструментом, выполненным полностью из дорогостоящей высоколегированной стали.

Резцы фасонные круглые
Резцы фасонные призматические

Резцы фасонные стержневые
Стержневой фасонный резец отличается от обычного токарного тем, что имеет режущую кромку, соответствующую форме будущей детали. Изготавливаются нескольких типов: галтельные, канавочные, радиусные и с более сложным профилем – дисковой или призматической конструкции.

Радиальный
Радиальный режущий инструмент имеет круглую или призматическую форму, при этом первый вид применяют для обработки как наружных, так и внутренних поверхностей заготовки; призматическими изделиями обрабатываются исключительно наружные поверхности. Устанавливается по отношению к заготовке в резцедержатель так, чтобы обеспечить поперечную подачу – ось заготовки в этом случае пересекается в нескольких или в одной точке с режущей кромкой изделия.
Тангенциальный
Подаваться на заготовку инструмент может в нескольких направлениях:
- продольном;
- поперечном;
- под углом к оси.
Резцы с положительным передним углом режущей плоскости улучшают процесс резания. Их вкупе с изделиями, имеющими еще и угол наклона режущей кромки, применяют для изготовления особо точных деталей.
Особенности геометрии изделий
Геометрия фасонного резца зависит от его конструкции, а она в свою очередь отталкивается от размеров и профиля детали. Основными из них являются углы резания, заострения, главные передний и задний, а также у некоторых изделий в конструкцию вводят дополнительные углы. Параметры могут быть самыми разными. Получить качественную деталь из заготовки помогут грамотное конструирование формы инструмента и правильный подбор марки стали/сталей для его изготовления. Расчет профиля будущего изделия выполняют специалисты 2 способами: аналитическим и графическим, – каждый из которых требует определенных навыков и умения пользоваться конкретными справочниками и литературой. Немаловажное значение имеет и опыт работы.
Маркировка фасонных резцов
- шифр;
- расстояние передней поверхности от оси резца;
- высота подъема над осью заготовки;
- величина заднего и переднего угла;
- марка стали, из которой изготовлен инструмент.
Советы по выбору фасонного резца
Как указывалось ранее, инструмент изготавливается под конкретную деталь. Работы по изготовлению начинаются с проектирования. Этапы проектирования следующие:
- определяются с типом инструмента, профиль которого напрямую зависит от чертежных данных детали;
- определяются с основными и присоединительными размерами, а также с углами режущей части и установки резца;
- выполняют расчет размеров профиля, так называемый коррекционный расчет;
- определяются с допусками.
Исходя из этого подбирают материал и способ изготовления, а также делают чертеж будущего изделия. Кроме того, определяются с державкой для крепления на станке конкретной модели. При необходимости ее тоже изготавливают. В большинстве случаев первоначально выполняют шаблон, а для контроля размеров в процессе эксплуатации изделия – контршаблон.
Вывод: изготавливается изделие по известному профилю детали, которая будет точиться с помощью инструмента. Профиль определяют в плоскости передней грани и в той, которая перпендикулярна задней поверхности.
Выбор режима резания
- марки обрабатываемого материала;
- марки материала, из которого изготовлен режущий инструмент;
- длины заготовки и ее диаметра;
- способа установки инструмента на станке;
- конфигурации и глубины профиля.
Ориентировочные режимы резания фасонными резцами на металлорежущих станках в зависимости от диаметра заготовки и ширины резца указаны в таблице.
| Диаметр заготовки, мм | Ширина резца, мм | Скорость подачи, мм/об. |
|---|---|---|
| 20 | 8 | 0,03 ÷ 0,09 |
| 10 | 0,03 ÷ 0,07 | |
| 15 | 0,02 ÷ 0,05 | |
| 25 | 8 | 0,04 ÷ 0,09 |
| 10 | 0,03 ÷ 0,085 | |
| 15 | 0,035 ÷ 0,75 | |
| 20 | 0,03 ÷ 0,06 | |
| 40 | 8 | 0,04 ÷ 0,09 |
| 10 | 0,04 ÷ 0,085 | |
| 15 | 0,04 ÷ 0,08 | |
| 20 | 0,04 ÷ 0,08 | |
| 30 | 0,035 ÷ 0,07 | |
| 40 | 0,03 ÷ 0,06 | |
| 60 | 8 | 0,04 ÷ 0,09 |
| 10 | 0,04 ÷ 0,085 | |
| 15 | 0,04 ÷ 0,08 | |
| 20 | 0,04 ÷ 0,08 | |
| 30 | 0,035 ÷ 0,07 | |
| 40 | 0,03 ÷ 0,06 | |
| 50 | 0,025 ÷ 0,055 |
Просим поделиться опытом точения заготовок фасонным резцом в комментариях к тексту, а тех, кто проектировал, – нюансами изготовления чертежа самого резца, державки, шаблона и контршаблона.
Фасонный токарный резец
Для работ с предметами сложной конфигурации на токарных и револьверных станках используется фасонный резец. Это инструмент с кромкой, совпадающей с профилем заготовок, представленных прутками проката.
Поверхности сложной конфигурации, сформированные криволинейными, прямолинейными составляющими под углом и их сочетаниями, называют фасонными. Формировать их возможно и без специализированного оборудования с применением обычного резца путем ручной его подачи, однако это требует большого опыта и навыков. Несколько упрощает такие работы копировальное приспособление.

По сравнению с обычными резцами по металлу фасонные обладают следующими достоинствами:
- большой точностью и обширным перечнем форм (данные параметры определяются точностью изготовления);
- высокой производительностью, обусловленной большой длиной кромки;
- большим запасом на переточку и простотой данных работ;
- быстрой установкой и настройкой станка.
К недостаткам относят:
- сложное производство;
- высокую стоимость;
- пониженную производительность для вариантов с радиальной подачей;
- отход передних и задних углов в процессе работы от оптимальных значений ввиду изменения кромок по длине в значительном диапазоне.
Рассматриваемые инструменты создают в основном по индивидуальному проекту, ориентированному на конкретную деталь. Этим определяется сложность производства и высокая стоимость. Следовательно, они целесообразны для применения только в серийном производстве. Существуют и более универсальные модели. В любом случае ввиду сложности замены им обеспечивают наибольший срок службы, используя качественные материалы при производстве. Некоторые варианты рассчитаны на одновременную обработку нескольких участков детали для повышения производительности. Особенности рассматриваемых инструментов регламентированы ГОСТ 18875-73.
Основная классификация фасонных резцов, приведенная далее, основана на конфигурации задней поверхности и особенностях конструкции.

Помимо этого, в систематике используются такие параметры, как:
- направление подачи;
- положение отверстия и установочной базы;
- положение передней поверхности;
- форма образующих поверхностей;
- конструкция.
Стержневые
По конструкции фасонные стержневые резцы во многом сходны с токарными, однако отличаются кромкой, соответствующей конфигурации целевой поверхности заготовки. Они рассчитаны на короткие фасонные поверхности и отличаются малой высотой рабочей части. Это обуславливает малое количество переточек, в чем состоит основной недостаток стержневых резцов. Поэтому они редко применяются в производстве. Имеют стандартный способ закрепления в суппорте станка.

Круглые
Модели круглой конфигурации выполняют вращение. Для формирования передней поверхности и обеспечения схода стружки они имеют угловой паз. Ввиду установки оси резца выше оси заготовки на кромке получаются положительные задние углы. У вариантов с осью, параллельной оси заготовки, кромки перпендикулярны ей, а их углы равны нулю. Формирующаяся при вращении кромки относительно оси инструмента задняя поверхность является торцевой плоскостью. При работах она контактирует с предметом. Вследствие этого отсутствует зазор между ними, что сокращает режущую способность. Это свойственно и для призматических фасонных резцов при стандартном монтаже. Для формирования положительных задних углов кромок, перпендикулярных оси заготовки, используют резцы круглые с наклонной осью относительно предмета, а также призматические с наклонной крепежной базой. Такие варианты способны обрабатывать поднутрения при наклонной подаче.
Другой вариант формирования положительных задних углов – использование винтовой задней поверхности.
Эти инструменты наиболее подходят для создания ступенчатых каналов при осевой подаче. Возможно наличие хвостовика для установки.

Служат для работ с внешними и внутренними поверхностями. Отличаются наибольшим количеством переточек среди всех типов фасонных резцов, следовательно, это самый технологичный вариант.
Дисковые модели проще в производстве и могут иметь много переточек, однако характеризуются меньшей жесткостью крепления в сравнении с призматическими. Они актуальны для предметов с меньшей глубиной профиля.
Призматические
Выполнены в соответствующей названию конфигурации. Боковая грань с цилиндрической поверхностью выполняет роль задней поверхности, а плоская торцевая – передней. Задние углы кромки создают путем наклонного монтажа. Резцы данного типа имеют много переточек. Они рассчитаны на обработку сложных, длинных фасонных поверхностей. Относительно круглых отличаются большей прочностью кромки, обширным диапазоном заднего угла, более надежным креплением, лучшим теплоотводом, большей точностью работ. Однако не подходят для внутренней обработки.
Геометрические параметры
Среди всех видов резцов фасонные характеризуются наиболее разнообразной геометрией. Это обусловлено сложной и индивидуальной во многих случаях конструкцией данных инструментов. Тем не менее присутствуют основные узлы, представленные углом заострения, главными передним и задним углами, углом резания. По конструкции фасонные резцы значительно отличаются между собой. Например, могут присутствовать углы, не используемые в стандартных схемах. Ввиду этого отсутствует их геометрическая классификация.

Передняя поверхность у рассматриваемых инструментов обычно представлена плоскостью. Во многих случаях характеризуется двойным наклоном, включающим угол кромки и передний угол, однако может иметь угол, параллельный оси заготовки. Такие резцы обеспечивают большую точность обработки конических поверхностей.
Для фиксации в держателе станка обычно используется крепление типа «ласточкин хвост». В случае нестандартной установки геометрия резца изменяется.
Особенности выбора
Выбор фасонных резцов определяется тремя основными критериями:
- Передний угол определяют на основе целевых материалов. В большинстве случаев он составляет 0-25°. Причем величина угла должна быть напрямую связана с твердостью.
- Задний угол зависит от типа и конфигурации резца. Его величина имеет обратную зависимость от прочности режущей кромки. Следовательно, фасонные инструменты с большим задним углом не подходят для обработки толстых заготовок. Для круглых моделей в целях безопасности его величину не делают более 10-15°. Для прочих видов фасонных резцов он составляет до 30°.
- Материалы обычно выбирают твердосплавные наибольшей плотности. Это обусловлено высокой температурой кромок при одновременном взаимодействии с несколькими точками ввиду значительного сопротивления.
Режимы резания
Для тангенциальных фасонных моделей (обычно призматические) возможна обработка предмета несколькими кромками, причем с разных сторон или нескольких профильных участков. В некоторых случаях они расположены на различных уровнях глубины для обеспечения раздельной последовательной обработки. С целью обработки нескольких предметов по шаблону инструмент монтируют в одном положении и осуществляют продольные и поперечные подачи заготовок. При этом каждая точка режущей кромки начинает и заканчивает работу в различных точках, не продолжая резание за пределами данного интервала. Тангенциальные резцы также могут применяться с вращательным движением подачи. Такие модели подходят для тонких заготовок и неглубоких профилей.



Радиальные (радиусные) варианты (обычно призматические либо круглые) рассчитаны на вращательную подачу. Кромка при обработке фасонным резцом данного типа описывает рабочую поверхность радиально. При этом движение подачи для кромки пересекает ось предмета. Это позволяет осуществлять обработку с разной глубиной и создавать сложные формы. Ввиду большой площади контакта оборудование подвергается значительным нагрузкам. К тому же при работах с длинными предметами малого сечения возможна их деформация. Ввиду этого используют пониженные режимы.
Фасонный инструмент осевой подачи служит для обработки торцевых фасонных поверхностей и односторонних профилей без выступов и канавок.
В сравнении с радиальными моделями они подходят для работ со ступенчатыми заготовками меньшей жесткости ввиду срезания меньших сечений и меньших режущих сил.
Для поверхностей вращения резец осуществляет подачу (чаще поступательную, иногда радиальную), а заготовка – вращательное движение.

Помимо токарных станков возможно применение фасонных резцов на строгальных, долбежных и специальных для цилиндрических предметов. В таких случаях используются модели радиальной конструкции с поступательной подачей, перпендикулярной оси детали. Например, элементы зубодолбежных головок, служащие для работы с зубчатыми колесами цилиндрической конфигурации.
В случае вращательной подачи используют тангенциальную конструкцию. Кромка таких моделей описывает поверхность вращения, касаясь предмета. При этом каждая точка кромки в конкретный момент удаляет фрагмент заготовки и отходит от нее.
Винтовое движение подачи применяется для заготовок соответствующей конфигурации. При этом резец совершает резание не на одном уровне, а углубляясь после каждого прохода. Таким способом нарезают резьбу.
Маркировка
Буквенно-цифровые обозначения фасонных резцов, помимо марки стали, отражают геометрические параметры. Ввиду наличия нескольких режущих частей для большинства моделей промаркирована каждая из них. На основе этого осуществляют обработку, подбирая соответствующую по материалу заготовку по маркировке.
Фасонный резец для токарного станка
Конструкция токарного резца
Конструктивные элементы токарного резца – режущая часть или головка и державка, с помощью которой оснастка фиксируется в резцедержателе станка. Резец и державка могут иметь квадратную или прямоугольную форму. Размер резца должен соответствовать стандартному ряду в пределах от 160х100 до 630х500 мм для прямоугольной конфигурации и от 40х40 до 400х400 мм для квадратной.
Главной рабочей частью резца является головка, режущие свойства которой определяют углы кромок. Именно углы токарного резца определяют характер съёма металла с заготовки. Основные углы:
- Главный задний — находится между плоскостями резания и задней поверхностью резца. От него зависит параметр силы трения, качество обработки и скорость изнашивания инструмента. Подбирается в соответствии с плотностью обрабатываемого материала.
- Главный передний – определяет уровень деформации материала при срезе, усилие реза и эффективность отвода тепла. Должен быть обратно пропорционален твердости обрабатываемого материала — чем она выше, тем меньше угол.
- Резания. Расположен между передней и задней поверхностями головки.
- Заострения. Расположен между передней и задней поверхностями. От него зависит прочность и острота оснастки.
- Основной в плане. От него зависит количество снимаемого материала.
- Вторичный в плане. От него зависит шероховатость. Чем он ниже, тем выше качество поверхности.
- Вершина между задней вспомогательной поверхностью и кромкой реза. Имеет прямое соотношение с показателем прочности.
- Наклона режущей кромки – определяет геометрию пятна контакта резца и поверхности детали.
- Задний вспомогательный – определяет трение между задней плоскостью и заготовкой.

Все элементы конструкции токарного резца выполняются из одной марки стали. Рекомендуются металлокерамические твердые сплавы Т5К10 или сходные с ним.
Требования к инструментам
На токарном станке могут использовать самые разные режущие инструменты, каждый из которых будет работать в более тяжелых условиях по сравнению с любыми деталями машин. По этой причине к материалу, из которого они изготовляются, предъявляются повышенные требования.
Твердость инструмента всегда должна оказываться выше, чем она же у обрабатываемой заготовки. Если это не соблюдать, то вместо резания будет наблюдаться смятие режущей кромки.
Высокая износостойкость наиважнейшая требование, предъявляемое к металлорежущему инструменту от которого зависит время на обработку до последующей переточки.
Высокая теплостойкость подразумевает такое качество инструмента, при котором он способен выполнять обработку без потери режущих свойств не смотря на высокую температуру.
Высокая механическая прочность влияет на устойчивость инструмента к воздействию силы резания, которая в процессе обработки достигает высоких значений. Материал, из которого изготавливается режущий инструмент, должен хорошо работать, как на изгиб, так и на сжатие.
Читать также: Строгальный станок для дома
Фасонные резцы применяются для обработки деталей с фасонным профилем. По сравнению с обычными резцами они обеспечивают:
- идентичность формы, точность размеров деталей, так как они зависят не от квалификации рабочего, а в основном от точности изготовления резца;
- высокую производительность благодаря большой экономии машинного времени, связанной с сокращением пути резания, и вспомогательного времени, требуемого на установку и наладку резца при смене его;
- высокую долговечность благодаря большому количеству допускаемых переточек;
- меньшее количество брака;
- простоту заточки.
На рис. 76 приведена схема обработки при помощи десяти простых и двух фасонных резцов. В первом случае время обработки

Рисунок 76 — Схема работы фасонных резцов
равно 41/2 мин. (в расчет были приняты резцы В, С, F, G, К, J), тогда как во втором около 11/2 мин., т. е. экономия получается в 3 раза. Установка двух фасонных резцов значительно проще и быстрее по сравнению с установкой десяти резцов. На заточку двух резцов требуется во много раз меньше времени, чем на заточку .десяти резцов.
Из-за большой стоимости фасонные резцы применяются при крупносерийном и массовом производствах.
Типы фасонных резцов
В практике встречаются разнообразные фасонные резцы, которые делятся па следующие типы (рис. 77):
- по форме резца: круглые (рис. 77, а) и призматические (рис. 77, б);
- по установке относительно детали: радиальные (рис. 77, а, б) и тангенциальные (рис. 77, в);
- по расположению оси отверстия или базы крепления резца по отношению к оси детали: с параллельным расположением оси отверстия (рис. 77, г) или базы крепления и с наклонным расположением оси отверстия (рис. 77, д) или базы крепления;
- по расположению передней поверхности: с положительным (или равным нулю) передним углом (рис. 77, а, б) или с положительным передним углом и углом наклона режущей кромки (рис. 77, е)
- по форме образующих фасонных поверхностей: с кольцевыми образующими (рис. 77, а, е) или с винтовыми образующими (рис. 77, ж).

Рисунок 77 — Типы фасонных резцов
Круглый резец насаживается на оправку и предохраняется от проворачивания при помощи зубьев или рифлений, сделанных на одном из его торцов (рис. 78). Призматический резец закрепляется в державке при помощи ласточкина хвоста и винтов.

Рисунок 78 — Крепление фасонных резцов
Радиальный фасонный резец
Радиальные резцы обладают круглой или призматической формой, тангенциальные чаще всего — призматической. Круглые резцы применяются для наружной и внутренней обработки, тогда как призматические — только для наружной.
Радиальный резец устанавливается по отношению к заготовке таким образом, чтобы обеспечить поперечную подачу по радиусу. В процессе резания ось детали пересекается одной или несколькими точками режущей кромки резца. Из-за широкого фронта работы радиальный резец работает в тяжелых условиях, вследствие чего приходится применять пониженные режимы резания. При обработке длинной заготовки малою сечения возникает опасность прогиба его от усилия резания.
Тангенциальный фасонный резец
Тангенциальный резец устанавливается по касательной к внутренней окружности профиля изделия. Режущая кромка снабжена скосом под углом φ (см. рис. 77, в). Это позволяет ему работать не сразу всем профилем, а с последовательным вводом в работу всех точек режущей кромки. Обработка профиля заканчивается тогда, когда последняя точка кромки пройдет через ось заготовки.
Тангенциальные резцы рекомендуется применять для обработки малоустойчивых к прогибу заготовок и неглубоких профилей.
В практике получили распространение резцы с параллельным расположением оси отверстия (для круглых) или базы крепления (для призматических) относительно оси заготовки. Наклонное расположение оси отверстия или базы крепления применяется в исключительных случаях, когда конфигурация детали на отдельных участках профиля не обеспечивает получения оптимальных задних углов при параллельном расположении.
Читать также: Проволока для изготовления пружин
Для улучшения процесса резания фасонные резцы необходимо снабжать положительным передним углом (см. рис. 77, а, б). Резцы с положительным углом у и углом наклона режущей кромки λ, (см. рис. 77, ё) применяются при повышенных требованиях в отношении соблюдения формы детали и точности заданных ее размеров (например, на ответственном участке 1-2 длиной l).
Круглые фасонные резцы
Круглые резцы обычно выполняются с кольцевыми образующими фасонных поверхностей.
Призматические резцы обладают по сравнению с круглыми надежностью крепления, широким выбором заднего угла, большой прочностью режущей кромки, лучшим отводом тепла, а также обеспечивают большую точность обработки детали.
Однако в практике круглые резцы получили более широкое распространение, что объясняется в основном простотой их изготовления как тел вращения.
Режущий инструмент — инструмент, предназначенный для изменения формы и размеров обрабатываемой заготовки путём удаления части материала в виде стружки или шлама с целью получения готовой детали или полуфабриката. Подразделяется:
- · по типу применения — на ручной и машинный (станочный), строительный, монтажный, и т. д.
- · по типу обрабатываемого материала — металлорежущий, дереворежущий, и т. д.,
- · по типу применяемого материала — быстрорежущий, для высокоскоростной обработки, и т. д.,
- · по типу обрабатываемой детали — зуборезный, резьбообразующий, и т. д.,
- · по характеру обработки — абразивный, шлифовальный, и т. д.,
по чистоте обработанной повехности — черновая обработка, получерновая обработка, чистовая обработка, получистовая обработка, суперчистовая обработка.
Классификация резцов
Существует несколько характеристик для классификации резцов. В первую очередь это конструктивные особенности:
- Монолитное исполнение – единая головка и державка.
- Сборная конструкция – головка с напайкой из твердой марки стали.
- Сборная с механическим креплением. Данные типы токарных резцов оснащены пластинами из металлокерамики, которые крепятся болтовым соединением.
- Регулируемые резцы.
В зависимости от назначения резцов они подразделяются на черновые и чистовые, соответственно, для снятия большей или меньшей толщины металла при увеличенных или уменьшенных оборотах. Также инструмент подразделяется и по направлению подачи на правый и левый.
В основном виды резцов для токарного станка определяются по их функциональному назначению и подразделяются на:
- отрезные;
- проходные;
- канавочные;
- расточные;
- фасонные и резьбовые.

В зависимости от расположения режущей кромки относительно державки инструмент подразделяется на прямой, отогнутый и оттянутый. В прямых форма режущей кромки прямая, в отогнутых имеет изогнутую форму и в оттянутых её ширина меньше чем у стержня.
Получение фасонных поверхностей. Виды резцов
Фасонную поверхность можно получить путем следующих манипуляций:
- ручная поперечная и продольная подача резца относительно заготовки, подгонка профиля по шаблону;
- обработка резцами, которые соответствуют профилю готовой детали;
- подача в продольном и поперечном направлении к заготовке;
- использование копирных устройств, приспособлений;
- комбинация описанных методов.
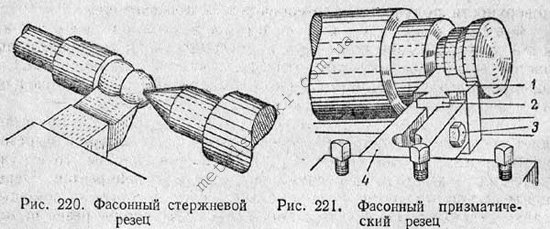
Простейший инструмент стержневого типа показан на рисунке 1.
- Резец для вогнутой поверхности (1а). Простой, изготовление стоит недорого, но после нескольких переточек пластина стачивается, при установке уменьшается высота по центру. Применяется при простом профиле или когда работа — не массового характера.
- Призматический (1б). Сложен в изготовлении. Передняя поверхность — это торец бруска, из которого сделан резец (1). Задний угол образуется потому, что резец в державке (3) закреплен с наклоном — с помощью выступа по всей длине в форме хвоста ласточки. Если затянуть винт (2), державка сожмется.
- Дисковый (1в). Передняя поверхность расположена ниже оси на величину h — это формирует задний угол. Например, он может быть 12 градусов, если понижение равняется десятой части диаметра резца. Передний угол, как правило, равен 0 градусов — так инструмент не затянется в деталь, и она получится высокого качества.
Читать также: Как правильно нарезать стекло
Рекомендации по подбору резца
При выборе инструмента необходимо руководствоваться функциональным назначением резцов. Что же касается материала, углов заточки и прочих параметров необходимо учесть твердость материала обрабатываемой заготовки. Также необходимо определиться с тем, что является наиболее приоритетным фактором при проведении работ – качество, производительность, стойкость инструмента.
Рекомендуемый минимальный набор резцов состоит из:
- Проходного необходимого для торцевой обработки;
- Наружного нейтрального;
- Расточного.
Данный базовый комплект достаточен для выполнения большей части типовых операций, но конечно для более сложных работ понадобится расширенный набор инструмента, в том числе фасонные и резьбовые резцы. Для профессиональных работ в большом объёме разумным вариантом будет приобретение набора резцов со сменными пластинами. Это позволит впоследствии тратить меньше средств на приобретение расходных материалов, по мере износа производя только замену пластин, а не резцов целиком.
Фасонные резцы по металлу
Для изготовления различных деталей из сортового металлопроката в качестве основной технологической операции в большинстве случаев применяется такая, как обработка резанием.
В высокоточных приборах, разнообразных специализированных аппаратах, машинах множество деталей изготовлено способом удаления «ненужного» слоя металла на механических станках. При этом если внимательно на их посмотреть, то выяснится, что многие из них имеют поверхности самой различной геометрической конфигурации, в том числе и фасонные.

Для того чтобы произвести их обработку должным образом, в условиях современного производства используются станки с числовым программным управлением. Они по определенной рабочей программе обеспечивают движение режущего инструмента по заданной траектории. Еще одним широко распространенным способом является использование фасонных резцов. Они имеют профиль режущей поверхности, в точности соответствующий тому, который должен получиться у готовая детали.
Для обработки фасонных поверхностей в последние годы все чаще используются станки с числовым программным управлением, однако использование для этой цели фасонных резцов по-прежнему остаётся востребовано, на что есть целый ряд немаловажных причин.
В машиностроении фасонными резцами называют такой режущий инструмент, у которого форма рабочей кромки напрямую зависит от той, что имеет профиль обрабатываемой детали.
Фасонные резцы используются в качестве режущего инструмента на самых различных станках: токарно-винторезных, токарных, токарно-револьверных, полуавтоматических, а в некоторых случаях даже и строгальных. Использование этих резцов технологически и экономически целесообразно только в условиях массового или серийного производства.
Как правило, фасонные резцы – это узкоспециализированный режущий инструмент, поскольку он предназначается только для обработки тех деталей, которые имеют специфическую конфигурацию поверхности.
Применение фасонных резцов позволяет добиться необходимой точности изготовления деталей, идентичности их формы, а обработка ими поверхностей характеризуется высокой производительностью.
Практически всегда фасонные резцы испытывают гораздо большие нагрузки, чем резцы обычные. Дело в том, что длинна соприкосновения их режущих кромок достаточно велика, соответственно и сопротивление резанию – тоже.
Для того чтобы фасонные резцы полностью проявили все свои преимущества, они должны быть точно изготовлены в соответствии с необходимыми техническими требованиями.
Виды фасонных резцов
Специалисты классифицируют подобный режущий инструмент в зависимости от конструкции и специфических особенностей. На этой основе различают следующие виды фасонных резцов:
- Стержневые
- Призматические
- Круглые
Стержневые фасонные резцы очень похожи на обычные токарные, однако отличаются от них тем, что имеют соответствующую фасонную конфигурацию режущей поверхности. Их крепление в резцедержателях осуществляется так же, как и обычных токарных резцов.
Как нетрудно догадаться из самого названия, призматические фасонные резцы по своей геометрической форме представляют собой ни что иное, как призму. При этом одна из их граней, служащая задней поверхностью, имеет фасонную цилиндрическую конфигурацию, а передняя поверхность – это плоская торцевая грань. Формирование задних углов на фасонных режущих кромках происходит за счет того, что в державках этот инструмент устанавливается под наклоном.
Круглые фасонные резцы представляют собой тела вращения, у которых для схода стружки и образования передней плоскости вырезаются угловые пазы. Поскольку такие резцы устанавливаются выше осей обрабатываемых деталей, то за счет этого создаются положительные задние углы на фасонных режущих кромках. Резцы этого типа можно много раз перетачивать, они просты в изготовлении, но их можно использовать только для обработки неглубокого профиля, поскольку крепятся они не очень жестко.
Фасонный резец
Вы здесь
Оглавление
- Виды фасонных резцов
- Основные размеры
- Геометрические параметры
- Выбор фасонного резца
- Режимы резания при использовании фасонного резца
- Маркировка
- Производители
- Видео
Фасонный резец является весьма нестандартным инструментом для токарных станков. Они используются для обработки тех деталей, которые имеют довольно сложную структуру и форму образующей. Если сравнивать со стандартными инструментами, то фасонные резцы могут обеспечить большую идентичность формы и точные размеры изготавливаемой детали. Эти параметры зависят от того, насколько точно изготовлен инструмент.
Современные изделия обеспечивают высокую производительность, что обусловлено необходимостью в увеличении объемов производства в токарном деле. Одновременная обработка нескольких участков фасонного профиля помогает сэкономить массу машинного времени. В основном, фасонные резцы по металлу изготавливаются по специальному индивидуальному проекту, который предназначается для конкретной детали. Данные изделия являются дорогостоящими и их применение оправданно только в серийном производстве.

фото:фасонный токарный резец
Резцы токарные фасонные выпускаются согласно ГОСТу 18875-73. Встречаются не только индивидуальные изделия, но и те, которые рассчитаны на изготовление самых распространенных деталей. Как правило, для них подбираются самые качественные материалы, так как замена будет достаточно сложной и нужно максимально продлить срок службы.
Виды фасонных резцов
Фасонный токарный резец может иметь различные отличия в своих параметрах, в зависимости от обрабатываемых заготовок, с которыми он работает. Исходя из этого, выделяют несколько основных разновидностей:
- Стержневые резцы – их используют для работы с короткими фасонными поверхностями. У данного типа весьма малая высота рабочей части, так что это становится причиной для наличия главного недостатка — малого количества переточек.
- Призматические – в данном виде имеется большое количество переточек, так что с их помощью обрабатываются более сложные поверхности фасонного типа. Фасонный резец базируется и крепится при помощи специального держателя и крепления «Ласточкин хвост». Но с помощью данного инструмента невозможно обрабатывать внутренние фасонные поверхности.
- Круглые – могут служить для работы как с наружными, так и внутренними поверхностями заготовки. Они являются весьма технологичными, так что по количество переточек превосходят все остальные виды. Для их закрепления также требуется специальный резцедержатель, а базировка происходит по торцу и отверстию.
Помимо этого фасонный резец классифицируется по следующим параметрам:
- Форма;
- Направление подачи (радиальная или тангенциальная);
- По расположению установочной базы и отверстия;
- По конструкции.
Основные размеры
| Глубина заготовки профиля, мм | Диаметр, мм |
|---|---|
| 6 | 50 |
| 8 | 60 |
| 11 | 75 |
| 14 | 90 |
| 18 | 100 |
| 25 | 125 |
Геометрические параметры
Фасонный резец во многом отличается от других инструментов данного типа, не говоря уже о том, что многие из них остаются единственными в своем роде. По этой причине геометрия здесь получается самой разнообразной. Остаются прежними основные углы, такие как:
- Угол заострения;
- Главный передний угол;
- Главный задний угол;
- Угол резания.
В зависимости от требуемой детали, параметры этого угла могут иметь огромное отличие. Для выточки некоторых особенностей конструкции могут применяться углы, которых нет в стандартных схемах, поэтому, единой классификации по данному вопросу создать нельзя, но можно придерживаться правил, которые помогут получить качественный и надежный инструмент.
Выбор фасонного резца
При выборе переднего угла стоит обращать внимание на то, с каким материалом здесь будет вестись работа. В основном, это пределы от 0 до 25 градусов. Соотношение твердости и величины угла подбирается в прямой пропорции. Задний угол определяется формой инструмента и его типом. Дело в том, то чем выше задний угол, тем слабее режущая кромка, так что ее нельзя будет использовать для работы с толстыми заготовками. Для круглого резца не рекомендуется задавать большой задний угол. В таких изделиях он не должен превышать 10-15 градусов, так как в ином случае его применение будет не безопасным. Фасонный резец другого вида может иметь и больший угол, но в целом он берется не больше 30 градусов. Иногда используется нестандартная установка изделия на станок, что изменяет соотношение и фасонный резец приобретает дополнительные свойства.
Выбор углов очень важен при подборе и проектировании изделия и это является одним из самых сложных моментов. Материалы, как правило, подбираются как можно более плотные. Когда обработка совершается в нескольких точках подряд, то это создает большое сопротивление заготовки, так что на режущих кромках повышается температура. Чтобы ликвидировать негативные явления, следует выбирать фасонный резец из твердосплавных материалов.
Режимы резания при использовании фасонного резца
Тангенциальные инструменты могут обрабатывать заготовку различными режущими кромками, входящими в их состав. Порой режущая часть выбирается произвольно, так, чтобы вторая кромка, которая находится глубже первой, не доставала до заготовки. Иногда, для обработки всех деталей по одному шаблону, инструмент фиксируют в одном положении и делают продольные или поперечные.
Радиальные резцы имеют вращательное движение подачи. В данном случае, режущая кромка описывает поверхность заготовки при вращении. Это помогает создавать более сложные формы и делать обработку по всей поверхности с различной глубиной.
Маркировка
Маркировка деталей практически полностью совпадает с тем, какой металл используется для создания режущей части, ведь именно она больше всего задействована в работе. К примеру, если изделие относится к твердосплавной титановольфрамовой группе и имеют маркировку Т15К6, то это можно расшифровать, как 15%-ное содержание карбида титана и 6%-ное содержание кобальта.
Производители
- Черниговский инструментальный завод (Чернигов, Украина);
- Топромеханика (Томск, Россия);
- Укрметиз;
- Киржачский инструментальный завод (Екатеринбург, Россия).
Выбирайте и заказывайте металлопрокат на металлопрокат.org.
Фасонные резцы
Металлообработка – сложный и ответственный процесс, который требует знаний, умений и специфических инструментов, используя которые обработка и будет проводиться. Существуют разнообразные инструменты, предназначенные для работ по металлу. Популярность в народе заслужили резцы. Обычные резцы или фасонный резец – не важно, главное, что их практическая польза доказана, и они несут в себе огромную прибыль для предприятий. На сайте нашей компании ООО ТД ЧТС представлен широкий ассортимент фасонных резцов.
Информация о фасонных резцах
Резцы имеют внушительное разнообразие видов – проходные резцы, расточные резцы, канавочные резцы. Каждый тип резца имеет своё предназначение. Некоторые универсальны и выполняют большое количество работ. Другие выполняют один вид работы, но делают это идеально. Самым сложным и нестандартным инструментом признали фасонный резец.
 Его используют нечасто, однако в области его использования применить любой другой вид резцов просто нереально, так как они банально не справятся с поставленной задачей. Поэтому, подбор правильного резца может отнять приличное количество времени и усилий. Другое дело, что этим действительно стоит заниматься, так как качественный и уместный резец выполняет работу быстро, просто, беспроблемно.
Его используют нечасто, однако в области его использования применить любой другой вид резцов просто нереально, так как они банально не справятся с поставленной задачей. Поэтому, подбор правильного резца может отнять приличное количество времени и усилий. Другое дело, что этим действительно стоит заниматься, так как качественный и уместный резец выполняет работу быстро, просто, беспроблемно.
Чем заслужил такие лавры данный вид резца? Тем, что его используют для обработки деталей, которые имеют сложную, нестандартную форму. Резцы фасонного типа обеспечивают более высокую точность относительно размеров и форм изготовляемого предмета – воспроизводят деталь с высокой точностью. Фасонный резец не используют в каждом первом предприятии – данный резец более сложный и оригинальный, чаще всего данный резец делают на заказ, для какого-то конкретного предприятия и под конкретную вещь, которую резец будет изготавливать до тех пор, пока не сломается. Из-за специфики производства они являются достаточно дорогими и рационально их использовать только в крупных серийных производствах.
Фасонный резец имеет несколько видов, которые выделяют на основе ряда различий в параметрах и способах обработки:
- Круглые фасонные резцы. Выполняют работы снаружи и внутри заготовки. Высокотехнологичны, обладают наибольшим количеством переточек среди резцов.
- Стержневые резцы. Применяются для работ с короткими фасонными поверхностями. Обладают малым количеством переточек.
- Призматические резцы. Обрабатывают более сложные поверхности фасонного типа. Внутренние фасонные поверхности обработке не подлежат. Обладают средним количеством переточек.
Выбирать фасонный резец рекомендуется тщательно, используя такие технические параметры, как:
- В каких станках применяются резцы, какой формы должна быть кромка.
- Из каких материалов были изготовлены резцы. Титан, вольфрам, тантал и аналоги.
- Класс точности. Существует пять классов.
- Размеры резца и его рабочей области.
- Величина заднего угла.
Ориентируясь на указанные параметры, а также сравнивая их с техническими требованиями, которые принципиальны для вашего типа производства, возможно подобрать наиболее удобный вариант. Даже такая эксклюзивная вещь, как круглый фасонный резец, требует внимательного рассмотрения. Наиболее подходящими считаются фасонные резцы из твёрдосплавных материалов. Также мы предлагаем широкий ассортимент упорных резцов с доставкой по России.
Существует несколько стран, которые занимаются производством круглых фасонных резцов. Это Россия и Украина, каждая из стран имеет по два завода. Качество у данных производителей находится примерно на одном уровне. Приобретая фасонный резец будьте готовы к тому, что его стоимость превышает стоимость других видов резцов.
- Винтовые сваи 76 мм: конструктивные особенности и монтаж
- Быстрый ремонт труб с помощью хомутов без сварки
- Алюминиевый прокат: как выбрать подходящий материал для задачи
- Алюминиевый профиль: свойства, применение и критерии выбора
- Поверка штангенциркулей: как обеспечить точность измерений и избежать дорогостоящих ошибок