Газоплазменное напыление металлов
Газоплазменное напыление металлов
КП Инжиниринг › Блог › Газопламенное напыление металлов

В продолжение предыдущего поста, развиваем рассказ о видах газотермических напылений. Сегодня речь пойдёт об одном из самых доступных и распространённых видах — газопламенном напылении металлов.

Технология газопламенного напыления позволяет использовать металлы, изначально находящиеся либо в виде порошка, либо в виде проволоки. Конструктивно системы различаются. В порошковых горелках металлический порошок подается из бункера (порошкового питателя), в проволочных системах металлическая проволока непрерывно подается из бухты, катушки, либо бочки.
В горелке, куда подается топливный газ, кислород и сжатый воздух, металл плавится и затем сжатым воздухом переносится на поверхность.
В силу особенностей, порошковые системы менее производительны по сравнению с проволочными, поэтому реже используются для напыления металлических порошков. Обычно их сфера применения — напыление износостойких либо жаростойких материалов на основе карбидов и оксидов металлов.
Для напыления антикоррозионных и инженерных металлических покрытий чаще используется система с подачей проволоки. Существуют две основные разновидности таких систем. В обоих случаях используется смесь из топливного газа и кислорода. Для легкоплавких металлов, таких как цинк, алюминий, баббит, некоторые цветные металлы, в качестве топливного газа используется пропан. Для тугоплавких (сталь) используется ацетилен, который обеспечивает более высокую температуру горения факела.
Мы продаем и сами используем системы газопламенного напыления производства компании Metallisation (Великобритания). Это надежные, простые системы с пневматическим приводом подачи проволоки (есть модификации с электроприводом), которые безотказно служат десятилетиями, естественно при надлежащем обслуживании). Например, в России есть система, которой уже более 40 лет и на нее до сих пор заказчик покупает у нас запчасти.

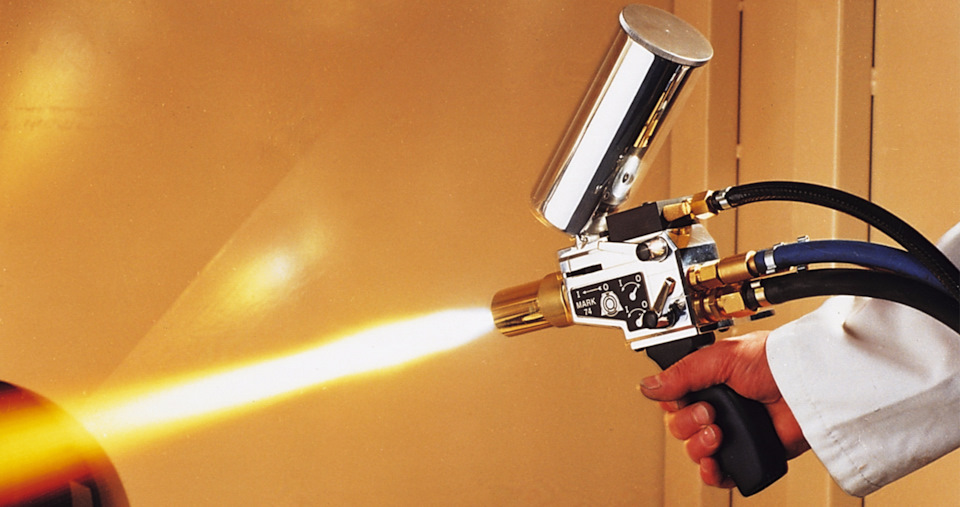
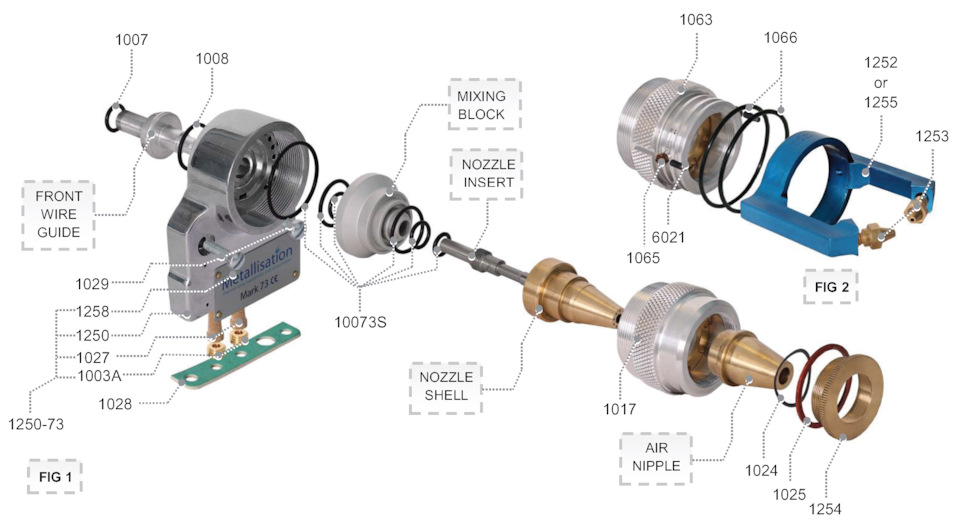
Современная система на пропане MK 73 — это комплект, состоящий из газовой консоли для подготовки и регулировки подачи газов и воздуха, непосредственно самой горелки, комплекта шлангов и размотчика для проволоки.

Горелка МК 73 позволяет работать с проволокой диаметром от 2,0 мм до 4,76 мм, обладает высокой производительностью (до 32 кг цинка в час) и высокоэффективной распылительной головкой. Достаточно сложная конструкция распылительной головки, состоящая из большого числа деталей, позволяет добиться максимальной однородности газовой смеси и точной фокусировки факела вне горелки. Это гарантирует высокую скорость расплавления металлов при отсутствии перегрева деталей горелки.

В результате, работа с такой системой максимально эффективна с точки зрения производительности и затрат на эксплуатацию. Оператор очень быстро овладевает необходимыми навыками работы с ней и ее обслуживания.
Ну а мы, как сервисная компания, с ее помощью легко и гарантированно обеспечиваем высокое качество покрытия, которое определяется стабильностью толщины и минимальной пористостью и шероховатостью.

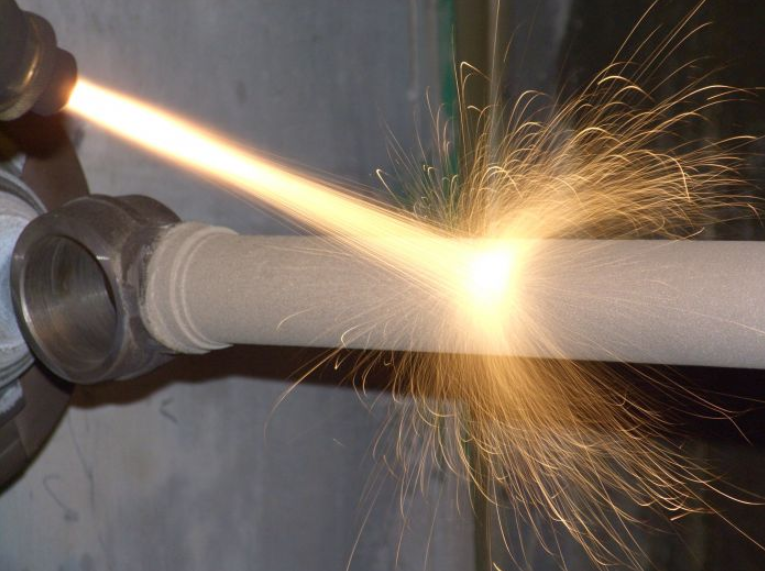
Помимо стандартных задач, данное оборудование позволяет, например, выполнять ремонт деталей со сквозной коррозией. Вот, например, видео, демонстрирующее такую работу:
МЫ ПРЕДЛАГАЕМ УСЛУГИ ГАЗОПЛАМЕННОГО НАПЫЛЕНИЯ ПОКРЫТИЙ ИХ ЦИНКА, АЛЮМИНИЯ, МЕДИ И ДРУГИХ МЕТАЛЛОВ ДЛЯ ЧАСТНЫХ ЗАКАЗЧИКОВ, АВТОМАСТЕРСКИХ И КОРПОРАТИВНЫХ КЛИЕНТОВ.
Газопламенное напыление металлов
Для обработки внешней поверхности цилиндровых, валовых, плунжерных изделий, проволочных деталей выполняется газопламенное напыление. При выполнении данной процедуры применяются порошковые полимерные покрытия. Из статьи вы узнаете в чем суть метода, как контролируется качество его выполнения и об основных преимуществах проведения данного мероприятия.

Компания «МеталХантерс» сотрудничает с ведущими компаниями, занимающимися разработкой оборудования (цинкование, алюминизация) и улучшением соответствующих технологий.
Поэтому «МеталХантерс» предлагает наиболее эффективные и выгодные услуги по антикоррозийной обработке металлоконструкций с применением электродуговой металлизации.
Компания сегодня успешно занимается нанесением алюминиевых, цинковых, стальных и комбинированных покрытий на конструкции, применяемые в различных сферах и отраслях тяжёлой, лёгкой и нефтехимической промышленности. И в каждом случае металлизация конструкций оказывается самым надёжным способом защиты от коррозии и прочих воздействий.
Рассчитайте стоимость работ сейчас .
Оставьте ваш контакт, мы вам перезвоним

Возможность изгиба и выправления обработанных конструкций (в зависимости от толщины защитного покрытия обработанные изделия выдерживают изгиб при радиусе до двух толщин без повреждения антикоррозионной поверхности).

Металлические защитные покрытия, нанесённые электродуговым методом, имеют свойство самовосстановления, то есть при механическом повреждении поверхности, они просто «заживают» на металле.

Металлизация, в отличие от нанесения лакокрасочных покрытий, производится только в один слой, что позволяет обрабатывать большие поверхности быстрее.

Металлизационные покрытия обладают большой адгезионной прочностью, то есть не отслаиваются от самой конструкции, на которую нанесены.

Нанесение маркировки на металлоконструкцию после обработкиМеталлизация производится при разных внешних температурах, что существенно расширяет технологические возможности антикоррозионной обработки — при нанесении покрытий не происходит нагревания поверхностей свыше 70–100°C.

Нанесение металлизационного цинкового покрытия на конструкции ферм ПОАРЭ для гидроузла в Рязанской области.Антикоррозионные покрытия выдерживают температуры до −60°C, не отслаиваясь и не разрушаясь, что позволяет использовать их даже на крайнем севере.

Защитные металлические покрытия не содержат органических веществ, что позволяет хранить в обработанных резервуарах различные жидкости.

Металлизационные покрытия могут применяться для защиты больших поверхностей различных сооружений непосредственно на месте их эксплуатации.
Что представляет собой технология?
Контроль качества газопламенного напыления
Примеры работ

Нанесение металлизационного цинкового покрытия на торцевой лист металлоконструкций пролетных строений автодорожного моста Адлер — Горно-климатический курорт Альпика сервис. Площадь работ 2335м2.

Нанесение металлизационного цинкового покрытия на торцевой лист металлоконструкций пролетных строений автодорожного моста Адлер — Горно-климатический курорт Альпика сервис. Площадь работ 2335м2.

Нанесение металлизационного цинкового покрытия на конструкции ферм ПОАРЭ для гидроузла в Рязанской области.

Нанесение металлизационного цинкового покрытия на конструкции ферм ПОАРЭ для гидроузла в Рязанской области.

Нанесение металлизационного цинкового покрытия с последующей окраской на установки освещения для стадиона г.Химки

Нанесение металлизационного цинкового покрытия на конструкции ферм ПОАРЭ для гидроузла в Рязанской области.

Металлизация алюминием металлической дымовой трубы

Дымовая труба ТЭЦ-26

Комбинированное металлизационное покрытие дымовой трубы

Нанесение цинкового покрытия на металлоконструкции подъемного механизма для компании Оптима-Строй. г. Москва.


Нанесение металлизационного цинкового покрытия на опору для канатной дороги олимпийского объекта. г. Сочи. Внешняя сторона.

Нанесение металлизационного цинкового покрытия на опору для канатной дороги олимпийского объекта. г. Сочи. Внутренняя сторона.

Антикоррозионное металлизационное покрытие металлоконструкций-ферм, двутавров.

Нанесение цинкового металлизационного покрытия на вышку сотовой связи.

Нанесение цинкового металлизационного покрытия на вышку сотовой связи.

Нанесение маркировки на металлоконструкцию после обработки

Нанесение маркировки на металлоконструкцию после обработки
Плазменное напыление металлов
Напыление плазменное, которое иногда называют диффузионной металлизацией, образуется вследствие термического диссоциации атомов металла под воздействием высокотемпературной плазмы с последующим осаждением и диффундированием внутрь заготовки. Это простой и дешёвый способ формирования покрытий.
Особенности и назначение плазменного напыления
Особенность покрытия — пластинчатая зернистая структура, возникающая в результате термической диффузии мелких частиц.
Стадии плазменного напыления металла:
- Ионизация частиц.
- Распыление.
- Осаждение.
- Затвердевание.
На каждом из этапов необходимо проводить контроль температуры и скорости движения напыляемых частиц.
Осаждение представляет собой совокупность двух, одновременно протекающих процессов – химической связи, которая активируется вследствие высоких температур в зоне обработки, и механических взаимодействий, обусловленных повышенной кинетической энергией частиц напыляемого металла. Дополнительным интенсифицирующим фактором считается наличие промежуточной среды – газа/жидкости — молекулы которой ускоряют и стабилизируют процесс металлизации. При этом образуются дополнительные соединения, улучшающие качество напылённого слоя. Например, азот формирует высокотвёрдые нитриды металлов, гелий предотвращает окисление поверхности, а медь улучшает условия трения.
Процесс используется для формирования оптимальных характеристик поверхностного слоя, а также как метод восстановления изношенных стальных деталей.
Технология процесса напыления
Исходный материал подается в столб плазмы в форме порошка или проволоки. Ионизированные газы высвобождают активные молекулы газов, некоторые из которых (например, водород) дополнительно поднимают температуру внутри плазменного столба, ускоряя процесс превращения молекул исходной заготовки в парообразное состояние. В результате ускоряется оседание движущихся частиц на подложку. Ионизация возможна не только из газа, но и из жидкости, испаряющейся в столбе дуги.
Напыляющие порошки разнообразят состав и свойства покрытий, поскольку в мелкодисперсное состояние может быть переработан широкий спектр металлов.
Плазменное напыление осуществляется в результате:
- Инициализации плазмы высоковольтным разрядом, который образует электрическую дугу постоянного тока, образующуюся между двумя электродами — медным анодом и металлическим катодом (чаще – вольфрамовым). Электроды должны постоянно охлаждаться;
- Генерирования потока высокотемпературного ионизированного плазменного газа, который обычно состоит из аргона/водорода или аргона/гелия;
- Нагрева газа, с последующим ускорением его движения через сужающееся сопло;
- Переноса мелкодисперсного порошка в плазменной струе на подложку.
Высококачественное покрытие образуется вследствие сочетания высокой температуры (до 15000°C), концентрированной тепловой энергии плазменной струи, инертной среды распыления и скоростей частиц, достигающих 300 м/с.
Последующая обработка покрытия
Процесс распыления в потоке плазмы ограничен материалами, которые имеют более высокую температуру плавления, чем пламя. При более низких температурах и скоростях (до 40 м/с), энергетические характеристики движущихся частиц уменьшаются, что приводит к окислообразованию, пористости и наличием различных включений в готовом покрытии. Снижается прочность сцепления и адгезии между покрытием и подложкой. Такие покрытия подвергают шлифовке или полированию. В обоснованных случаях предусматривается термическая обработка – закалка, отпуск, нормализация.
Оборудование плазменного напыления
Для диффузионной металлизации производят три вида устройств – со сжиганием кислородной смеси, с подачей инертного газа и с термическим разложением жидкости. Толщина покрытия достигает 100…120 мкм.
Установки плазменного напыления, использующие энергию высокоскоростной кислородной плазмы, работают при гиперзвуковых скоростях газа, достигающих 1600…1800 м/с в момент удара струи по подложке. Так производят плазменное напыление износостойкими карбидами металлов, когда не требуется полного расплавления ионизированных частиц.
Оборудование, где поток плазмы формируется в струе инертного газа, используется для производства покрытий, требующих сочетания хорошей износостойкости и ударопрочности. Нагрев приводит к тому, что газ достигает экстремальных температур, диссоциирует и ионизируется.
Установки третьего типа выполняют металлизацию в конечный момент формообразования поверхности или полости электродуговым разрядом, сжатым поперечным потоком рабочей среды. Такие установки наиболее производительны. В качестве примера рассмотрим станок типа «Дуга-8М», состоящий из следующих узлов:
- Инструментальной головки с электрододержателем.
- Герметизированной рабочей камеры.
- Насосной станции.
- Резервуара с диэлектриком.
- Генератора плазмы.
- Узлов контроля и слежения.
Диффузионная металлизация происходит так. Исходное изделие фиксируется в рабочей камере и герметизируется. Электрододержатель с электродом (имеющим сквозное отверстие) устанавливается над заготовкой, после чего через зону обработки производится прокачка среды под высоким давлением. Включается генератор плазмы, и производится перемещение электрода до момента пробоя межэлектродного промежутка. Высокая концентрация тепловой мощности в дуге приводит к размерному испарению материалов электрода и рабочей среды. В результате одновременно происходит съём металла и насыщение поверхности атомами элементов.
Оборудование для плазменного напыления своими руками изготовить крайне сложно, поскольку кроме мощных источников питания, необходимых для создания дугового разряда, необходимы высокоточные узлы подачи рабочей среды к плазменному столбу.
Расходные материалы
Выбор исходных материалов определяется свойствами покрытия и стоимостью его получения.
Металлы. Предпочтение отдают интерметаллидам алюминия, железа, титана, никеля и кобальта, потому что они имеют высокие температуры плавления и сравнительно невысокие плотности, что уменьшает энергоёмкость плазменного напыления.
Самофлюсующиеся порошки. Используются порошки самофлюсующихся сплавов (типа бор-кремний). В процессе обработки расплавы порошков образуют металлургические соединения, устойчивые к коррозии и износу.
Минералокерамика. Для плазменного напыления используют исходные материалы, содержащие алюминий и кремний: они не дают трещин или отслаиваний. Добавка железа, марганца, меди, цинка и магния приводит к улучшению свойств покрытия.
Металлоорганические соединения. Используются преимущественно неполярные жидкости, которые хорошо растворяются в минеральных и синтетических маслах малой вязкости.
Особенности и преимущества газопламенного напыления
Газопламенное напыление: общие сведения о технологии и особенности присадочных материалов. Основные этапы технологического процесса. Выбор горючего газа. Преимущества и недостатки. Используемые установки и пистолеты при обработке металла.

Газопламенное напыление – метод нанесения специального покрытия на поверхность с целью получения дополнительных качеств. В качестве распыляемого материала используют металлические или полимерные порошки. Их нагревают до пластичного состояния с помощью пламени, которое формируется при сгорании смеси кислорода с пропаном или ацетиленом. Перенос на поверхность металла осуществляется с помощью сжатого воздуха.
Метод относится к категории газотермического напыления. По сравнению с другими способами металлизации он выгодно отличается высокой производительностью и низкой себестоимостью работ.
Общие сведения о методе газопламенного напыления
В основе метода лежит использование тепловой и кинетической энергии для повышения реставрационных, функциональных или декоративных характеристик изделия. Присадочный материал для выполнения работ выпускают в следующих формах:
- проволока;
- прутки;
- порошок.
Для каждого вида существует своя сфера применения. Например, для реставрации деталей машин и механизмов специалисты рекомендуют использовать порошки. В отличие от проволоки они позволяют менять состав покрытия, что способствует повышению качества напыляемого слоя.
Процедура обработки изделия состоит из следующих этапов:
- Порошок подают в зону термической обработки. Он может поступать по каналам питателя или подаваться с внешней стороны горелки.
- Под действием высокой температуры присадочный материал оплавляется, приобретая пластичные свойства.
- Газ выполняет функции переноса состава на обрабатываемую поверхность. Летящие частицы перемещаются с большой скоростью – она может достигать 160 м/с.
- Распыленный материал формирует защитный слой при взаимодействии с поверхностью.

Существует и метод высокоскоростного газопламенного напыления, который отличается высокой скоростью подачи присадочного материала. Ввиду значительной отдачи исключена возможность обработки поверхности в ручном режиме. Все работы выполняют на автоматическом или роботизированном оборудовании.
Как было указано выше, температурная обработка осуществляется за счет тепловой энергии, которая образуется при сгорании горючего газа в кислородной среде. Наилучших результатов можно добиться при использовании ацетилена. Его температура горения варьируется в пределах 3100–3200 ºC. Для сравнения приведем аналогичные характеристики доступных заменителей:
| Вид горючего газа | Теплота сгорания, кДж/м³ | Температура пламени в кислородной среде, ºC | Расход кислорода, м³/ч |
|---|---|---|---|
| Ацетилен | 52800 | 3100-3200 | 2,5 |
| Водород | 10060 | 2100–2500 | 0,5 |
| Метан | 33520 | 2000–2700 | 2,03 |
| Пропан | 87150 | 2400–2700 | 5,15 |
| Бутан | 116480 | 2400–2700 | 6,8 |
- окислительное;
- нормальное;
- восстановительное.
Во втором случае соотношение газов паритетное. Окислительное пламя характеризуется избытком кислорода, а восстановительное – горючего вещества.
- Благодаря малому тепловому воздействию на обрабатываемую заготовку существует возможность нанесения покрытия практически на любой материал: стекло, пластик, фарфор и даже дерево или бумагу. Другие методы модификации поверхности предназначены преимущественно для изделий из металла.
- В процессе обработки заготовка не подвергается тепловой деформации и не меняет своих параметров.
- С помощью установок для газопламенного напыления можно обрабатывать заготовку различными составами. Это позволяет придавать поверхности различные свойства без замены оборудования.
- Неограниченный размер обрабатываемой площади. Другие способы металлизации ограничены различными факторами: для цементации – размером печи, для электролитического осаждения – габаритами емкости с раствором.
- Низкая себестоимость обработки. Лучше всего эффект проявляется при газопламенном напылении больших площадей.
- Большая толщина покрытия позволяет использовать метод для реставрации различных деталей. Припуск под обработку не превышает 0,7 мм.
- Простота рабочего оборудования и его мобильность дает возможность применения газопламенного напыления в труднодоступных местах. Технологическая операция также не отличается особой сложностью.
- Благодаря широкому выбору присадочных материалов можно получить изделие с заданными свойствами, не прибегая к прочим методам модификации поверхности.
Естественно, имеются и недостатки:
- Газопламенное напыление малоэффективно при обработке мелких деталей. Это связано с высоким коэффициентом расхода присадочного материала.
- Тяжелые условия производства. Для предварительной подготовки изделия выполняют пескоструйную обработку, что приводит к повышенному уровню запыленности рабочего участка.
- В процессе напыления мелкие частицы состава остаются в воздухе. По этой причине к производственным помещениям предъявляют повышенные требования по системе вентиляции.
Назначение и применение метода
- нанесение антикоррозийного покрытия;
- восстановление баббитового слоя подшипников;
- создание электропроводящего или электроизоляционного слоя;
- декоративная обработка различных поверхностей;
- устранение дефектов цветного и черного литья;
- ремонт деталей вращения: валов, цапф или кулачков.
Свойства поверхности зависят от типа состава. Например, для повешения жаростойкости поверхности применяют газопламенное напыление алюминиевым порошком. Такая процедура называется алитированием.
Применяемое оборудование
Современные производители предлагают широкий выбор установок для газопламенного напыления. В качестве примера рассмотрим устройство оборудования отечественного производства типа ППМ-10 (на фото).
Основными узлами установки являются:
- Распылительный аппарат, который имеет внешнее сходство с пистолетом.
- Пульт управления газами.
- Камера для выполнения обработки.
- Подставки.
Для выполнения газопламенного напыления используются следующие расходные материалы:
- ацетилен;
- кислород;
- воздух, очищенный от влаги и механических включений.
Газопламенное напыление – востребованная технология, основными достоинствами которой являются высокая производительность и низкая себестоимость работ. А вы сталкивались с этим методом обработки? Как вы считаете, в какой отрасли промышленности газопламенное напыление пользуется наибольшим спросом? Напишите ваше мнение в блоке комментариев.
Напыление металлов
Напыление металлов позволяет улучшить характеристики деталей, работающих в условиях, связанных сильным изнашиванием и механическими концентрированными нагрузками. Металлизация поверхностей повышает устойчивость и увеличивает срок службы. Кроме решения технических задач, напыление используется во время производства декоративных изделий, бижутерии, в пищевой, фармацевтической и химической промышленностях. Для напыления могут применяться различные металлы, конкретный выбор зависит от технического задания.
Химическое хромирование
Используется для обработки деталей со сложной геометрической формой, процесс основан на восстановлении хрома из растворов солей при помощи гипофосфита натрия. Осадок имеет серый цвет, блеск приобретается после полирования. Химическое хромирование протекает в ваннах с таким составом растворов.
Состав растворов для химического хромирования
- Фтористый хром, г — 17
- Хлористый хром, г — 1,2
- Лимоннокислый натрий, г — 8,5
- Гипофосфит натрия, г — 8,5
- Вода, л — 1
- Температура, °С — 70-87

Скорость процесса хромирования может достигать 2,5 мкм/ч, для изготовления ванн используется устойчивый пластик. Металлизация сопровождается выделением ядовитых химических соединений, растворы негативно влияют на кожу людей. Во время производства работ следует соблюдать правила техники безопасности, для очистки воздушной среды устанавливается принудительная вентиляция. Мощность вентиляции рассчитывается исходя из объема помещения или рабочей зоны с учетом минимальной кратности обмена.
На промышленных предприятиях монтируется вентиляция пластиковая, она позволяет выдерживать рекомендованные технологические параметры при минимальных финансовых потерях. Для промышленного хромирования химическим методом применяются специально разработанные растворы с улучшенными показателями.

Промышленные растворы для химического хромирования
При приготовлении растворов первым растворяется хлористый хром. Затем согласно схеме могут растворяться лимонно-кислый натрий и фтористый хром. Для ускорения химических процессов в состав добавляется щавелевая кислота. Ионы хрома образуют с ней химически активный ион, скорость покрытия возрастает до 7 мкм/ч и более. Процентное содержание ингредиентов корректируется технологами с учетом поставленных конечных задач по обработке деталей.
Для получения расчетного покрытия необходимо выполнять следующие требования:
- Качественная подготовка поверхностей. Детали очищаются механическим и химическим способами, при необходимости поверхности шлифуются.
- Оборудование должно обеспечивать максимальную автоматизацию процесса для исключения вредного влияния человеческого фактора.
- Постоянный контроль за состоянием раствора, фильтрование, поддержание заданной концентрации, своевременная замена катода.
Нарушение рекомендованной технологии может становиться причиной отслоений покрытий или образования глубоких раковин. Необходимость исправления дефектов приводит к значительному увеличению себестоимости производства.

Линия химического хромирования
Визуальный контроль химических процессов производится за счет определения количества выделяемого водорода, технологи рекомендуют для улучшения процесса одновременно покрывать детали из нескольких металлов. Слишком интенсивное выделение водорода может становиться причиной появления раковин, скорость процесса регулируется в каждом конкретном случае.
Газоплазменное напыление
Газоплазменное напыления позволяет получать чистое покрытие с высокими показателями адгезии. Процесс протекает при температурах до +50 000°С, скорость струи оставляет 500 м/с, температура поверхности обрабатываемой детали составляет не более +200°С.

Газоплазменное напыление металлов
Шероховатость поверхности напыляемых деталей до 60 Rz, зона обдува должна на 2–5 мм превышать номинальный размер напыляемого участка. Для работы используются порошки одной фракции по размерам, необрабатываемые участки детали закрываются специальными экранами. Перед процессом поверхность деталей предварительно прогревается до рабочих технологических температур.

Режимы работы оборудования при газоплазменном напылении


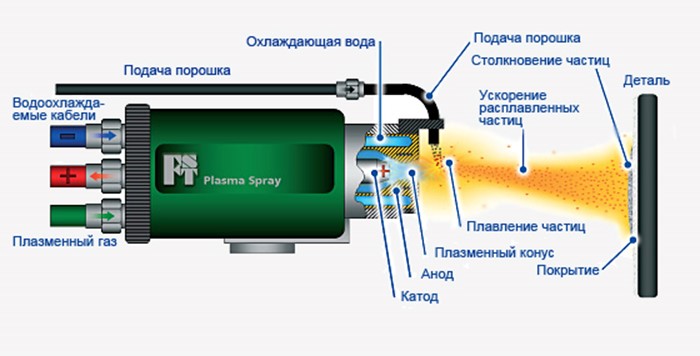
Схема оборудования для напыления
Оборудование для порошкового напыления состоит из подвода газа (1), катода плазмотрона (2), корпуса катода (3), теплоизолятора (4), корпуса анода (5), порошкового питателя (6), подвода газа-носителя (7), плазменной дуги (8) и источника питания (9).
Газоплазменное напыление допускает финишную обработку покрытий для улучшения характеристик деталей, в таком случае толщина покрытия должна учитывать механическую шлифовку.
Напыление в вакууме
Перенос напыляемых металлов выполняется при разрежении 10 -2 Па, напыление может быть катодным, магнетронным или ионно-плазменным. Вакуум увеличивает прочность сцепления поверхностей. Оборудование для технологии может быть многокамерным или многопозиционным однокамерным. Первые линии состоят из нескольких установок, в каждой из которых выполняется определенное напыление металлов, агрегаты между собой соединены технологическими линиями для транспортировки деталей. Многопозиционные имеют несколько отдельных постов для напыления в одном объеме. Вакуумное напыление производится по следующим этапам:
- Создание вакуума заданной глубины. Мощные компрессоры откачивают воздух из камеры, металлизация контролируется автоматическими приборами.
- Распыление покрывающего материала. В зависимости от особенностей процесса напыление металлов может выполняться несколькими способами.
- Транспортировка деталей в зависимости от их состояния.

Установка вакуумного напыления
Технологические определения Вакуумное напыление – сложный технологический процесс, зависящий от нескольких параметров:
- Критическая температурная точка напыления. Выше этого значения весь объем направляемых частиц отражается от поверхности детали, напыление металлов приостанавливается. Параметр зависит от металла детали, состояния ее рабочей поверхности и свойств напыляемых материалов.
- Критическая плотность давления. Минимальная плотность, при которой осадочная пленка адсорбируется и становится неспособной принимать атомы металла, напыление прекращается. Контроль критической плотности в установках выполняется непрерывно, при необходимости параметры условий корректируются. В зависимости от состава пленки могут быть моно- или поликристаллическими и аморфными.
Для повышения производительности вакуумное оборудование комплектуется механизмами автоматизированной транспортировки деталей в камеру и из нее, экранами и манипуляторами, заслонками и прочими механизмами. Напыление осуществляется в полуавтоматическом режиме.
Использование вакуумного оборудования позволяет получать напыление металлов с максимальным коэффициентом адгезии, увеличивается скорость протекания процесса, покрытия отличаются повышенной твердостью и химической устойчивостью. Недостаток – высокая энергоемкость процесса. Кроме того, вакуумное напыление не рекомендуется использовать для деталей со сложным профилем поверхностей.
Газопламенное напыление и металлизация

Нагрев присадочного материала при газопламенном напылении и металлизации осуществляется за счет теплоты, выделяемой в результате сгорания различных горючих газов (ацетилена, пропан-бутана, природного газа и др.) в среде кислорода. Из горючих газов наибольшее применение получил ацетилен, сгорание которого в смеси с кислородом позволяет получать температуру пламени порядка 3100-3200 °С, что на 500-800 °С выше температуры его заменителей (табл. 3.5).
Типы пламени
В зависимости от соотношения горючего вещества и кислорода газовое пламя подразделяют на:
- окислительное — с избытком кислорода;
- нормальное — при паритетном соотношении горючего вещества и кислорода;
- восстановительное — с избытком горючего газа.
Тип газового пламени, используемый при напылении, выбирается в зависимости от химического состава напыляемого металла (табл. 3.6).
Таблица 3.5. Термодинамические характеристики газовых смесей.
Теплотворная способность, кДж/м 3
Температура пламени в смеси с кислородом, °С
Удельный расход кислорода, м^м 3
Мощность пламени выбирают в зависимости от размеров детали. При напылении стальных деталей применяют восстановительное (нормальное) или науглероживающее (с небольшим избытком ацетилена) пламя. Перед началом напыления деталь подогревают до температуры 50-100 °С. В процессе напыления необходимо следить, чтобы поверхность напыляемой детали не нагревалась выше 250 °С. Температуру можно контролировать с помощью термочувствительных карандашей.
По виду присадочного материала газопламенное напыление и металлизацию подразделяют на:
- металлизацию стержневыми присадочными материалами;
- порошковое напыление.
Проволочные распылители
Первый газопламенный проволочный распылитель разработал в 1913 г. М.У. Шооп. Стержневой присадочный материал с помощью механизма подачи направляется через центральное отверстие горелки в высокотемпературную зону пламени, где нагревается до температуры плавления. Полученная капля жидкого металла с его торца распыляется сжатым воздухом и в виде мелких частиц переносится на поверхность детали (рис. 3.6).
Таблица 3.6. Характеристики газопламенного напыления.
Дистанция напыления, мм

Рис. 3.6. Схема проволочного распылителя:
1 — воздушное сопло; 2 — газовое сопло; 3 — пруток; 4 — направляющая трубка.
В качестве стержневого присадочного материала используют прутки, проволоки и шнуровые материалы.
Прутковые материалы используются при напылении керамики. Прутки изготавливают из оксидов или карбидов металлов со связующим на жидком стекле диаметром до 8,0 мм. Содержание частиц твердых фаз в прутке может достигать 95 %. При нагреве прутка связующее выгорает, а зерна твердой фазы подаются на поверхность изделия. Основным недостатком использования керамики является прерывистость процесса, влияющая на качество поверхности покрытия. Наряду с прутковыми материалами используются и трубчатые полые стержни, заполненные зерновым релитом.
Распылитель для прутковых материалов имеет дополнительное воздушное сопло, направляющее воздух в радиальном направлении в зону плавления керамического стержня, где осевая скорость частиц невелика. «Загибающий» воздух дробит относительно крупные (100-160 мкм) расплавленные частицы на более мелкие (20-40 мкм) и направляет их под углом 45-50° к поверхности изделия. Дистанция напыления составляет 50 мм. Осевое расположение распылителя и малая дистанция напыления позволяли наносить покрытия на внутреннюю поверхность трубы диаметром 100 мм. Проволока для напыления применяется диаметром от 0,8 до 2,0 мм и изготавливается из различных материалов (коррозионно-стойкие и углеродистые стали, латуни, бронзы, баббиты, Al, Cu, Mo, Zn, Sn, Pb, сплавы на никелевой и кобальтовой основах). Производительность напыления и металлизации проволокой из цветных металлов — до 15 кг/ч, из стали и сплавов — до 9 кг/ч. Расход кислорода — 50 л/мин, расход ацетилена или пропана — до 20 л/мин. Давление воздуха — 0,5 МПа.
При газопламенном проволочном напылении в получаемом покрытии содержится меньше оксидов, чем при порошковом напылении. Это имеет особо важное значение для получения коррозионно-стойких покрытий с низкой пористостью. Для снижения степени окисления присадочного материала камеру сгорания приближают к выходному отверстию сопла. Однако относительно малая скорость движения частиц при газопламенном напылении проволокой не обеспечивает формирования высокоплотного покрытия.
В последние десятилетия наряду с проволоками все большее применение находят шнуровые присадочные материалы. Прочность и эластичность гибких шнуров позволяет пользоваться ими так же, как и проволокой и наносить покрытия с помощью газопламенных аппаратов проволочного типа.
Шнуровые материалы состоят из органического связующего, составляющего оболочку, и порошкового наполнителя, включающего высокотвердые компоненты и соединения, обеспечивающие протекание экзотермических реакций и синтезирование новых фаз в процессе напыления. Это позволяет повысить показатели адгезионной и когезионной прочности.
В шнуровых материалах используют порошковые наполнители на основе самофлюсующихся сплавов систем Ni(Co)-Cr-B-Si и в смесях с карбидом вольфрама или оксидами алюминия, титана, хрома, циркония. Шнуры производятся диаметром от 4,0 и 7,0 мм и размером зерен литого карбида вольфрама в диапазоне от 0,1 до 2,5 мм, причем для конкретных видов изнашивания применяются специальные комбинации мелкозернистого и крупнозернистого карбида вольфрама. Равномерное распределение зерен карбидов в порошковом шнуре обеспечивает наиболее благоприятное их расположение на напыляемой поверхности, что приводит к повышению износостойкости наплавленного слоя (рис. 3.7).
Матрица наплавленного слоя, представляющая собой никелевый самофлюсущийся сплав системы Ni-Cr-B-Si, обеспечивает хорошее смачивание зерен карбидов, обладает низкой температурой плавления (950-1050 °С), имеет высокую текучесть и отличается высокой стойкостью к воздействию кислот, щелочей и других коррозионно-активных сред.

Рис. 3.7. Технология ручной газопламенной наплавки шнурового материала «Сфекорд-HR».
Порошковый распылитель
Напыление порошками позволяет в широких пределах регулировать состав наносимых покрытий. В зависимости от места подвода порошка в горелку и его транспортирования в зону пламени газопорошковое напыление подразделяют на два способа.
- Порошок из питателя (рис. 3.8) поступает в центральный канал горелки, захватывается транспортирующим газом и подается в факел ацетиленокислородного пламени, струей которого оплавляется и направляется на поверхность детали, образуя заданный слой покрытия.

Рис. 3.8. Схема газопламенного напыления с вводом порошка в зону пламени транспортирующим газом:
1 — сопло; 2 — пламя; 3 — покрытие; 4 — деталь; 5 — кислород и горючий газ; 6 -транспортирующий газ; 7 — напыляемый порошок
Порошковая струя окружена кольцом пламени. При перемешивании струй пламени и газопорошковой взвеси происходит теплообмен. Частицы нагреваются до температуры плавления и переносятся на поверхность детали.
- Порошок из бункера (рис. 3.9) подается с внешней стороны мундштука в зону пламени, где его частицы оплавяются и направляются газовым потоком на поверхность напыляемой детали.
Применение при первом способе напыления транспортирующего газа, обычно инертного, для подачи порошка позволяет уменьшить его окисление, однако усложняется схема подачи и конструкция газовой горелки. Второй способ характеризуется большей простотой оборудование и облегчается выбор оптимального режима.
Наиболее качественные покрытия получаются при первоначальном напылении подслоя термореагирующим порошком толщиной 0,05-0,15 мм, а затем основного слоя износостойким порошковым сплавом толщиной 2 мм. Подслой и основной слой наносят при одних и тех же режимах напыления:
- давление кислорода 0,35-0,45 МПа;
- давление ацетилена 0,03-0,05 МПа;
- расход кислорода 960-1100 л/ч;
- расход ацетилена 900-1000 л/ч;
- расстояние от среза сопла мундштука до наплавляемой поверхности 160-200 мм;
- продольная подача 3-5 мм/об;
- расход порошка 2,5-3 кг/ч.

Рис. 3.9. Схема газопламенного напыления с внешним вводом порошка.
Процесс газопламенного напыления можно проводить с одновременным оплавлением, что возможно лишь газовым пламенем. Плазменная струя из-за интенсивного неравномерного нагрева напыленного слоя не обеспечивает получения качественного покрытия. Напыление с одновременным оплавлением рекомендуется выполнять в такой последовательности:
- подогреть всю деталь до температуры 250-300 °С;
- на восстанавливаемые поверхности для их защиты от последующего окисления напылить слои толщиной 0,2-0,3 мм;
- напыленный участок поверхности нагреть до состояния «запотевания», что характерно для процесса оплавления;
- на предварительно оплавленный слой нанести новый, доводя его до состояния оплавления.
В процессе оплавления важно не допустить перегрева напыленного слоя до состояния жидкой ванны, а после оплавления обеспечить медленное охлаждение детали (в песке, асбесте, печи). Перегрев приводит к стеканию металла, образованию пор, а быстрое охлаждение — к возникновению трещин, к отслаиванию. Для восстановления деталей этим способом наиболее рационально применять порошковые сплавы ПГ-ЮН-01, ПГ-ЮН-03, ПГ-СРЗ, ПГ-СР4. Толщина напыленного слоя может доходить до 3 мм.
Высокоскоростное напыление
Высокоскоростное газопламенное напыление появилось в начале 80-х годов прошлого века и характеризуется скоростью газового потока до 1000 м/с. Плотность покрытий достигает 99 %. Увеличение скорости частиц при меньшей их температуре позволило снизить уровень окисленности напыляемого металла и повысить плотность порошкового покрытия. В качестве наносимого материала используют порошки карбидов, металлокарбидов, сплавов на основе Ni, Cu и др. Для увеличения скорости частиц увеличивают скорость истечения продуктов сгорания путем повышения давления в камере сгорания до 1,0—1,5 МПа. На рис. 3.10 представлена схема высокоскоростного распылителя системы ВСН.

Рис. 3.10. Схема высокоскоростного порошкового распылителя:
1 — подача порошка (осевая); 2 — подача кислорода; 3 — подача топлива; 4 — подача порошка (радиальная); 5 — ствол.

Рис. 3.11. Сопла распылителя:
а — цилиндрическое; б — расширяющееся (сопло Лаваля)
В порошковых распылителях ВСН первого и второго поколений использовалось цилиндрическое сопло (рис. 3.11, а), а затем в конструкции соплового аппарата стало использоваться сопло Лаваля (рис. 3.11, б).
Для систем первого поколения давление в камере сгорания составляло 0,3-0,5 МПа, скорость частиц — 450 м/с для порошковых смесей системы WC-Co с грануляцией 10-45 мкм. Для систем второго поколения давление в камере сгорания повысилось до 0,6-1,0 МПа, что привело к увеличению скорости движения частиц до 600-650 м/с. Расход порошка составил 10 кг/ч. В системах третьего поколения с применением расширяющихся профильных сопел Лаваля расход порошка достигает 18 кг/ч.
Возможно Вас так же заинтересуют следующие статьи:
- Винтовые сваи 76 мм: конструктивные особенности и монтаж
- Быстрый ремонт труб с помощью хомутов без сварки
- Алюминиевый прокат: как выбрать подходящий материал для задачи
- Алюминиевый профиль: свойства, применение и критерии выбора
- Поверка штангенциркулей: как обеспечить точность измерений и избежать дорогостоящих ошибок