Индукционная сварка своими руками
Индукционная сварка своими руками
Индукционный нагреватель металла: простая схема для изготовления своими руками
Главная страница » Индукционный нагреватель металла: простая схема для изготовления своими руками

Технология индукционного нагрева быстро наращивает популярность, благодаря многим преимуществам практического использования. Причём этот метод работы с металлами привлекает не столько промышленную индустрию, сколько частный бытовой сектор. Однако условия создания аппаратных установок в обоих случаях существенно отличаются. В отличие от промышленного сектора, частникам, работающим в быту, требуется аппаратура относительно небольшой мощности, простая по исполнению, доступная по цене. Здесь описывается схема на индукционный нагреватель мощностью 1600 Вт, которая вполне реализуется в домашних условиях. Это своего рода пример, демонстрирующий, как создать аппарат под индукционный нагрев для применения в быту.
Принцип технологии индукционный нагрев
Принцип технологии индукционного нагрева достаточно прост с физической точки зрения. Образованная из проводника тока катушка генерирует высокочастотное магнитное поле.
В свою очередь, металлический объект, помещённый во внутреннюю область катушки, индуцирует вихревые токи. В результате объект сильно нагревается.
Параллельно с катушкой индуктивности, как правило, включается резонансная ёмкость. Предпринимается такой шаг для компенсации индуктивного характера катушки.
Резонансная цепь, созданная элементами катушка-конденсатор, возбуждается на собственной резонансной частоте. Значение тока возбуждения существенно меньше, чем значение тока, протекающего через катушку индуктивности.
Схема индукционного простого нагревателя мощностью 1600 Вт
Представленную схему следует рассматривать, скорее, как экспериментальный вариант. Тем не менее, этот вариант является вполне работоспособным. Главные преимущества схемы:
- относительная простота,
- доступность деталей,
- лёгкость сборки.
Схема индукционного нагревателя (картинка ниже) работает по принципу «двойного полумоста», дополненного четырьмя силовыми транзисторами с изолированным затвором из серии IGBT (STGW30NC60W). Транзисторы управляются посредством микросхемы IR2153 (самостоятельно тактируемый полумостовой драйвер).
 Схематически представленный упрощённый индукционный нагреватель малой мощности, конструкция которого допускает применение в условиях частных хозяйств
Схематически представленный упрощённый индукционный нагреватель малой мощности, конструкция которого допускает применение в условиях частных хозяйств
Двойной полумост способен обеспечить ту же мощность, что и полный мост, но тактируемый полумостовой драйвер затвора проще в исполнении и, соответственно, в применении. Мощный двойной диод типа STTH200L06TV1 (2x 120A) работает как схема антипараллельных диодов.
Гораздо меньших по мощности диодов (30А) будет вполне достаточно. Если предполагается использовать транзисторы серии IGBT со встроенными диодами (например, STGW30NC60WD), от этого варианта вполне можно отказаться.
Рабочая частота резонанса настраивается с помощью потенциометра. Наличие резонанса определяется по наиболее высокой яркости светодиодов.
 Электронные компоненты простого индукционного нагревателя, создаваемого своими руками: 1 — Мощный двойной диод типа STTH200L06TV1; 2 – транзистор со встроенными диодами тип STGW30NC60WD
Электронные компоненты простого индукционного нагревателя, создаваемого своими руками: 1 — Мощный двойной диод типа STTH200L06TV1; 2 – транзистор со встроенными диодами тип STGW30NC60WD
Конечно, всегда остаётся возможность построения более сложного драйвера. Вообще, оптимальным видится решение использовать автоматическую настройку.
Таковая, как правило, используется в схемах профессиональных индукционных нагревателей, но текущая схема, в случае такой модернизации, явно утрачивает фактор простоты.
Регулировка частоты, катушка индуктивности, мощность
Схемой индукционного нагревателя предусматривается регулировка частоты в диапазоне, примерно, 110 — 210 кГц. Однако схема управления требует вспомогательного напряжения 14-15В, получаемого от небольшого адаптера (коммутатор допускает коммутируемое исполнение или обычное).
Выход схемы индукционного нагревателя подключается к рабочей цепи катушки через согласующий дроссель L1 и трансформатор изолирующего действия. Дроссель имеет 4 витка провода на сердечнике диаметром 23 см, изолирующий трансформатор состоит из 12 витков двухжильного кабеля, намотанного на сердечнике диаметром 14 см.
Выходная мощность индукционного нагревателя с указанными параметрами составляет около 1600 Вт. Между тем не исключаются возможности наращивания мощности до более высоких значений.
 Экспериментальная конструкция индукционного нагревателя, изготовленная своими руками в домашних условиях. Эффективность устройства достаточно высокая, несмотря на малую мощность
Экспериментальная конструкция индукционного нагревателя, изготовленная своими руками в домашних условиях. Эффективность устройства достаточно высокая, несмотря на малую мощность
Рабочая катушка индукционного нагревателя изготовлена из проволоки диаметром 3,3 мм. Лучшим материалом исполнения катушки видится медная труба, для которой допускается применить простую систему водяного охлаждения. Катушка индуктивности имеет:
- 6 витков намотки,
- диаметр 24 мм,
- высоту 23 мм.
Для этого элемента схемы характерным явлением видится существенный нагрев по мере работы установки в активном режиме. Этот момент следует учитывать, выбирая материал для изготовления.
Модуль резонансного конденсатора
Резонансный конденсатор сделан в виде батареи небольших конденсаторов (модуль собран из 23 малых конденсаторов). Общая ёмкость батареи равна 2,3 мкФ. В конструкции допускается использование конденсаторов ёмкостью 100 нФ (
275В, полипропилен МКП, класс X2).
Этот тип конденсаторов не предназначен для таких целей, как применение в схеме индукционного нагревателя. Однако, как показала практика, отмеченный тип элементов ёмкости вполне удовлетворяет работой на резонансной частоте 160 кГц. Рекомендуется использовать ЭМИ фильтр.
 Фильтр электромагнитного излучения. Примерно такой рекомендуется использовать в конструкции индукционного нагревателя с целью минимизации помех
Фильтр электромагнитного излучения. Примерно такой рекомендуется использовать в конструкции индукционного нагревателя с целью минимизации помех
Регулируемый трансформатор допускается заменить схемой «мягкого» старта. Например, можно рекомендовать прибегнуть к использованию схемы простого ограничителя тока:
- нагреватели,
- галогенные лампы,
- другие приборы,
мощностью около 1 кВт, подключаемые последовательно с индукционным нагревателем при первом включении.
Предупреждение о мерах безопасности
Изготавливая индукционный нагреватель по представленной схеме, следует помнить: контур схемы индукционного нагрева подключается к электрической сети и находится под высоким напряжением. Настоятельно рекомендуется использовать в конструкции потенциометр с изолированным стержнем.
Высокочастотное электромагнитное поле несёт вредный потенциал, способный повредить электронные устройства и носители информации. Представленная схема, учитывая простоту реализации, несёт значительные электромагнитные помехи. Этот фактор может привести к различным аварийным последствиям:
- поражению электрическим током,
- ожогам,
- возгораниям.
Поэтому, прежде чем принять решение по созданию и проведению экспериментов с индукционным нагревателем, следует обеспечить полную безопасность для конечного пользователя и окружающих.
Видео: индукционный нагреватель сварочным инвертором
Представленный выше видеоролик – демонстрация работоспособности устройства по нагреву металла. Это устройство изготовлено посредством переделки сварочного инвертора, и как отмечает автор, действует вполне эффективно:
Заключительный штрих
Таким образом, сооружение индукционного нагревателя своими руками для расплавления металла в домашних условиях – это не фантастическая идея, но вполне реализуемое дело. При желании, наличии соответствующей информации, комплектующих деталей, собрать работоспособный нагреватель вполне допустимо.
При помощи информации: Danyk
КРАТКИЙ БРИФИНГ
Zetsila — публикации материалов, интересных и полезных для социума. Новости технологий, исследований, экспериментов мирового масштаба. Социальная мультитематическая информация — СМИ .
Как сделать индукционный нагреватель своими руками по схеме

Приборы, осуществляющие нагрев за счет электричества, а не газа, безопасны и удобны. Такие нагреватели не производят копоти и неприятного запаха, но потребляют большое количество электроэнергии. Отличный выход — собрать индукционный нагреватель своими руками. Это и экономия средств, и вклад в бюджет семьи. Существует много простых схем, по которым индуктор можно собрать самостоятельно.
Сила индукции
Для того чтобы было легче разобраться в схемах и правильно собрать конструкцию, нелишним будет заглянуть в историю электричества. Способы нагрева металлических конструкций электромагнитным током катушки широко используются в промышленном изготовлении бытовых приборов — котлов, нагревателей и плит. Оказывается, можно сделать рабочий и долговечный индукционный нагреватель своими руками.
Принцип работы устройств

Принцип работы устройств
Знаменитый британский ученый XIX века Фарадей в течение 9 лет проводил исследования, чтобы преобразовать магнитные волны в электричество. В 1931 году наконец было совершено открытие, получившее название электромагнитная индукция. Проволочная обмотка катушки, в центре которой находится сердечник из магнитящегося металла, создает магнитное поле под силой переменного тока. Под действием вихревых потоков сердечник нагревается.
Важный нюанс — нагревание произойдет, если переменный ток, питающий катушку, будет менять вектор и знак поля на высоких частотах.
Открытие Фарадея стали применять как в промышленности, так и при изготовлении самодельных моторов и электронагревателей. Первую плавильню на основе вихревого индуктора открыли в 1928 году в Шеффилде. Позже по тому же принципу обогревали цеха заводов, а для нагрева воды, металлических поверхностей знатоки собирали индуктор своими руками.

Схема устройства того времени действительна и сегодня. Классический пример — индукционный котел, в составе которого имеются:
- металлический сердечник;
- корпус;
- тепловая изоляция.
Меньший вес, размер и более высокий КПД осуществляются за счет тонких стальных труб, служащих основой сердечника. В кухонных плитках индуктором выступает сплющенная катушка, расположенная вблизи варочной панели.

Особенности схемы для ускорения частоты тока следующие:
- промышленная частота в 50 Гц не подходит для самодельных приборов;
- прямое подключение индуктора к сети приведет к гулу и слабому нагреву;
- эффективное нагревание осуществляется при частоте 10 кГц.
Сборка по схемам
Собрать индуктивный нагреватель своими руками может любой человек, знакомый с законами физики. Сложность устройства будет варьироваться от степени подготовленности и опытности мастера.
Существует множество видеоуроков, следуя которым можно создать эффективное устройство. Практически всегда необходимо использовать такие основные составляющие:

- стальная проволока диаметром 6−7 мм;
- медная проволока для катушки индуктивности;
- сетка из металла (для удержания проволоки внутри корпуса);
- переходники;
- трубы для корпуса (из пластика или стали);
- высокочастотный инвертор.
Этого будет достаточно для сборки индукционной катушки своими руками, а ведь именно она находится в основе проточного водонагревателя. После подготовки необходимых элементов можно подходить непосредственно к процессу изготовления аппарата:

- нарезать проволоку на отрезки в 6−7 см;
- металлической сеткой покрыть внутреннюю часть трубы и засыпать проволоку доверху;
- аналогично закрыть отверстие трубы снаружи;
- намотать на пластиковый корпус медную проволоку не менее 90 раз для катушки;
- вставить конструкцию в систему отопления;
- с помощью инвертора подключить катушку к электричеству.
Желательно предварительно заземлить инвертор и приготовить антифриз или воду.
По похожему алгоритму можно легко собрать индукционный котел, для чего следует:
- нарезать заготовки из стальной трубы 25 на 45 мм со стенкой не толще 2 мм;
- сварить их друг с другом, соединяя меньшими диаметрами между собой;
- приварить железные крышки к торцам и просверлить отверстия для патрубков с резьбой;
- сделать крепление для индукционной печки, приварив с одной стороны два уголка;
- вставить варочную панель в крепление из уголков и подключить к электросети;
- внести в систему теплоноситель и включить нагрев.

- нарезать заготовки из стальной трубы 25 на 45 мм со стенкой не толще 2 мм;
- сварить их друг с другом, соединяя меньшими диаметрами между собой;
- приварить железные крышки к торцам и просверлить отверстия для патрубков с резьбой;
- сделать крепление для индукционной печки, приварив с одной стороны два уголка;
- вставить варочную панель в крепление из уголков и подключить к электросети;
- внести в систему теплоноситель и включить нагрев.
Многие индукторы работают на мощности не выше 2 — 2,5 кВт. Такие обогреватели рассчитаны на помещение 20 — 25 м². Если генератор используют в автосервисе, можно подключить его к сварочному аппарату, но важно учитывать определенные нюансы:
- Необходим переменный ток, а не постоянный как у инвертора. Сварочный аппарат придется исследовать на наличие точек, где напряжение не имеет прямой направленности.
- Количество витков к проводу большего сечения подбирается математическим вычислением.
- Потребуется охлаждение работающих элементов.
Создание усложненных приборов
Сделать нагревательную установку ТВЧ своими руками сложнее, но это подвластно радиолюбителям, ведь для ее сбора потребуется схема мультивибратора. Принцип работы аналогичен — вихревые токи, возникающие из взаимодействия металлического наполнителя в центре катушки и ее собственного высокомагнитного поля, нагревают поверхность.
Конструирование ТВЧ-установок
Поскольку даже небольшого размера катушки вырабатывают ток около 100 А, вместе с ними потребуется подключить резонирующую емкость для уравновешивания индукционной тяги. Существует 2 вида рабочих схем для нагревательной ТВЧ в 12 В:
- целенаправленная электрическая;
- подключенная к питанию сети.

- целенаправленная электрическая;
- подключенная к питанию сети.
В первом случае мини ТВЧ-установку можно собрать за час. Даже при отсутствии сети в 220 В можно использовать такой генератор где угодно, но при наличии автомобильных аккумуляторов как источников питания. Конечно, она недостаточно мощная, чтобы плавить металл, но способна нагреться до высоких температур, необходимых для мелкой работы, например, нагрев ножей и отверток до синего цвета. Для ее создания необходимо приобрести:
- полевые транзисторы BUZ11, IRFP460, IRFP240;
- автомобильный аккумулятор от 70 А/ч;
- высоковольтные конденсаторы.
Ток источника питания 11 А в процессе нагревания снижается до 6 А из-за сопротивления металла, но необходимость в толстых проводах, выдерживающих ток 11−12 А, сохраняется, чтобы избежать их перегрева.

Вторая схема для индукционной установки нагрева в пластиковом корпусе более сложная, на основе драйвера IR2153, но по ней удобнее выстроить резонанс по регулятору в 100к. Управлять схемой необходимо через адаптер сети с напряжением от 12 В. Силовую часть можно подвести напрямую к основной сети в 220 В, используя диодный мост. Частота резонанса получается 30 кГц. Потребуются следующие элементы:
- ферритовый сердечник 10 мм и дроссель 20 витков;
- медная трубка в качестве катушки ТВЧ в 25 витков на оправку 5−8 см;
- конденсаторы 250 V.
Вихревые нагреватели
Более мощную установку, способную греть болты до желтого цвета, можно собрать по простой схеме. Но при работе выделение тепла будет довольно большим, поэтому рекомендуется устанавливать радиаторы на транзисторы. Также потребуется дроссель, позаимствовать который можно из блока питания любого компьютера, и следующие вспомогательные материалы:

- стальной ферромагнитный провод;
- медная проволока в 1,5 мм;
- полевые транзисторы и диоды под обратное напряжение от 500 В;
- стабилитроны мощностью 2−3 Вт с расчетом на 15 В;
- простые резисторы.
В зависимости от желаемого результата, намотка провода на медную основу составляет от 10 до 30 витков. Далее идет сборка схемы и подготовка катушки-основы нагревателя примерно из 7 витков медной проволоки в 1,5 мм. Она подключается к схеме, а затем к электричеству.

Умельцы, знакомые со сваркой и управлением трехфазным трансформатором, способны еще больше повысить КПД устройства при одновременном снижении веса и размера. Для этого нужно сварить основания двух труб, которые послужат как сердечником, так и нагревателем, а в корпус после обмотки вварить два патрубка для осуществления подвода и отвода теплоносителя.
Мастера рекомендуют обязательно сделать для этой конструкции изоляцию во избежание утечки тока и тепла. Это также позволит уменьшить шум во время работы.
Общие советы
Ориентируясь на схемы, можно достаточно быстро собрать индукторы различной мощности для нагрева воды, металлов, обогрева дома, гаража и автосервиса. Необходимо помнить и о правилах безопасности для эффективной службы нагревателей такого типа, ведь утечка теплоносителя из самодельного устройства может закончиться пожаром.
Есть определенные условия организации работы:

- расстояние между индукционным котлом, стенами, электроприборами должно быть не меньше 40 см, а от пола и потолка лучше отступить 1 м;
- с помощью манометра и устройства по сбросу воздуха обеспечивается система безопасности за выходным патрубком;
- пользоваться устройствами желательно в закрытых контурах с принудительной циркуляцией теплоносителя;
- возможно применение в пластиковых трубопроводах.
Самостоятельная сборка индукционных генераторов обойдется недорого, но и не бесплатно, ведь нужны комплектующие достаточно хорошего качества. Если у человека нет специальных знаний и опыта в радиотехнике и сварке, то не стоит самостоятельно собирать обогреватель для большой площади, ведь мощность нагрева не превысит 2,5 кВт.
Однако самостоятельная сборка индуктора может рассматриваться как самообразование и повышение квалификации хозяина дома на практике. Можно начать с небольших приборов по простым схемам, а поскольку принцип действия в более сложных устройствах тот же, только добавляются дополнительные элементы и преобразователи частоты, то и освоить его поэтапно будет легко и вполне бюджетно.
Как сделать индукционную печь и котел отопления из инвертора
Использование индукционных катушек вместо традиционных ТЭН в отопительном оборудовании позволило значительно увеличить КПД агрегатов при меньшем потреблении электроэнергии. Индукционные нагреватели появились в продаже относительно недавно, к тому же по достаточно высоким ценам. Поэтому народные умельцы не оставили эту тему без внимания и придумали, как сделать индукционный нагреватель из сварочного инвертора.
Преимущества индукционного нагревателя
Индукционные нагреватели с каждым днем набирают популярность у потребителя благодаря следующим достоинствам:
- высокий показатель КПД;
- агрегат работает практически бесшумно;
- индукционные котлы и нагреватели считаются достаточно безопасными в сравнении с газовым оборудованием;
- нагреватель работает полностью в автоматическом режиме;
- оборудование не требует постоянного обслуживания;
- благодаря герметичности аппарат, исключаются протечки;
- из-за вибраций электромагнитного поля образование накипи становится невозможным.
Также к преимуществам данного типа нагревателя можно отнести простоту его конструкции и доступность материалов для сборки аппарата своими руками.
Схема работы индукционного нагревателя
Нагреватель индукторного типа содержит следующие элементы.
- Генератор тока. Благодаря данному модулю переменный ток бытовой электросети преобразуется в высокочастотный.
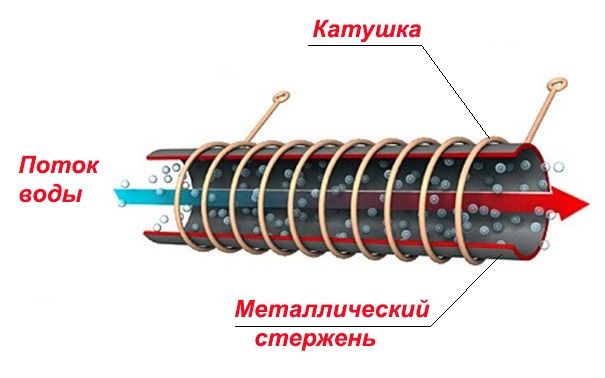
- Индуктор. Изготавливается из медной проволоки, скрученной в виде катушки, для образования магнитного поля.
- Нагревательный элемент. Представляет собой металлическую трубу, размещенную внутри индуктора.
Все перечисленные элементы, взаимодействуя между собой, работают по следующему принципу. Выработанный генератором высокочастотный ток поступает на катушку индуктора, изготовленную из медного проводника. Ток высокой частоты преобразуется индуктором в электромагнитное поле. Далее, металлическая труба, находящаяся внутри индуктора, разогревается благодаря воздействию на нее вихревых потоков, возникающих в катушке. Теплоноситель (вода), проходящий через нагреватель, забирает тепловую энергию и переносит ее в отопительную систему. Также теплоноситель выступает в роли охладителя нагревательного элемента, что продляет “жизнь” отопительному котлу.
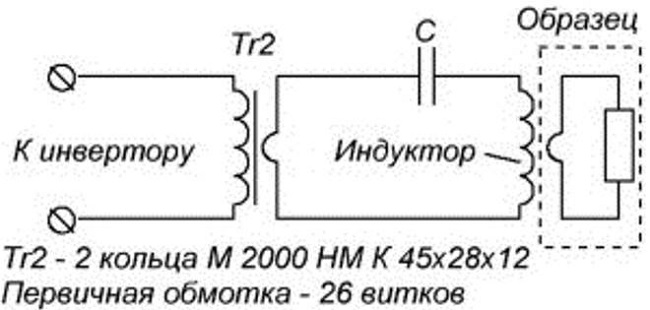
Ниже предоставлена электрическая схема индукционного нагревателя.
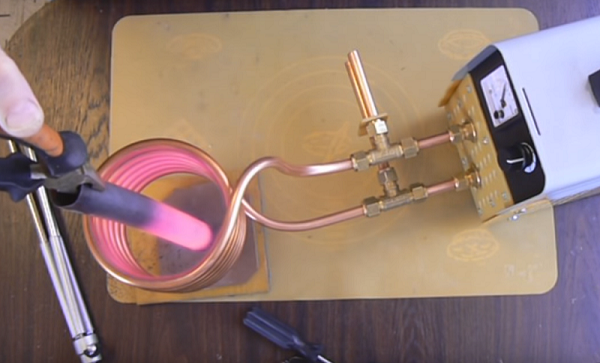
На следующем фото показано, как работает индукционный нагреватель металла.

Важно! Если прикоснуться разогреваемой деталью к двум виткам индуктора, то произойдет межвитковое замыкание, от которого мгновенно выгорят транзисторы.
Сборка и монтаж системы
Подключать индуктор к клеммам сварочного аппарата, предназначенным для подсоединения сварочных кабелей, нельзя. Если это сделать, то агрегат просто выйдет из строя. Чтобы приспособить инвертор под работу с индукционным нагревателем, потребуется достаточно сложная переделка аппарата, требующая, в первую очередь, знаний в радиоэлектронике.
В двух словах, эта переделка выглядит так: катушку, а именно ее первичную обмотку, требуется подсоединить после преобразователя высокой частоты инвертора вместо встроенной индукционной катушки последнего. Кроме этого, потребуется удалить диодный мост и спаять конденсаторный блок.
Как происходит переделка сварочного инвертора в индукционный нагреватель, можно узнать из этого видео.
Индукционная печь для металла
Чтобы сделать индукционный нагреватель из сварочного инвертора, потребуются следующие материалы.
- Инверторный сварочный аппарат. Хорошо, если в агрегате будет реализована функция плавной регулировки тока.
- Медная трубка диаметром около 8 мм и длиной, достаточной, чтобы сделать 7 витков вокруг заготовки 4-5 см в диаметре. Кроме этого, после витков должны остаться свободные концы трубки длиной около 25 см.
Для сборки печи выполните следующие действия.
- Подберите какую-либо деталь диаметром 4-5 см, которая будет служить шаблоном для наматывания катушки из медной трубки. Это может быть деревянная круглая деталь, металлическая или пластиковая труба.
- Возьмите медную трубку и заклепайте один ее конец молотком.
- Плотно заполните трубку сухим песком и заклепайте второй ее конец. Песок не даст трубке сломаться при скручивании.
- Сделайте 7 витков трубки вокруг шаблона, после чего спилите ее концы и высыпьте песок.
- Подсоедините получившуюся катушку к переделанному инвертору.
Индукционный нагреватель для воды
Для сборки отопительного котла потребуются следующие конструктивные элементы.
- Инвертор. Аппарат выбирается такой мощности, какая нужна для отопительного котла.
- Толстостенная труба (пластиковая), можно марки PN Ее длина должна быть 40-50 см. Сквозь нее будет проходить теплоноситель (вода). Внутренний диаметр трубы должен быть не меньше 5 см. В таком случае наружный диаметр будет равняться 7,5 см. Если внутренний диаметр будет меньше, то и производительность котла буде невысокой.
- Стальная проволока. Также можно взять пруток из металла диаметром 6-7 мм. Из проволоки или прутка нарезаются небольшие куски (4-5 мм). Эти отрезки будут выполнять роль теплообменника (сердечника) индуктора. Вместо стальных отрезков можно использовать цельнометаллическую трубку меньшего диаметра или стальной шнек.
- Палочки или стержни из текстолита, на которые будет наматываться индукционная катушка. Применение текстолита убережет трубу от нагретой катушки, поскольку данный материал устойчив к высоким температурам.
- Изолированный кабель сечением 1,5 мм 2 и длиной 10-10,5 метров. Изоляция кабеля должна быть волокнистой, эмалевой, стекловолоконной или асбестовой.

Индукционный котел отопления собирается по следующему алгоритму. Заполните корпус теплообменника изделиями из металла, о которых говорилось выше. На конце трубы, служащей корпусом, припаяйте переходники, подходящие по диаметру к трубам отопительного контура.

При необходимости, к переходникам можно припаять уголки. Также следует припаять муфты-американки. Благодаря им нагреватель будет легко демонтировать, для проведения ремонта или профилактического осмотра.

На следующем этапе на корпус теплообменника необходимо наклеить текстолитовые полоски, на которые будет наматываться катушка. Также следует сделать из того же текстолита пару стоек высотой 12-15 мм. На них будут расположены контакты для подключения нагревателя к переделанному инвертору.

Поверх полосок из текстолита намотайте катушку. Между витками должно быть расстояние не менее 3 мм. Намотка должна состоять из 90 витков проводника. Концы кабеля необходимо закрепить на ранее подготовленных стойках.
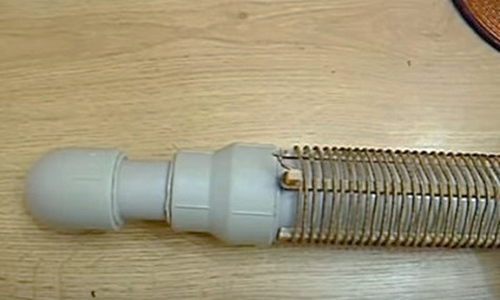
Вся конструкция помещается в кожух, который в целях безопасности будет выполнять роль изоляции. Для кожуха подойдет пластиковая труба диаметром большим, чем катушка. В защитном кожухе необходимо сделать 2 отверстия для вывода электрического кабеля. В торцы трубы можно установить заглушки, после чего в них следует проделать отверстия под патрубки. Через последние котел будет подсоединяться к отопительной магистрали.
Важно! Испытывать нагреватель можно лишь после заполнение его водой. Если включить его “на сухую”, то пластиковая труба расплавится, и придется собирать нагреватель заново.
Далее, котел врезается в систему отопления по схеме, приведенной ниже.
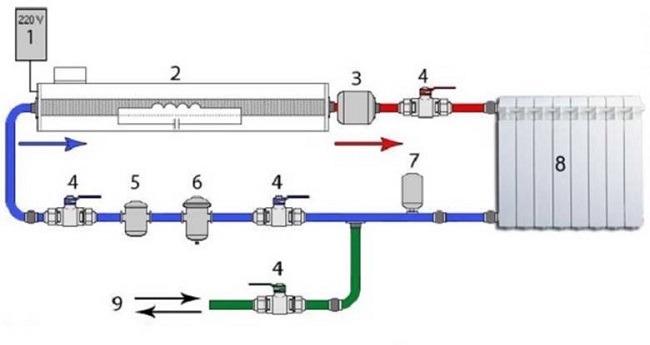
Схема подключения состоит из следующих элементов.
- Источник высокочастотного тока. В данном случае – это видоизмененный инвертор.
- Индукционный нагреватель.
- Элементы безопасности. В эту группу могут входить: термометр, предохранительный клапан, манометр и т.д.
- Шаровые краны. Используются для слива или заправки системы водой, а также для перекрытия подачи воды на определенном участке контура.
- Циркуляционный насос. Благодаря ему вода сможет двигаться по отопительной системе.
- Фильтр. Применяется для очистки теплоносителя от механических загрязнений. Благодаря очистке воды продлевается срок службы всего оборудования.
- Расширительный бачок мембранного типа. Применяется для компенсации теплового расширения воды.
- Радиатор отопления. Для индукционного отопления лучше использовать либо алюминиевые радиаторы, либо биметаллические, поскольку они при небольших габаритах имеют высокую теплоотдачу.
- Шланг, через который можно заполнять систему либо сливать из нее теплоноситель.
Как видно из вышеописанного метода, самостоятельно изготовить индукционный нагреватель вполне возможно. Но лучше покупного он не будет. Даже если вы обладаете необходимыми знаниями в электротехнике, следует задуматься, насколько будет безопасной эксплуатация такого аппарата, поскольку он не оборудован ни специальными датчиками, ни блоком контроля. Поэтому рекомендуется отдать предпочтение готовому оборудованию, изготовленному в заводских условиях.
Индукционный нагреватель своими руками
Индукционный нагреватель незаменимая вещь для кузнецов, токарей, слесарей и домашних мастеров. С его помощью всегда легко и быстро можно нагреть и даже расплавить металл, вам не нужны дорогие теплоносители, такие, как уголь и газ, достаточно подключить к прибору электричество. Происходит бесконтактный нагрев металла токами высокой частоты, по научному волнами радиочастотного диапазона. Прибор широко применяют для термообработки, закалки и гибки деталей, бесконтактной плавки, пайки и сварки, металлов. В ювелирном деле для термической обработки мелких деталей. В медицине для дезинфекции медицинского инструмента. В автосервисе слесаря нагревают заржавевшие гайки. Так же индуктор устанавливают в индукционных котлах, применяемых для отапливания жилых помещений.
На этом рисунке изображена рабочая схема индукционного нагревателя, который вы легко можете сделать своими руками.
 Схема индукционного нагревателя
Схема индукционного нагревателя
Устройство состоит из задающего генератора высокой частоты собранного на двух мощных полевых транзисторах. Рабочее напряжение генератора зависит от мощности установленных полевых транзисторов. С транзисторами IRFP250 устройство можно питать напряжением от 12 до 30 вольт. А если установить транзисторы IRFP260, тогда напряжение питания можно поднять от 12 до 60 вольт.
Мощность индуктора заметно возрастет, температура нагрева металла поднимется более 1000 градусов, что позволит плавить металлы. В процессе работы транзисторы будут очень сильно нагреваться, поэтому их надо установить на большие радиаторы и поставить мощный вентилятор. На холостом ходу индуктор потребляет не менее 10А, а в рабочем состоянии не менее 15А, соответственно требуется очень мощный блок питания минимум на 20А.
На этом рисунке изображена печатная плата индукционного нагревателя.

Так же вам понадобятся резисторы R1, R2 на 10К мощностью 0.25 Ватт. Резисторы R3, R4 с сопротивлением 470 Ом не менее 2 Ватт. Диоды D1, D2 ультрабыстрые UF4007 или другие аналогичные на максимальный ток до 1А. Стабилитроны VD1, VD2 мощностью не менее 5 Ватт с напряжением стабилизации 12В например 1N5349 и другие. Дроссели L1, L2 размером 27х14х11 мм желтого цвета с белой полосой я вытащил из компьютерных блоков питания. На каждый дроссель надо намотать 25 витков медного провода диаметром 1 мм желательно в лаковой изоляции, если не найдете, подойдет одножильный провод в полихлорвиниловой изоляции на скорость сильно не влияет.

Конденсаторы С1-С16 металлоплёночные 0.33 мкФ 630В, соединяются параллельно рядами 4х4, в блоке всего шестнадцать штук. С меньшим рабочим напряжением лучше не ставить, будут сильно греться. Между конденсаторами оставляйте небольшое расстояние для хорошего охлаждения потоком воздуха.

Дроссели решил приклеить силиконовым герметиком, чтобы не болтались.

Важную деталь нагревателя, индуктор я сделал из медной трубки диаметром 6 мм длинною 1 метр. Купить такую можно в любом автомагазине типа «Газовщик» и там где торгуют газо-балонным оборудованием для автомобилей. Медную трубку наматываем на кусок полипропиленовой трубы внешним диаметром 40 мм, такая труба используется в пластиковом отоплении. Делаем пять витков, расстояние между верхним краем первого витка и нижним краем пятого витка должно быть 40 мм. Концы трубы изгибаем, как на рисунке и прикрепляем к радиаторам с помощью двух клемных колодок для провода сечением 16 мм².

В процессе работы индуктор будет сильно нагреваться от раскаленной детали, что может привести к повреждению медной трубки, поэтому надо сделать охлаждение. На концы медной трубки я одел силиконовые трубки и подключил насос омывателя лобового стекла автомобиля. Насос от ВАЗ 2114 и силиконовые трубки купил в автомагазине. Получилась нормальная водяная система охлаждения.

Чтобы охлаждать радиаторы и блок конденсаторов поставил мощный вентилятор от процессора. Для питания от 12 вольт такого охлаждения вполне достаточно. Если захотите поднять напряжение от 12 до 60 вольт, чтобы получить максимальную мощность от индукционного нагревателя, поставьте более мощные радиаторы и более производительный вентилятор, например от отопителя салона ВАЗ 2107. Желательно сделать металлическую шторку оберегающую нагреваемую деталь и медный индуктор от потока нагнетаемого вентилятором холодного воздуха.

Поскольку индукционный нагреватель потребляет большой ток около 20А, все дорожки на печатной плате следует усилить медной проволокой, напаянной сверху.

А теперь самое интересное… Испытания индукционного нагревателя я проводил от двенадцати вольтового автомобильного аккумулятора. Другого источника питания способного выдавать большие токи у меня просто нет. Лезвие от канцелярского ножа нагрелось до красна за 10 секунд. А это хороший результат, если учесть, что индуктор запитан всего от двенадцати вольт!

Друзья! Если хотите собрать индукционный нагреватель своими руками. Мой вам совет… Сразу ставьте полевые транзисторы IRFP260, большие радиаторы и мощный вентилятор от отопителя салона ВАЗ 2107, для питания индуктора обязательно используйте мощный источник питания лучше всего начиная от 24В до 60В с силой тока минимум на 20А.
Радиодетали для сборки индукционного нагревателя
- Транзисторы Т1, Т2 IRFP250 лучше IRFP260 2 шт.
- Резисторы R1, R2 10K 0.25W 2 шт. R3, R4 470R 2W 2 шт.
- Диоды D1, D2 ультрабыстрые UF4007 2 шт. или аналогичные
- Стабилитроны VD1, VD2 на 12V 1W 1N5349 или аналогичные 2 шт.
- Конденсаторы C1-C16 0.33mf 630V 16 шт.
- Дроссели от компьютерного БП желтые с белой полосой, размер 27х14х11 мм 2 шт.
- Колодка клемная для провода сечением 16 мм² 2 шт.
- Провод медный в лаковой изоляции d=1 мм длина 2 метра
- Трубка медная d=6 мм, длина 1 метр
- Радиатор чем больше, тем лучше 2 шт.
- Насос омывателя лобового стекла от ВАЗ 2114 1 шт.
- Трубка силиконовая 2 метра
- Вентилятор чем мощнее, тем лучше. Рекомендую от отопителя салона ВАЗ 2107 1 шт.
Друзья, желаю вам удачи и хорошего настроения! До встречи в новых статьях!
Рекомендую посмотреть видеоролик о том, как сделать индукционный нагреватель своими руками
Как сделать индукционный нагреватель из сварочного инвертора?
 Индукционный нагрев – это высокотехнологичный процесс обработки электропроводящих материалов, в основе которого лежит воздействие высокотемпературное воздействие переменным электромагнитным полем проводника. Инвертор для индукционного нагрева может быть полезен во многих сферах металлообрабатывающей промышленности.
Индукционный нагрев – это высокотехнологичный процесс обработки электропроводящих материалов, в основе которого лежит воздействие высокотемпературное воздействие переменным электромагнитным полем проводника. Инвертор для индукционного нагрева может быть полезен во многих сферах металлообрабатывающей промышленности.
Сварочные работы, пайка металла, кузнечное дело, закалка, печи ТВЧ, термообработка – далеко не весь список работ, использующих индукционный нагрев. Технология отличается высокой скоростью работы и отличным показателем КПД. В случае необходимости всю технологическую цепочку можно автоматизировать.
Методы индукционного развития начали применяться в промышленности с начала ХХ века, однако толчком к развитию технологии послужила Вторая мировая война, которая вынудила ученых начать поиск дешевых и надежных способов обработки металла.
Принцип работы
Основная задача индуктора – использование тепловой энергии, которая образовывается под действием электрической энергии, индуцируемой переменным магнитным полем. Конструкция простейшего индуктора включает в себя всего три элемента:
- генератор переменного тока;
- катушка-индуктор;
- нагревательный элемент.
Катушка-индуктор, как правило, выполнена в виде медной катушки, внутрь которой помещают обрабатываемую заготовку. Когда через катушку проходит переменный ток, заготовка подвергается мощному температурному воздействию. В данном случае заготовка играет роль вторичной обмотки трансформатора, тогда как индуктор – первичной.
Электромагнитное поле создает в детали вихревые токи, которые имеют направление, обратное электрическому сопротивлению металла. Таким образом, тепловое воздействие на металл оказывается без непосредственного контакта между заготовкой и индуктором.
[stextbox количественная мера теплового действия электрического тока рассчитывается по закону Джоуля-Ленца, эффект индуктивного нагрева получил название «Закон Джоуля».[/stextbox]
Преимущества
 Как было сказано выше, преимущества технологии индукционного нагрева обеспечили ее стремительное распространение. Общепризнанными достоинствами данного метода являются:
Как было сказано выше, преимущества технологии индукционного нагрева обеспечили ее стремительное распространение. Общепризнанными достоинствами данного метода являются:
- Производительность. Подготовку к запуску аппарата и нагрев детали можно выполнить за короткий промежуток времени. Данное обстоятельство повышает производительность выполняемых работ, по сравнению с прочими методами нагрева, которые требуют длительного времени на достижение рабочей температуры.
- Качество. Промышленное применение характеризуется минимальным количеством брака. Эффект достигается благодаря направленному действию тепловой энергии. Для повышения качества готового изделия применяют специальные вакуумные камеры, которые исключают агрессивное воздействие атмосферного воздуха.
- Энергетическая эффективность. Высокая скорость работы позволяет экономить электроэнергию – нагрев поверхности происходит практически мгновенно, что отражается на себестоимости продукции.
- Автоматизация. Современное оборудование оснащают программно-вычислительными комплексами, которые позволяют добиться точных результатов работы.
- Экологичность. Технологический процесс не несет угрозы окружающей среде – отсутствуют токсичные выбросы в атмосферу либо другие вредные факторы.
Сборка и монтаж системы
В первую очередь следует определиться с сферой использования будущего устройства. Требования к простому лабораторному инвертору для индукционного нагрева и прибору для обогрева домашнего помещения, будут отличаться.
Печь для металла

Среди прочих положительных качеств метода следует отметить высокий уровень пожарной безопасности, а также простоту конструкции – сборку индукционного нагревателя своими руками из сварочного инвертора может выполнить специалист средней квалификации, разумеется, при условии наличия рабочей схемы.
Конструкция индукционной печи не отличается особой сложностью. Для сборки устройства понадобятся:
- аккумулятор на 12 В;
- обмоточный медный провод;
- конденсаторы пленочного типа;
- диоды;
- полевые транзисторы;
- радиаторы;
- кольца блока питания ПК.
Данный список указывает, что изготовление устройства не потребует значительных финансовых растрат. Алгоритм сборки выглядит следующим образом:
- Установка транзисторов на радиаторы охлаждения. В процессе эксплуатации устройство подвергается температурному воздействию, а потому следует использовать радиаторы большого размера.
- Изготовление дросселей. Для этого понадобится медная проволока и кольца от блока питания ПК. Следите за межвитковым расстоянием – оно должно быть одинаковым.
[stextbox Кольца можно заменить любым изделием, в состав которого входит ферромагнитное железо.[/stextbox]
- Сборка конденсаторной батареи. Общая емкость батареи, при последовательном соединении, должна составлять 4,7 мкФ.
- Изготовление обмотки. Оптимальная толщина медной проволоки – 2 мм. Необходимо создать 8 витков таким образом, чтобы внутреннее пространство могло вместить в себя обрабатываемые элементы. Не забудьте про концы для подключения к источнику питания.
- Подключаем аккумулятор.
Регулировку тока проводят на этапе сборки печи – путем изменения количества витков. Для серьезных работ потребуется источник питания большой мощности. Не забывайте про систему вентиляции и отвода тепла, поскольку в процессе эксплуатации печь разогревается достаточно сильно. Точное следование инструкции защитит от возможных переделок или доработок устройства
Нагреватель для воды
Установка такого оборудования в частном доме поможет решить проблему с обогревом помещения или обеспечением горячей водой. Не смотря на высокий расход электроэнергии, подобные аппараты пользуются популярностью, ввиду своей простоты и отсутствием хлопот с согласованием проекта.
Для сборки эффективного нагревателя необходимо приготовить следующие материалы:
- сварочный инвертор;
- керамзит или другой теплоизоляционный материал;
- медная проволока;
- стальная проволока;
- толстостенная пластиковая труба;
- трубки разного диаметра.

В основе действия устройства положен принцип индукционного нагрева теплоносителя.
Последовательность сборки котла следующая:
- Изготовления котла. Для этого подбирают две трубки с разным диаметром, которые вставляются друг в друга, с зазором 20-25 мм. Размер трубок подбирается индивидуально, в зависимости от требуемой мощности нагревателя. Увеличение длины ведет к повышению мощности. Затем вырезаются два кольца, с соблюдением величины зазора между трубами. Полученный резервуар имеет тороидальную форму
- Привариваем концы колец. Обращайте внимание на герметичность соединения.
- Делаем подключение к системе отопления. В наружную стенку вваривают входную и выходную трубы. Обратите внимание, что вход должен располагаться сверху, а выход снизу. Трубы должны идти по касательной к корпусу. Их диаметр должен соответствовать используемой системе отопления.
- Изготавливаем обмотку. Она должна повторять форму котла. Необходимо сделать 35-40 витков, с соблюдением равного межвиткового расстояния. Такое количество обеспечит достаточную производительность.
- Делаем защитный корпус. Он должен быть выполнен из диэлектрического материала, например, пластика. Диаметр защитного корпуса должен обеспечивать боковой вывод патрубков. Пространство между котлом и защитным корпусом необходимо заполнить теплоизоляционным материалом, во избежание потерь тепла.
- Подключаем инверторный аппарат и теплоноситель. Котел готов к эксплуатации.
Данная конструкция отличается автономностью. Она способная проработать 20-25 лет без постороннего вмешательства. Отсутствие подшипников и прочих подвижных элементов обеспечивают надежность устройства.
Несколько слов о безопасности
Индукционный нагреватель из сварочного инвертора, как и любое другое самодельное устройство, может представлять опасность для окружающих. Для обеспечения защиты необходимо соблюдать некоторые правила:
- Тщательная изоляция. Все токопроводящие элементы и соединения должны быть заизолированы, во избежание поражения током.
- Выбор системы отопления. Индукционный нагреватель запрещено использовать в отопительных системах с естественной циркуляцией воды. Применение допустимо только при наличии водяного насоса.
- Грамотное расположение. Рекомендуемое расстояние до деталей интерьера и стен – не менее 40 см, а до пола или потолка – не менее 80 см.
- Приборы безопасности. Регулировочный клапан и манометр защитят систему от перепадов давления. Также следует предусмотреть механизм стравливания воздуха из системы.
Заключение
Котлы и нагреватели индукционного типа отличаются высоким КПД, поскольку вся используемая электроэнергия преобразуется в тепло. Перед самостоятельным изготовлением какого-либо устройства настоятельно рекомендуем внимательно изучить схему и проанализировать условия работ. Это позволит избежать ошибок на стадии подготовки.
[stextbox 6-го разряда Пантелеев Сергей Борисович, опыт работы – 17 лет: «Для обогрева своего дома я выбрал совсем простую схему индукционного обогрева. Сначала выбрал участок трубы и зачистил его. Сделал изоляцию из электротехнической ткани и индукционную катушку из медной проволоки. После изоляции системы подключил инвертор. Единственный недостаток этой схемы – электромагнитное поле, которое неблагоприятно действует на организм. Поэтому аппарат пришлось ставить в котельной, где люди появляются редко».[/stextbox]
Индукционный нагреватель 4кВт своими руками.
Индукционный нагреватель 4кВт своими руками

Запись опубликовал Dapper · 1 августа, 2018
26 403 просмотра
Индукционный нагреватель представляет собой резонансный инвертор, работающий на частоте ниже резонанса. Он состоит из блока питания, платы драйверов, платы управления, согласующего трансформатора и остальных деталей которые расположены на шасси аппарата. Инвертор построен по топологии «резонанса в первичке», это уменьшает габариты, и более технологичен при изготовлении.
Основные узлы. Блок питания , который имеет четыре гальванически развязанных обмотки питания. Две- для питания драйверов, одну- для питания платы управления и силовую, для питания насоса охлаждающей жидкости, вентилятора и пускового реле. Первые три стабилизированы по 12 В, последняя не имеет стабилизации. Драйвера управляют IGBT транзисторами, включенными по два в параллель.
Согласующий трансформатор состоит из трех сложенных вместе Шобразных ферритовых сердечника Е80/38/20. На него намотана обмотка 10 витков многожильного провода 4мм2, и залита эпоксидным клеем.



Особенностью моего инвертора является то, что его рабочая частота ниже резонансной. При работе ниже резонанса, ключи открываются очень жестко, а выключаются в нуле тока. Жесткое включение обусловлено сквозными токами, избавится от которых, нет возможности, но можно значительно снизить. Для этого в цепь питания инвертора (в плюс или минус) включен гасящий дроссель Dr1, со снаббером. Он имеет очень малую индуктивность всего 0,5 мкГн, но этого хватает, чтобы в разы снизить импульсы сквозного тока. Дроссель намотан многожильным проводом, общим сечением не менее 3мм2 и имеет 6 витков намотанных на оправке 16 мм. Он залит эпоксидным клеем, так как многожильный провод не держит форму. Дроссель и его снабберная цепь, должны располагаться в зоне обдува вентилятора.

Блок управления, в основу которого, положен генератор управляемый напряжением — ГУН, входящий в состав микросхемы CD4046. А также драйвер IR2104, который преобразует однофазный сигнал CD4046 в два противофазных. Генератор управляется напряжением в ручную, и меняет частоту в диапазоне 25-50 кГц. С изменением частоты меняется мощность в индукторе. Для простоты работы с инвертором, в плату управления введена схема ограничения тока.
Вторичная обмотка согласующего трансформатора состоит из одного витка медной трубки D 6мм. Она совмещена с радиатором для ключей и имеет конструкцию единого блока, по которому прокачивается вода. Насос – автомобильный от омывателя стекол.



Узлы на фотографиях и видео могут немного не соответствовать, так как было три версии, которые не значительно отличаются схемными решениями, но в общем конструкция у всех похожа. Данная конструкция тщательно отработана, я ее считаю самой компактной и ремонто-способной.
Первая самая простая версия была опубликована на этом форуме https://www.chipmake. ost__p__3268609 С тех пор много воды утекло, менялись схемные решения. Пробовал с ФАПЧ, сама подстройка прекрасно работала, но в целом, мне не понравилось. Поэтому остановился на схеме с «ограничением тока». Все мои изыскания в этом вопросе можно посмотреть здесь http://induction.lis. p=19278#p19278 .
В чем собственно преимущество, этой версии. Первая версия имела простой задающий генератор, с возможностью управления частотой. Недостаток его в том, что нужно очень точно ( с помощью осциллографа) подгонять индуктор к инвертору, или инвертор к индуктору. А если имеются сменные индукторы, то они должны иметь одинаковую индуктивность. В принципе не так уж это и сложно, при определенном опыте. Но если на индуктор воздействовать механически, случайно, сжать или растянуть витки, то такой индуктор уже не может дать той мощности, на которую был настроен изначально, а может вообще вывести инвертор из строя. Вторая версия с ФАПЧ , позволяла менять индукторы, особо не задумываясь о его индуктивности. Но есть один нюанс. Максимальную мощность такой аппарат потреблял с ненагруженным индуктором, а когда индуктор нагружаешь, мощность падает. В конце концов, конечный результат будет тот же, но для его достижения требуется в два-три раза больше времени. Увеличение времени нагрева всегда плохо, но в двойне- при поверхностной закалке. Точнее она вряд ли возможна. Пришлось искать компромисс. И мне кажется я его нашел. Вот схема. 
Эта схема похожа на ранее опубликованную здесь. http://induction.lis. p=22966#p22966
Но есть небольшие доработки в блоке управления, отказался от некоторых прибамбасов, а главное, что я гасящий дроссель, перенес в минус питания, это позволило разместить его и снаббер (конструктивно), ближе к вентилятору, что улучшило его охлаждение.
Теперь как это все работает. Начнем как всегда с питания. Блок питания на первый взгляд имеет архаичный вид, но у него есть свои преимущества. Во первых простота, второе- стабилизаторы имеют защиту по току, что помогает сохранить драйвера при пробое силовых ключей. Пробовал использовать «Обратноход»,он для такой мощности(50Вт), он получается громоздкий, да и недостатков у него хватает. Обращаю внимание на систему запуска инвертора. В место традиционного пускового резистора, стоит конденсатор С10 (МБГО), в чем его преимущество? Обычно при пробое ключей пусковой резистор горит, конденсатор же может в таком состоянии находится сколь угодно долго. В момент включения инвертора в сеть через этот конденсатор начинают заряжаться электролиты фильтра С2, пока напряжение на них не достигнет 200-250В, БП не заработает, а когда заработает притянется пусковое реле, и пуск произойдет очень плавно, с задержкой 1-2 сек. Так же при пробое ключей в первую очередь выключится БП, отпустит реле, и в таком положении инвертор может находится сколь угодно долго. Даже предохранитель или автомат не успевают сработать. В свою очередь , коль нет питания, то и драйвера остаются целы.
Теперь немного о хитром гасящем дросселе Dr1. Как я уже писал, режим ниже резонанса предполагает сквозные токи. От чего это происходит? Предположим у нас открылся VT1, пошла накачка контура, + пит, VT1,ТР1,Срез, Dr1, минус. Срез зарядится быстрей, чем закроется ключ VT1, и процесс пойдет в обратную сторону, то есть контур начнет отдавать энергию в источник питания. Поскольку реакция контура у нас емкостная, напряжение той же полярности, через оппозитный диод VT1 ( к сожалению забыл дорисовать) будет заряжать С2, но через какое то время откроется VT2, и получится короткое замыкание, через еще открытый оппозитный диод VT1 и открывающийся VT2. КЗ очень короткое, десятки- сотни наносекунд, но токи запредельные. Чтоб их уменьшить и служит Dr1 со снобберной цепочкой. Для рабочего цикла периодом скажем 30мкс, дроссель имеет малое сопротивление, а для сквозного тока в 50нсек- большое. На практике это выглядит так. Рабочий ток первичной обмотки равен 60А, а сквозной ток всего 80А. Это вполне укладывается в параметры G4PC50UD, да и многих других IGBT. В отсутствии этого дросселя, ток может быть на порядок больше, что тоже во многих случаях позволяет работать ключам. О ключах и драй верах, говорить вроде не чего.
Как работает блок управления. Я покупал СD 4046, за пять рублей «пучок», когда занимался ФАПЧем, они остались неиспользованными, что и натолкнуло на мысль использовать генератор управляемый напряжения. Не буду писать как она работает, в кратце скажу, что если на 9 ногу подавать изменяющееся напряжение то и частота на выходе(3,4) будет меняться пропорционально. R11 и R6, задается диапазон частот, верхний и нижний соответственно. Частоту как и мощность, можно менять вручную, резистором R2- выше частота- выше мощность. Компаратор DA1/1, сравнивает напряжение установленное потенциометром R12 и напряжение с ТТ, как только напряжение ТТ превысит опорное, компаратор своим выходным транзистором, через VD1 и R4 начинает разряжать емкость фильтра С2 ГУН, напряжение на нем понижается, частота тоже, и падает ток в первичной обмотке. Образуется отрицательная ОС. Установив один раз номинальный рабочий ток, настраиваем компаратор под этот ток . Далее поднять мощность не возможно — ее можно только понижать. При замене индуктора с другой индуктивностью, можно одним движением, под него настроить инвертор. Как это происходит? ГУН всегда начинает работу с нижней частоты диапазона, поэтому, если рабочая частота индуктора входит в заданный диапазон частот, то частота будет упираться в заданный нами номинальный ток, что и соответствует номинальной мощности индуктора. Резистор установки частоты( мощности), крутят пока не сработает компаратор, и в таком положении работают. Индикация ограничения, осуществляется по светодиоду. Для этого используется вторая половинка компаратора DA1/2.
Насос для охлаждения я использовал от омывателя стекол. Питается он через полевик (VT3), что позволяет управлять и им и инвертором одной парой контактов. Также в цепи насоса стоят баластные резисторы (R18), что позволило снизить потребляемый им ток до 2,5А, а производительности его вполне хватает. Некоторые пишут, что я сделал охлаждение транзисторов водяным, потому , что с воздушным транзисторы просто не выдержат. На самом деле это не так. Грех не использовать водяное охлаждение, коль без воды не как не обойтись, к тому же это делает аппарат компактным.
Немного о настройке. Каждый модуль БП и БУ нужно проверять и настраивать отдельно желательно на столе от источника питания. Все тщательно выверить, проверить в разных режимах. Когда весь инвертор собран, подают 220В на блок питания, отдельно от инвертора( на силовую часть питание не подают). Проверяют работу генератора, потом работу драйверов, повесив осциллограф на затворы и эмиттеры транзисторов. Проверяют работу насоса. Если все нормально, включают силовую часть (желательно сначала через ЛАТР ), при этом БП питается отдельно. Проверяют работу пока без индуктора. На выходе меандр с немного закругленными вершинами напряжением 15В, можно нагрузить какой то лампой, типа от фары. Далее прикручивают индуктор, пробуют с индуктором, все так же через ЛАТР( вольт 80-100). Начинают с нижней частоты. На индукторе сначала рваная синусоида, по мере повышения частоты, синусоида становится чистой, вольт 80-90. В таком режиме настраивают компаратор. Зазубрины на синусоиде это момент переключения ключей, по ним очень удобно настраивать инвертор. Эти зазубрины должны располагаться в зоне, от нуля синусоиды и до вершины. Самый оптимальный вариант где то по середине. В режиме ограничения инвертор не должен свистеть.
Зазубрины на синусоиде это момент переключения ключей, по ним очень удобно настраивать инвертор. Эти зазубрины должны располагаться в зоне, от нуля синусоиды и до вершины. Самый оптимальный вариант где то по середине. В режиме ограничения инвертор не должен свистеть.


Вот как то так. Наверное что то упустил, но все расписать не хватит десяти страниц. О подробностях можете писать на любой из форумов или прямо сюда. Как минимум трое повторили мой инвертор, у других не хватило или знаний, или терпения. На последок видео.