Как паять медные трубы для водопровода?
Как паять медные трубы для водопровода?
Как самостоятельно паять медные трубы: пошаговая инструкция
 Монтаж водопроводной системы из меди сходен с установкой любого домашнего водопровода, как, например из полипропилена или металлопластика. Однако один из ключевых вопросов – как паять медные трубы для водоснабжения – требует детального рассмотрения.
Монтаж водопроводной системы из меди сходен с установкой любого домашнего водопровода, как, например из полипропилена или металлопластика. Однако один из ключевых вопросов – как паять медные трубы для водоснабжения – требует детального рассмотрения.
Современные технологии предоставляют богатый выбор материалов для сантехнических работ: пластик различных типов, сталь, медь. Их отличают физические свойства, стоимость, особенности установки и возможности применения, однако назвать лучший или худший материал невозможно. Медные трубы для водоснабжения дороги, требуют большего внимания к эксплуатации, однако универсальны, экологически безопасны и надежны, а также удобны для самостоятельного монтажа.
Это статья не просто о том, как самостоятельно паять медные трубы, но и о том, как сделать этот процесс максимально осознанным и профессиональным.
Монтаж водопровода из медных труб
Монтаж водопровода или системы отопления из меди мало чем отличается установки водопровода или отопления из других материалов.
На первом этапе необходимы продуманная схема всей трассы, с хорошо выверенными углами и соединениями. Напомним: схема должна включать обязательное соединение с трубами основного стояка через шаровые краны, приборы учета, дополнительные выходы для будущей сантехники.
 Водопровод из медных труб
Водопровод из медных труб
Выбор видов и размеров труб: отожженные и неотожженные, с резьбой 3/8 или 3/4, со стенками различной толщины: K, L, M. От подобных деталей может зависеть вес медной трубы, а значит, и всей конструкции водопровода в целом, однако суть монтажа в целом не изменится.
Выбор технологии соединения медных труб: пайка или отжимные фитинги. Выбор всегда за потребителем, но коротко отметим: надежность соединения отжимных фитингов не отличается высокими показателями.
Оно требует постоянного контроля, а фитинги – систематической подтяжки, тогда как паять медные водопроводные трубы – значит обеспечить им долговременную и непременную герметичность.
Главное отличие – это способ соединения медных труб с помощью мягкого припоя: оно требует определенных навыков и оборудования.
Технология пайки мягким припоем
Перед тем, как паять медные трубы, необходимы несколько слов теории: если процесс пайки будет более осознанным, то и многие тонкости станут ясными по ходу выполнения работ.
В быту и при монтаже водопроводных систем квартир используется так называемая «низкотемпературная», «мягкая» пайка: места пайки нагреваются до 250-300 С, что позволяет мягкому припою (обычно олову) расплавиться, однако эти температуры опасны и для медных труб, поэтому воздействие должно быть направленным и недолговременным.
 Мягкий припой медных водопроводных труб
Мягкий припой медных водопроводных труб
Зачистка труб непосредственно перед пайкой – это не простая эстетическая манипуляция, а обязательное условие, которое позволяет избавиться от продуктов окисления на металле и максимально эффективно осуществить сцепление материалов.
При мягкой пайке возникает капиллярный эффект, при котором расплавленный припой мягкий для пайки медных труб ровно растекается по всей поверхности соединения независимо от того, в каком положении находится труба – горизонтальном или вертикальном.
Рекомендуемый зазор между стенками трубы и фитинга строго установлен – 0,1-0,15 мм: большее расстояние требует большего количества припоя или вообще не даст капиллярного эффекта, меньшая – создаст излишнее препятствие для растекания припоя.
Инструменты и материалы для монтажа медных труб своими руками
горелка для пайки медных труб – ключевое оборудование для пайки. Существует многообразие видов горелок, выбор желательно остановить на газовой горелке с пьезоподжигом и насадкой для регулировки пламени.
- Припой для пайки медных труб – обычно это олово в виде прутков или катушек проволоки.
- Флюс для пайки медных труб – это паста, которой покрывают поверхность труб и фитинга для того, чтобы она растворила оксидные пленки на поверхности соединяемых деталей, защитила медь от окисления в результате нагревания и обеспечила увлажнение поверхностей в момент растворения припоя.
- Труборез для медных труб – инструмент для резки медных труб
труборасширитель для медной трубы – инструмент для увеличения диаметра медных труб при вмонтировании деталей одна в другую. - Фаскосниматель – инструмент для снятия фаски, избавления материала от возможных заусенцев.
- Фитинги – соединительные детали различных конфигураций.
- Ершик и щетка стальные для чистки внутренней и внешней сторон фитингов и труб.
 Инструменты, необходимые для пайки медных труб своими руками
Инструменты, необходимые для пайки медных труб своими руками
Оборудование для пайки медных труб не отличается дороговизной и исключительностью. Зато потребует некоторых усилий для того, чтобы получить уверенные навыки по его использованию: желательно потренироваться на обрезках труб для того, чтобы разобраться с тонкостями технологии и методов.
Пошаговая инструкция соединения мягким припоем медных труб
Это важно: край трубы и сама труба должны быть идеально прямыми и ровными – от этого зависит качество соединения деталей, поэтому для разрезания труб желательно пользоваться труборезом.
Шаг 1. С помощью труборасширителя увеличить диаметр фитинга, с помощью фаскоснимателя – зачистить края трубы.
Шаг 2. Щеткой отполировать внешнюю часть трубы, ершиком – внутреннюю часть фитинга.
Шаг 3. Специальной кисточкой нанести на трубу и фитинг пасту для пайки медных труб – флюс – и сразу же соединить детали, не допуская попадания любого вида загрязнений или инородных предметов.
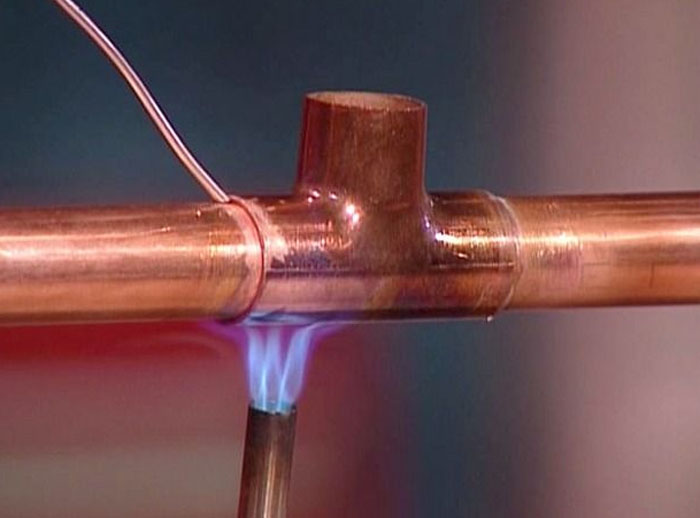
Шаг 4. Газовой горелкой для пайки водопроводных медных труб аккуратно нагревать соединение, действуя по всей поверхности. Показатель хорошего нагрева – изменение цвета флюса для пайки.
 Процесс пайки медной водопроводной трубы
Процесс пайки медной водопроводной трубы
Шаг 5. Прекратив нагревание соединяемых поверхностей, наносить припой для пайки медных труб по всему периметру соединения. Огнем горелки нельзя задевать проволоку припоя: олово должно плавиться на медной поверхности от её высокой температуры без прямого воздействия огня.
Шаг 6. Дождаться естественного и полного охлаждения детали – без дополнительных средств для быстрого охлаждения.
Шаг 7. Обязательно удалить остатки флюс-пасты с поверхности влажной тряпкой. Её воздействие необходимо только во время пайки: она разрушает защитный слой медных деталей.
Шов на месте сцепления деталей должен быть ровным и плотным. Проверить получившийся результат возможно будет только при включении достаточного напора воды в водопроводе, однако, если пайка прошла удачно, надежность шва нисколько не снижается от времени, возможных перепадов давления или температуры воды.
 Внешний вид правильно спаянной медной трубы
Внешний вид правильно спаянной медной трубы
Монтаж медных труб с трубами из других материалов
Есть несколько важных моментов, связанных с возможностями монтажа медных труб с трубами из других материалов:
- Соединения меди и латуни, меди и пластика и меди и стали неопасны и не вызывают коррозии материалов.
- Установка оцинкованной стали и меди может отрицательно сказаться на состоянии трубы из оцинкованной стали: химические процессы между медью и цинком приводят к разрушению цинка.
Поэтому если есть необходимость соединения оцинкованной и медной труб, то оно возможно только через латунный фитинг и только в одном направлении: по течению воды от оцинкованной трубы в медную.
 Коррозия оцинкованной трубы при неправильной пайке с медной
Коррозия оцинкованной трубы при неправильной пайке с медной
Для бытового водопровода в России это возможный выход: почти всегда центральный водопровод использует сталь или оцинкованную сталь, поэтому медную сантехнику в квартире можно приобретать без сомнений.
Медные трубы соединяются со стальными или пластиковыми только при помощи отжимных фитингов из латуни. Основной крепеж системы осуществляется через зажимную гайку и зажимное кольцо фитинга: они закручиваются на стандартное число оборотов, прописанное в технической документации фитинга, и обязательно регулярно проверяются в период эксплуатации на наличие ослаблений и возможных протечек.
Мифы о медных трубах
Ввиду отсутствия привычки к меди в качестве материала для систем отопления, водо- и газоснабжения, у современных российских потребителей есть недоверие к этому материалу. Существуют два мифа:
- Водопроводные медные трубы дороги и непрактичны, несмотря на высокую цену. Непрактичность связывают с возможным окислением на внешней стороне труб, тогда как изнутри медные трубы окисляются тоже, однако коррозии неподвержены абсолютно. Более высокая стоимость медных труб с лихвой может покрыться простотой монтажа и долговечностью материалов.
- Медные трубы опасны в сочетании с хлорированной водой. Несомненно, медь, вступая в реакцию с частичками хлора, окисляется, однако образующаяся внутри труб пленка, наоборот, бережет трубы от дополнительных химических воздействий и безопасна для человеческого организма.
Однако эти мифы разрушаются многолетней практикой. Неслучайно этот материал использовали в водопроводных системах еще несколько тысячелетий назад, и до сих пор в странах Европы медь пользуется заслуженным признанием.
 Использование медных труб для домашнего водопровода абсолютно безопасно
Использование медных труб для домашнего водопровода абсолютно безопасно
Благодаря качеству материалов и удобству монтажа, медные трубы для системы домашнего водоснабжения наиболее предпочтительны, и обязательно будут находить новых почитателей в России.
Как правильно паять медные трубы своими руками: видео
Как паять медные трубы
Полностью водопроводы или отопление из меди сегодня делают нечасто, но все-таки делают. Если пересчитать на количество лет, в течение которых может служить медь, получается не то что недорого, а очень дешева. Тем не менее, сам материал не самый дешевый, но можно сэкономить на монтаже — пайка медных труб не самое сложное в мире занятие. Есть определенные правила и особенности, зная которые можно добиться качественного соединения.
Виды медных труб и их использование
На рынке есть два типа медных труб: отожженные и неотоженные. Отожженные после формирования проходят дополнительную термическую обработку — их нагревают до 600-700°C. Эта процедура возвращает материалу эластичность, которая теряется при формовке. Потому отожженные трубы более дорогие, но и более гибкие — они могут выносить даже замерзание воды. К недостаткам данных изделий можно отнести меньшую прочность — она снижается из-за нагрева.
 Трубы из меди есть разные
Трубы из меди есть разные
Неотожженные медные трубы более прочные, но практически не гнутся. При разводке водопровода или отопления их нарезают на куски, а все отводы делают при помощи соответствующих фитингов.
Есть медные трубы с разной толщиной стенки, продаются отожженные в бухтах по 25 и 50 метров, неотожженные прогонами по 3 метра. Если говорить о чистоте материала, то согласно ГОСТу 859-2001 в изделиях должно присутствовать не менее 99% меди.
Способы соединения
Чаще всего соединяются трубы из меди при помощи пайки и набора специальных фасонных элементов — фитингов. Есть так же фитинги под опрессовку. В них имеются канавки с установленным резиновым уплотнительным кольцом. Обжимаются они специальными клещами. Но данная технология используется нечасто — пайка считается более надежной.
 Фитинги под опрессовку
Фитинги под опрессовку
Есть две технологии пайки медных труб с использованием различных припоев:
- Низкотемпературная — с мягким припоем. Как раз наш случай. Этот тип соединения применяется при прокладке водопроводов и систем отопления с температурой рабочей среды до 110°C. Низкотемпературная — это относительное понятие. В зоне пайки материалы разогреваются до 250-300°C.
- Высокотемпературная пайка с твердым припоем. Этот тип соединения используется в сетях с высоким давлением и температурой транспортируемой среды. В бытовых сетях — редко (хотя никто не запрещает), чаще в промышленных.
Какого типа пайку медных труб использовать — ваш выбор. Оба типа подходят как для водопровода, так и для отопления. Но для высокотемпературной требуется профессиональная горелка, в то время, как мягкий припой можно расплавить даже паяльной лампой или недорогой ручной горелкой с небольшим одноразовым баллоном с газом. Для соединения медных труб малого диаметра больше и не требуется.
Типы медных фитингов под пайку
Вообще, есть более двух десятков различных фасонных элементов для медных труб — фитингов, но чаще всего применяются три вида :
- муфты — для соединения двух труб;
- уголки — для поворота;
- тройники — для создания разветвлений в трубопроводе.
 Муфты для пайки медных труб
Муфты для пайки медных труб
Количество использованных фитингов можно минимизировать — медь можно гнуть, из-за чего уменьшится число необходимых уголков. Также при желании можно обойтись и без муфт: один конец труб можно расширить (используя расширитель) так, чтобы в него зашла труба и остался зазор для попадания туда припоя (порядка 0,2 мм). При создании расширения, трубы должны перекрываться не менее чем на 5 мм, но лучше — больше.
Без чего сложно обойтись — так это без тройников. Для врезки отвода есть оборудование — отбортовщик, но относится он к профессиональному и стоит немало. Так что в данном случае дешевле и проще обойтись тройниками.
 Есть фитинги для пайки медных труб с впаянным припоем
Есть фитинги для пайки медных труб с впаянным припоем
Есть два типа фитингов — обычные, с раструбами, которые обеспечивают требуемый зазор для затекания припоя. В зону сварки припой подается вручную. Есть фитинги с вмонтированным припоем. Тогда на раструбе формируется канавка, в которую, при производстве, устанавливается кусок припоя, что делает процесс пайки проще — надо всего лишь нагреть зону сварки, но ведет к удорожанию фитингов.
Расходные материалы и инструменты
Кроме труб и фитингов, понадобятся еще горелка, припой и флюс — для самой пайки. А еще трубогиб и несколько сопутствующих мелочей для обработки перед началом работ.
 Ершик для зачистки фитингов изнутри
Ершик для зачистки фитингов изнутри
Припой и флюс
Пайка медных труб любого типа происходит при помощи флюса и припоя. Припой — это сплав обычно на основе олова с определенной температурой плавления, но обязательно ниже чем у меди. Он подается в зону пайки, разогревается до жидкого состояния и затекает в соединение. После остывания обеспечивает герметичное и прочное соединение.
Для любительской пайки медных труб своими руками подойдут припои а основе олова с добавлением серебра, висмута, сурьмы, меди. Лучшими считаются составы с добавлением серебра, но они наиболее дорогие, оптимальные — с медной добавкой. Есть еще с добавкой свинца, но они не должны использоваться при разводке водопровода. Все эти виды припоя обеспечивают хорошее качество шва и легкую пайку.
 Флюс и припой — необходимые расходные материалы
Флюс и припой — необходимые расходные материалы
Мягкий припой продается в небольших катушках-бобинах, жесткий — в пачках, нарезанный на куски.
Перед началом пайки место соединения обрабатывают флюсом. Флюс — это жидкое или пастообразное средство, которое обеспечивает затекание расплавленного припоя в соединение. Особо выбирать тут нечего: подойдет любой флюс для меди. Еще — для нанесения флюса понадобится маленькая кисточка. Лучше — с натуральной щетиной.
Горелка
Для работы с мягким припоем можно купить небольшую ручную горелку с одноразовым газовым баллоном. Эти баллоны крепятся к рукоятке, имеют объем от 200 мл. Несмотря на миниатюрность, температура пламени — от 1100°C и выше, чего более чем достаточно для расплавления мягкого припоя.
На что стоит обратить внимание — это на наличие пьезорозжига. Эта функция никак не лишняя — проще будет работать. На ручке ручной газовой горелки расположен вентиль. Он регулирует длину пламени (интенсивность подачи газа). Этим же вентилем перекрывается газ, если горелку надо потушить. Безопасность обеспечивает обратный клапан, который при отсутствии пламени перекроет подачу газа.
 Ручная горелка для пайки медных труб
Ручная горелка для пайки медных труб
На некоторых моделях установлен отражатель пламени. Он не дает рассеиваться пламени, создавая более высокую температуру в зоне пайки. Благодаря чему горелка с отражателем позволяет работать в самых неудобных местах.
При работе в бытовыми и полупрофессиональными моделями надо быть аккуратными — не перегревать агрегат, чтобы не расплавился пластик. Потому выполнять за один раз много паек не стоит — лучше дать оборудованию остыть и подготовить в это время следующее соединение.
Сопутствующие материалы
Для нарезания медных труб необходим труборез или ножовка с лезвием по металлу. Срез должен быть строго вертикальным, что обеспечивает труборез. А для гарантии ровного среза при помощи ножовки можно использовать обычное плотницкое стусло.
 Труборез
Труборез
При подготовке труб их надо зачищать. Для этого есть специальные металлические щетки и ершики (для зачистки внутренней поверхности), но можно обойтись наждачной бумагой со средним и мелким зерном.
Для удаления заусенец со срезов есть фаскосниматели. Отработанная ими труба лучше заходит в фитинг — его раструб лишь на доли миллиметра больше, чем наружный диаметр. Так что малейшие отклонения приводят к трудностям. Но, в принципе, можно все устранить наждачной бумагой. Потребуется только больше времени.
Еще желательно иметь защитные очки и перчатки. Большинство домашних мастеров пренебрегают этими средствами безопасности, но ожоги — это очень неприятно. Это все материалы и инструменты, необходимые для пайки медных труб.
Пошаговая технология пайки меди
Пайка медных труб начинается с подготовки соединения. От качества подготовки зависит надежность соединения, потому уделяйте этому процессу достаточно времени и усилий.
 Пайка медных труб состоит из нескольких этапов
Пайка медных труб состоит из нескольких этапов
Подготовка соединения
Как уже говорили, срез трубы должен быть строго вертикальным, без заусенец, труба не должна быть замятой, край — ровный и гладкий. Если есть хоть небольшие отклонения, берем фаскосниматель или наждачную бумагу и доводим срез до идеала.
 Надо снять окислившийся слой
Надо снять окислившийся слой
Далее берем фитинг, вставляем в него трубу. та часть, которая заходит в раструб требует очистки. Трубу вынимаем и шкуркой снимаем верхний окисленный слой с этой части трубы. Потом ту же операцию проводим с внутренней поверхностью раструба.
Нанесение флюса
Флюс наносится на всю зачищенную поверхность — снаружи трубы и внутри фитинга. Тут никаких сложностей — кисточкой равномерно распределяют состав.
 Нанесение флюса
Нанесение флюса
Пайка
Обработанные фрагменты трубопровода вставлюятся один в другой и фиксируются. Если есть помощник — он может придержать части неподвижно. Если нет — придется ухищряться самостоятельно. Далее разжигается горелка, пламя направляется на место соединения. Температура пламени — от тысячи градусов и выше, а нагреть место соединения надо до 250-300°C, а это занимает 15-25 секунд. Можно при этом ориентироваться на цвет флюса — как только он потемнел, пора вводить припой.
 Правильное расположение горелки при пайке медных труб своими руками
Правильное расположение горелки при пайке медных труб своими руками
Чтобы прогрев был равномерный, пламя горелки направляйте посередине стыка. Тогда прогревается вся зона сварки более равномерно.
 Пайка медных труб мягким припоем
Пайка медных труб мягким припоем
Припой вводят в место стыка — где соединяется фитинг и труба. По мере нагрева, он начинает плавиться, растекается и заполняет зазор между элементами. Нанести его можно только на половину длины — расплавившись, он затечет в остальное соединение. Собственно, это все — пайка медных труб закончена. Все остальные соединения делают также.
При использовании жесткого припоя все почти также, только применяются другие горели — газопламенные, и в процессе пайки надо трубу проворачивать, наматывая размягчившийся припой на трубу.
Как паять медные трубы, правильно используя холодный и горячий припой
 Перед тем, как паять медные трубы, необходимо детально выучить характеристики этого трубопрокатного сортамента.
Перед тем, как паять медные трубы, необходимо детально выучить характеристики этого трубопрокатного сортамента.
Прежде всего, нужно отметить, что данные материалы отличаются большей гибкостью и более высокой устойчивостью к внешней среде, если сравнить их со стальными вариантами.
Поэтому при выборе предпочтение выпадет на сторону меди. Такая труба простоит в доме ровно тот срок, сколько прослужит само строение. При условии, что эти изделия соединены пайкой, их смело разрешают прятать в стенку или под бетон.
Для обогревательной и водопроводной сети изготовляют медные трубы высочайшего качества. Огромный спектр их положительных характеристик не становится меньше на протяжении всего времени использования.
От применения этого стройматериала заставляет отказаться только их высокая цена. Но, в данном случае она вполне оправдывает себя высоким качеством.
Резьбовое соединение – медные фитинги под опрессовку
В процессе эксплуатации его постоянно придется контролировать. Оно не выдерживает высокого давления и потребует постоянной подтяжки.
Вначале обрезают заготовки необходимого размера. Если на ней имеется слой изоляции, то его на конце удаляют. С торцевой части снимают заусеницы.

И на нее надевают накидную гайку и кольцо обжима. После соединения гайки с фитингом соединение – резьба затягивается.
Если применяют переходники от стальных изделий к медным, то герметизацию выполняют фум-лентой. Ее накручивают на резьбу, а затем вворачивают в фитинг.
Такие стыки целесообразны в зонах, где имеется возможность постоянной проверки.
Особенности пайки
Чтобы правильно паять медные трубы отопления и водопровода, рекомендуют ознакомиться с особенностями данного процесса.
Такой стык применяют в ситуациях, где трубы проходят в стене или полу, а также в других местах с ограниченным доступом для возможности визуально проконтролировать стыки.

В основе процесса пайки расположен капиллярный эффект. При этом припой равным слоем ложится по сечению трубы. Также в процессе применяют специальные фитинги, которые подбирают отдельно для каждого диаметра трубопроката.
ВАЖНО! Рекомендуемые габариты зазора при пайке на открытом огне должны равняться от 0,01 до 0,0015 см.
Также в процессе действий используют припой и флюс. А сам метод пайки разделяю на два подвида:
- высокотемпературный;
- низкотемпературный.
Низкотемпературное (мягкое) спаивание. Применяется при конструировании трубомагистрали для транспортировки жидкости и газа.
Рабочая температура при процессе превышает 110 градусов. Этот метод применяют для сортамента с объемом от 0,7 до 11 см. Патрубки, толщь стенок которых больше 0,16 см и объемом, превышающим 11 см, соединяют посредством сварки.
 Высокотемпературное (твердое) спаивание. В бытовых трубопроводах такая пайка практически не применяется. Таким методом соединяют заготовки для сетей, которые работают в высокотемпературном режиме.
Высокотемпературное (твердое) спаивание. В бытовых трубопроводах такая пайка практически не применяется. Таким методом соединяют заготовки для сетей, которые работают в высокотемпературном режиме.
- Подготавливается элемент нужного размера с удаленной теплоизоляцией и снятыми заусеницами.
- Зона состыковки и фитинг чистится от оксидной пленки.
- Убирается пыль и на верхнюю часть наносят флюс.
- Конец заготовки вставляют в фитинг (зазор остается не более 0,04 см).
- Соединение прогревается горелкой и швы запаивают припоем.
Припои
Пайка медных труб холодным и горячим припоем задействуется для образования прочного и высококачественного стыка.
Изготовляют его из порошка, стержней, проволоки и пасты. При выборе необходимо обращать внимание на показатель рабочей температуры и на сам метод спаивания.

Из мягких типов для изделий из меди чаще других используют товары L-SN AG5 и L-SN SB5. Высоко востребованными являются варианты из олова с небольшой добавкой серебра и сурьмы.
Показатель рабочей температуры таких товаров находится в пределах двести сорока градусов. Их разрешают применять в сетях обогрева, для подачи разной воды в пищевой промышленности.
Цифры 40, 50, 60 обозначают процентный состав олова в данных видах. Температура их плавления составляет 190, 210 и 235 градусов. При более высоких составах олова в сплаве, ниже показатель температуры плавления при спаивании.
Твердый припой
Сюда же относят продукцию с составом серебра не меньше одной четверти сплава. Диапазон плавления данного материала составляет 600-800 градусов.

Еще необходимо отметить вид L-AG 40CD. Он тоже содержит 20% серебра. Спектр показателя температуры плавления колеблется в рамках от 600 до 635 градусов. Его можно встретить при работах не только с медными заготовками, но и с другими металлами.
Для создания максимально прочных стыков посредством мягких, медных и серебряных сплавов советуют оставлять монтажный зазор размером в 0,02-0,04 см.
Более детальную информацию по работе сплавов есть возможность получить по маркировке на DIN или попросить совета у профессионального мастера.
 Флюс для пайки медных труб твердым припоем является очень важным элементом. Главным его компонентом являются борные соединения. Для усиления их активности, к ним добавляется фторные соединения.
Флюс для пайки медных труб твердым припоем является очень важным элементом. Главным его компонентом являются борные соединения. Для усиления их активности, к ним добавляется фторные соединения.
Пайку меди могут делать посредством чистой буры. Для высокотемпературного вида она является универсальным флюсом.
Флюсы выпускают в разных формах:
- порошкообразная;
- жидкость;
- кристаллическая.
Трубы большого диаметра
Как правильно паять медные трубы большого диаметра знают не все. В целом весь процесс работы не отличается от работы с другими объемами.
Только при высокотемпературной пайке таких изделий припой подводят к двум расположенным противоположно точкам на трубе. Как с этим, так и с другим видом пайки может справиться каждый.
Изоляция патрубков в обогревательной сети
Изоляцию труб в обогревательной сети проводят с целью снизить тепло потери. Не изолированные медные патрубки в пять раз повышают потери тепла, так, как данный металл отличается высокой тепло проводимостью.

При таких условиях радиаторов требуется меньше. Но, если они идут в закрытой прокладке, то им требуется тщательная изоляция. Иначе теплоноситель будет передавать свое тепло стенам.
При вопросе, как заизолировать медные трубы отопления, скрытые в монолит (пол, стенки), все можно решить следующим образом. Их от механических повреждений, вызванных скачками температуры носителя тепла, отлично защитит гофра.
Водопроводная система из меди
 Узнать, как паять медные трубы для водопровода, пытаются многие. В силу интенсивного использования водопроводная трубомагистраль быстро изнашивается, чего нельзя сказать о трубомагистрали из меди. Такой водопровод будет служить вечно.
Узнать, как паять медные трубы для водопровода, пытаются многие. В силу интенсивного использования водопроводная трубомагистраль быстро изнашивается, чего нельзя сказать о трубомагистрали из меди. Такой водопровод будет служить вечно.
Для соединения водопроводной системы из медного трубопроката применяют капиллярный метод спайки (низкотемпературную и высокотемпературную).
Виною этого становится хлор, который содержит вода. Чтобы не возникло такой коррозии необходимо:
- не допускать, чтобы припой попадал при пайке в середину стыка;
- приобретать изделия у проверенного изготовителя;
- использовать фильтры для воды.
Медная труба для кондиционеров
Данный вид трубопрокатного сортамента используют при установке сети кондиционирования воздуха, состоящей из внутреннего и наружного блока.

Халдаген при этом транспортирует два патрубка из меди разного диаметра. Заготовка меньшего диаметра транспортирует жидкий фреон, а другая – газообразный фреон.
Этот металл в данной ситуации выбрали не просто так, она отличается высокой устойчивостью при контакте с фреоном.
Такие патрубки от кондиционеров отлично поддаются пайке. Для припоя рекомендуют фосфорно-медный и серебряный вид. А сами агрегаты демонстрируют высокую устойчивость относительно растяжения.
Если коротко описать, как паять медные трубы для кондиционеров, то это будет выглядеть так:
- Вначале избавляются от оксидной пленки. Делают это шлифовочной шкуркой.
- После этого на очищенные участки наносится флюс.
- Фитинг состыкуется с трубой. При этом нельзя забывать о полумиллиметровом зазоре.
- Место стыка прогревается при температуре почти в триста градусов. Нагрев осуществляют газовой горелкой. Делают это равномерно, плавно перемещая пламя вдоль конструкции.
- После тога как окончили паять, обязательно необходимо промыть систему, иначе остатки флюса спровоцируют коррозию металла, а это повлечет за собою поломку кондиционера.
Паяльники «Dremel»
Проблема, как паять медные трубы легко решается с паяльником Dremel. Эти небольшие горелки на газу в состоянии жечь, паять и разрезать. Они легко удаляют старую краску, размораживают и разогревают для сгибания трубоматериалы.

Стоит паяльник «Dremel» в пределах 2000 рублей. С таким устройством можно забыть о длительном разогреве и о большом термопистолете.
В комплекте с паяльником «Dremel» идет:
- паяльник;
- сопло для горелки;
- два ножа разного размера;
- рефлекторная и щелевая насадка.
Для удобства пользования к устройству прилагается несколько ключей для смены насадок, защитный колпак для механизма и припой для пайки.
Отверстием довольно удобно направить разогретый воздух на термоусадочные трубки, и их можно устанавливать, без участия рефлекторных насадок.
Заправляют устройство бутаном для зажигалок на газу. Одной заправки паяльника «Dremel» хватает на час работы.
Технология пайки медных труб в домашних условиях: работа в 9 простых шагов
Водопроводная разводка или системы отопления из медных труб обходятся недешево, но они прочны и долговечны. Поскольку медь обладает высоким коэффициентом теплопроводности,хорошими антикоррозийными и антибактериальными свойствами, трубопровод из нее эффективен и долговечен. Пайка меди в домашних условиях не представляет сложности:на трубы надевается раструб-муфта, а затем шов герметизируется. Вместо использования раструба иногда расширяют конец одной трубы и вставляют в нее другую. Такое соединение удобно тем, что для него не требуется фитингов, а срок службы равен длительности жизни самих труб.
- Подготовка к пайке меди с алюминием, латунью, нержавейкой, железом
- Необходимые материалы и приспособления: олово и другие
- Процесс пайки
- Как правильно паять медь газовой горелкой
- Пайка паяльником в домашних условиях
Подготовка к пайке меди с алюминием, латунью, нержавейкой, железом
Подготовительный период, включающий в себя приобретение необходимых приспособлений, материалов, средств индивидуальной защиты, и сама процедура паяния.
Существуют два способа припаять медь к меди: высоко- и низкотемпературный. Первый предполагает нагрев металла до 900°C, применяется для трубопроводов с большим давлением или температурной нагрузкой.Для высокотемпературной пайки используются предназначенные для этого материалы: твердый припой в виде стержней(температура плавления такого припоя около 900°C) и твердоплавкий флюс.
Для того чтобы паять медь низкотемпературным методом, достаточно нагрева металла до 600°C (чаще 300–380°C), что достижимо в бытовых условиях. Для процедуры используют мягкий припой для пайки меди и латуни в виде проволоки или прута сечением до 3 мм и более плавкий флюс. Припой представляет собой сплав олова, которого более 97%, с другими металлами: медью, селеном, серебром, сурьмой.
- Для чего нужен флюс.Правильно паять медные трубы можно только с флюсом – специальным пастообразным составом (с хлоридом цинка), который наносится на поверхность соединяемых участков трубы широкой полосой. Он выполняет несколько функций:
- предотвращает процесс окисления металла, удаляя кислород;
- улучшает сцепление припоя с медью;
- является индикатором достаточного нагрева металла, сигнализирует, когда следует поднести припой и спаять медь;
- способствует равномерному растеканию припоя по стыку.
- Техника безопасности. При всей простоте процесса, паять медные трубы нужно с соблюдением правил безопасности. Опасность ожогов несет не только само пламя горелки, но и нагретый металл. Медь хорошо проводит тепло, поэтому в процессе работы сильно нагревается не только участок, на который кладут припой и проводят сварку, но и вся труба, а остывает она медленно. Если требуется спаять медные трубки, которые еще не встроены в систему трубопровода, то подготовка включает размещение их на невозгораемых опорах, где они смогут остывать долгое время. Прежде чем трогать спаянный металл с места, следует дождаться полного остывания.

Непосредственную опасность представляет открытое пламя горелки, поэтому приобретать нужно такой инструмент, с которым удобно работать: желательно с подвижным соплом на длинном шланге
Необходимые материалы и приспособления: олово и другие
Инструменты для работы с медными трубами требуются следующие:
- труборез, ножовка по металлу или болгарка с тонким диском;
- фаскосниматель;
- труборасширитель (экспандер);
- паяльный флюс;
- припой;
- паяльник для меди,например,пропановая горелка для пайки медных труб;
- перчатки прорезиненные;
- бумажные салфетки.
Для отрезания трубы пользуются труборезами различных размеров. У образцов покрупнее большой радиус разворота, ими неудобно пользоваться в труднодоступных местах, поэтому если есть необходимость отрезать участок на готовом смонтированном водопроводе, используют маленький труборез. Отрезать трубу можно ножовкой по металлу или болгаркой с тонким диском, но более качественный срез получится только при помощи трубореза.
После того как труба отрезана, зачищают заусеницы. Это нужно для того, чтобы не было завихрения потока жидкости в системе. Когда нет препятствий, водопровод не испытывает нагрузок и работает как часы.
Перед тем как сварить медь, концы трубы полируют мелкозернистой шкуркой, которую можно приобрести в хозяйственных магазинах. Зачищают обе поверхности, готовящиеся к пайке.Иногда для этих целей используют маленькие щеточки-ершики диаметр которых Ø 22 мм, они подходят почти ко всем трубам. Для зачистки ножка ершика вставляется в шуруповерт или дрель, при помощи которых процесс осуществляется быстрее и качественнее.
На зачищенную отглаженную наружную поверхность наносят флюс – состав, препятствующий процессу окисления меди.
Совет.Удобнее использовать в работе флюс серого цвета. При нагреве он изменяет цвет, достигнув нужной для пайки температуры, становится оловянного оттенка. Визуально легко определить, когда металл нагрелся, и можно паять медь. Если флюс белого цвета, то при нанесении он сразу становится прозрачным, поэтому трудно определить момент, когда нужно подносить припой.
Перчатки для защиты рук используют прорезиненные, так как при отрезании меди и заусениц образуется много мелких металлических элементов, впивающихся в кожу как занозы.Кроме того, при зачищении дрелью поверхности, вращающаяся щетка зажевывает тряпочные перчатки.
Чтобы правильно паять медь,нужно учитывать, что с момента зачистки и нанесения флюса до пайки должно пройти не более получаса, иначе зачистку нужно повторить заново. Если флюс наносится кисточкой, на поверхности не должно оставаться щетины или волосков от нее – в противном случае соединение не будет герметичным,и после подачи воды трубопровод потечет.
После вставки трубы в раструб, остатки флюса полностью не убирают салфеткой, он остается на соединении в виде кромки 1–2 мм, а припайке припой затягивается внутрь – срабатывает капиллярный эффект. Сначала горелкой нагревается стык, при этом влага, находящаяся между стенками, выпаривается. Затем горелка подносится второй раз, постепенно медь нагревается, а флюс приобретает оловянный вид. В этот момент на лицевую сторону кладется припой, происходит пайка, при этом расплавленный сплав стекает вниз, на изнаночную сторону, застывая в процессе движения. Образующиеся снизу лишние свесы металла отделяются сами. Паять медь можно разными способами.
- труба нарезается на отрезки необходимых размеров, которые для удобства маркируются – подача или обратка;
- с края снимается фаска;
- зачищаются края на 2 см: внешние на трубе, а также внутренние в раструбе;
- полосой по зачищенным поверхностям (внешней и внутренней) наносится флюс;
- соединение собирается: труба вставляется в раструб;
- излишки флюса снимаются бумажной салфеткой, но не полностью – оставляется кромка 1–2 мм;
- зажигается горелка, пламя подносится к месту соединения;
- поверхность нагревается 10–15 секунд до определенной температуры – флюс должен приобрести оловянный цвет;
- припой кладется сверху соединения, при нагревании он будет втянут в стык, растечется по шву, заполняя его.
Если стык соединения не был очищен от щетины или пыли,ив результате протекает паянный шов медной трубы водопровода, то восстановить герметичность можно одним из двух методов:
Пайка медных труб
Всё чаще можно услышать разговоры о том, что, мол, я спаял себе отопление из медных труб. И вправду, медь отличается хорошими эксплуатационными характеристиками, единственное что «кусается», так это цена.
Тем не менее, пайка медных труб, востребованная работа, которую можно при большом желании осуществить собственными руками. Существует две технологии, по которым можно паять медные трубы: низкотемпературная и высокотемпературная.
Для монтажа систем отопления выбирают вторую, высокотемпературную пайку. Что для её осуществления нужно? Какой припой и инструмент использовать? Всё это вы сможете узнать из данной статьи сайта «Сварка и Пайка» svarkapajka.ru .
Что нужно для пайки медных труб
Для выполнения работ связанных с пайкой медных труб понадобятся флюс, припой и газовая горелка. Флюс при пайке меди нужен для того, чтобы удалить с поверхности металла оксиды. Припой, само собой разумеется, нужен для спаивания вместе фитингов и труб.

Что касается припоя, то для высокотемпературной пайки медных труб понадобится припой без содержания свинца. Если будет осуществляться низкотемпературная пайка, то можно использовать припой с содержанием меди, олова, серебра и висмута.
Также для пайки будет необходим труборез, поскольку болгарку для резки медных труб лучше не использовать. Кроме того, потребуется фаскосниматель, с помощью которого можно было бы убрать заусенцы внутри труб. Ну и, само собой разумеется, что для пайки меди понадобится небольшая газовая горелка с узконаправленным пламенем.
Подготовка медных труб перед пайкой
Итак, после того, как все инструменты заготовлены, можно приступать к пайке медных труб. Для начала подгоняем две трубы, таким образом, чтобы они расположились друг к другу почти без зазора. Если нужно просто спаять две медные трубы вместе, то в работе понадобится фаскосниматель и развальцовка.

Сначала снимаем внутри труб заусеницы при помощи фаскоснимателя, а затем развальцовываем край одной трубы. Делать это нужно для того, чтобы труба зашла в другую трубу. Можно, конечно же, использовать для этих целей и специальные соединительные муфты, особенно в начале обучения.

Когда всё готово для пайки, концы труб нужно будет зачистить, и, по возможности, обезжирить. Для зачистки лучше всего использовать не наждачную бумагу, а специальную шлифовальную шкурку. После зачистки ещё раз проверяем, как хорошо соединяются медные трубы, после чего можно приступать к их пайке.
Пайка медных труб газовой горелкой
В первую очередь на концы соединяемых труб нужно нанести флюс. Для этих целей при помощи кисточки наносим одну каплю флюса на наружную часть той трубы, которая будет вставляться в другую. Флюсом трубу промазываем полностью, на всю глубину захода.

Затем берём и аккуратно вставляем одну трубу в другую до упора. Как только трубы соединены, можно зажигать газовую горелку и осуществлять пайку. Действовать нужно достаточно быстро, поскольку припой легко плавится.
Сначала хорошо прогреваем место соединения труб, промазанное флюсом, а затем подносим к нему пруток припоя. Как только припой начал плавиться, нужно добиться равномерного его растекания по всему месту соединения, слегка, по возможности, проворачивая медные трубы. При этом важно добиться, чтобы не было щелей в месте соединения, а припой не свисал бы со стыка в виде застывшей капли.

Пайка медных труб — это достаточно сложный технологический процесс, успех которого во многом зависит от правильной подготовки материалов. По этой причине рекомендуется потренироваться, и только затем приступать к соединению ответственных узлов и деталей из меди.
Пайка медных труб: процесс, инструменты и материалы

Пайка медных труб позволяет создать герметичный шов при монтаже системы коммуникаций. Такая технология применяется в различных отраслях: промышленность, бытовые условия и т. д. Медные изделия востребованы благодаря прочности, устойчивости к коррозии.
По этой причине их используют до сих пор, несмотря на появление полимерных аналогов. Чтобы обеспечить длительный период эксплуатации трубопровода, нужно правильно выполнить монтаж.
 Процесс пайки медной трубы.
Процесс пайки медной трубы.
- Пайка меди — почему стоит этому научиться
- Способы паяния деталей из меди
- Особенности высокотемпературных соединений
- Низкотемпературная пайка в деталях
- Что понадобится в процессе
- Технология пайки медных изделий
- Отрезаем деталь необходимой длины
- Наносим флюс на поверхность трубы
- Соединяем детали перед пайкой
- Образование соединения при низкотемпературной пайке
- Образование шва при пайке высокотемпературного типа
- Техника безопасности при спаивании труб из меди
- Основные ошибки допускаемые при пайке
- Выводы и полезное видео по теме
Пайка меди — почему стоит этому научиться
Изделия из такого материала дорогостоящие. Однако затраты на их приобретение и монтаж окупятся, учитывая, что срок службы трубопровода соответствует периоду эксплуатации объекта. Это значит, что коммуникации из меди будут работать, пока стоит здание. Их можно заливать бетоном. При этом вероятность образования течи минимальная и обуславливается лишь теми ошибками, которые были допущены в процессе пайки.
Другие положительные моменты:
- несложный монтаж;
- высокая адгезия с другими материалами;
- не требуется обрабатывать торцевые участки труб агрессивными средствами для очистки;
- нет необходимости в использовании специальных флюсов высокого ценового сегмента, т. к. в процессе монтажа водопроводных коммуникаций не происходит химическая реакция с кислородом;
- трубы не деформируются при подогреве;
- при возникновении такой необходимости можно выполнить демонтаж трубопровода, причем в данном случае не нужно использовать метод резки, коммуникации распаиваются.
Благодаря описанным качествам пайки упрощается выбор припоя.
Способы паяния деталей из меди
Данная технология основана на применении вспомогательных материалов. С их помощью заполняется зазор, который образуется между двумя участками труб. Вспомогательный материал должен быть расплавлен, иначе не обеспечится достаточно высокая адгезия коммуникаций. Получить требуемый результат можно при разных температурных режимах.
От этого будет зависеть, какой тип вспомогательных материалов следует использовать. Вне зависимости от условий выполнения пайки применяется одинаковый инструмент: паяльник, газовая горелка.
Особенности высокотемпературных соединений
Шов, сделанный при использовании данной технологии, достаточно твердый. В этом случае используется тугоплавкий припой. Для его расплавления требуется создать особые условия: производится прогрев до температуры в пределах +450…+900°С. В результате вспомогательный материал заполняет собой пространство между торцевыми участками труб, обеспечивая герметичное соединение.
Он имеет свойство капиллярно растекаться, заполняя мельчайшие поры на торцевом участке коммуникаций. Это позволяет обеспечить высокую адгезию материалов.
В качестве твердого припоя выступает серебро или медь. В результате после остывания материала получают надежное соединение. Такой шов отличается прочностью, устойчивостью к механическому воздействию. Он выдерживает регулярные перепады температур, может контактировать с агрессивными средами без риска потери свойств.
 Пайка медных высокотемпературных припоев.
Пайка медных высокотемпературных припоев.
Участок трубопровода, на котором образуется шов, прогревается специальным оборудованием. Чтобы медь не потеряла свойства, ее остывание должно происходить в естественных условиях. Твердый припой используют, если необходимо запаять коммуникации для водопровода диаметром от 12 до 159 мм.
Такая технология монтажа применяется чаще всего, когда нужно получить монолитный трубопровод, например, если соединяют газовые трубы. Иногда этот способ пайки применяется и при монтаже водопроводных коммуникаций при условии, что они будут подвергаться воздействию высокого давления.
Используется он и при монтаже системы отопления, а также горячего водоснабжения, в этих случаях шовное соединение выдержит регулярное влияние высоких температур — от +120°С.
Низкотемпературная пайка в деталях
В данном случае используется мягкий припой. Чтобы с его помощью припаять коммуникации, достаточно задать температуру менее +450°С. Учитывая более щадящие параметры произведения пайки, данный метод больше подходит для выполнения работ в домашних условиях. К легкоплавким материалам относится свинец, олово. Эти варианты используются чаще всего в быту. С ними легко работать, а дополнительно к тому можно создать шовное соединение шириной до 50 мм.
В отличие от данного способа, в процессе реализации техники твердой пайки создается узкий шов, что отчасти способствует повышению прочности готового изделия. Мягкий припой позволяет сделать соединение, характеризующееся более низким уровнем надежности. В этом заключается основной недостаток такой технологии.
 Пайка медных низкотемпературных припоев.
Пайка медных низкотемпературных припоев.
Однако если трубопровод не будет подвергаться воздействию перепадов температур и механическим нагрузкам, то данный недостаток нивелируется благодаря достоинствам меди, среди которых следующее:
- не производится отжиг металла, что позволяет сохранить его свойства;
- в процессе работы создаются более безопасные условия, т. к. применяется низкотемпературный метод.
Такая технология используется для монтажа коммуникаций, транспортирующих только жидкости. Причем их температура должна быть меньше +120°С. Сварка труб с использованием низкотемпературного метода выполняется, когда необходимо соединить изделия диаметром 6-108 мм.
Что понадобится в процессе
Для работы подготавливают припой и флюс. Первый из материалов подбирается с учетом способа пайки. Так, если планируется соединять медные трубы посредством высокотемпературного метода, состав не должен содержать свинец, потому что данный компонент будет размягчать трубу.
Когда используется низкотемпературная техника стыковки коммуникаций, рассматривают варианты вспомогательных материалов, которые содержат олово, медь, свинец или серебро или висмут. Приобрести их можно в виде проволоки диаметром 3 мм.
Флюс применяется непосредственно перед началом пайки. Он предназначен для подготовки труб. При нанесении флюса удаляется оксидная пленка. В результате улучшается растекаемость плавкого материала по коммуникациям на торцевых участках, а одновременно с тем снижается и поверхностное натяжение. Эти факторы позволяют обеспечить надежное соединение благодаря высокой адгезии.
 Использование флюса для пайки труб.
Использование флюса для пайки труб.
Инструменты, которые необходимо подготовить, если планируется выполнять пайку своими руками:
- труборез — используется для нарезки коммуникаций;
- фаскосниматель — формирует фаску, благодаря чему один участок трубы легче входит в торец второго, а еще такое приспособление удаляет заусеницы;
- расширитель — используется для незначительного увеличения диаметра коммуникаций на участке, где будет выполнен шов;
- газовая горелка со смесью бутана, пропана — для высокотемпературной пайки используют смесь ацетилен-воздух или пропан-кислород;
- паяльник — применяется вместо горелки, является универсальным прибором, применяется для пайки, выполняемой по разным технологиям;
- строительный уровень;
- рулетка;
- маркер;
- ершик для очистки внутренних поверхностей труб;
- молоток.
Технология пайки медных изделий
В процессе выполнения работ важен каждый этап, включая и подготовительный, т. к. при этом коммуникации очищаются от загрязнений, оксидов, заусениц. Для каждого действия предназначен специальный инструмент. Если не использовать его, качество сцепки меди с припоем будет ниже.
Например, когда не удаляются заусеницы или это делается недостаточно тщательно, образуются пустоты из-за неполного прилегания проволоки. Наличие загрязнений на поверхности изделий или нарушение правила обработки труб флюсом способствует ухудшению сцепки материалов.
Отрезаем деталь необходимой длины
Учитывая, что медь достаточно мягкий материал, можно использовать разные инструменты для нарезки изделий. Однако наиболее ровный срез получают, применяя труборез. При его использовании диаметр коммуникаций незначительно уменьшается. По этой причине на следующем этапе применяют расширитель для труб.
Предварительно очищают изделия от заусениц, обезжиривают. С помощью расширителя подгоняют трубы так, чтобы зазор между ними составил 0,02-0,4 мм. Этого достаточно для свободного растекания припоя.
Наносим флюс на поверхность трубы
Данным составом покрывают коммуникации, которые предназначены для заведения в раструб. Для этого используют кисть. Важно применять минимальное количество флюса, т. к. не допускается, чтобы на коммуникациях остались его излишки.
Соединяем детали перед пайкой
На этом этапе действовать необходимо быстро, чтобы на обработанные участки труб не попали частицы загрязнений, пыли. Это может способствовать снижению адгезии материалов. При стыковке коммуникации следует прокрутить, когда они будут установлены до упора. Это позволит удалить избыток флюса. Его нельзя оставлять на поверхности труб из-за агрессивного действия на металл.
Образование соединения при низкотемпературной пайке
В данном случае обязательным условием является использование припоя, который легко плавится, а также флюса, подходящего по свойствам для применения в таких условиях. Учитывая, что вспомогательный материал легко размягчается, не требуется задействовать мощное оборудование. Достаточно использовать стандартный паяльник или малогабаритную горелку. Подготавливают смесь газа, которая не содержит кислорода.
Чтобы размягчить медь, необходимо направить на торец изделия горелку/паяльник. Контактная площадка, которая находится между пламенем и трубой, должна перемещаться. Это позволит прогреть изделие по всей длине окружности. Затем подносят плавкий материал. При использовании низкотемпературного метода проволока не нагревается.
Когда она начнет плавиться при контакте с прогретыми трубами, горелку перестают использовать. Припой расплавится самостоятельно, заполнив собой зазор. После этого он должен остыть в естественных условиях.
Образование шва при пайке высокотемпературного типа
Применяют кислородосодержащие смеси. В процессе горения появляется голубое пламя. Учитывая, что в данном случае на изделия оказывает воздействие высокая температура, нельзя долго производить прогрев. Оборудование перемещают по линии будущего шва. Это позволит обеспечить равномерный нагрев.
Определить, что медь достигла кондиции, можно по насыщенному вишневому цвету изделия. На следующем этапе прикладывают припой. При контакте с горячим металлом он расплавится, заполнит собой зазор. Учитывая, что медь сильно нагрета, плавкий материал быстро теряет форму.
Техника безопасности при спаивании труб из меди
Во время работы изделия из этого материала необходимо удерживать инструментом (клещами) или применять перчатки. Использование флюса способствует появлению химического ожога. Во время работы с таким составом следует проявлять осторожность. При нагреве флюса высвобождаются токсичные вещества, поэтому нужно производить пайку в вентилируемом помещении.
Одежда должна быть из хлопка, т. к. синтетика легко воспламеняется. Если нет опыта в выполнении такой работы, сначала необходимо сделать несколько тренировочных швов.
Основные ошибки допускаемые при пайке
Не всегда работа выполняется правильно. Возможные ошибки:
- не были удалены заусеницы, загрязнения с труб;
- использовался флюс в избыточном количестве, излишки при этом не убирались;
- быстрый прогрев (несколько секунд) при выборе низкотемпературного метода или, наоборот, перегрев;
- использовался искусственный способ охлаждения трубы.
Выводы и полезное видео по теме
При работе с медью следует предварительно определить подходящий способ пайки. В соответствии с этим подбираются вспомогательные материалы. Горелка должна прогревать только трубы, но не флюс. При этом важно быстро распределить припой по поверхности изделия. Чтобы избежать ошибок при монтаже, рекомендуется посмотреть видео о пайке труб.
- Быстрый ремонт труб с помощью хомутов без сварки
- Обслуживание холодильного оборудования: как избежать поломок и лишних расходов
- Поверка штангенциркулей: как обеспечить точность измерений и избежать дорогостоящих ошибок
- Промышленная роботизация производства
- Качественная спецодежда: как проходит сертификация