Как правильно резать ножницами по металлу?
Как правильно резать ножницами по металлу?
Pereosnastka.ru
Обработка дерева и металла
Ручные нотницы применяют для разрезания стальных листов толщиной 0,5 — 1,0 мм и из цветных металлов до 1,5 мм. Ручные ножницы изготовляют с прямыми и кривыми режущими лезвиями,
По расположению режущей кромки лезвия ручные ножницы делятся на правые и левые.
Правыми называются ножницы, у которых скос на режущей части каждой половинки находится с правой стороны. Правыми ножницами режут по левой кромке изделия в направлении часовой стрелки.
Левыми называются ножницы, у которых на режущей части каждой половинки скос расположен с левой стороны. Такими ножницами режут по правой кромке изделия против часовой стрелки.
При резке листа правыми ножницами все время видна риска на разрезаемом металле. При работе левыми ножницами, чтобы видеть риску, приходится левой рукой отгибать отрезаемый металл, перекладывая его через правую руку, что очень неудобно. Поэтому листовой металл по прямой линии и по кривой (окружности, закругления) без резких поворотов режут правыми ножницами.
Ножницы держат в правой руке, охватывая рукоятки четырьмя пальцами и прижимая их к ладони; мизинец помещают между рукоятками ножниц.
Сжатые указательный, безымянный и средний пальцы разжимают, выпрямляют мизинец и его усилием отводят нижнюю рукоятку ножниц на необходимый угол. Удерживая лист левой рукой (рис. 2, б), подают его между режущими кромками, направляя верхнее лезвие точно посередине разметочной линии, которая при резании должна быть видна. Затем, сжимая рукоятку всеми пальцами правой руки, кроме мизинца, осуществляют резание.
На рис. 2, в, г показаны приемы работы ножницами.
Для прямолинейной резки металла небольшой толщины применяют ручные ножницы, одну рукоятку которых зажимают в тисках.
Стуловые нотницы отличаются от ручных большими размерами и применяются при разрезании листового металла толщиной до 3 мм. Нижняя ручка жестко зажимается в слесарных тисках или крепится (вбивается) на столе или на другом жестком основании. Для резки листовой стали толщиной до 3 мм применяют стуловые ножницы, имеющие стационарное закрепление (рис. 3, в).
Стуловые ножницы малопроизводительны, при работе требуют значительных усилий, поэтому для разрезания большой партии листового металла их не применяют.
Ручные малогабаритные силовые нотницы. Новатором А. Н. Васильевым созданы малогабаритные силовые ножницы для резания листовой стали толщиной до 2,5 мм, прутков, болтов (шпилек) диаметром до 8 мм. Габариты этих ножниц не превышают габаритов стандартных ручных ножниц (рис. 4). Для резки рукоятку закрепляют в тисках, а рукоятку (рабочую) приводят в действие. Рабочая рукоятка представляет собой систему двух последовательно соединенных рычагов. Первый рычаг, на одном плече которого закреплен нож, соединен с помощью винта с рукояткой.
Второе плечо рычага, являющееся у обычных ножниц рукояткой, выполнено укороченным и заканчивается шарниром, или собственно рукояткой ножниц. Концевым шарниром рукоятка с помощью двухшарнирного звена соединена с рукояткой. Эта система рычагов увеличивает усилие резания примерно в два раза по сравнению с обычными ножницами таких же габаритов. Ножи ножниц сменные и прикреплены к рычагам на потайных заклепках.
Эти ножницы имеют также приспособление для резки прутков диаметром до 8 мм. Приспособление имеет диски с отверстиями, закрепленные на рычагах ножниц, и представляет собой обычные ножницы, но с ножами специальной формы (закаленные втулки). Эти ножи сменные и вставляются в гнездо дисков. Для обрезки болтов (пилек). во втулках одного из дисков имеется наоезка (несколько ниток), которая предохраняет резьбу болтов при об -резке от смятия.
Малогабаритные силовые ножницы обеспечивают хорошее качество реза.
Рычажные ножницы (рис. 5) применяют для разрезания листовой стали толщиной до 4 мм, алюминия и латуни — до 6 мм. Верхний шарнирно закрепленный нож приводится в действие от рычага. Нижний нож — неподвижный.
Ножи изготовляют из стали У8 и закаливают до твердости HR.C 52 — 60. Углы заострения режущих граней 75 — 85°.
Перед работой проверяют, смазаны ли трущиеся части, плавно ли ходит рычаг, отсутствует ли зазор между режущими кромками.
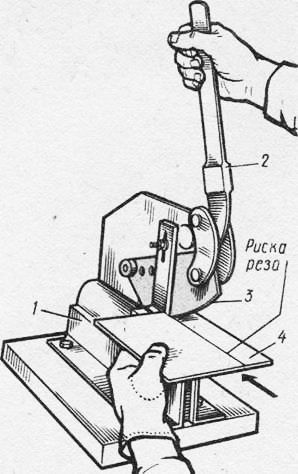
При резке металла правой рукой обхватывают рукоятку рычага и плавно перемещают его в верхнее положение, при этом верхний нож 3 отходит вверх. Затем укладывают лист так, чтобы левая рука удерживала его в горизонтальном положении, а линия среза находилась в поле зрения и совпала с лезвием верхнего ножа. Движением руки опускают рычаг с ножом вниз до тех пор, пока часть металла не будет прорезана, после этого рычаг перемещают в верхнее положение. Далее слегка поднимают лист 4 левой рукой, продвигают его по риске вдоль режущей кромки верхнего ножа и повторяют прием резания до полного разрезания. Ножницы обеспечивают получение реза без вмятин, прорезов по краю и достаточную точность.
Маховые ножницы широко используются для разрезки листового металла толщиной 1,5 —2,5 мм с пределом прочности 450 — 500 МПа (45 — 50 кгс/мм2) (сталь, дюралюминий и т. д.). Этими ножницами режут металл значительной длины. Рычажные ножницы имеют чугунные станину и стол, В стол встроен нижний неподвижный нож, а верхний подвижный нож с криволинейной режущей кромкой закреплен в ножедержателе. Верхний подвижный нож имеет противовес, уравновешивающий ножедержатель с ножом.
Размер отрезаемых заготовок намечается предварительной разметкой или ограничивается регулируемым упором, для чего упор сначала устанавливают на требуемое расстояние от режущей кромки нижнего неподвижного ножа. Лист во время разрезания плотно прижимают боковой кромкой к упору, а другой кромкой — к пружинному упору. После этого поворотом рукоятки от себя лист плотно прижимают сверху прижимной планкой и, опуская верхний нос с ноже-держателем 6, разрезают заготовку.
Ножедержатель при опускании вниз упирается в пружинный упор. Перестановка упора осуществляется с помощью рукоятки.
Ножницы с наклонными ножами (гильотинные) позволяют разрезать листовой металл толщиной до 32 мм, листов размерами 1000 — 3200 мм, реже полосовой прокат, а также листовые неметаллические материалы.
Как правильно резать ножницами по металлу?




§ 31. Резка ручными ножницами
Ручные ножницы применяют для разрезания стальных листов толщиной 0,5 — 1,0 мм и из цветных металлов до 1,5 мм. Ручные ножницы изготовляют с прямыми (рис. 110, а, 6) и кривыми (рис. 110, в) режущими лезвиями.
По расположению режущей кромки лезвия ручные ножницы делятся на правые и левые.
Правыми называются ножницы, у которых скос на режущей части каждой половинки находится с правой стороны. Правыми ножницами режут по левой кромке изделия в направлении часовой стрелки (рис. 110, 6).
Левыми называются ножницы, у которых на режущей части каждой половинки скос расположен с левой стороны. Такими ножницами режут по правой кромке изделия против часовой стрелки (рис. 110, в).
При резке листа правыми ножницами все время видна риска на разрезаемом металле. При работе левыми ножницами, чтобы видеть риску, приходится левой рукой отгибать отрезаемый металл, перекладывая его через правую руку, что очень неудобно. Поэтому листовой металл по прямой линии и по кривой (окружности, закругления) без резких поворотов режут правыми ножницами.
Длина ножниц I1 200, 250, 320, 360 и 400 мм, а режущей части I2 (от острых концов до шарнира) соответственно 55 — 65; 70 — 82; 90-105; 100 — 120 и 110 — 130 мм. Хорошо заточенные и отрегулированные ножницы должны резать бумагу.
Ножницы держат в правой руке, охватывая рукоятки четырьмя пальцами и прижимая их к ладони; мизинец помещают между рукоятками ножниц (рис. 111,а).
Сжатые указательный, безымянный и средний пальцы разжимают, выпрямляют мизинем и его усилием отводят нижнюю рукоятку ножниц на необходимый угол. Удерживая лист левой рукой (рис. 111, б), подают его между режущими кромками, направляя верхнее лезвие точно по середине разметочной линии, которая при резании должна быть видна. Затем, сжимая рукоятку всеми пальцами правой руки, кроме мизинца, осуществляют резание. На рис. 111, в, г показаны приемы работы ножницами.
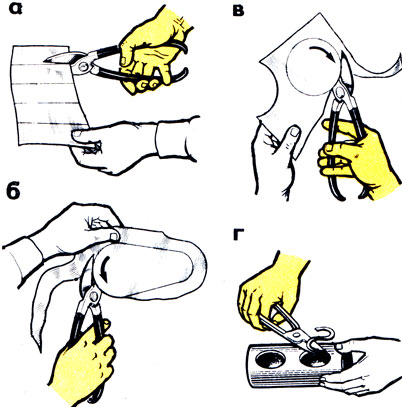
Рис. 110. Ручные ножницы: a — прямые левые, б — прямые правые, в — кривые левые
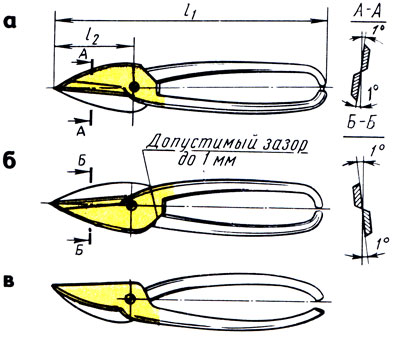
Рис. 111. Резание ножницами жести толщиной до 0,5 мм: а — положение пальцев на рукоятке при резании ножницами, б — правыми, в — левыми, г — вырезание внутреннего криволинейного контура
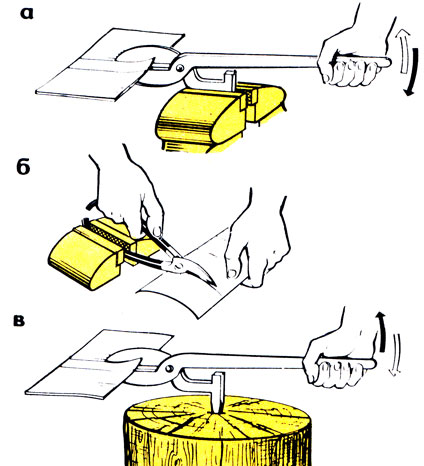
Рис. 112. Ножницы: а — стуловые, закрепленные в тисках, б — ручные, закрепленные в тисках, в — стуловые на деревянном основании
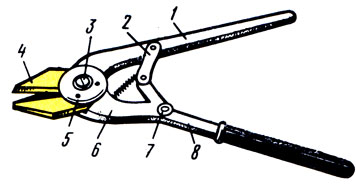
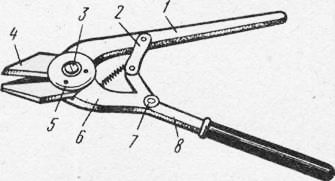
Рис. 113. Силовые малогабаритные ножницы
Для прямолинейной резки металла небольшой толщины применяют ручные ножницы, одну рукоятку которых зажимают в тисках (рис. 112, б):
Стуловые ножницы (рис. 112,а) отличаются от ручных большими размерами и применяются при разрезании листового металла толщиной до 2 мм. Нижняя ручка жестко зажимается в слесарных тисках или крепится (вбивается) на столе или на другом жестком основании. Для резки листовой стали толщиной до 2 мм применяют стуловые ножницы, имеющие стационарное закрепление (рис. 112,а), что не всегда удобно.
Стуловые ножницы малопроизводительны, при работе требуют значительных усилий, поэтому для разрезания большой партии листового металла их не применяют.
Малогабаритные силовые ножницы. Новатором А. Н. Васильевым созданы малогабаритные силовые ножницы для резания листовой стали толщиной до 2,5 мм, прутков, болтов (шпилек) диаметром до 8 мм. Габариты этих ножниц не превышают габаритов стандартных ручных ножниц (рис. 113). Для резки рукоятку 7 закрепляют в тисках, а за рукоятку 8 (рабочую) приводят в действие. Рабочая рукоятка представляет собой систему двух последовательно соединенных рычагов. Первый рычаг 6, на одном плече которого закреплен нож 4, соединен при помощи винта 3 с рукояткой 7.
Второе плечо рычага 6, являющееся у обычных ножниц рукояткой, выполнено укороченным и заканчивается шарниром 7, или собственно рукояткой ножниц. Концевым шарниром рукоятка 8 при помощи двух шарнирного звена 2 соединена с рукояткой 7. Эта система рычагов увеличивает усилие резания примерно в два раза по сравнению с обычными ножницами таких же габаритов. Ножи ножниц сменные и прикреплены к рычагам на потайных заклепках.
Эти ножницы имеют также приспособление для резки прутков диаметром до 8 мм. Приспособление имеет диски 5 с отверстиями, закрепленные на рычагах ножниц, и представляет собой обычные ножницы, но с ножами специальной формы (закаленные втулки). Эти ножи сменные и вставляются в гнездо дисков. Для обрезки болтов (шпилек) во втулках одного из дисков имеется нарезка (несколько ниток), которая предохраняет резьбу болтов при обрезке от смятия.
Малогабаритные силовые ножницы обеспечивают хорошее качество реза.
Ручные рычажные ножницы (рис. 114) применяют для разрезания листовой стали толщиной до 4 мм, алюминия и латуни — до 6 мм. Верхний шарнирно закрепленный нож 3 приводится в действие от рычага 2. Нижний нож 7 — неподвижный.
Ножи изготовляют из стали У8 и закаливают до твердости HRC 52 — 60. Углы заострения режущих граней 75 — 85°.
Перед работой проверяют, смазаны. ли трущиеся части, плавно ли ходит рычаг, отсутствует ли зазор между режущими кромками.
При резке металла правой рукой обхватывают рукоятку 2 рычага и плавно перемещают его в верхнее положение, при этом верхний нож 3 отходит вверх. Затем укладывают лист 4 так, чтобы левая рука удерживала его в горизонтальном положении, а линия реза находилась в поле зрения и совпала с лезвием верхнего ножа 3. Движением руки опускают рычаг с ножом вниз до тех пор, пока часть металла не будет прорезана, после этого рычаг перемещают в верхнее положение. Далее слегка поднимают лист 4 левой рукой, продвигают его по риске вдоль режущей кромки верхнего ножа и повторяют прием резания до полного разрезания. Ножницы обеспечивают получение реза без вмятин, прорезов по краю и достаточную точность.
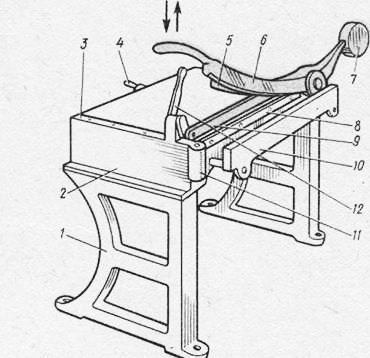
Рычажные (маховые) ножницы (рис. 115) широко используются для разрезки листового металла толщиной 1,5 -2,5 мм с пределом прочности 45 — 50 кгс/мм 2 (сталь, дюралюминий и т. д.). Этими ножницами режут металл значительной длины. Рычажные ножницы имеют чугунные станину 7 и стол 2. В стол 2 встроен нижний неподвижный нож 8, а верхний подвижный нож 5 с криволинейной режущей кромкой закреплен в ножедержателе 6. Верхний подвижный нож 5 имеет противовес 7, уравновешивающий ножедержатель с ножом.
Размер отрезаемых заготовок намечается предварительной разметкой или ограничивается регулируемым упором 10, для чего упор сначала устанавливают на требуемое расстояние от режущей кромки нижнего неподвижного ножа. Лист 3 во время разрезания плотно прижимают боковой кромкой к упору 10, а другой кромкой — к пружинному упору 11. После этого поворотом рукоятки 12 от себя лист плотно прижимают сверху прижимной планкой 9 и, опуская верхний нож с ножедержателем 6, разрезают заготовку.
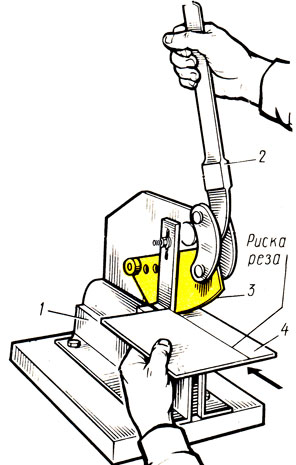
Рис. 114. Ручные рычажные ножницы: 1 — нижний нож; 2 — рычаг; 3 — верхний нож; 4 — разрезаемый лист
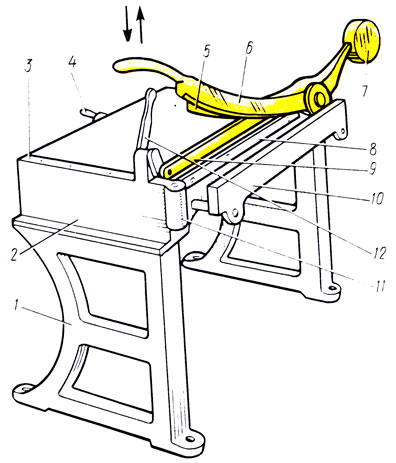
Рис. 115. Рычажные (маховые) ножницы: 1 — станина, 2 — стол, 3 — лист, 4, 12 — рукоятки, 5 — подвижный нож, 6 — ножедержатель, 7 — противовес, 8 — неподвижный нож, 9 — прижимная планка, 10 — упор, 11 — пружинный удар
Ножедержатель при опускании вниз упирается в пружинный упор 11. Перестановка упора осуществляется при помощи рукоятки 4.
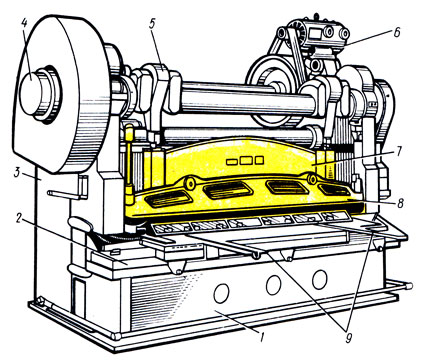
Рис. 116. Ножницы с наклонными ножами
Ножницы С наклонными ножами (гильотинные) позволяют разрезать листовой металл толщиной до 32 мм. Они имеют нижний неподвижный и верхний подвижный ножи, верхний наклонен под углом 2 — 6°. Это обеспечивает постепенный вход ножа в работу, облегчает резание, обеспечивает Высококачественное разрезание. Нижний нож крепится к задней части стола 2 (рис. 116), установленного на станине 7, верхний — к ползуну 7. От электродвигателя 6 через клиноременную передачу получает вращение кривошипный вал 4.
Два эксцентрика 5,смонтированные на нем, сообщают ползуну возвратно-поступательное перемещение по направляющим стоек 3. Разрезаемый лист укладывают на стол к кронштейну 9 и прижимают прижимом 8.
Резка листового металла ручными ножницами
Ручные ножницы применяют для резания листового металла толщиной 0,5—0,8 мм по прямым и кривым линиям разметки. Подготовка к резке заключается в правке листа, разметке линий резки, выполниемой на чистых (оцинкованных, облуженных и черных) листах без окрашивания непосредственным нанесением рисок на поверхность листа. Ножницы выбирают в зависимости от характера выполняемой работы.
Наиболее часто применяют ножницы, имеющие длину 250 — 300 мм. Ножницы подбирают в зависимости от условий выполняемой работы: а) для прямолинейного резания — с прямыми и широкими лезвиями; б) для наружной криволинейной резки с изогнутыми широкими лезвиями; в) для вырезания по внутренним кривым линиям -с изогнутыми узкими лезвиями. Кроме того, в зависимости от характере работы применяют правые и левые ножницы. Друг от друга их отличают по расположению скоса режущей кромки нижней губки. Если во время резания этот скос расположен с правой стороны, то ножницы называют правыми, если с левой стороны — левыми. Во время работы ножницами линия реза должна всегда находиться в поле зоения работающего.
Кромки ножниц в шарнирном соединении должны плотно прилегать друг к другу и иметь легкий ход. При тугом ходе возникает большое трение, вызывающее излишние усилия в работе и быстрое изнашивание режущих кромок. При большом зазоре между режущими кромками разрезаемый материал будет мяться и заклиниваться.

Рис. 82. Положение пальцев на рукоятке при резании ножницами
Ножницы держат в правой руке, охватывая рукоятки четырьмя пальцами и прижимая их к ладони; мизинец помещается между рукоятками ножниц (рис. 82). Сжатые указательный, безымянный и средний пальцы разжимают, выпрямляют мизинец и его усилием отводят нижнюю рукоятку ножниц на необходимый угол. Левой рукой удерживая лист (рис. 83), подают его между режущими кромками, направляя верхнее лезвие точно посередине разметочной линии, которая должна быть видна при резке. Затем, сжимая рукоятку всеми пальцами правой руки (кроме мизинца), осуществляют резку.

Рис. 83. Прием резки ножницами по прямым рискам
При прямолинейной резке следует применять левые ножницы и соразмерять величину раскрытия ножниц настолько, чтобы они могли захватить лист на размер не более 30 мм по прямой риске. Делать полное раскрытие режущих кромок не следует, так как они не режут, а выталкивают лист.

Рис. 84. Прием и направление резки по кривым внешним рискам правыми ножницами

Рис. 85. Прием и направление резки по кривым внешним рискам левыми ножницами
При резке внешних криволинейных контуров лист поворачивают так, чтобы ножницы не закрывали линию резания. На рис. 84 показано направление резки правыми, а на рис 85 — левыми ножницами. Пальцы левой руки, поддерживающие лист снизу должны иметь такое положение, чтобы они не попали в зону резания зание внутренних криволинейных контуров ножницами с изогнутыми узкими режущими кромками (рис. 86).

Рис. 86. Вырезание круглого отверстия
Находит применение резка металла ручными ножницами с зажатием одной рукоятки в тисках (рис. 87). Этим приемом пользуются при прямолинейном резании металла большой толщины.

Рис. 87. Резка с зажатием ножниц в тисках
Качество резки определяется проверкой линий реза по рискам, отсутствию надрезов, вмятин и заусенцев.
Резка листового металла ручными ножницами
Разрезать листовой металл на отдельные части, вырезать в деталях отверстия, изготовлять детали с криволинейным контуром и выполнять другие подобные работы можно ручными ножницами. В зависимости от расположения режущей кромки лезвия ножниц (справа или слева от нижнего лезвия) они называются правыми (рис. 47, а) или левыми (рис. 47, б). Ручные ножницы изготовляют с прямыми (рис. 47, а, б) и кривыми (рис. 47, в) режущими лезвиями.

Рис. 47. Ручные ножницы:
а, 6 — с прямыми режущими лезвиями;
в — с кривыми режущими лезвиями;
г — специальной конструкции;
д — геометрия режущих лезвий
Ручные ножницы с прямыми режущими лезвиями применяют для резки листов, полос и лент из стали толщиной до 0,7 мм, а из цветных металлов до 1,5 мм по прямым линиям. Ножницы с кривыми режущими лезвиями применяют при резке листов, полос и лент из стали толщиной до 0,6 мм, а из цветных металлов толщиной до 1,2 мм по кривым линиям или при вырезании деталей с комбинацией кривых и прямых линий.
Ручные ножницы по ГОСТ 7210—54 изготовляются длиной 200, 250, 320 и 400 мм; при этом ширина по наружному охвату ручек в закрытом положении соответственно общей длине составляет 40, 40, 50, 55 мм.
Ножницы состоят из двух половинок, которые изготовляются цельными или составными с приваркой лезвий. Цельные половинки ножниц изготовляют из углеродистой стали 65, 70. Ручки сварных ножниц изготовляют из углеродистой стали не ниже марки Ст. 2, а лезвия — из инструментальной углеродистой стали У7 с термической обработкой их до твердости HRC 52—58. Режущие кромки лезвий остро затачивают под углом 70—75° (рис. 47,(3). На лезвиях и поверхностях ножниц не должно быть завалов, выхватов, выкрошенных мест, заусенцев, раковин, плен, волосовин, зазубрин и трещин.
Лезвия ножниц в закрытом состоянии должны взаимно перекрываться, причем перекрытие на концах не должно превышать 2 мм. Обе половинки должны соединяться при помощи винта с гайкой и обеспечивать плотное прилегание половинок без перекосов и люфта. Ножницы должны резать любым участком режущих кромок; при ЭТОМ ХОД их должен быть плавным без заеданий.
На рис. 47, г показаны ручные ножницы, отличающиеся от обычных формой ножей. Нижний нож прямой верхний изогнут в сторону режущей кромки. Нижний нож снабжен специальной ребордой, благодаря которой отрезаемая часть листа отгибается и ножницы свободно проходят по линии разметки вдоль всего разрезаемого листа. Благодаря такой форме ножей резка этими ножницами осуществляется с меньшим усилием. У этих ножниц рукоятки расположены под углом 30° к плоскости резания, что исключает возможность порезов рук. Этими ножницами разрезают листовой металл в два раза быстрее, чем обычными ручными ножницами.
Разрезают листовой металл ручными ножницами, как правило, по заранее нанесенным на поверхности листового металла разметочным линиям.

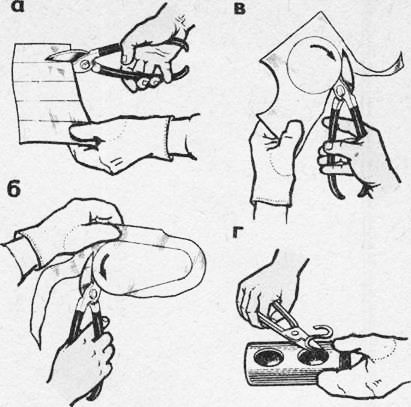
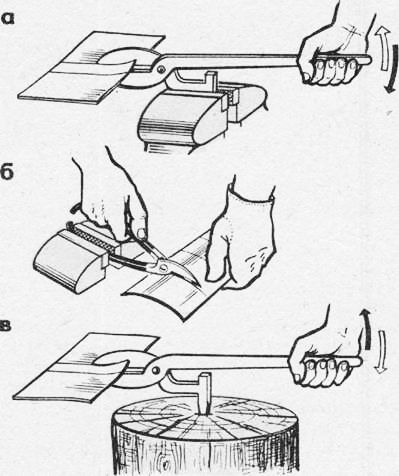
Рис. 48. Работа ножницами:
а — резка листа на широкие полосы, б — разрезание листа левыми ножницами, в — вырезание заготовок круглой формы, г — вырезание детали с криволинейными очертаниями, д — вырезание отверстия в детали
При резке листов на широкие полосы левой рукой отгибают отрезаемую полосу, не делая резких перегибов (рис. 48, а). Это облегчит продвижение ножниц при резке и предохранит правую руку от пореза.
При резке листа левыми ножницами (рис. 48, б) на узкие заготовки следят, чтобы они отгибались вперед.
При разрезании листового металла по криволинейному контуру, например при вырезке круга левыми ножницами, режут в направлении хода часовой стрелки, располагая ножницы так, чтобы они не закрывали лезвием линии разметки (рис. 48,в).
Детали с криволинейным очертанием вырезают правыми ножницами против хода часовой стрелки (рис. 48, г).
При разрезании ножницы раскрывают приблизительно на 2/3 длины лезвий, чтобы они хорошо захватывали и разрезали металл без большого усилия. Сильно раскрытые лезвия не режут, а выталкивают металл.
Нужно следить, чтобы плоскость резания была перпендикулярна к разрезаемому листу, так как перекос ножниц ведет к смятию металла по кромке разреза, заеданию и образованию заусенцев.
При перемещении ножниц вперед их плотно прижимают к концу прореза, в противном случае неизбежно появление заусенцев. Вырезают отверстия в деталях ножницами с кривыми режущими лезвиями (рис. 48, д).
Резание металла ножницами
Резка ручными ножницами. Ножницы применяют как для ручной, так и для машинной резки металлов. По ГОСТ 7210 ручные ножницы изготовляются трех типов:
- • 1 — пряморежущие;
- • 2 — для резки отверстий;
- • 3 для фигурной резки.
Ножницы всех типов изготовляются в леворежущем исполнении (нижнее лезвие расположено слева), а по заказу потребителей и в праворежущем исполнении (нижнее лезвие расположено справа). На рис. 6.33 показан внешний вид, а в табл. 6.1 приведены основные размеры ножниц.
Таблица 6.1. Размеры ручных ножниц по ГОСТ 7210
Соединение рычагов ножниц в шарнире не должно иметь перекосов. Должно обеспечивать плотное прилегание соприкасающихся поверхностей, при этом ножницы должны открываться и закрываться плавно, без заеданий, при усилии, прилагаемом в зоне охвата рукояток, не более 2 Н для ножниц длиной 200 и 250 мм и 3 Н для ножниц длиной 320 и 400 мм.
По мере смыкания ножниц должен обеспечиваться контакт режущих кромок в зоне резки при ее перемещении по всей длине режущей части, для чего

Рис. 6.33. Ручные ножницы
внутренние поверхности лезвий имеют изогнутость относительно плоскости резки: левого лезвия — вправо, а правого лезвия — влево.
В закрытых до упора ножницах лезвия должны взаимно перекрываться, причем перекрытие на концах лезвий должно быть:
- • 1,0—2,5 мм у ножниц длиной 200 и 250 мм;
- • 1,0—3,0 мм у ножниц длиной 320 мм;
- • 2,0—4,0 мм у ножниц длиной 400 мм.
В слесарном деле наиболее часто применяются ножницы, имеющие длину 250—300 мм.
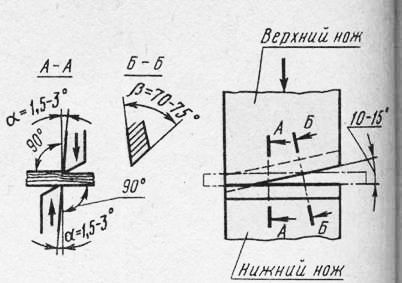
Угол заострения у ножниц колеблется от 65 до 85° в зависимости от твердости разрезаемого металла. Для мягких металлов (медь и т. п.) он равен 65°, для металлов средней твердости 70—75°, для твердых металлов 80—85°. Для уменьшения трения ножей ножниц при работе на лезвиях создается задний угол ос = 1,5—3,0° (рис. 6.34). Ножи ножниц изготовляются из углеродистой стали У7 и У7А по ГОСТ 1435 или из стали марки 8ХФ по ГОСТ 5950, ось — из стали марки 35 по ГОСТ 1050, режущая часть ножниц закаливается.

Рис. 6.34. Углы заострения ножей ножниц: 1 — верхнего ножа; 2 — нижнего ножа
В слесарном деле применяются как правые, так и левые ножницы, рис. 6.35. При резке листа правыми ножницами все время видна риска на разрезаемом металле. При работе левыми ножницами, чтобы видеть риску, приходится левой рукой отгибать отрезаемый металл, перекладывая ее через правую руку, что очень неудобно. Поэтому резка листового металла по прямой

Рис. 6.35. Правые (верхние) и левые (нижние) ручные ножницы и пользование правыми ножницами
линии и по кривой (окружности и закругления) без резких поворотов производится правыми ножницами.
Кромки ножниц в шарнирном соединении должны плотно прилегать друг к другу и иметь легкий ход. При тугом ходе возникает большое трение, вызывающее излишние усилия в работе и быстрое изнашивание режущих кромок. При большом зазоре между режущими кромками разрезаемый материал будет мяться и заклиниваться.
Ручными ножницами можно резать листовую сталь толщиной до 0,7 мм, кровельное железо — толщиной до 1 мм, листы меди — толщиной до 1,5 мм.
При разрезании металла ножницы раскрывают не полностью, а лишь настолько, чтобы они могли захватить лист на размер не более 30 мм по прямой риске. Делать полное раскрытие режущих кромок не следует, так как они не режут, а выталкивают лист.
Ножницы держат в правой руке, охватывая рукоятки четырьмя пальцами и прижимая их к ладони. Мизинец помещают между рукоятками ножниц, рис. 6.36а. Сжатые указательный, безымянный и средний пальцы разжимают, выпрямляют мизинец и его усилием отводят нижнюю рукоятку ножниц на необходимый угол. Левой рукой удерживая лист (рис. 6.36б), подают его между режущими кромками. Направляя верхнее лезвие точно посередине разметочной линии, которая должна быть видна при резке. Затем сжимая рукоятку всеми пальцами правой руки (кроме мизинца), осуществляют резку.

Рис. 6.36. Положение пальцев на рукоятках при резании ножницами (а), прием резки ножницами по
прямым рискам (б)
При резке ножницами внешних криволинейных контуров лист поворачивают так, чтобы ножницы не закрывали линию реза. На рис. 6.37а показано направление резки правыми, а на рис. 6.37б — левыми ножницами. Пальцы левой руки, поддерживающие лист снизу, должны иметь такое положение, чтобы они не попали в зону резания.
Вырезание внутренних криволинейных контуров выполняют ножницами с изогнутыми узкими режущими кромками, рис. 6.38п.
Находит применение и резка металла ручными ножницами с зажатием одной рукоятки в тисках, рис. 6.386. Этим приемом пользуются при прямолинейном резании металла большой толщины.

Рис. 6.37. Прием и направление резки по кривым внешним рискам правыми (а) и левыми (б) ножницами

Рис. 6.38. Вырезание круглого отверстия (а) и резка с зажатием ножниц в тисках (б)
Качество резки определяется проверкой линии реза по рискам, отсутствию надрезов, вмятин и заусенцев.
Резка металла ручными рычажными ножницами. Ручные рычажные ножницы применяют для резки листовой стали толщиной до 4 мм, алюминия и латуни — до 6 мм. Перед работой проверяют качество смазывания трущихся частей, плавность хода рычага, отсутствие зазора между режущими кромками и плотное прилегание их друг к другу. Тугой ход ножей требует большого усилия в работе и вызывает преждевременное изнашивание режущих кромок. Большой зазор между режущими кромками ухудшает качество среза, лист мнется, ножи притупляются и ломаются.
При резке металла ручными рычажными ножницами (рис. 6.39) правой рукой охватывают рукоятку рычага и отводят ее в верхнее положение (верхний нож поднимается). Затем лист укладывают на режущую кромку так, чтобы левая рука удерживала его в горизонтальном положении, а линия резания находилась в поле зрения и совпадала с лезвием верхнего ножа. Рычаг с ножом опускают вниз до тех пор, пока часть металла не будет прорезана, затем рычаг поднимают. Левой рукой приподымают лист, подвигают его по риске вдоль режущей кромки верхнего ножа и повторяют прием резания.

Рис. 6.39. Резка листа ручными рычажными ножницами
Качество резания характеризуется отсутствием вмятин и точностью резания по рискам.
Резка листового материала ручными электроножницами. Электроножницы (рис. 6.40 и рис. 6.41) являются ручным переносным электроинструментом и предназначены для резки листового материала по прямолинейному или криволинейному контуру с толщиной разрезаемого стального листа до 2,7 мм. Прежде чем приступить к работе, необходимо изучить и соблюдать «Типовую инструкцию по охране труда при работе с ручным электроинструментом» (РД 153-34.0-03.299/4—2001). Кроме того,

Рис. 6.40. Электроножницы ножевые (слева) и вырубные (справа)

Рис. 6.41. Электроножницы высечные (слева) и ножевые (справа)
необходимо проверить заточку ножей электроножниц — режущая кромка должна быть острой без вмятин и отколов.
Заход ножей для ножниц должен составлять примерно 4 мм, рис. 6.42а. Слишком большой заход ножей затрудняет резку по кривой, а при отсутствии захода ножницы перестают резать металл всей своей длиной, рис. 6.425. Заход ножей устанавливается с помощью регулировочных винтов. Зазор между ножами зависит от толщины разрезаемого материала.
Как правильно резать ножницами по металлу?
Резание тонколистового металла ножницами
Тонколистовой металл можно резать специальными ножницами.
 Ручные ножницы состоят из двух половинок. Каждая половинка изготовлена как единое целое и объединяет в себе нож и ручку. Половинки соединены между собой винтом. По расположению режущих ножей ручные ножницы подразделяются на левые(рис. слева а) и правые (рис. слева б). Если смотреть на ножницы со стороны ножей, у левых ножниц верхний нож расположен слева, у правых — справа.
Ручные ножницы состоят из двух половинок. Каждая половинка изготовлена как единое целое и объединяет в себе нож и ручку. Половинки соединены между собой винтом. По расположению режущих ножей ручные ножницы подразделяются на левые(рис. слева а) и правые (рис. слева б). Если смотреть на ножницы со стороны ножей, у левых ножниц верхний нож расположен слева, у правых — справа.
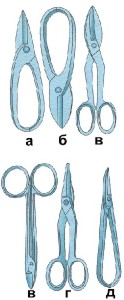
По форме режущих ножей различают прямые(рис. справа а-г) и кривые ножницы (д).

Для снижения усилий, необходимых для разрезания прочного материала, используют рычажные ножницы (см.рис. слева).
Режущие кромки ножей у ножниц должны быть хорошо заточены, а режущие плоскости плотно прилегать друг к другу и хорошо закреплены винтом.
Качество заточки ножниц можно проверить по тому, насколько хорошо или плохо они режут бумагу.
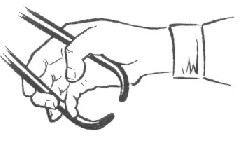 Тонколистовой металл можно разрезать двумя способами. Первый способ — ножницы берут правой рукой. Большой палец располагают на верхней ручке, а указательным, средним и безымянным пальцами охватывают нижнюю ручку. Мизинец располагают между ручками: при разрезании им раздвигают ручки ножниц (см.рис. справа). Если ручки ножниц раздвигаются туго, то вместо мизинца можно использовать указательный палец. В этом случае его помещают между ручками ножниц.
Тонколистовой металл можно разрезать двумя способами. Первый способ — ножницы берут правой рукой. Большой палец располагают на верхней ручке, а указательным, средним и безымянным пальцами охватывают нижнюю ручку. Мизинец располагают между ручками: при разрезании им раздвигают ручки ножниц (см.рис. справа). Если ручки ножниц раздвигаются туго, то вместо мизинца можно использовать указательный палец. В этом случае его помещают между ручками ножниц.

Второй способ разрезания тонколистового металла заключается в том, что одну ручку ножниц (ту, которая снизу) зажимают в тисках, а другую охватывают пальцами правой руки (см.рис. слева). Материал в обоих случаях подают левой рукой. Этот способ позволяет значительно усилить давление между ножами и резать более твердый материал. Заготовку слегка поднимают и подают на себя, а лезвие направляют точно по риске.
После резания заготовку выправляют, снимают с кромок заусенцы, притупляют острые углы, проверяют линейкой и угольником качество резания.
Приемы резания листа металла ножницами по прямой линии несколько отличаются от приемов резания по окружности или другой кривой, но в любом случае нужно, чтобы в процессе резания всегда была видна линия разреза.
При резании по кривой линии (см.рис. справа) возникают затруднения в продвижении ножниц, так как в месте закругления отрезанная часть металла хуже загибается и мешает работе ножниц.

Для того чтобы избежать этого при вырезании, например, круга из квадратного листа жести, вначале по прямым линиям отрезают углы, а затем вырезают круг, срезая неширокую полоску жести (см.рис. слева).
При работе ножницы следует раскрывать не полностью, а лишь настолько, чтобы они захватывали лист. Если раскрывать ножницы слишком широко, то они будут не резать, а выталкивать лист.
При разрезании тонколистового металла ножницами отрезаемая часть сильно изгибается и кромки листа в месте разреза делаются очень острыми. Поэтому на левую руку, поддерживающую лист, обязательно надевайте рукавицу.
Левая рука не должна находиться на линии реза.
Разрезая лист по линии большой длины, нельзя полностью сжимать ножи, так как это может привести к трещинам и даже разрывам кромок материала на линии разреза.
Закрепление ножниц в тисках должно быть прочным и надежным, так как при их срыве можно поранить руки о губки тисков.
Нельзя касаться голыми руками отрезанных кромок заготовки.
Подавайте ножницы ручками от себя, а кладите наоборот.
На предприятиях тонколистовой металл режут на специальных машинах-ножницах. Различают механические ножницы — гильотинные и дисковые. 
Гильотинные ножницы бывают двух видов: параллельные и наклонные. У первых ножи расположены параллельно друг к другу, у вторых — под небольшим углом.

В дисковых ножницах листовой металл режется острыми краями вращающихся дисков(см.рис. слева).

Для фигурной резки используются высечные ножницы, верхний нож которых поворачивается вокруг оси, а нижний — неподвижен(см.рис. справа).
Резание заготовок на предприятии выполняют резчики металла. Они должны хорошо знать свойства различных металлов и устройство промышленных ножниц, уметь выполнять разметку заготовок.
В последнее время в производстве получают распространение резка металла лучом лазера, струёй воды под большим давлением. Эти способы отличаются высокой производительностью и точностью.
- Винтовые сваи 76 мм: конструктивные особенности и монтаж
- Быстрый ремонт труб с помощью хомутов без сварки
- Алюминиевый прокат: как выбрать подходящий материал для задачи
- Алюминиевый профиль: свойства, применение и критерии выбора
- Поверка штангенциркулей: как обеспечить точность измерений и избежать дорогостоящих ошибок