Как правильно затачивать сверла по металлу?
Как правильно затачивать сверла по металлу?
Как заточить сверло по металлу – полезные советы
Существуют сверла всевозможных видов, но наиболее часто люди при домашней работе пользуются сверлами, предназначенными для работы с металлом. Хотя подобные инструменты делают из специальной стали, с годами они все равно тупятся, после чего их нужно затачивать. Некоторые думают: зачем заморачиваться, если затупившееся сверло проще выбросить и приобрести новое. Но зачем тратить лишние деньги, если затупившееся сверло можно заточить быстро и просто. Есть одно «но» — делать заточку нужно правильно. Разбираемся, как точить сверла по металлу «правильно».

Во-первых, нужно знать, что есть разные виды заточки. Она может зависеть от того, для чего применяется сверло, а также того, какой вид металла им обрабатывают, а также от диаметра инструмента. Однако до того, как наточить сверло, нужно определить, нужна ли вообще заточка.
Определение, нужна ли заточка
Любой человек может интуитивно определить, что с инструментом непорядок. Заточку необходимо делать, если сверло начинает издавать странный гул или скрипеть. Есть и другие признаки изношенности: к примеру, инструмент начинает усиленно греться или же итоговый результат сверления получается некачественным.
Разберем нюансы того, как правильно точить сверла по металлу.
Приспособления для заточки
Естественно, сделать сверло своими руками снова острым, причем прямо у себя дома – достаточно сложно. Вам понадобится различный инвентарь.
Даже в самом минимальном наборе понадобится следующее:
- заточный наждачный станок;
- комплект точильных кругов (их твердость выбирают, исходя от того, из чего было изготовлено сверло);
- тазик или любой другой сосуд, в который будем набирать хладагент (вода или машинное масло);
- приспособления для обеспечения необходимого угла заточки.
Что можно применить, если ситуация критичная и дома нет почти ничего для заточки?
Уточним, что нельзя забывать про правила безопасности. Ведь в любом случае будет много искр, а также острый металл.
Болгарка
Если заточного наждачного станка под рукой не имеется, а под каким углом затачивать — не
столь критично важно, можно использовать болгарку.
Есть два способа как точить сверла дома этим инструментом:
- Сверло нужно надежно закрепить в тисках (естественно, тщательно проверяем угол крепления). Затем на болгарку ставим абразивный диск по металлу, после чего включаем ее и аккуратно подносим к затачиваемому сверлу.
- Во втором случае крепится не сверло, а непосредственно сама болгарка. На нее ставим диск с мелкозернистой наждачной бумагой. Запускаем болгарку и аккуратно прислоняем к диску на ней сверло (естественно, рабочей режущей поверхностью).
Данный метод имеет свои минусы. Это опасность травмироваться, поскольку во время работы сверло постоянно так и норовит соскочить с круга.
Поэтому использовать болгарку стоит только тогда, если нет ничего другого, а также размер сверла не особо большой и не имеет существенного значения угол заточки.
Надфиль
Заточить сверло возможно и обычным напильником. Сделать это можно даже без особого опыта, нужно просто подобрать подходящий надфиль, чтобы быть уверенным, как правильно затачивать сверла по металлу. Но здесь есть один нюанс. Сверла (даже «бюджетные») делают из инструментальной быстрорежущей стали, поэтому надфиль нужно брать обязательно с напылением из алмазной крошки (другой напильник не «возьмет» наш инструмент). Ну и не обойтись без тисков — в них необходимо надежно зафиксировать сверло.
Наждачный станок
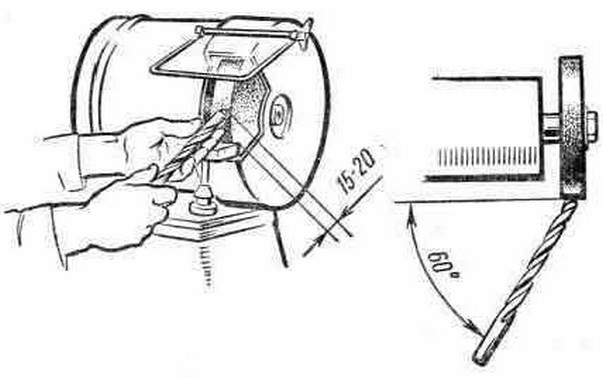
Естественно, лучше всего затачивать сверла дома на наждачном станке. Главное в том, как затачивать сверла по металлу, заключается в важном нюансе: режущую кромку подносим к кругу так, чтобы она была параллельной ему. Подобный способ лучше всего подойдет для обработки сверл менее 10 миллиметров. Конечно, точить на таком станке возможно и сверла более 16 миллиметров, но для этого придется купить специальные инструменты. Дополнительные приспособления подойдут и для затачивания универсальных сверл и таких, которые применяются, чтобы проделывать глухие или глубокие отверстия.
Порядок заточки сверла
Неважно, какого типа сверло, его нужно точить в строго определенном порядке. Сначала обработке подлежит его задняя поверхность. Нужно обеспечить плотное прижатие инструмента к заточному кругу и тщательно следить, чтобы угол заточки не менялся. Затем переходим к режущей части. В последнюю очередь производится доводка поверхности сзади.
Вроде бы, как правильно точить сверла, разобрались. Но естественно, у тех, кто делает это впервые, вряд ли сразу все получиться должным образом, поэтому стоит сначала поэкспериментировать на старых, ненужных сверлах, которые и так собирались выбрасывать.
Угол при заточке сверла

Если вы хотите сделать заточку качественной, нужно соблюдать правильные углы:
- спереди (режущая зона) в двадцать градусов;
- сзади в десять градусов;
- угол при вершине должен равняться 118 градусам.
Последний пункт верен, если сверлить именно металл. В целом этот угол нужно выбирать из специальных таблиц.

Процесс заточки
Затачивание сверла нужно делать определенным образом. Для начала берем инструмент левой рукой возле передней (рабочей) части. Правой рукой плотно обхватываем хвостовик. Запускаем вращение диска на болгарке или станке и аккуратно (без сильного нажима) подводим к нему заднюю часть режущей кромки сверла.
Важно: при затачивании сверло периодически нужно охлаждать.
Продолжая слегка прижимать сверло к диску, правой рукой поворачиваем его, чтобы заточить заднюю часть. Все это время проверяем нужный наклон сверла. Также присматриваем, чтобы режущие кромки получились одинаковыми по длине и заточены под идентичным углом.
Проверка правильности заточки
Когда точим сверла своими руками, то у многих может возникнуть вопрос: как проверить угол заточки. В основном для этого применяют специальные шаблоны, на которых есть вырезы. Еще один вариант — специализированные приспособления, такие как прибор Слепнина.
Рекомендации при заточке
Если точим сверла дома, есть один существенный нюанс, о котором нельзя забывать. Речь идет о корректном (то есть параллельном) расположении режущей части сверла по отношению к абразивному кругу. Не нужно забывать про своевременное устранение зазубрин, без этого инструкция как наточить сверло по металлу является просто бесполезной.
Преимущества заточки на специальном оборудовании
Важным плюсом использования спецоборудования при затачивании сверл является автоматизация многих процессов. К примеру, отпадает необходимость тщательного измерения угла. Сверло сразу закрепляется под желаемым углом на подвижной колонке станка и его можно подвести к кругу с идеальной точностью.
Как заточить сверло по металлу разными инструментами
Заточка металлических инструментов позволяет полностью восстановить их работоспособность. Операцию можно выполнить с применением различных вспомогательных приспособлений.
Как правильно заточить сверло по металлу и не испортить режущую поверхность изделия, будет рассказано в публикации.
Признаки затупления свёрл по металлу
К заточке следует приступать только при обнаружения явных признаков затупления режущей кромки.

Среди основных проявлений недуга выделяют следующие:
- повышенная шумность во время работы;
- стружка металла имеет мелкую фракцию;
- перегрев инструмента.
При сверлении металла затупленным сверлом возникает высокочастотный звук от трения рабочей кромки о заготовку. Поэтому, при появлении повышенной шумности следует отложить работу и приступить к заточке. Если продолжать сверление металла, то от чрезмерного нагрева режущее изделие разогреется до слишком высокой температуры.
До появления вышеописанных признаков о снижении остроты сверла может свидетельствовать отсутствие спиралевидной стружки. Такой признак не всегда удаётся вовремя обнаружить. Ели сверло при правильной подаче во время работы образует слишком мелкую стружку, то рекомендуется незамедлительно приступить к отладки инструмента.
Чем заточить сверло по металлу
Правильно подобранное приспособление позволит существенно сократить временные затраты и выполнить работу максимально точно. Узнайте ниже, как заточить сверло по металлу на точиле.
Кроме основного агрегата с электродвигателем и кругом, понадобится приобрести специальные приспособления удерживающие сверло в неподвижном состоянии. Такие стойки позволяют контролировать угол наклона и подачу инструмента во время точения.

Многие приспособления позволяют произвести отладку режущих изделий по металлу диаметром от 3 до 19 мм. Для точения спиральных свёрл можно использовать спецстанки, которые имеют встроенный электродвигатель и механизм для подачи.

В отличии от использования обычного точила и держателя, профессиональная техника может стоить десятки тысяч рублей. Поэтому если заточка свёрл не является профессией, то можно обойтись применением вышеописанного тандема из точильного круга и держателя или осуществить правку инструмента вручную.
Произвести наточку сверла напильником можно и без опыта. Главное, правильно подобрать надфиль. Учитывая факт, что даже дешёвые свёрла изготавливаются из высококачественной режущей стали, потребуется подобрать надфиль с алмазным напылением. Кроме напильника, нужно приготовить тиски в которых следует зафиксировать инструмент.
Чтобы не тратить силы и время на ручной способ, можно применить болгарку с абразивным кругом.
Заточка сверла болгаркой
Шлифовальная машинка имеется почти в каждой домашней мастерской, поэтому метод будет одним из самых бюджетных.
Кроме болгарки с установленным шлифовальным кругом для работы нужно подготовить тиски в которых будет удерживаться сверло во время заточки. В помещении где осуществляется отладка инструмента должно быть светло, чтобы можно было контролировать процесс удаления металла с режущей поверхности.

Отладка осуществляется в такой последовательности:
- сверло устанавливается в тиски в вертикальном положении;
- болгаркой удаляется часть задней кромки, чтобы полностью ликвидировать следы износа;
- режущая кромка затачивается под углом 120 градусов.
Чтобы в процессе точения сверло не перегрелось, соприкосновение наждачного круга с металлом должно продолжаться не более 2 секунд. Повторяя многократно снятие небольшого количества металла с рабочей кромки, удаётся выполнить наладку инструмента на необходимый угол.
Для измерений, рекомендуется изготовить из пластмассы шаблон, который поможет контролировать величину угла заточки.
Удобнее и безопаснее осуществить работу с применением точильного круга и специального удерживающего устройства.
Заточка сверла точилом
Определять величину повреждения режущего изделия и отладку на глаз возможно после многолетней практики.
В остальных случаях можно установить специальный держатель свёрл в непосредственной близости от наждачного круга. Крепление должно быть прочным, чтобы во время выполнения работы не происходило смещение фиксатора. Если точильный станок зафиксирован на деревянной основе, установка фиксатора всё равно должна быть осуществлена с помощью болтового соединения.

Для выполнения заточки: инструмент надёжно фиксируется в удерживающем устройстве, включается двигатель точила и сверло соприкасается на короткое время с точильным кругом под заранее выбранным углом.
- Если на поверхности режущего изделия образовались зазубрины, то перед его отладкой необходимо снять повреждения равномерно с обеих сторон.
- Следует проявлять меры осторожности. Изделия большого диаметра разогреваются от соприкосновения с абразивным кругом до большой температуры, что приводит к снижению механической прочности металла.
Заточка с помощью насадки на дрель
Без наждачного станка, используя специальную насадку на дрель можно выполнить операцию качественно и с меньшими временными затратами.
Приобрести насадку можно в любом специализированном магазине, но использовать приспособление можно только для заточки средних по диаметру изделий. Большинство таких насадок позволяют эффективно осуществить точение инструмента диаметром от 4 до 10 мм.
Для новичков метод наиболее предпочтительный. Заточка свёрл выполняется следующим образом.
- установить насадку на дрель;
- сверло вставляется в отверстие подходящего диаметра;
- дрель включается и изделие затачивается с одной стороны;
- повернув сверло на 180 градусов затачивается противоположная кромка.

Чтобы пользоваться устройством эффективно, учитывайте следующие особенности:
- С помощью насадки на дрель затачиваются только слегка затупившиеся инструменты. Если имеются глубокие повреждения режущей поверхности и когда сверло было перегрето, так не получиться восстановить изделие.
- Угол заточки в таких устройствах фиксированный. Поэтому для восстановления свёрл для работы с цветными металлами потребуется приобрести оригинальное устройство, либо осуществить доработку изделий напильником.
Несмотря на некоторые недостатки такой конструкции, её использование позволяет упростить и ускорить процесс восстановления режущих кромок, а невысокая стоимость объясняет популярность.
Как заточить мелкие изделия
К сожалению, чтобы заточить тонкое сверло используя механизированные способы, в том числе насадки на дрель, вряд ли получится. Всю работу по восстановлению изделия малого диаметра потребуется выполнить вручную.
Первая попытка может окончиться неудачно, поэтому сначала следует выбрать недорогое тонкое сверло нуждающееся в восстановлении и осуществить операцию на нём. Ещё для работы понадобится небольшой алмазный надфиль и очки с 4-кратным увеличением.

Процесс происходит в такой последовательности:
- сверло стачивается примерно на 1 мм;
- напильником осуществляется последовательная заточка кромок инструмента на необходимый угол.

Вся операция выполняется «на глаз», важно использовать при работе увеличительные очки и мощный осветительный прибор.
Если первая попытка оказалась неудачной, следует знать, что любое мастерство можно развить только в течение определённого промежутка времени. В случае неудачи, не оставляйте попытки обучиться полезному навыку, как заточка тонких свёрл своими руками.
Заточка изделий другой конструкции
Кроме спиральных свёрл для обработки металла применяются инструменты других конструкций. В домашних условиях можно осуществить отладку следующих инструментов.
Конусные буравчики
Заточить ступенчатое сверло можно с применением обычного напильника. Режущая кромка изделия затачивается под прямым углом.
Если конусное сверло затупилось на ограниченном участке, то выполнять заточку следует не выходя за пределы повреждённой площади.
Корончатые
При отладке корончатых инструментов применяется специальное приспособление и необходимо знать под каким углом должен сниматься металл с режущей поверхности. Учитывая все сложности и временные затраты на выполнение процедуры, лучше для заточки обратится к опытным мастерам.
Заключение
Научиться самостоятельно точить свёрла по металлу несложно.
- При небольших объёмах достаточно приобрести качественный напильник и осуществлять процесс вручную.
- При больших объемах для сокращения временных затрат лучше приобрести специальное оборудование, которое ускорит работу и снизит вероятность неправильной правки инструмента.
Как правильно точить сверла по металлу: способы заточки

Слесарный режущий инструмент исполняет роль формирования круглых отверстий разного диаметра при производстве различных конструкций, деталей из железа и другого сырья. Однако не вся оснастка подходит для сверления, так как одни образцы, пригодные для работы с мягким материалом, совсем не будут функционировать с твердыми или чрезмерно износятся. Также существенно влияют на требования параметры вязкости. Поэтому очень важно сделать правильный подбор. А для этого структура бура должна быть намного тверже, чем само изделие. Инструменты обычно изготавливаются из быстрорежущей стали, маркировка которой прописывается как Р или для импортных товаров – HSS. Для придания большей прочности применяют дополнительные элементы (кобальт и молибден), что гарантирует увеличение срока эксплуатации в три раза. Оснастка, покрытая нитридом титана (имеет характерный золотистый цвет), снижает нагрев рабочей поверхности. Данный тип предназначен для работы с чугуном, легированной и нелегированной сталью высокой прочности. В особо сложных случаях применяются исполнительные органы с твердосплавными гранями или алмазным напылением. Но у каждого изделия существует свой порог, со временем режущие кромки тупятся, что и приводит к более длительному сроку исполнения, некачественно выполненной работе. Давайте рассмотрим, как самостоятельно, без помощи профессионалов, можно научиться правильно точить сверла по металлу и этим продлить время эксплуатации оснастки.

Как понять, что гаджет затупился
Изначально необходимо уяснить, что неисправный инструмент не только подведет вас в выполнении сложной задачи, но и может сломаться, так как он перегреется при работе. Зачастую оставшаяся часть в отверстии не подвержена извлечению, а это, в свою очередь, ведет к порче продукции. Кроме того, во время больших оборотов электродрели, осколки способны разлететься и причинить вред здоровью мастера.
 Признаки снижение режущих качеств:
Признаки снижение режущих качеств:
Сама деталь сильно нагревается, что видно невооруженным глазом.
Слышен сильный визг.
Одна и та же процедура занимает на порядок больше времени.
Снижается класс точности.
При прикосновении к острию чувствуется гладкая и округлая кромка.
На обрабатываемой детали остаются крупные заусенцы на выходе и бордюр на входе.
Появляется характерный блеск головки, окрас которой сильно отличается от хвостика и основного цилиндра. Режущая поверхность приобретает сферичность и глазу становится заметно отражение от этой линии.
Сильно изменившаяся температура при обработке способствует появлению цвета побежалости, например, темно-синего.
Увеличиваются усилия специалиста при использовании оснастки.
Если по каким-то причинам вы не распознали первые признаки износа, то можно вооружиться лупой большого разрешения. Следует обратить внимание не только на торцевую часть, но и на боковые поверхности. При их износе также наблюдаются похожие симптомы.
Как правильно затачивать сверла по металлу
 Способов корректировки неисправности много и времени на это затрачивается несколько минут. Только теоретики должны иметь в своем гараже или другом техническом помещении необходимое оборудование и перед проведением ответственной работы попрактиковаться на отработанных образцах.
Способов корректировки неисправности много и времени на это затрачивается несколько минут. Только теоретики должны иметь в своем гараже или другом техническом помещении необходимое оборудование и перед проведением ответственной работы попрактиковаться на отработанных образцах.
 Одним из главных условий является удобное положение точильного инструмента. Это исключает ненужное смещение. Особое внимание уделяется нагреву при манипуляции. Если возникает посинение, то аппарат не будет выполнять свои функции, так как меняются структура и свойства. При условии, что вы не обладаете специальным приспособлением, обеспечивающим установку угла и центрирование, вам необходимо постараться максимально скопировать эти параметры с оригинала. Если заточка малых диаметров сложна из-за незначительных размеров, то от 12 мм и более трудно становится выставить равномерный угол на обеих гранях и отцентрировать.
Одним из главных условий является удобное положение точильного инструмента. Это исключает ненужное смещение. Особое внимание уделяется нагреву при манипуляции. Если возникает посинение, то аппарат не будет выполнять свои функции, так как меняются структура и свойства. При условии, что вы не обладаете специальным приспособлением, обеспечивающим установку угла и центрирование, вам необходимо постараться максимально скопировать эти параметры с оригинала. Если заточка малых диаметров сложна из-за незначительных размеров, то от 12 мм и более трудно становится выставить равномерный угол на обеих гранях и отцентрировать.
 Одной из главных ошибок любителей является пренебрежение вращательным движением. При этом кромка имеет необходимые свойства, но касание к объекту ограничивается выступающей пяткой.
Одной из главных ошибок любителей является пренебрежение вращательным движением. При этом кромка имеет необходимые свойства, но касание к объекту ограничивается выступающей пяткой.
Даже если у вас нет опыта в этой сфере, произвести заточку можно пусть и недолжного качества, но на несколько отверстий вполне хватит.
Из чего состоит инструмент
 Перед тем как приступать к заточке спиральных сверл по металлу, следует уяснить конструкцию и назначение всех элементов.
Перед тем как приступать к заточке спиральных сверл по металлу, следует уяснить конструкцию и назначение всех элементов.
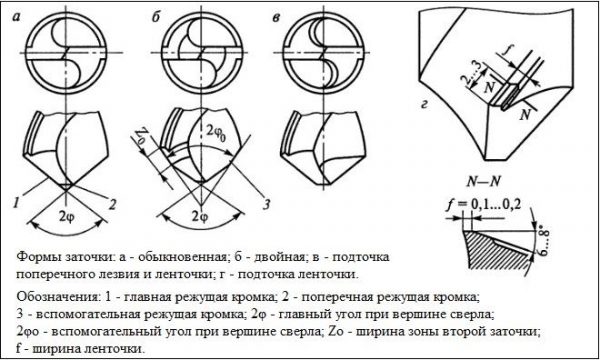
Обязательно любое устройство имеет зону воздействия на материал. Далее мы рассмотрим нестандартные варианты, а самая ходовая модель имеет:
Две режущие кромки.
Задние поверхности (затылок), подпирающие плоскости, которые не должны касаться обрабатываемого образца.
Передние, принимающие и деформирующие стружку.
Перемычка в центральной зоне.
Канавки для отвода стружки.
Спинки, как часть отводящей спирали.
Две кромки, находящиеся на боковых гранях.
Это является составными элементами рабочей части.
 Для крепления в инструменте предусмотрена зона, имеющая сферическую или шестигранную форму. Обычно это место изготавливается из другого сплава, так как на него воздействуют иные нагрузки, а также с целью экономии.
Для крепления в инструменте предусмотрена зона, имеющая сферическую или шестигранную форму. Обычно это место изготавливается из другого сплава, так как на него воздействуют иные нагрузки, а также с целью экономии.
Параметры, подлежащие восстановлению при переточке сверл
 Предположим, что оснастка сохранила свою геометрию, боковые ленты не изношены и цветов побежалости не наблюдается. В этом случае вам необходимо обеспечить следующие свойства:
Предположим, что оснастка сохранила свою геометрию, боковые ленты не изношены и цветов побежалости не наблюдается. В этом случае вам необходимо обеспечить следующие свойства:
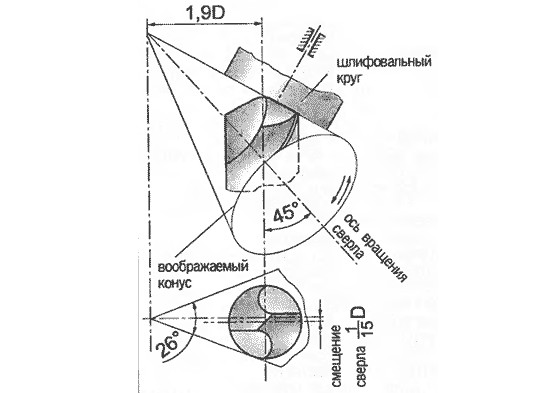
Сформировать угол между рабочими кромками в пределах 115-120 градуса. Это значение актуально для работы со сталями и большинством других сплавов. Однако во многих случаях это значение может быть иным и варьироваться от 60 до 180°.
Наклон между кромкой и центром. Он должен составлять 55-60 градуса. Важным является симметричность обеих частей.
Соблюдение второго условия обеспечит одинаковый размер кромок. Работать будут обе грани, при этом не наблюдается биение.
Задняя поверхность должна иметь отклонения 5-7° от конуса вращения. Этим обеспечивается оптимальные упорные свойства и отсутствие трения о деталь.
 Если передняя часть значительно повреждена, то сначала необходимо удалить участок, не соответствующий стандартам. Наиболее часто встречаются следующие повреждения:
Если передняя часть значительно повреждена, то сначала необходимо удалить участок, не соответствующий стандартам. Наиболее часто встречаются следующие повреждения:
Изменение цвета (посинение).
Износ боковой ленты.
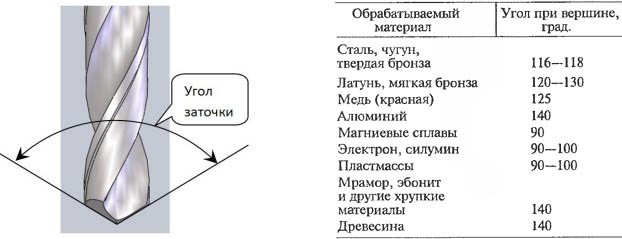
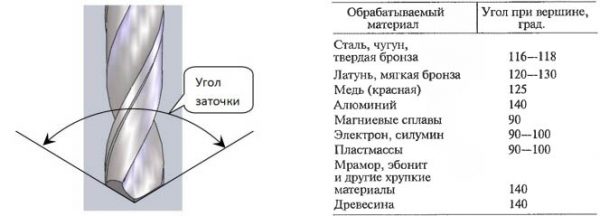
Как затачиваются сверла в зависимости от обрабатываемого материала
Для лучшего понимания мы предлагаем вам рассмотреть таблицу, рекомендованную для работ с разнообразными металлами.
Углы при вершине (°)
Задний угол в градусах
Некоторые породы дерева, каучук, пластик
Более твердые аналоги
Высокопрочные и антикоррозийные сплавы, никелевый состав
Как правильно точить сверла по металлу в домашних условиях
Выполняя отверстия в древесине, про остроту инструмента можно совершенно не беспокоится, поскольку такие режущие инструменты можно годами использовать не затачивая. Но для сверления металла острота сверла имеет важное значение.
Работать притупленным сверлом довольно сложно, поэтому его необходимо менять либо затачивать. Целесообразность замены не всегда оправдана, а зная, как правильно точить сверла по металлу, можно хорошо сэкономить на покупке новых инструментов.
Что следует учитывать
Для сверления металла необходимо использовать исключительно острые приспособления. Затупление сверл зависит от того на каких оборотах выполняется работа, какой металл по твердости обрабатывается, с каким усилием происходит нажатие на дрель, присутствует ли охлаждение и т. д. В зависимости от этого и определяется частота заточки инструмента. Для каждого конкретного случая и сверла все индивидуально.
Типы заточек бывают совершенно различными, они определяются степенью затупления сверлильного инструмента, его диаметром, конструкцией и спецификой назначения. Есть стандартные рекомендации, которые указывают на то, как правильно точить сверла. Они не являются основными, но их соблюдение минимизирует риск порчи инструмента и образование каких-либо дефектов на нем:
- при работе кромку приспособления необходимо держать так, чтобы она располагалась параллельно к точильному камню;
- соблюдайте постепенное затачивание, без резких движений сверлом;
- избегайте чрезмерного надавливания сверла на поверхность точильного круга;
- если отсутствуют отражающие блики на обработанных поверхностях, то это свидетельствует о завершенности работы.
Также необходимо придерживаться технологически рекомендованных углов заточки для определенного вида материала.
Следует учитывать, что универсальных значений не существует. Под каждый вид обрабатываемого металла следует подбирать установленные углы заточки. Пример технологических величин указан на рисунке.
Как выполнить заточку спирального сверла
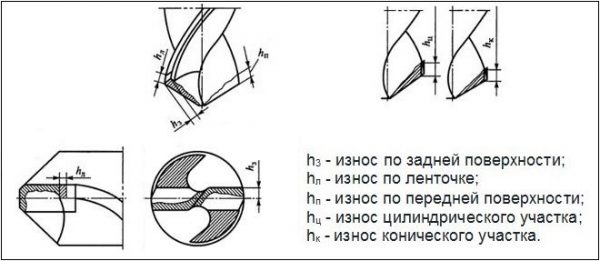
По краям режущего инструмента значение скорости резания является минимальным, но нагрев режущих кромок происходит до максимальной величины. Предусмотреть отведение тепла от углов кромок довольно проблематично. В связи с этим у приспособления начинают затупляться в первую очередь углы, а далее вся режущая кромка. В последствии происходит истирание задней части, наблюдается возникновение штрихов и рисок, которые идут от режущей кромки. При постепенном износе штрихи сливаются, образовывая одну полоску, которая идет по всей длине кромки, сужаясь к центру сверла. Поперечные кромки при превышении порога износостойкости могут попросту смяться.
В случае затупления сверла начинают моментально издавать скрипящий звук. Если не провести своевременное заострение режущей части инструмента, то будет возникать усиленный перегрев, который в кратчайшее время приведет конструкцию к износу.

Чтобы облегчить контроль над геометрией приспособления следует поработать над созданием шаблона. Благодаря ему легко можно будет узнать в какой части инструмента требуется дополнительный съем металла. Для соблюдения симметрии, важно проводить затачивание каждого участка сверла с одинаковым нажимом к поверхности точила.
Для работы необходимо предусмотреть наличие следующих компонентов:
- шлифовального круга;
- втулок;
- воды;
- соды;
- алюминиевых, медных или стальных листов.
Способы затачивания сверл
Правильная заточка режущего инструмента осуществляется по задней грани. Данный процесс должен быть выполнен для каждого зубца абсолютно одинаковым образом, но стоит понимать, что выполнение подобной операции вручную практически невозможно. Кроме этого, требуется создание необходимой формы граней и задание заднего угла. В связи с этим, для правильной заточки сверл по металлу необходимо использование специальных устройств. Данные работы рекомендуется проводить посредством специального оборудования и приспособлений. Но к сожалению, домашние мастерские не оснащены профессиональными устройствами, поэтому для данный целей применяются обыкновенные точильные камни.
Виды и способы затачивания определяются исходя из того, какая форма должна быть обеспечена на заднем основании инструмента. Существуют следующие виды заточек:
- одноплоскостная;
- двухплоскостная;
- коническая;
- винтовая;
- цилиндрическая.
В домашних условиях ввиду потребностей и простоты самого процесса применяется одноплоскостной и конический способ.
Одноплоскостной
При таком способе основанию пера придается вид плоскости. Величина заднего угла равняется 29-30°. Он является наиболее простым и используется для инструментов диаметр которых не превышает 3 мм. Основной недостаток — возможное разрушение режущей кромки в процессе сверления. Чтобы этого избежать, заточку следует выполнять крайне аккуратно. Принцип заключается в прикладывании инструмента к точильному кругу и перемещении его в параллельном положении к точилу.
Конический
Для заточки конструкций, диаметр которых более 3 мм, стоит воспользоваться коническим способом. Он является более сложным, но вполне доступным для ручной работы. Для этого левая рука зажимает рабочую часть сверла, правая зажимает его хвостовик. После этого инструмент медленно подводится к вращающемуся точильному камню с выдержкой нужного угла. Делая легкие покачивания правой рукой, необходимо создать конус на задних гранях инструмента.
Заточка сверла осуществляется плавным и медленным движением без отрыва от поверхности круга. Сначала манипуляции выполняются для одной части приспособления, потом для другой. Важно правильно выдерживать углы заточки и форму на задних гранях. Для проверки полученного значения можно использовать угломер или шаблон.
Процесс заточки сверл по металлу
Заточку сверла следует производить последовательным образом, сперва обрабатывая заднюю поверхность. Выполняется процедура максимально осторожно, несколькими приемами. Инструмент должен плотно прижиматься к точильному кругу. При коническом способе, особое значение стоит уделять величине затачиваемого угла, он не должен изменяться.
Если получиться, то можно постараться выдержать форму на заднем основании приспособления, которая была обеспечена в процессе заводского производства инструмента. Это позволит сохранить задний угол на каждой из граней. В итоге задняя поверхность должна стать в форме правильного конуса, если смотреть на сверло с боковой стороны.
Затем выполняется обработка режущей части сверла. На этом этапе выдержка угла также должна быть максимально обеспечена. Окончательную доводку задних поверхностей выполняют только после этого этапа. Важно обращать внимание на перемычку, которая расположена на кончике инструмента. Если сверло обработано правильно, то ее размеры не должны превышать 0,4 мм, если диаметр сверла менее 8 мм. Необходимо следить за перемычкой, она располагается на самом кончике сверла. У более крупных приспособлений перемычка может достигать 1-1,5 мм.
Также во время рабочего процесса не должен происходить перегрев сверла, это может спровоцировать послабление стали. В результате произойдет размягчение металла и потеря твердости.
При неправильном затачивании и перегреве режущая часть на приспособлении может стать непригодной. Чтобы этого избежать, конструкцию необходимо постоянно охлаждать водой или водно-щелочным раствором, который можно приготовить из соды. Масло для этих целей использовать запрещено. В охлаждении не нуждаются твердосплавные изделия.
При ручном затачивании изделий важно придерживаться следующих правил:
- за один проход нужно снимать небольшой слой стали;
- заточка должна производиться на минимальной скорости вращения шлифовального круга;
- приспособление не должно перегреваться до такой степени, чтобы его невозможно было держать в руках.
Важные рекомендации
Инструменты должны точиться против вращения точильного камня. Благодаря этому режущие кромки могут прослужить более долгий период времени, они не будут выкрашиваться. Для выполнения заточки, необходимо применять шлифовальные камни в основе которых используется электрокорунд, показатели его зернистости должны быть в пределах 30-40.
Доводку, как правило, проводят после затачивания. Она необходима для удаления мельчайших зазубрин, отшлифовывания кромок, придания гладкости режущей поверхности. Инструмент, на котором проводится доводка менее подвержен изнашиванию. Для ее проведения применяют соответствующие «мягкие» камни, то есть шлифовальные круги с зеленым карбидом, зернистостью не более 5-6.
Затачивая сверло, также следует обращать внимание на показатель симметричности, который определяется по его осям. Каждая из кромок должна быть прямолинейной и одинаковой длины. Насколько правильно выполнена операция можно узнать воспользовавшись угломером или самодельными шаблонами. Его можно изготовить в домашних условиях из медных, алюминиевых или стальных листов, толщина которых не более 1 мм. Самыми надежными являются стальные шаблоны. Посредством них можно проверять углы при вершинах, длинновые размеры режущей конструкции, углы между перемычками и кромками. Важно учитывать, что задние углы измерять крайне трудно, поэтому используя шаблон нужно проверить углы заострения. Сделать такой контрольный инструмент рекомендуется прежде чем проводить эксплуатацию сверла, то есть сразу после его приобретения. Чтобы в дальнейшем можно было максимально точно проверить их соответствие после заточки.

Также из-за разной длины режущих кромок и их наклона к осям приспособления может возникнуть неравномерная нагрузка. Если такое имеется, то сверло очень быстро выйдет из строя, поскольку перегруженная кромка износится. Не стоит забывать, сверление производится не за счет самого наконечника, а за счет боковых сторон инструмента. У многих домашних мастеров, часто встречается ошибка в заострении только вершины сверла без затачивания боковых кромок.
Заточить сверло по металлу не составит проблему, если четко следовать технологии. В связи с этим, если рассмотрение некоторых аспектов осталось непонятным, то можно просмотреть видео уроки от мастеров, имеющих большой опыт в данном ремесле.
Видео «Ручная заточка спиральных сверл. Ч.1»
Видео «Ручная заточка спиральных сверл, Ч.2»
Заточка сверла по металлу своими руками

Добавил(а): Ксения Зубкова 24 марта
Со временем сверло «вгрызается» в металл хуже. По этой причине его бросают в мусорное ведро и меняют на новое. Однако к проблеме можно подойти по-хозяйски: с помощью специальных приспособлений заточить затупившееся сверло и вернуть его в рабочее состояние. Причём снова сделать режущий инструмент острым можно в домашних условиях, не прибегая к «высоким технологиям».
Виды заточки
Заострить сверло, которое стало плохо погружаться в металл, можно по-разному. На это влияет сфера применения режущего инструмента и его диаметр. Исходя из этих критериев, заточка бывает одноплоскостной, конической и доводкой. Большинству мужчин, которые пользуются сверлом по металлу, привычнее выполнять одноплоскостную процедуру, считаемую наиболее простой. Но она, как и другие виды заточки, подходит не для каждого режущего инструмента.
Прибегать к одноплоскостной заточке следует в том случае, если диаметр затупившегося сверла составляет не более 3 мм. Правда, делая режущий инструмент острым таким способом, надо соблюдать предельную аккуратность, иначе ему грозит поверхностное разрушение. Чтобы одноплоскостная заточка прошла успешно, нужно приложить сверло к абразивному кругу и передвигать в одном направлении с его поверхностью.
Применять коническую процедуру полагается тогда, когда нужно придать остроты крупному изделию, предназначенному для резки металлических листов и деталей. Такая заточка предполагает, что сверло фиксируется двумя руками и обрабатывается последовательно. Затем с режущим инструментом проводят так называемую доводку. Её требуется выполнять после и одноплоскостной, и конической заточки. Доводка — это процедура, которая шлифует режущую кромку сверла так, чтобы не оставалось даже мелких зазубрин.
Углы, под которыми выполняется процедура
Затупившееся после интенсивной и длительной эксплуатации сверло принято затачивать под углом 120 0 . Это универсальный параметр заточки для любого материала, но он подходит только для изделий, имеющих диаметр менее 1, 2 см. А если этот размер составляет от 12 до 80 мм, то режущий инструмент обрабатывают под иным углом. Главное, выбрать его исходя из материала.

Выбирать угол надо ориентируясь на то, в каком металле необходимо просверлить дырки
Заточка сверла под углом, выбранным наугад, сделает его острым, но непременно испортит. Оно будет плохо просверливать отверстия и быстро нагреваться или ещё хуже — сломается во время использования.
Как наточить затупившееся сверло с помощью простых приспособлений
Вернуть режущему инструменту его свойства можно с помощью абразивного бруска. Им подтачивать сверло придётся вручную, аккуратно убирая лишний металл. Но на это дело уйдёт так много времени, что в следующий раз точно захочется сделать изделие острым любым приспособлением, но только не абразивным бруском.
Но понять, что представляет собою заточка абразивным бруском, никому не помешает. Чтобы узнать нюансы обработки режущего инструмента таким приспособлением, можно посмотреть следующее видео:
Электроточилом
Приспособление, которое работает от электросети и может подточить сверло, есть не у каждого. Но у него есть огромный плюс: в домашних условиях легче всего приспособиться обрабатывать затупившееся изделие именно электроточилом. Заточку этим инструментом полагается начинать с кромки, располагаемой в том же направлении, что и ось абразивного круга. Как долго снимать лишний металл со сверла, надо определять «на глазок». Заканчивать работу следует в тот момент, когда исчезнет тень от кромки на канавке.
В заточке сверла посредством электрического точила надо соблюдать определённую последовательность. Первым делом надо обрабатывать заднюю поверхность кромки, и только после этого приступать к снятию ненужного слоя со второго края затупившегося режущего инструмента. Обтачивая сверло по металлу точилом, следует придерживаться правил:
- обращать внимание на угол заточки изделия;
- следить, чтобы сверло было зафиксировано на оси вращения;
- наблюдать за процессом, дабы кромки получились одинаковой длины;
- излишки металла следует снимать постепенно, медленно расширяя зазор между шайбой точила и обрабатываемым изделием;
- завершая заточку, необходимо придать кромкам сверла форму конуса.
Заточить сверло электрическим приспособлением просто, но для этого потребуется напрягать зрение, не упуская из виду никакой мелочи. Дабы научиться правильно концентрировать внимание на процессе обработки, нужно потренироваться, возможно, приведя в негодность несколько изделий для сверления металла.
Видео о работе электрическим точилом
Обработка болгаркой
Заточка сверла угловой шлифовальной машиной предусматривает следующее: режущий инструмент фиксируется в тисках, выбирается угол крепления, затем на болгарку монтируется диск, который вращается и подводится к кромкам затупившегося изделия. Этот способ придания сверлу потерянной за годы эксплуатации остроты отличается большим количеством минусов:
- болгарку требуется ставить на ровную поверхность диском вниз и держать на своём месте, для чего необходимо заручиться чьей-то помощью или воспользоваться тисками, которыми выполняют работу столяра;
- шлифовальная машинка может испортить сверло, если будет зафиксирована ненадежно;
- во время заточки режущего инструмента болгаркой есть большой риск получить травму, так как сверло может случайно соскочить с вращающегося диска;
- затачивать болгаркой целесообразно лишь изделие, имеющее небольшой диаметр;
- шлифовальной машинкой невозможно произвести доводку, придающую режущему инструменту ровность и гладкость.
Роль подставки для режущего инструмента во время его заточки болгаркой должен выполнять край щитка, прикрывающего абразивный диск. Поворот заслона можно изменять. Приступая к обработке сверла, его требуется расположить так, чтобы на него было удобно ставить палец для опоры.
Видеоматериал о применении болгарки для заточки свёрл по металлу
Использование насадки дрели
Дрель крепится точно так же, как и болгарка, поэтому характеризуется аналогичными недостатками. К тому же к ним можно добавить и ещё один: сверло по металлу получится заточить только электрическим инструментом, имеющим кулачковый патрон, в который вместо сверла надо вставлять держатель диска от болгарки.
Дрель, которую планируется использовать для заточки сверла по металлу, рекомендуется оснастить шлифовальным диском с наклеенным на него отрезком наждачной бумаги. Желательно, чтобы основа, на которую приклеивается шероховатый материал, была очень твёрдой.
Если планируется заточить режущий инструмент ручной дрелью, то надо морально подготовиться к трудностям. Всё-таки у неё нет ничего, что можно сделать подставкой для сверла. Поэтому в качестве неё приходится использовать какой-нибудь подручный предмет.
В общем, приступая к шлифовке изделия дрелью, нужно найти две ровные поверхности. Одна из них станет площадкой закрепления самого прибора, а другая — подставкой для сверла. Обе поверхности, например, стол и ящик, надо разместить так, чтобы они находились на одной линии. Между ними полагается в вертикальном положении установить диск, вставленный в патрон ручной дрели.
Видео об обработке режущего инструмента дрелью
Особенности заточки различных видов свёрл
Сверло по металлу может быть победитовым, спиральным и ступенчатым. К заточке каждого предъявляются определённые требования. Но перед тем как выяснять, каким образом можно вернуть сверлу потерянные со временем свойства, следует осмотреть его и испытать в работе. Это позволит понять, действительно ли изделие нуждается в шлифовке. Признаками тупого режущего инструмента считаются его сильный нагрев, громкие звуки, раздающиеся во время его применения, и некачественное сверление. Правда, прибегать к заточке разумно не всегда. Сверло, длина режущей поверхности которого составляет более 1 см, лучше выбросить.
Как отшлифовать победитовое сверло?
Чтобы победитовое изделие для создания отверстий в металле снова хорошо вгрызалось в материал, требуется вооружиться не только инструментом для заточки, но и охлаждающей жидкостью. Простым наждачным камнем заточить сверло этого типа не выйдет, придётся вооружиться электрическим точилом.
Чтобы режущий инструмент стал сверлить металл так же эффективно, как раньше, на приспособлении, используемом для его заточки, следует уменьшить количество оборотов в секунду. Дело в том, что чем выше прочность материала, тем ниже должна быть скорость его обработки.
Победитовое сверло полагается шлифовать короткими касаниями к точилу. Процесс заточки этого изделия требует повышенного внимания, ведь кромки победитового сверла заостряются довольно быстро. Каждая режущая сторона инструмента должна быть заточена так, чтобы соответствовать по своим размерам другой стороне. Если это правило будет нарушено, то центр оси вращения сместится, и сверло будет проделывать в металле чересчур большие и кривые по краям дырочки.
Во время шлифовки режущего инструмента важно держать под контролем соотношение заднего и переднего углов режущей кромки. Необходимо смотреть и за тем, чтобы сверло не становилось горячим, поскольку это может привести к появлению трещин и сколов. Если вдруг изделие, обрабатываемое точилом или другим приспособлением, нагреется, то его необходимо опускать в специальную жидкость или простую воду. Но, видя, что наконечник покраснел и накалился, не стоит сразу охлаждать его, дабы не допустить повреждения. До погружения в воду сверло должно остыть под воздействием воздуха.
Каким образом затачивать спиральное изделие?
Чтобы вернуть остроту сверлу в виде спирали, нужно отшлифовать его задние грани. Во время этого процесса следует следить за тем, затачивается ли одно перо сверла так же, как другое. Делать это без специального агрегата очень сложно, тем более тому, кто не имеет опыта в заточке свёрл по металлу.
При заточке спирального сверла собственноручно вряд ли получится придать идеально правильную форму задним граням и заданному заднему углу. Поэтому шлифовать подобное изделие разумнее на специальном станке или приспособлении. Лишь бы в хозяйстве было обычное зубило, а у мужчины, которому требуется обработать затупившееся спиральное сверло, имелся опыт заточки режущих инструментов.
Как правильно обработать ступенчатое сверло?
Режущий инструмент по металлу, имеющий вид ступенек, затачивать в несколько раз труднее, чем спиральное сверло. Изделию с прямой канавкой для выведения стружки следует возвращать потерянную остроту по определённой схеме. По режущим краям ступенек со стороны жёлоба полагается проводить диском, совершая лёгкие касания.
При обработке ступенчатого сверла нельзя смещать угол, образующийся между поверхностью сзади ступеньки и канавкой. Ещё больше нюансов заточки у изделия, жёлоб которого спиральный. Технология его обработки ничем не отличается, но требует предельной аккуратности и большого опыта в шлифовке свёрл.
Галерея свёрл разного вида
Оценка качества шлифовки
Заточив сверло по металлу, надо обязательно проверить, всё ли сделано правильно. Контроль качества обработки режущего инструмента проверить легко. Нужно только осмотреть перемычку, расположенную по центру торца наконечника изделия, оценить длину режущих кромок и занижение.
Если заточка произведена без ошибок и не испортила сверло, то перемычка будет расположена по центру торца наконечника. При правильной реабилитации затупившегося инструмента его кромка будет находиться между наиболее глубокими точками желобов, через которые выводится металлическая стружка. Это значит, что края заточенного сверла должны быть короткими.
Далее требуется проверить длину режущих кромок — промежуток между перемычкой и краем сверла по линии края, осуществляющего разрез металла. Этот параметр можно измерить обычной линейкой или циркулем. Естественно, ни одна кромка не должна отличаться от другой. В противном случае придётся снова взять приспособление для заточки и обработать поверхность, оказавшуюся короткой.
Понять, есть ли у кромок сверла занижение, можно, если поставить его вертикально, чтобы наконечник указывал на пол, и упереть перемычку в какую-нибудь плоскую поверхность. Потом нужно бросить взгляд на заднюю поверхность, находясь при этом сбоку заточенного изделия. Если виднеющаяся кромка не поднимается постепенно вверх, то над режущей зоной сверла необходимо снова потрудиться.
Заточка свёрл, без сомнения, требует мастерства. Набить руку в этом деле можно. Надо только изучить все тонкости процесса и воочию увидеть, как выполняется шлифовка затупившихся режущих инструментов.
Можно ли заточить сверло по металлу и как это сделать в домашних условиях?
Для обработки металлических поверхностей применяются электроинструменты, промышленное оборудование. Чтобы выполнять различные технологические операции нужна специальная оснастка. Одной из подобных операций является сверление. Оснастка для сверления отверстий часто деформируется, затупляется. Для её восстановления нужно знать, как заточить сверло по металлу. Достаточно ознакомиться с основными правилами, выбрать инструмент, технологию.
 Заточка сверла по металлу
Заточка сверла по металлу
Признаки затупления
Оснастка для работы с деревом может прослужить длительное время не деформируясь. Свёрла по металлу выходят из строя быстрее. Существует ряд моментов, по которым можно определить, что оснастка затупилась:
- На вершине сверла есть сколы, неровности, микротрещины.
- Визуальные отклонения от изначального состояния.
- При сверлении возникает нехарактерный свист или шум.
- На внутренней части отверстия остаются заусенцы, неровности.
- Стружка скапливается в дырке, не выводится наружу.
Эти отклонения указывают на поломку оснастки. Нужно остановить рабочий процесс, исправить неточности или заменить оснастку.
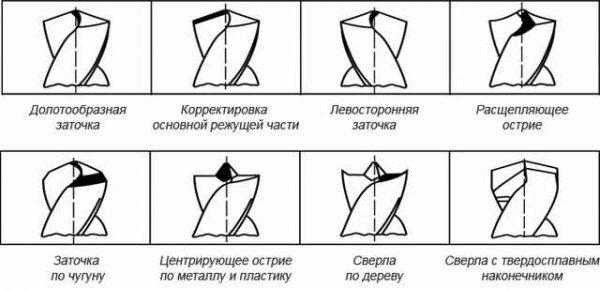
Виды заточки
Существует несколько способов заточки, которые проводятся с помощью разных приспособлений. Они обозначаются разными буквами. К ним относятся:
- Н — нормальная. На рабочей части изготавливается две режущие кромки, одна поперечная. Допускается точение инструментов диаметром до 12 мм.
- НП — производится подрезка поперечной кромки. Благодаря этому снижаются нагрузка, передаваема на рабочую часть при сверлении.
- НПЛ — проводится подточка ленточки с кромкой. Формируется задний угол на рабочей части.
- ДП — представляет собой двойное точение. Дополнительно обрабатывается поперечная кромка.
- ДПЛ — создаётся 4 режущих кромки, подтачивается кромка.
Точение проводится на специализированном оборудовании или вручную. Об этих методах необходимо поговорить отдельно.
Ручной способ заточки
Оснастку для инструментов можно затачивать вручную, без применения специализированных станков. Однако для этого нужно уметь пользоваться ручными приспособлениями, выставлять углы точения. Используемые инструменты:
- Болгарка — применяется, если не требуется подбирать точный угол режущей части.
- Специальная точильная насадка для дрели.
- Просто шлифовальный круг на асинхронном двигателе.
Не нужно пытаться обработать рабочую часть инструмента с помощью надфиля или напильника. Эти инструменты сточатся быстрее, чем изменится режущая кромка.
Заточка на специальном оборудовании
Мастерские используют специальные станки для заточки сверл. Это высокоточное оборудование, позволяющее изготавливать любые углы режущей кромки. Для этого достаточно закрепить оснастку с помощью специальных зажимов, выставить угломер, настроить станок, запустить двигатель. Заточка сверла на специализированном оборудовании занимает меньше времени.
Как правильно заточить сверло?
Чтобы провести заточку сверл по металлу своими руками, нужно выбрать оборудование, изучить правила обработки. В домашних условиях можно воспользоваться электроинструментами или компактными станками.
Чем можно заточить?
Провести правку режущих кромок можно с помощью разных приспособлений, станков, инструментов:
- болгарки;
- шлифовальной машинки;
- насадки на дрель;
- специализированного оборудования.
Углы заточки
Угол заточки сверла по металлу выбирается зависимо от того, какой материал необходимо сверлить. Для этого существуют специальные таблицы, в которых указаны параметры для разных металлов. Основная информация об углах заточки сверла по металлу, представленная в официальных таблицах:
- твердая бронза, чугун, сталь — от 116 до 118 градусов;
- мягкая бронза, латунь — от 120 до 130 градусов;
- медь — около 125 градусов;
- мягкие сплавы металлов, древесина — 140 градусов.
Если сверлить пластмассу, необходимо точить режущие плоскости под 100 градусов. Углы заточки сверла по металлу описаны в таблицах, которые можно найти в специальных справочниках.
Особенности заточки различных видов сверл
Существует три группы оснастки, предназначенной для сверления отверстий в металле:
- Победитовые — чтобы точить такой инструмент необходимо использовать охлаждающую жидкость. Исправить режущую кромку можно только электроточилом или на специальном станке.
- Спиральные — для его точения применяется специализированное оборудование. Затачиваются задние грани. Провести обработку вручную крайне сложно.
- Ступенчатые — обрабатывать такую оснастку сложнее, чем предыдущие виды. Для этого применяются заточные станки.
Если нет опыта в точении оснастки для сверления, необходимо доверить проведение работ профессионалам.
Оценка качества шлифовки
После проведения шлифовки, необходимо определить качество обработки. Для этого необходимо осмотреть перемычку. Она будет находиться по центру торца наконечника. Края оснастки должны быть короткими.
Зная, как точить сверла, можно постоянно использовать инструменты, не покупая новых приспособлений. Для проведения работ можно воспользоваться несколькими видами оборудования.