Как сделать квадратное отверстие в дереве?
Как сделать квадратное отверстие в дереве?
Сверление квадратных отверстий. Сверло Уаттса. Треугольник Рёло.
При выполнении различных слесарных и ремонтных работ иногда возникает необходимость выполнить в металлической заготовке отверстие квадратного сечения. Если для получения круглых отверстий используется стандартный набор инструмента, который имеется под рукой у каждого мастера, то для квадратного профиля нужен специфический инструмент.

Конечно, не имея в наличии соответствующего инструмента, можно получить квадратное отверстие высверливанием круглого с последующей ручной обработкой до квадратного профиля. Но такой способ является малопроизводительным, трудоемким и не позволяет получить точные форму и размеры необходимого профиля.
Для получения качественного профиля наиболее часто сверление квадратного отверстия производят с применением сверла Уаттса, работа которого основывается на особенностях перемещения геометрической фигуры, которая называется треугольник Рело. С технической точки зрения такое сверло правильнее называть фрезой. Использовать напрямую с дрелью сверло Уаттса не получится, потребуется дополнительно специальный переходной шпиндель, который обеспечит необходимую траекторию движения инструмента.
О сверле Уаттса и треугольнике Рёло

Для того чтобы понять, как работает сверло Уаттса, нужно выполнить небольшой экскурс в геометрию. Еще в 15 веке математиков заинтересовали интересные свойства плоских фигур с равной толщиной. Наиболее известной такой фигурой является окружность. Другой простой фигурой из данного ряда является скругленный треугольник.
Данная фигура получается так. За основу берется равносторонний треугольник. Затем из каждой вершины треугольника прочерчивается окружность радиусом равным стороне треугольника. В итоге получится новая фигура с дугообразными сторонами (сморите рисунок ниже).

Немного позже ученый Л. Эйлер обратил внимание на интересную траекторию вращения скругленного треугольника. Затем инженер Рело увидел, что при определенном способе вращения фигуры, траектория ее вершин описывает форму очень близкую квадрату. Для этого необходимо производить вращение с некоторым эксцентриситетом. При таком движении лишь во внутренних углах полученного квадрата образуются незначительные скругления. Такой треугольник сегодня известен под названием треугольник Рело.
В начале 20 века английский ученый Уаттс смог изобрести и запатентовать техническое решение, которое бы обеспечило такое движение металлорежущего инструмента, чтобы в итоге в обрабатываемой детали получилось квадратное отверстие. Получившийся в итого инструмент стал носить название сверло Уаттса.
Классификация сверл для квадратных отверстий
В современной металлообработке практически весь режущий инструмент, который применяется для получения квадратных отверстий, работает по принципу вращения треугольника Рело. Сверло Уаттса (или как его еще иногда называют сверло Рело) позволяет получить квадратные отверстия различных размеров в металлических деталях различной толщины. Классифицируют данный инструмент по его размерам, материалу изготовления, конструкцией хвостовика.
Сверло Уаттса по металлу обязательно должно быть изготовлено из быстрорежущей стали. Такой инструмент имеет маркировку HSS (High Speed Steel). Для инструмента отечественного производства применяют инструментальную сталь У10 либо легированные стали Х12 и Х12МФ. Твердость инструмента должна иметь значение от 52 до 60 HRC. Квадратное сверло может иметь различный диаметр в зависимости от размера стороны квадрата.
Отметим, что купить сверло Уаттса довольно непросто. Не стоит ожидать, что его можно будет найти в каждом магазине металлорежущего инструмента. Возможно, придется приобретать его на заказ в крупном магазине инструмента или покупать в интернет магазине.
Особенности сверления квадратных отверстий в дереве

В мебельном производстве часто соединение деталей выполняют по системе шип-паз. Это соединение предполагает наличие в комплектуемых деталях пазов квадратного профиля. Для получения отверстий в древесине применяют специальное квадратное сверло по дереву. Оно представляет собой комплект долбежного инструмента. Он состоит из внутреннего сверла по дереву и надеваемого на него долота. Обычно диаметр сверла колеблется в пределах от 6 до 18 миллиметров. Хвостовик обычно идет диаметром 19 миллиметров. Такие комплекты могут быть установлены на долбежно-сверлильные станки.
Принцип действий и конструкция сверла Уаттса
Сверление квадратных отверстий при помощи сверла Уаттса основано на принципе вращательного движения треугольника Рело по специфичной эксцентрической траектории.
Форма сверла не повторяет в точности скругленный треугольник, но своими режущими кромками вписывается в его форму.

Сверло имеет такую форму вырезов для того, чтобы отводить стружку из рабочей зоны, а также максимально снизить момент инерции инструмента. К тому же уменьшение массы инструмента способствует снижению нагрузок на шпиндель металлорежущего станка, а заостренные кромки повышают режущие возможности сверла.
Кроме сверла Уаттса для работы обязательно понадобится переходной шпиндель, который обеспечит попеременное смещение центра инструмента и задаст нужную для работы траекторию.

Он состоит из переходного крепления для соединения со шпинделем станка, зубчатого венца, приводной шестерни и шестерни зацепления, а также качающихся втулок. Для использования квадратного сверла с бытовым электроинструментом производители выпускают специальные накладные шаблоны с карданной передачей.
Принцип действий и конструкция треугольник Рело

Треугольник Рело представляет собой плоскую геометрическую фигуру. Она образуется при соединении вершин равностороннего треугольника дугами окружностей, проведенными из каждой вершины этого же треугольника.
Особенность треугольника Рело состоит в том, что при совершении качательного движения его вершины описывают траекторию почти идеального квадрата.
Единственным недостатком такого вращения треугольника Рело является то, что в углах квадрата остаются небольшие скругления.
При необходимости получения квадратного отверстия с внутренними углами 90 градусов его придется доработать. Это можно сделать вручную с помощью напильников и рашпилей либо на долбежных станках.
Альтернативные варианты для проделывания квадратного отверстия
Хотя сверло Уаттса является наиболее производительным и точным инструментом для получения квадратных отверстий, нужно еще рассказать, как просверлить квадратное отверстие другими способами.
Для этого существует несколько неплохих методов. При работе с квадратными сверлами полученное в заготовке отверстие будет иметь закругления небольшого радиуса, которые затем необходимо устранять другими операциями. К тому же, нет возможности работы с деталями значительной толщины.
Рассмотрим эти методы подробнее:
- В условиях производства наиболее точным чистовым способом вырезки отверстия квадратного сечения является лазерная резка. Но для этого необходимо иметь в парке оборудования дорогостоящие сложные станки с ЧПУ.
- Еще одним способом является высверливание в детали круглого отверстия диаметром описанной по квадрату окружности. Затем углы отверстия завариваются при вставленном шаблоне. Этот метод требует наличия сварочного аппарата и соответствующих навыков.
- В условиях серийного производства при работе с листовым и тонкостенным металлом квадратные отверстия получают методом листовой штамповки. В единичном производстве это не актуально, поскольку требует изготовления вырубных или пробивных штампов.
- При работе в домашних условиях, если квадратное отверстие нужно не совсем мелких размеров, то просверлить его можно следующим способом. В детали обычным сверлом по металлу выполняют круглое отверстие диаметров вписанной в квадрат окружности. Затем придают воображаемым углам и граням квадрата прямолинейность с помощью напильника и долота.
- Для работы с металлом небольшой толщины также выпускаются специальные пробойники квадратного сечения. Максимальный их размер составляет 70 на 70 миллиметров.
Сверло для квадратных отверстий

- Цена: $6.52
- Перейти в магазин
Неочевидная и интересная приблуда — Mortising Chisel Woodwork Square Hole Drill Bit.
А конкретнее — сверло-приспособление для квадратных отверстий, по дереву.
Подойдет для сверления отверстий и пазов в материалах из дерева.
Сегодня речь пойдет о приспособлении для создания отверстий квадратной формы и пазов методом сверления.
Приспособление состоит из двух частей: сверла по дереву и просекателя квадратной формы — внешней оболочки сверла. В просекателе есть отверстие для стружки. 
В лоте на выбор два размера набора для квадратных отверстий: на 10 и на 16 мм
Вообще на просторах Али и Ебей встречал множество подобных наборов, брендовых (дорогих) и не очень. 
Смысл у всех одинаковый — сверло убирает лишнее дерево, а рубашка-просекатель как бы выдавливает лишнее по форме квадрата.
Края у рубашки заостренные, срезанная деревянная стружка уходит вовнутрь и убирается сверлом наружу через отверстие. 
Для работы на вертикально-сверлильном станке потребуется небольшая приспособа-пресс-держатель, которая держит рубашку-просекатель, одновременно обеспечивая вращение патрона и сверла.
Пример постепенного «продавливания» отверстия, хорошо видно отметки от рубашки и от самого сверла. 
Вариантов подобных держателей масса, покупные достаточно дорогостоящие, но вполне можно изготовить их самостоятельно.
Общие черты — крепление к неподвижной гильзе шпинделя, опускание вместе со сверлильной головкой. Крепление одновременно держит просекатель, внутри вращается патрон со сверлом. 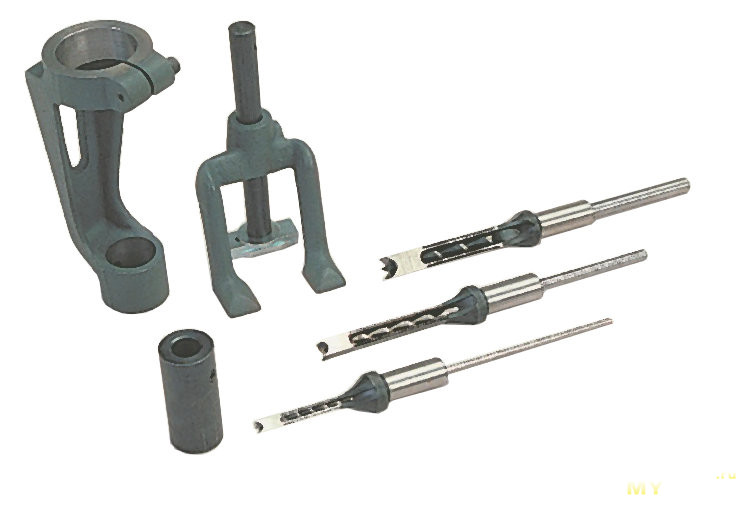
Постепенно, с опусканием головки «продавливается» квадратное отверстие. 
Теперь непосредственно про сами сверла.
Я уже сказал, в лоте на выбор два размера: на 10 мм (вверху на фото) и на 16 мм (внизу) 
Упакованы в пластиковый простенький кейс, комплекты в масле.
На фото «маленький» комплект — на 10 мм.
Сверло само длинное, из расчета под приспособу + зажимание в патроне.
А вот «рубашка» не очень длинная, около 13 см. 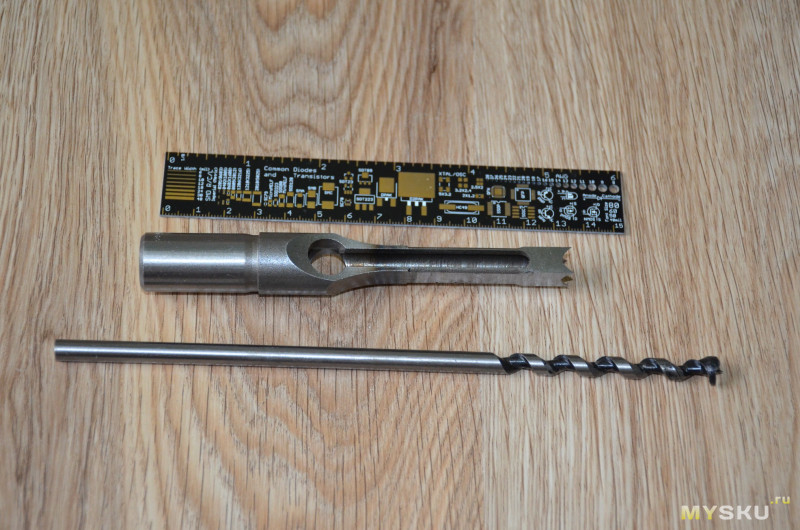
Сверло чуть отличается по форме от привычных сверл, в том числе по дереву. 
Своей формой напоминает скорее бур ( по бетону). Подобная форма усиливает подачу стружки наверх. 
Форма острия сверла подходит к выемке на рубашке (под конус). Вообще эти места трутся, перед использованием можно слегка смазать. 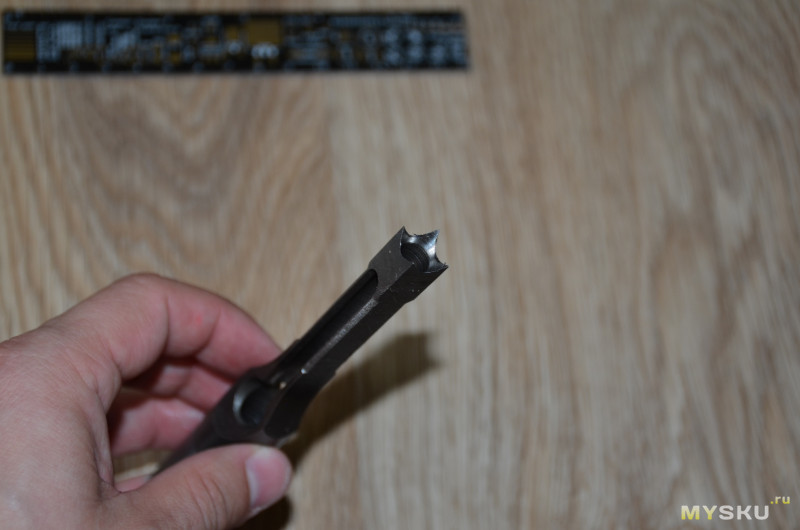
Углы рубашки заострены, сделаны арками — углы продавливаются сначала, потом острые арки срезают плоскость. 
На одной из сторон есть узкое отверстие для выхода стружки. 
Комплект в сборе. 
Аналогично — комплект на 16 мм. 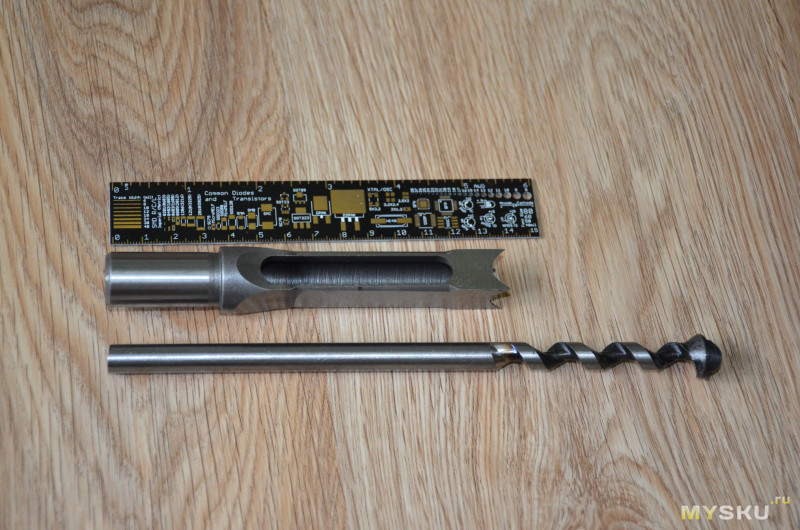

Сверло-бур на 16 мм 
Форма наконечника такая же — под конус. 
Кромки сверла острые, дерево грызет только в путь, но углы небольшие, снимает по чуть чуть, сверлит чисто. 
Рубашка. Хорошо видны острые углы. 
Кромки тоже острые. 
Диаметр зажимной части (в приспособлении-держателе) 19 мм. 
Пример комплекта для сверления, установленного в держатель на станке. 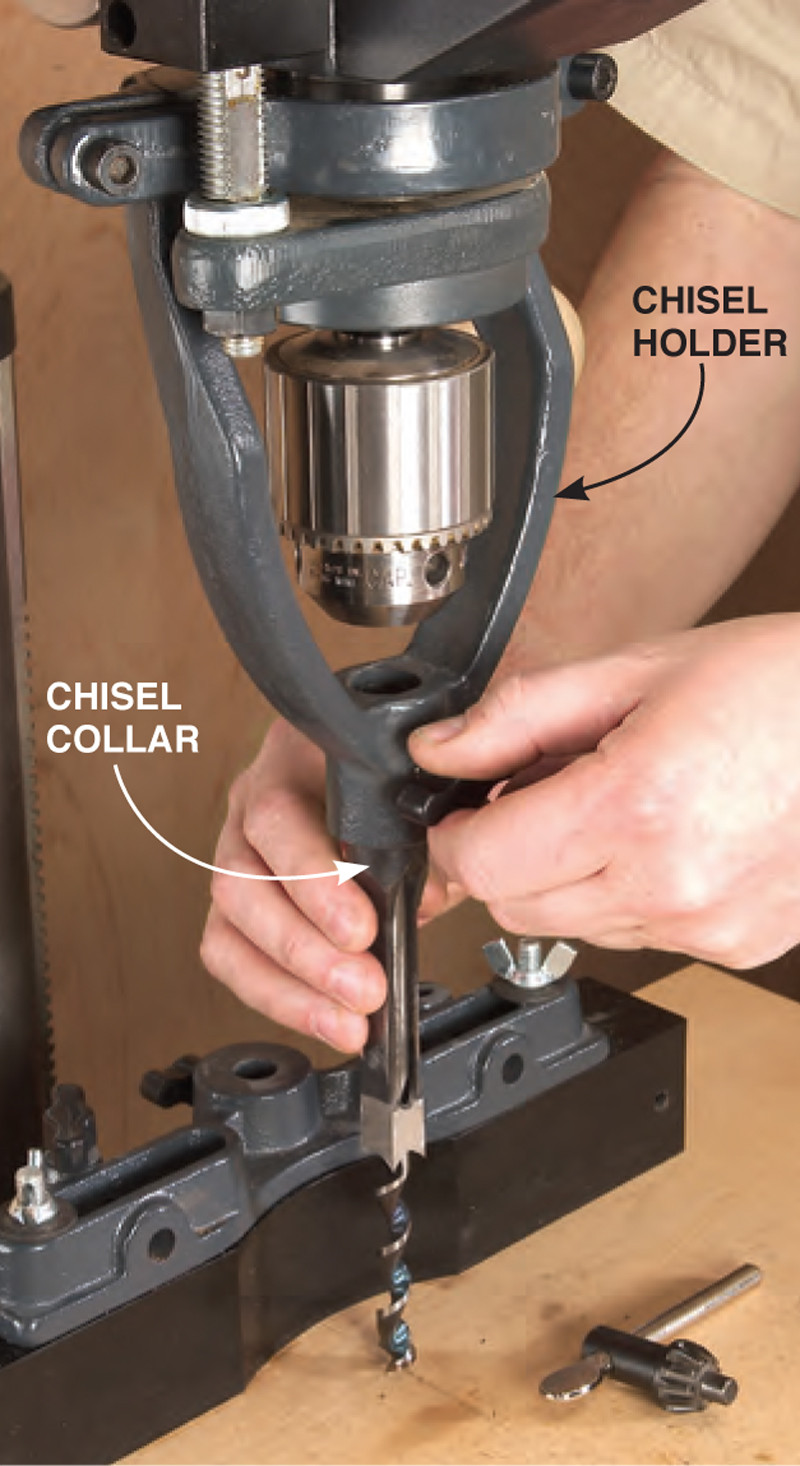
Готовим рабочее место 
Выставляем высоту сверления 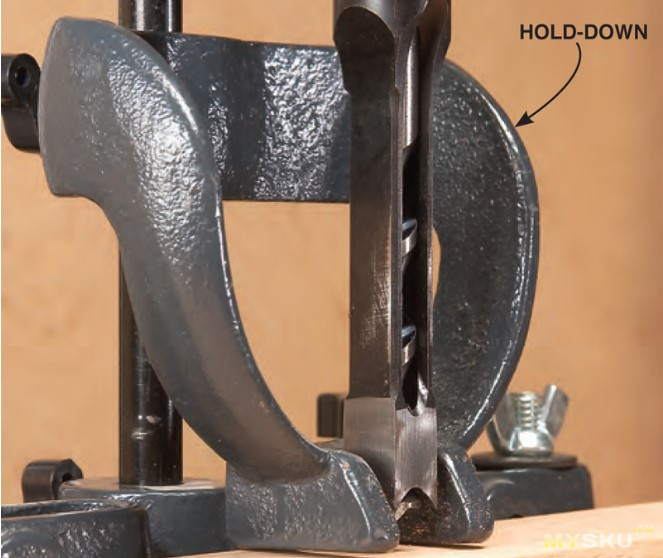
Обслуживание — небольшая смазка трущихся частей. 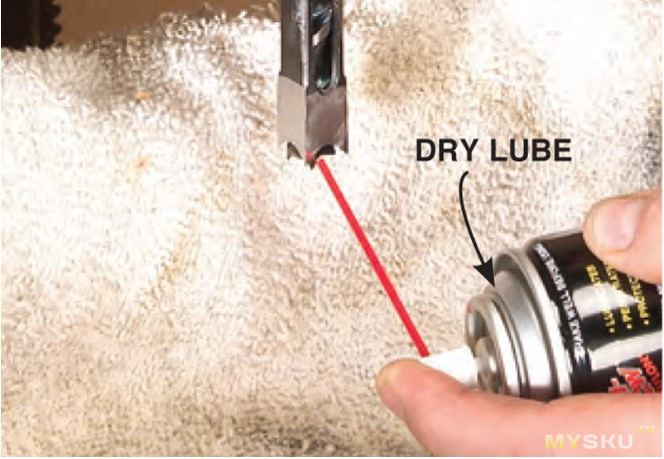
Приспособу для зажимания можно изготовить самостоятельно из подручных материалов 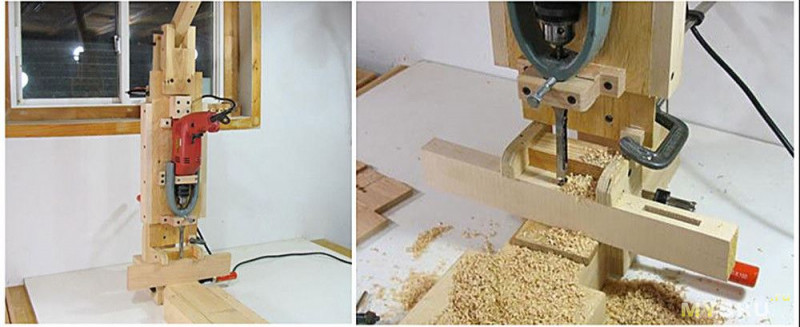
Для начала просто проверяю бур — сверлит неплохо, подачу надо делать небольшую 


Отверстие ровненькое. 
Пример полученных отверстий. Единственно отмечу — для первого раза нужна сноровка, зажал рубашку чуть выше чем нужно, получил слегка неровное отверстие. 
Тоже самое на 16 мм.
Бур отдельно — наглядно видно качество отверстий. 
Примеряем рубашку 
Вставляем сверло, высоту и пробуем. 
Ну у меня опять чуть смещено. 

Пазы выполняются последовательной выборкой материала между отверстиями 
Главное никуда не торопиться 
Должно быть что-то типа такого при должной сноровке. 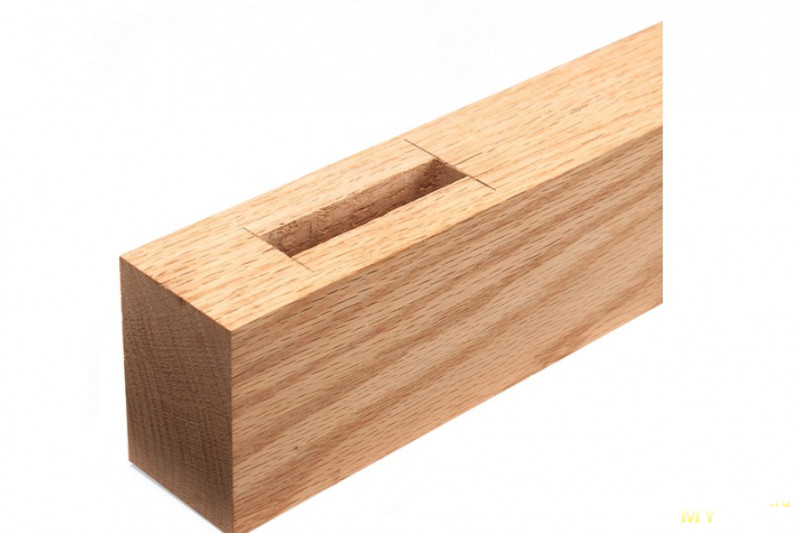
Привожу видосы с ютуба, на которых хорошо раскрыта работа подобных комплектов для квадратных отверстий.
Вместо вывода: интересный и необычный комплект. Можно делать отверстия квадратной формы и прорезать пазы. Подходит для дерева и материалов на его основе.
Данный комплект требует специального приспособления для удержания рубашки — обратите на это внимание.
Готовые приспособления для крепления комплектов достаточно дорогостоящие.
Чуть более подробно про установку можно посмотреть вот тут.
Спасибо за внимание!

Товар предоставлен для написания обзора магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
Сверло уаттса для сверления квадратных отверстий: описание, размеры
Особенности
По собственному конструктивному устройству приспособление для высверливания квадратных отверстий является быстрее фрезой, а не сверлом. Но российским мастерам привычнее именовать его сверлом, ну и фирмы-изготовители называют изделие конкретно так.
Согласно кинематике, в согласовании с которой происходит перемещение этого устройства, разумеется, что срез обрабатываемого материала происходит только средством боковой поверхности, а поточнее – 4-х таких поверхностей. Таковой метод характерен не для сверла, а для фрезы. Но вращательных движений недостаточно для высверливания высококачественного и ровненького квадратного отверстия. Фреза должна не только лишь крутиться, да и совершать качательные движения – также вокруг оси.
Принципиально и то, что вращение и покачивание должны быть ориентированы во взаимно обратные стороны.
С какой скоростью сверло-фреза будет крутиться, можно узнать, только исходя из черт электродрели либо другого инструмента, которым планируется работать. Но необходимо учесть, что сверление квадратного отверстия будет происходить не очень стремительно, и производительность работы будет низкой.
1-го треугольника Рёло для получения квадратного отверстия недостаточно – необходимо, чтоб на сверле имелись канавки, по которым будет выполняться отведение стружки, являющейся отходами от сверления. Конкретно по этой причине на рабочей поверхности сверла вырезается 3 полуэллиптических окружности.
Из-за этого осуществляется понижение момента инерции фрезы, миниатюризируется нагрузка на шпиндель, при всем этом происходит увеличение режущей возможности насадки.
Обработка многоугольных отверстий
Фиг. 488. Долбление многоугольного отверстия.
В настоящее время всё чаще и чаще можно встретить в станках и других машинах детали, имеющие многоугольные отверстия — трёх-, четырёх-, пяти- и шестиугольные, причём эти отверстия бывают сквозные и не сквозные.
Обработка сквозных отверстий производится долблением, прошиванием и сверлением, а сквозных, кроме указанных способов, ещё и протягиванием.
Долбление многоугольных отверстий выполняется обычно по разметке, а следовательно, такое отверстие получить точным очень трудно, тем более что неточности станка и делительного приспособления ещё более уменьшают точность отверстия.
Для долбления таких отверстий требуется предусмотреть в отверстии канавку А, показанную на фиг. 488, которая необходима для выхода резца Б.
Всё это настолько снижает производительность, что применение этого метода целесообразно только в индивидуальном и мелкосерийном производствах.
Прошивание отверстий, применяемое в крупносерийном и массовом производствах, выполняется обычно после предварительного сверления отверстия; отверстие прошивается па ручном или другом прессе прошивкой — при сквозных отверстиях и пробойником — при не сквозных отверстиях малого диаметра (примерно до 15 мм.
Фиг. 489. Прошивание многоугольных отверстий на ручном прессе.
Прошивание на ручном прессе четырёх- и шестиугольных отверстий в головках болтов показано на фиг. 489.
Отверстия до 15—18 мм. прошиваются в холодном состоянии, отверстия больше 15—18 мм. необходимо прошивать в горячем состоянии после предварительного сверления отверстия.
В массовом производстве большие отверстия выполняют на горизонтально-ковочных машинах, при этом предварительного сверления отверстия не требуется.
Метод прошивания наряду с методом протягивания имеет большое применение в современных крупносерийных и массовых производствах.
Сверление многоугольных отверстий не требует ни сложного инструмента, ни высокой квалификации рабочего и может быть выполнено на различных станках: токарных, вертикально-сверлильных, фрезерных, расточных.
Этот метод уступает по производительности протягиванию и прошиванию, но значительно превышает производительность при долблении; он может применяться как для сквозных, так и не сквозных отверстий, при этом в не сквозных отверстиях не требуется протачивать канавки А, показанной на фиг. 488.
Фиг. 490. Схема сверления квадратного отверстия.
Фиг. 491. Образование четырёхугольного отверстия.
Совершенно аналогично могут быть описаны прямые О’В’ и АВ ‘, т. е. последовательным качением секторов будет описан правильный четырёхугольник АОО’В’.
Такое последовательное качение отдельных секторов может быть достигнуто качением фигуры А Б В (фиг. 491), составленной из трёх секторов, внутри жёсткого квадрата КЛМН.
Если теперь фигуру АН В представить как поперечное сечение сверла и выполнить его с режущими гранями в точках А, Б и В и сообщить этому сверлу, помимо вращательного движения около своей оси О, ряд поступательных перемещений оси, аналогичных перемещениям центра О фигуры А Б В при рассмотренном движении её на фиг. 491, то, очевидно, в результате этих движений окажется возможным просверлить угловое отверстие, в данном случае квадрат.
Фиг. 492. Схема сверления многоугольного отверстия.
Фиг. 493. Пятиугольное сверло для сверления шестиугольного отверстия.
Сверление происходит по схеме, представленной на фиг. 492. Угловое сверло С с поперечным сечением по фиг. 491, но с режущими кромками на торце и отводящими стружку канавками, закреплено в плавающем патроне А, позволяющем сверлу иметь поступательное перемещение в перпендикулярных к своей оси направлениях; сверло направляется кондукторной втулкой Б, и конфигурация отверстия во втулке или совершенно точно совпадает с конфигурацией обрабатываемого отверстия детали Д, или несколько больше.
Эта втулка автоматически сообщает сверлу необходимые поступательные перемещения. Число режущих граней инструмента на единицу меньше числа сторон обрабатываемого многоугольного отверстия.
Так, для сверления шестиугольного отверстия сверло будет пятиугольным (фиг. 493). При сверлении четырёхугольных отверстий по кондуктору, в котором конфигурация отверстия одинакова с конфигурацией отверстия в детали, сторона сверла, противолежащая режущей грани, должна быть описана радиусом R = а, где а — сторона квадрата.
Однако при таком построении сверла «выбрать» прямые углы в отверстии не представляется возможным, и переход от одной плоскости к другой будет непременно выполнен по некоторой кривой.
Если сверло сконструировать так, чтобы оно «выбирало» бы прямые углы в квадратном отверстии, тогда сторона обработанного отверстия будет немного выпуклой со стрелой прогиба, равной 0,07 а, где а— сторона квадрата.
Задача выполнения отверстия с прямыми углами может быть значительно упрощена при увеличении размеров отверстия в направляющей втулке сверла (фиг. 492) по сравнению с отверстием детали до размера стороны квадрата, равного 6, где b — 2,414 а, что определяется геометрически.
Фиг. 494. Сверление прямоугольного отверстия.
Фиг. 495. Сверление прямоугольного отверстия с длиной больше удвоенной ширины.
Благодаря возможности сверления квадратных отверстий, можно получать и прямоугольные отверстия, для чего сверлятся два самостоятельных квадратных отверстия (фиг. 494); после этого соединяющая их перемычка А удаляется.
При длине прямоугольного отверстия значительно больше удвоенной ширины его рекомендуется после сверления двух квадратных отверстий (фиг. 495) забить в них пробки и сверлить отверстие в перемычке, после чего пробки удаляются.
Фиг. 496. Сверление прямоугольного отверстия.
Фиг. 497. Сверление ромбического отверстия.
Если длина прямоугольного отверстия значительно меньше удвоенной ширины, то сначала сверлится одно квадратное отверстие и в него забивается пробка, потом сверлится другое отверстие (фиг. 496).
Сверление ромбического отверстия показано на фиг. 497.
Фиг. 498. Детали приспособления и свёрла для сверления квадратных и шестиугольных отверстий.
На фиг. 498 изображены детали приспособления и сверла для сверления квадратных и шестиугольных отверстий.
Конструкция плавающего патрона фирмы Уатт показана отдельно на фиг. 499.
Устройство его следующее: хвостовик 1 с конусом Морзе ввёртывается в диск 2, который в свою очередь ввёртывается в стакан 3. В стакане 3 находится втулка 4 с отверстием для инструмента сверла и диск 5 с четырьмя канавками, расположенными по две с каждого торца диска в перпендикулярных направлениях.
Канавки служат для шариков, обеспечивающих свободу перемещения диска 5 и втулки 4 относительно диска 2.Сверло укрепляется во втулке 4 при помощи винта 6.Винт 7 и пробка 8 служат тормозом от проворачивания диска 2 в стакане 3.
Сверло для квадратных отверстий
Неочевидная и увлекательная приблуда — Mortising Chisel Woodwork Square Hole Drill Bit. А конкретнее — сверло-приспособление для квадратных отверстий, по дереву.

Подойдет для сверления отверстий и пазов в материалах из дерева.
Сейчас пойдет речь о приспособлении для сотворения отверстий квадратной формы и пазов способом сверления. Приспособление состоит из 2-ух частей: сверла по дереву и просекателя квадратной формы — наружной оболочки сверла. В просекателе есть отверстие для стружки. В лоте на выбор два размера набора для квадратных отверстий: на 10 и на 16 мм Вообщем на просторах Али и Ебей встречал огромное количество схожих наборов, брендовых (дорогих) и не очень. Смысл у всех однообразный — сверло убирает избыточное дерево, а рубашка-просекатель вроде бы выдавливает избыточное по форме квадрата. Края у рубахи заостренные, срезанная древесная стружка уходит внутрь и убирается сверлом наружу через отверстие. Для работы на вертикально-сверлильном станке потребуется небольшая приспособа-пресс-держатель, которая держит рубашку-просекатель, одновременно обеспечивая вращение патрона и сверла. Пример постепенного «продавливания» отверстия, хорошо видно отметки от рубашки и от самого сверла. Вариантов подобных держателей масса, покупные достаточно дорогостоящие, но вполне можно изготовить их самостоятельно. Общие черты — крепление к неподвижной гильзе шпинделя, опускание вместе со сверлильной головкой. Крепление одновременно держит просекатель, внутри вращается патрон со сверлом. Постепенно, с опусканием головки «продавливается» квадратное отверстие. Теперь непосредственно про сами сверла. Я уже сказал, в лоте на выбор два размера: на 10 мм (вверху на фото) и на 16 мм (внизу) Упакованы в пластиковый простенький кейс, комплекты в масле. На фото «маленький» комплект — на 10 мм. Сверло само длинное, из расчета под приспособу зажимание в патроне. А вот «рубашка» не очень длинная, около 13 см. Сверло чуть отличается по форме от привычных сверл, в том числе по дереву. Своей формой напоминает скорее бур ( по бетону). Подобная форма усиливает подачу стружки наверх. Форма острия сверла подходит к выемке на рубашке (под конус). Вообще эти места трутся, перед использованием можно слегка смазать. Углы рубашки заострены, сделаны арками — углы продавливаются сначала, потом острые арки срезают плоскость. На одной из сторон есть узкое отверстие для выхода стружки. Комплект в сборе. Аналогично — комплект на 16 мм. Сверло-бур на 16 мм Форма наконечника такая же — под конус. Кромки сверла острые, дерево грызет только в путь, но углы небольшие, снимает по чуть чуть, сверлит чисто. Рубашка. Хорошо видны острые углы. Кромки тоже острые. Диаметр зажимной части (в приспособлении-держателе) 19 мм.
Пример комплекта для сверления, установленного в держатель на станке. Готовим рабочее место Выставляем высоту сверления
Обслуживание — небольшая смазка трущихся частей.
READ Сверление Отверстий В Бетоне Диаметры
Приспособу для зажимания можно изготовить самостоятельно из подручных материалов
Для начала просто проверяю бур — сверлит неплохо, подачу надо делать небольшую Отверстие ровненькое. Пример полученных отверстий. Единственно отмечу — для первого раза нужна сноровка, зажал рубашку чуть выше чем нужно, получил слегка неровное отверстие. Тоже самое на 16 мм. Бур отдельно — наглядно видно качество отверстий. Примеряем рубашку Вставляем сверло, высоту и пробуем. Ну у меня опять чуть смещено. Пазы выполняются последовательной выборкой материала между отверстиями Главное никуда не торопиться Должно быть что-то типа такого при должной сноровке.
Привожу видосы с YouTube, на которых хорошо раскрыта работа подобных комплектов для квадратных отверстий.
Вместо вывода: интересный и необычный комплект. Можно делать отверстия квадратной формы и прорезать пазы. Подходит для дерева и материалов на его основе. Данный комплект требует специального приспособления для удержания рубашки — обратите на это внимание. Готовые приспособления для крепления комплектов достаточно дорогостоящие.

Чуть более подробно про установку можно посмотреть вот тут.
Как просверлить квадратное отверстие – правильно устанавливаем сверло по дереву
Это сверло для квадратных отверстий еще называется долото, долбежная насадка, она предназначена для сверлильных станков. В этой статье я расскажу вам, как это сверло нужно устанавливать и как просверлить квадратное отверстие.

Для начала давайте вспомним, что такое паз. Паз – это квадратное или прямоугольное отверстие, сделанное в каком-либо материале, чаще всего в дереве. Паз и шип – одно из самых известных соединений с момента появления столярного дела. Практически любое изделие имеет в своей конструкции такое соединение.
Сверло для квадратных отверстий

О том, как просверлить отверстие круглой формы, знает практически каждый, а про сверло для квадратных отверстий известно далеко не всем.
Между тем просверлить отверстие квадратной формы можно как в изделиях из мягкой древесины, так и в более твердых металлических деталях.
Для решения такой задачи используются специальные инструменты и приспособления, принцип действия которых основан на свойствах простейших геометрических фигур.
Сверло или фреза?
Большинство технической общественности считает, что всё-таки фреза.
Тем не менее, производители упорно продолжают называть данный инструмент сверлом для квадратных отверстий, сверлом Уаттса или сверлом, профиль которого соответствует треугольнику Рело.
Как еще можно выполнить квадратное отверстие
Многих интересует, какими способами можно просверлить квадратное отверстие, если в наличии нет сверла Уаттса. На производстве на тонкостенном металле выполняют их методом штамповки, на более толстых заготовках выполняют методом литья, сваркой или с применением лазерной или электроэрозионной технологии. Кроме того, в торговой сети можно купить специальные комплекты пробойников, которые предназначены для изготовления квадратных отверстий размером до 70х70 мм. Состоит комплект из таких деталей:
Воздействие на пробойник осуществляют с помощью домкрата гидравлического типа.
Совсем простой и малоэффективный способ – выполнить отверстие сверлом диаметром, который будет равен стороне квадрата, а затем доводить с помощью рашпилей и напильников до квадратной формы. На листовом металле небольшой толщины можно выполнить квадрат таким способом: взять сверло небольшого диаметра и вначале просверлить по углам квадрат, а затем по периметру с определенным шагом. Затем остается только вырубить эту часть, зачистить и при необходимости отшлифовать. Но такие отверстия можно выполнять, если к параметрам поверхности не предъявляются требования по шероховатости и точности изготовления.
На видео наглядно показан процесс рассверливания отверстия круглой формы в квадратное с помощью сверла Уаттса:
Просим тех, кто работал с таким режущим сверлом, поделиться опытом работы в комментариях к тексту, рассказать, каким оборудованием или инструментом пользовались и какие нюансы выполнения операции учитывали.
Простой способ просверлить квадратное отверстие в металле

Любое отверстие, если оно выполнено при помощи сверла, имеет круглую форму и для того, чтобы сделать его квадратным, надо хорошо поработать каким-либо опиливающим инструментом. Рассмотрим, как можно просверлить квадратное отверстие в металле с минимальным использованием напильника на примере изготовления удобного и надежного воротка для метчика.

Для того чтобы сделать вороток с квадратным отверстием под метчик, имеющим сторону 10мм, понадобится: 1. Металлический прямоугольный брусок-заготовка толщиной 13мм. 2. Электродрель. 3. Кернер. 4. Центровочное сверло. 5. Сверла для сверления металла диаметром 4мм и 9мм. 6. Любая СОЖ. 7. Небольшой трехгранный напильник.

Изготовление воротка происходит следующим образом: 1. Из бумаги делают квадратик со стороной 6мм, отмечают на нем центр и приклеивают его на заготовку в месте сверления отверстия.

2. Кладут заготовку на подходящую наковальню и отмечают на ней керном вершины и центр приклеенного квадратика.

Когда бумагу с поверхности заготовки убирают, на ней остается пять накерненных отметин.

3. Фиксируют струбцинами заготовку на поверхности верстака, предварительно подложив под неё деревянную дощечку.

4. Центровочным сверлом засверливают все пять отмеченных на заготовке отверстий.

5. Просверливают окончательно сверлом, имеющим диаметр 4мм, четыре отверстия в вершинах квадрата,

не забывая при этом время от времени охлаждать их небольшим количеством СОЖ.

6. Уменьшив частоту оборотов дрели, сверлом диаметра 9мм окончательно просверливают последнее, пятое отверстие, расположенное в центре квадрата, опять-таки не забывая его время от времени охлаждать.

7. Разбирают конструкцию струбцин. В результате получается заготовка воротка с просверленным квадратным отверстием.

Однако края отверстия получаются неровными и хвостовая часть метчика в него не «садится».

8. Для того чтобы хвостовик метчика зашел в отверстие полностью, его края дополнительно обрабатывают напильником. Делать это удобнее, разумеется, зажав заготовку в тиски, а вся работа занимает не более 15-20 минут.

После обработки напильником квадратное отверстие в заготовке становится ровным, аккуратным, и хвостовая часть метчика заходит в него полностью.

Этот способ сверления квадратного отверстия в металлической заготовке позволяет снизить трудозатраты при обработке его краев до минимума. А получившийся в результате вороток будет при его использовании удерживать хвостовик метчика надежно и крепко. При аккуратном хранении пользоваться им смогут несколько поколений мастеров.
Поясняющее видео по сверлению квадратного отверстия в металлической заготовке.
Источник (Source)
О сверле Уаттса и треугольнике Рёло

Для того чтобы понять, как работает сверло Уаттса, нужно выполнить небольшой экскурс в геометрию. Еще в 15 веке математиков заинтересовали интересные свойства плоских фигур с равной толщиной. Наиболее известной такой фигурой является окружность. Другой простой фигурой из данного ряда является скругленный треугольник.








Данная фигура получается так. За основу берется равносторонний треугольник. Затем из каждой вершины треугольника прочерчивается окружность радиусом равным стороне треугольника. В итоге получится новая фигура с дугообразными сторонами (сморите рисунок ниже).

Немного позже ученый Л
Эйлер обратил внимание на интересную траекторию вращения скругленного треугольника. Затем инженер Рело увидел, что при определенном способе вращения фигуры, траектория ее вершин описывает форму очень близкую квадрату
Для этого необходимо производить вращение с некоторым эксцентриситетом. При таком движении лишь во внутренних углах полученного квадрата образуются незначительные скругления. Такой треугольник сегодня известен под названием треугольник Рело.
В начале 20 века английский ученый Уаттс смог изобрести и запатентовать техническое решение, которое бы обеспечило такое движение металлорежущего инструмента, чтобы в итоге в обрабатываемой детали получилось квадратное отверстие. Получившийся в итого инструмент стал носить название сверло Уаттса.
Немного истории
Ещё в XV веке легендарный Леонардо да Винчи, изучая свойства геометрических фигур, обратил внимание на, так называемые, геометрические объекты с равной толщиной. Таких фигур имеется бесконечное множество, но простейшей, помимо окружности, — является скруглённый треугольник, который может быть образован следующим образом
Вычерчивается равносторонний треугольник, каждый из углов которого соединяется дугой окружности, проведённой из центра противоположной стороны. Особенностью такого треугольника будет то, что все его стороны будут иметь постоянную ширину, которая равна длине стороны исходного равностороннего треугольника.
Практическую пользу из этого факта извлёк Л. Эйлер, который три века спустя продемонстрировал вращение такого скруглённого треугольника: вначале вокруг собственной оси, а затем – с некоторым эксцентриситетом, благо карданный механизм науке и технике того времени был уже известен.
Ещё дальше в практическом использовании данной фигуры пошёл немецкий инженер Ф
Рело, который обратил внимание на то, что траектория углов движущегося треугольника при определённых способах его вращения весьма близка к квадрату. Лишь, непосредственно в углах квадрата внешняя поверхность описывает дугу, впрочем, небольшого радиуса
В современной технической литературе подобный треугольник называют треугольником Рело, хотя никаких углов у данной фигуры фактически уже нет.

Пройдёт ещё несколько десятков лет, и англичанин Г. Уаттс придумает приспособление, которым можно обеспечить гарантированную квадратную траекторию для металлорежущего инструмента. Техническое решение для сверла Уаттса было запатентовано в 1916 году, а через год началось серийное производство таких инструментов.

Сверло для квадратных отверстий. Открытия Рело и Уаттса

В некоторых случаях необходимо получить отверстия в форме квадрата. Обычные способы малопроизводительны и тяжелы. Самый примитивный из них сводится к предварительному высверливанию отверстия диаметром, равным вписанной в квадрат окружности, и постепенному его продалбливанию. Потребуется инструмент, который сможет работать без вращения инструментальной головки, а также специальный переходник. Проще воспользоваться так называемым «квадратным» сверлом (сверлом Уаттса), или, точнее, фрезой.
Немного истории с геометрией
Ещё в XV веке легендарный Леонардо да Винчи, изучая свойства геометрических фигур, обратил внимание на так называемые геометрические объекты с равной толщиной.
Все о сверлах для квадратных отверстий

- Особенности
- Виды и их устройство
- Как пользоваться?
Если с высверливанием круглых отверстий у современных мастеров проблем в большинстве случаев не возникает, то квадратное под силу выточить не каждому. Однако это не так сложно, как кажется на первый взгляд, причем как в древесине, так и в металле. Чтобы решить эту задачу, необходимо использование специальных инструментов и приспособлений. Интересно, что каждое из них действует по принципу самых простых фигур геометрии.

Особенности
По своему конструктивному устройству приспособление для высверливания квадратных отверстий является скорее фрезой, а не сверлом. Однако отечественным мастерам привычнее называть его сверлом, да и фирмы-изготовители именуют изделие именно так.
Согласно кинематике, в соответствии с которой происходит перемещение этого устройства, очевидно, что срез обрабатываемого материала происходит исключительно посредством боковой поверхности, а точнее – 4-х таких поверхностей. Такой способ характерен не для сверла, а для фрезы. Но вращательных движений недостаточно для высверливания качественного и ровного квадратного отверстия. Фреза должна не только вращаться, но и совершать качательные движения – также вокруг оси.
Важно и то, что вращение и покачивание должны быть направлены во взаимно противоположные стороны.



С какой скоростью сверло-фреза будет вращаться, можно выяснить, лишь исходя из характеристик электродрели или иного инструмента, которым планируется работать. Однако нужно учитывать, что сверление квадратного отверстия будет происходить не очень быстро, и производительность работы будет невысокой.
Одного треугольника Рёло для получения квадратного отверстия недостаточно – нужно, чтобы на сверле имелись канавки, по которым будет производиться отведение стружки, являющейся отходами от сверления. Именно по этой причине на рабочей поверхности сверла вырезается 3 полуэллиптических окружности.
За счет этого осуществляется снижение момента инерции фрезы, уменьшается нагрузка на шпиндель, при этом происходит повышение режущей способности насадки.



Виды и их устройство
Для высверливания отверстий в форме квадрата чаще всего используются сверла Уаттса. Особенностью их конструкции является то, что в основе лежит не квадрат, а треугольник, называемый треугольником Рёло. Принцип действия сверла такой: треугольник двигается по эллипсоидным дугам, при этом своими вершинами он будет очерчивать квадрат идеальной формы. Единственным недостатком может считаться легкое закругление вершин 4-угольника. Квадрат получится в случае, если эллипсоидных дуг будет 4, а движение треугольника Рёло – равномерным.
Нужно отметить, что треугольник Рёло – конструкция, уникальная по своим свойствам. Только благодаря ему и стало возможным создание сверл для высверливания отверстий в форме квадрата. При эксплуатации этого изделия важно помнить, что ось, по которой оно вращается, обязательно должна описывать эллипсоидные дуги, а не стоять в одной точке. Устройство патрона оборудования должно быть таким, чтобы не мешать треугольнику совершать движение. Если треугольник движется четко по правилам, то итогом высверливания станет ровный квадрат, а обработка не затронет только 2% от его общей площади (за счет скругления уголков).


Как пользоваться?
При использовании сверл Уаттса нет необходимости в специальных станках с насадками. Достаточно обычного станка, если вы планируете работать с металлом. Что касается древесины, взятой в качестве обрабатываемого материала, то для сверления отверстий в ней достаточно обычной дрели, правда, немного усовершенствованной при помощи дополнительных приспособлений.


Для изготовления такого устройства нужно выполнить ряд шагов.
- В первую очередь нужно обзавестись фанерным листом или деревянной доской, но не очень толстой. Разумеется, понадобится и непосредственно треугольник Рёло с геометрическими параметрами, соответствующими диаметру используемого сверла Уаттса.
- Произвести жесткую фиксацию сверла на получившемся треугольнике.
- Для перемещения треугольника с закрепленным сверлом в соответствии с нужной траекторией потребуется деревянная направляющая рамка. Внутри нее вырезается квадратное отверстие, параметры которого такие же, как у того отверстия, что планируется к высверливанию. То, какую толщину имеет рамка, очень важно – она определяет, какой глубины отверстие можно высверлить.
- Рамку нужно четко зафиксировать в патроне дрели таким образом, чтобы было полное совпадение центра треугольника и оси, по которой вращается патрон электродрели.
- Вращение сверла должно быть правильным. Для этого оно должно свободно перемещаться вдоль и поперек. Чтобы это обеспечить, необходим передаточный механизм, который и соединит патрон электродрели с хвостовиком насадки. Принцип работы передаточного механизма такой же, какой имеет карданный вал в любом грузовике.
- Закрепление деревянной заготовки также должно быть тщательным. Располагают ее таким образом, чтобы ось вращения насадки четко совпала с центром планируемого квадратного отверстия.


Конструкция переходника (передаточного механизма) несложная. В ней есть корпус, плавающий хвостовик, специальное качающееся кольцо, крепежные винты и опорные шарики. Особенностью является сменная втулка – она нужна для того, чтобы можно было закрепить патроны различных станков для обработки металла. Сменить насадку можно довольно быстро.
Как только сборка устройства окончена, а каждый элемент зафиксирован, электрическая дрель готова к тому, чтобы начать высверливание. Да, углы отверстия не будут равны 90 градусов, а будут скруглены, но это решаемая проблема. Округлости дорабатываются самым обычным надфилем. Нужно помнить, что подобное устройство применимо для работы по дереву, причем на не слишком толстых его листах. Это связано с тем, что и сама конструкция не очень жесткая.
Сверло Уаттса имеет недостаток – обрабатывать с его помощью материалы, имеющие большую толщину, не получится.
Здесь на помощь мастерам приходит сварочный аппарат или метод штамповки.


Пробойники для отверстий в форме квадрата продаются комплектами различных размеров и толщины. В комплекте есть (помимо самого пробойника) матрица, держатель в форме кольца, ограничивающий элемент, и втулка, с помощью которой направляется пробойник.
Чтобы усилить воздействие на штамп, эффективно использование гидравлического домкрата. Отверстия получаются чистыми, ровными, без зазубрин. Особенно качественными считаются инструменты канадской марки Veritas.
Если вы являетесь обладателем инвертора для сварки, можно просто выжечь отверстие любой формы, в том числе и квадратной, конечно, если речь идет о металле как обрабатываемом материале. Чтобы получить отверстие в виде квадрата, необходимо сначала обзавестись заготовкой. Ею является графитовый квадрат того же размера, какой планируется высверлить. Оптимально использовать графит марки ЭЭГ или МПГ.
Работа начинается с формирования круглого отверстия такого размера, чтобы туда вошла графитовая заготовка. После того как заготовка вставлена и закреплена, ее обваривают по периметру. Далее нужно лишь извлечь графитовый квадрат, после чего произвести зачистку и шлифовку получившегося отверстия.
Как сделать в металле квадратное отверстие



Инструмент для сверления квадратных отверстий
Для сверления квадратных отверстий применяют специальные сверла Уаттса. Они отличаются от обычных инструментов рабочими частями, имеющими особую конструкцию. В ее основе – треугольник Рело.

Изображение №1: треугольник Рело и его свойства
Эта фигура представляет собой пересечение трех равных кругов. Самое важное свойство треугольника Рело заключается в том, что если провести к такому треугольнику пару параллельных опорных прямых, то расстояние между ними будет всегда постоянным. Как видно на рисунке выше, если вращать треугольник Рело по траектории, описываемой 4-мя эллипсоидными дугами, получается квадрат с незначительными скруглениями в углах.
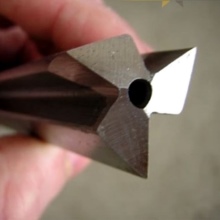
Наработки Рело использовал английский инженер Г. Уаттс. Именно он создал сверло для квадратных отверстий, названное в его честь — сверло Уаттса. Рабочая часть имеет вот такой профиль.

Изображение №2: сверло Уаттса и профиль его рабочей части











Принцип действий и конструкция треугольник Рело

Треугольник Рело представляет собой плоскую геометрическую фигуру. Она образуется при соединении вершин равностороннего треугольника дугами окружностей, проведенными из каждой вершины этого же треугольника.
Особенность треугольника Рело состоит в том, что при совершении качательного движения его вершины описывают траекторию почти идеального квадрата.
Единственным недостатком такого вращения треугольника Рело является то, что в углах квадрата остаются небольшие скругления.
При необходимости получения квадратного отверстия с внутренними углами 90 градусов его придется доработать. Это можно сделать вручную с помощью напильников и рашпилей либо на долбежных станках.
Особенности применения сверл для квадратных отверстий
Стандартные сверла Уаттса, предназначенные для сверления квадратных отверстий в металле, изготавливают из стали У8. Закалка производится до получения твердости инструментов в пределах от HRC 52 до HRC 56. В тяжелых условиях эксплуатации используют инструменты из легированной стали Х12. Твердость материала варьируется в пределах от HRC 56 до HRC 60.
Самая важная особенность применения этих сверл для квадратных отверстий на производстве и в быту заключается в необходимости использования дополнительных приспособлений для фиксации инструментов и перемещения рабочих частей по вышеописанной траектории.
Что используют на производстве
Для фиксации сверл для квадратных отверстий в металле на станках используют специальные шпиндели-переходники. Они состоят из:
- корпусов;
- зубчатых венцов;
- переходников под основные шпиндели;
- приводных шестерней;
- шестерней зацепления;
- качающихся втулок.

Изображение №3: сверление квадратного отверстия в металле на станке
Что используют в быту
При использовании дрелей сверла для квадратных отверстий закрепляют при помощи специальных рамок. Их соединяют с патронами карданными передачами. Для этого используют особые переходники, состоящие из:
- корпусов;
- плавающих хвостовиков;
- качающихся колец;
- сменных втулок;
- опорных шариков;
- крепежных винтов.

Изображение №4: принцип получения квадратных отверстий сверлами Уаттса в домашних условиях с применением обычных дрелей
Сверло или фреза?
Большинство технической общественности считает, что всё-таки фреза. Тем не менее, производители упорно продолжают называть данный инструмент сверлом для квадратных отверстий, сверлом Уаттса или сверлом, профиль которого соответствует треугольнику Рело.
Что правильнее? Если обратиться к кинематике перемещения такого режущего инструмента (для наглядности можно воспользоваться схемой, приведённой на рис. 1, то можно обнаружить, что съём металла будет производиться только боковой поверхностью, причём плоскостей резания будет не одна, как у обычного сверла, а четыре, что более свойственно фрезам.
Однако одного вращающего движения для получения квадратного отверстия будет недостаточно. Простые математические вычисления (в данной статье не приводятся) показывают: для того, чтобы «сверло» для квадратного отверстия выполняло свою функцию, оно должно при работе описывать не только основное движение вращения режущей кромки, но и качательное движение сверла/фрезы вокруг некоторой оси. Оба движения должны производиться во взаимно противоположных направлениях.
Читать также: Масса пружинного маятника формула
Рисунок 1 – Треугольник Рело: а) – построение; б) последовательность вращения для получения отверстия квадратной формы.
Угловая скорость обоих вращений определяется довольно просто. Если за параметр f принять частоту оборотов вала дрели (либо перфоратора), то для колебательных вращений шпинделя вокруг собственной оси достаточна скорость в 0,625f. В этом случае ось шпинделя как бы зажимается между рабочим валом и приводным колесом, заставляя сверло/фрезу колебаться в зажимном приспособлении с остаточной скоростью
(1 – 0,625)f = 0,375f.
Более точно результирующую скорость вращения фрезы можно установить, пользуясь техническими характеристиками дрели/перфоратора, но ясно, что она будет намного ниже той, на которую изначально рассчитан инструмент. Поэтому получение квадратного отверстия будет происходить с меньшей производительностью.
Иные способы получения квадратных отверстий в металле
Кроме обработки заготовок сверлами Уаттса для получения квадратных отверстий в металле используют следующие методы и технологии.
- Лазерная резка. Это наиболее эффективный способ получения квадратных отверстий в металле с заданными параметрами. Точность находится на максимальном уровне. Лазерная резка квадратных отверстий производится на сложных и дорогостоящих станках с ЧПУ.
- Применение обычных сверл и напильников. Метод выглядит так.
- На поверхность заготовки наносят разметку (вычерчивается квадрат).
В углах квадрата при помощи керна намечают центры вспомогательных отверстий.

Фотография №2: лазерная резка — самая эффективная технология!
Немного истории с геометрией
Ещё в XV веке легендарный Леонардо да Винчи, изучая свойства геометрических фигур, обратил внимание на так называемые геометрические объекты с равной толщиной. Таких фигур имеется бесконечное множество, но простейшей – помимо окружности — является скруглённый треугольник, который может быть образован следующим образом. Вычерчивается равносторонний треугольник, каждый из углов которого соединяется дугой окружности, проведённой из центра противоположной стороны. Особенностью такого треугольника будет то, что все его стороны будут иметь постоянную ширину, которая равна длине стороны исходного равностороннего треугольника.
Практическую пользу из этого факта извлёк Л. Эйлер, который три века спустя продемонстрировал вращение такого скруглённого треугольника: вначале вокруг собственной оси, а затем – с некоторым эксцентриситетом, благо карданный механизм науке и технике того времени был уже известен.
Как сделать квадратную дырку в металле

Наверняка вы уже слышали и видели о способе сверления квадратных отверстий с помощью сверла Уаттса. В этом ролике автор показывает иной метод, основанный на использовании специального инструмента. Что делать если вам нужно просверлить отверстие, а диаметр сверла меньше чем нужно? Роман еще сверлильный и фрезерный станки и ручной фрезер Лазерная резка — Фантастические миры из дерева Фомин Владимир Да конечно круто!
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах. По завершению появится ссылка для доступа к найденным материалам
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Как сделать простым приспособлением квадратные отверстия в металле
Сверление квадратных отверстий
Просмотр полной версии : Чем просверлить квадратное отверстие в швеллере? Форум первого российского клуба любителей пикапов pickupclub.
Болгаркой слишком большой прорез получиться А есть какие нить элетро лобзики по металлу? Берешь электролобзик, ставишь пилку по металлу и пилишь от отверстия и до отверстия. Я пилил прутки из нержавейки лобзиком. Диаметр прутков был около 16 мм. Если не спешить, то нормально выпилишь. Правда для 10 мм толщины навряд-ли пойдет, а для тонких матералов нормально. Самоделкиным на заметку :bq:. Если не спешить, то нормально выпилишь а пилки скока высотой — ку пропилит? Только на лобзике если маятник есть — выключить его надо или на минимум поставить.
Пилки рассчитаны на 40 мм и более, но сталь рекомендуют около мм, не более. Точно не помню, но если не спешить, то все нормально и при больших толщинах. Кстати, это неплохое решение и для круглого отверстия может быть. Одну дырочку сверлишь мм 6, потом потихоньку по кругу выпиливаешь Правда, непонятно, будет ли пилка лабзика заворачиваться на таком небольшщом диаметре, типа мм, но попробовать стОит, мне кажется Не стоит.
Пилки по металлу широкие как правило — хреново будет заворачиваться. На таком диаметре замучаешься. И еще — понять не могу — че вас всех пробило по новый год швеллера сверлить фигурными дырками?
Завтра походу кто-то появится всерьез озабоченый треугольной дыркой в швеллере 15 мм :bv: Почему-то на ум приходят детские игрушки с фигурными отверстиями для фигурок разных. У вас походу брутальные тру-пикаповодские будут игрушки.
Из швеллера :bv:. Суровые пикаповоды снежинки как украшения к Новому году из швелера випиливают :. Да болгарином маленьким , с маленьким диском на половину сточным , не спеша режется Мне траверсу для лебедки на й сделать надо. Идеально подходит швеллер ка со стенкой 10мм. У х просто есть 2 бампера под версию без лебедки и под лебедку этот второй чуть толще первого. У лебедки свои траверсы, которые крепяться к раме и на которых она висит. Но трос все равно проходит через бампер.
И вот тут есть проблема — при боковых лебежениях — бампера выворачивает и гнет. Люди ставят швеллера. У меня лебедка бтра лучше чем лебедка го — там тока 5тонн тяги, на моей 7т. Вот я и озаботился померял. Получается я могу швеллер вместо передней травесы поставить, а заодно укоротить «удлинители» рамы и перенести бампер в плотную к этому швеллеру-траверсе, уменьшим таким образом передний свес и угол заезда — ведь на ШВЕ застрял в т.