Как согнуть металлический уголок под 90 градусов?
Как согнуть металлический уголок под 90 градусов?
Руководство по сгибанию металлического уголка
В процессе изготовления металлических каркасов различной сложности требуется согнуть уголок по радиусу или в определенный угол. Как это сделать — далее.

Гибка уголка — это технологический процесс получения различных изделий заданных параметров и необходимых форм путем механического воздействия, в том числе на специальном профилегибочном оборудовании.
Получаемые при сгибании металлического уголка изделия находят широкое применение в различных сферах строительства. Они позволяют создавать надежные каркасы и различные металлоконструкции, которые способны при своей внешней легкости выдерживать значительные нагрузки.
Способы гибки уголка
Применяют несколько основных способов получения из металлического уголка конструкций заданной формы и профиля, а именно различают:
- холодное сгибание,
- горячее сгибание,
- придание формы с помощью разрезания, сгибания и сварки готового изделия.
Холодное сгибание металлического уголка, в свою очередь, разделяется на:
- свободную гибку — это когда уголок сгибают без применения специального оборудования;
- сгибание с помощью вальцовочного механизма на специализированном профилегибочном станке.
Применение холодной гибки металлического уголка, в отличие от других способов, имеет определенные преимущества, а именно:
- это наименее затратный метод придания металлу заданной формы, при этом не требуется использования дополнительного оборудования для разогрева, резки, сварки и последующей обработки металла;
- получаемый в итоге каркас имеет большую прочность, так как при этом исключаются возможные дефекты, характерные при применении разогрева, резки и сварки;
- готовые конструкции гарантированно служат больший срок из-за того, что при обработке сохраняется целостность структуры металлического профиля;
- снижается вероятность возникновения очагов коррозии металла со временем.
Сгибание уголка по радиусу
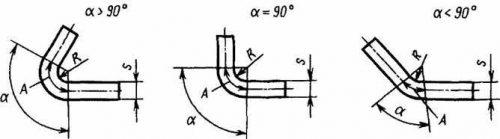
Непосредственно для металлического уголка применяют два основных способа сгибания в плоскости профиля — это когда одна из полок лежит в вертикальной плоскости, а другая в горизонтальной и ее сгибание будет:
- вовнутрь радиуса кривизны деформации, при этом она будет сильно сжиматься ,
- наружу радиуса кривизны деформации, соответственно, она будет растягиваться .
Холодное сгибание металлического уголка методом вальцовки на специальном профилегибочном оборудовании позволяет согнуть как стальной уголок, так и профиль из алюминия, получая при этом изделия практически любого радиуса с идеальной формой.
Как согнуть уголок по радиусу своими руками можно посмотреть на этом видео.
Стоит иметь в виду, что как для горячего, так и холодного способа сгибания существуют предельные величины радиусов, которые напрямую зависят от размера полок уголка и его толщины. Так, можно упрощенно рассчитать радиус, на который допустимо загибать уголок, согласно следующим значениям:
- допустимый радиус для равнополочного уголка должен составлять минимальные 45 размеров ширины полки;
- для неравнобокового профиля допустимый радиус не может быть меньше 45 размеров ширины полки для большей полки и 50 — для меньшей.
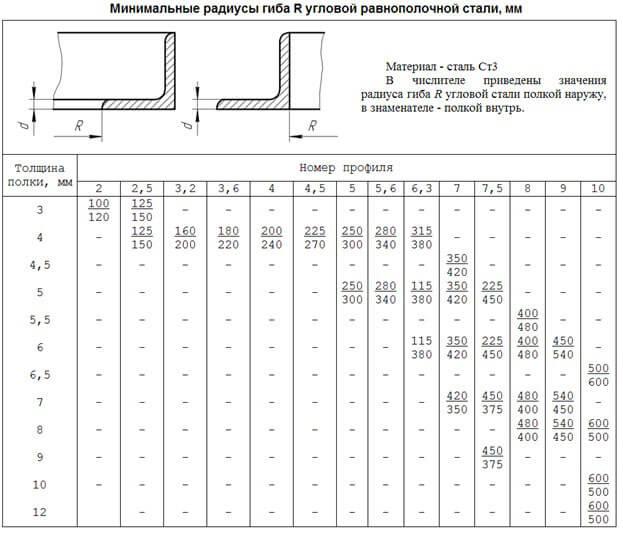
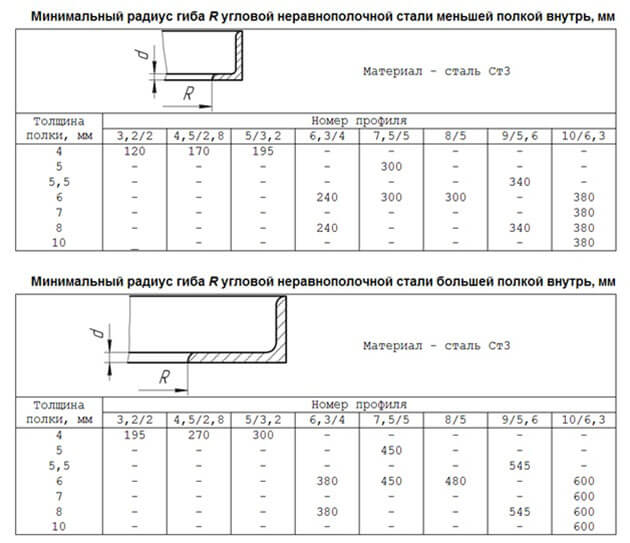
Но лучше и проще руководствоваться значениями, которые приведены в таблицах.
Таблицы минимально допустимых радиусов сгибания стальных уголков в зависимости от типа, размеров и отношения величин полок



Как согнуть уголок в кольцо своими руками
Нагревать металл необходимо до половины значения температуры его плавления, так, к примеру, алюминиевый уголок придется нагреть как минимум до 250⁰ С, а стальной профиль — до 600⁰ С. Для этого вам понадобится горелка на природном газе или бензиновая паяльная лампа, а лучше всего воспользоваться сварочным ацетиленовым резаком, если уголок большого размера.
С помощью болгарки и сварочного аппарата тоже можно согнуть стальной уголок в кольцо, но для этого необходимо произвести достаточно точные расчеты, разметить и расчертить удаляемые сектора, согнуть и заварить швы. К сожалению, как бы вы ни старались, в этом случае получиться круг в виде округлого многогранника.
Под 90 градусов
Практически все постройки имеют прямоугольную форму, поэтому самое частое действие с уголками — это необходимость их загнуть под 90 градусов.
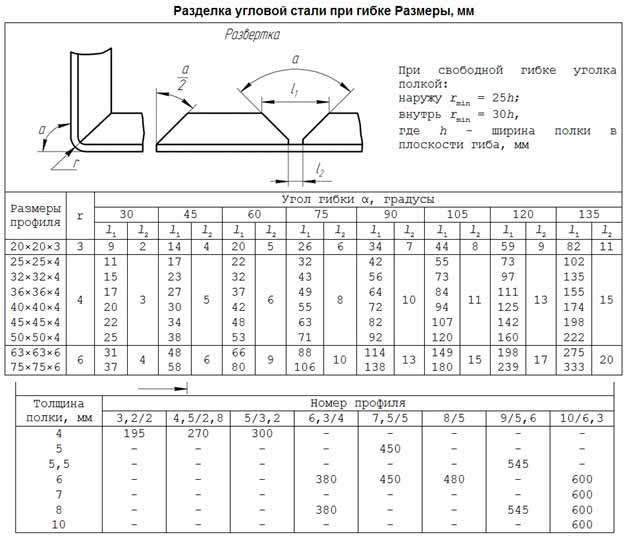
Согнуть уголки под 90 градусов для будущего каркаса достаточно просто. Сначала надо сделать в месте будущего сгиба развертку. Для этого на одной из полок отмечаем два угла в разные стороны от нормали по 45 градусов каждый и вырезаем их болгаркой. Аккуратно и медленно гнем уголок и свариваем место реза электросваркой, при этом рекомендуется предварительно нагреть место сгиба, чтобы вторая полка во время сгибания не треснула и не сломалась.
Допустимые расчетные размеры для того, чтобы правильно разметить и согнуть металлические уголки под 90 градусов, приведены в таблице:
Как согнуть стальной уголок

Гибка стальных уголков, по радиусу или в определенный угол, востребованный технологический процесс, позволяющий изготовить изделия заданных форм и параметров при помощи механического воздействия. Полученные заготовки широко используются в строительстве и становятся неотъемлемым элементом каркасов или металлоконструкций. В статье мастер сантехник расскажет, как это сделать.
Способы гибки уголка

Гибка уголка — это технологический процесс получения различных изделий заданных параметров и необходимых форм путем механического воздействия, в том числе на специальном профилегибочном оборудовании.
Получаемые при сгибании металлического уголка изделия находят широкое применение в различных сферах строительства. Они позволяют создавать надежные каркасы и различные металлоконструкции, которые способны при своей внешней легкости выдерживать значительные нагрузки.
Применяют несколько основных способов получения из металлического уголка конструкций заданной формы и профиля, а именно различают:
- Холодное сгибание;
- Горячее сгибание;
- Придание формы с помощью разрезания, сгибания и сварки готового изделия.
Холодное сгибание металлического уголка, в свою очередь, разделяется на:
- Свободную гибку — это когда уголок сгибают без применения специального оборудования;
- Сгибание с помощью вальцовочного механизма на специализированном профилегибочном станке.
Применение холодной гибки металлического уголка, в отличие от других способов, имеет определенные преимущества, а именно:
- Это наименее затратный метод придания металлу заданной формы, при этом не требуется использования дополнительного оборудования для разогрева, резки, сварки и последующей обработки металла;
- Получаемый в итоге каркас имеет большую прочность, так как при этом исключаются возможные дефекты, характерные при применении разогрева, резки и сварки;
- Готовые конструкции гарантированно служат больший срок из-за того, что при обработке сохраняется целостность структуры металлического профиля;
- Снижается вероятность возникновения очагов коррозии металла со временем.
Сгибание уголка по радиусу
Гибка металлического уголка по радиусу достаточно сложная технологическая операция, так как любое сгибание — это одновременное сжимание внутреннего и растягивание внешнего слоя металла, а, в случае с профилем в виде уголка, такие процессы никак не могут протекать равномерно, что будет сопровождаться попыткой продольного смещения одного из этих слоев.
Непосредственно для металлического уголка применяют два основных способа сгибания в плоскости профиля — это когда одна из полок лежит в вертикальной плоскости, а другая в горизонтальной и ее сгибание будет:
- Вовнутрь радиуса кривизны деформации, при этом она будет сильно сжиматься;
- Наружу радиуса кривизны деформации, соответственно, она будет растягиваться.
Холодное сгибание металлического уголка методом вальцовки на специальном профилегибочном оборудовании позволяет согнуть как стальной уголок, так и профиль из алюминия, получая при этом изделия практически любого радиуса с идеальной формой.
В сюжете — Как согнуть уголок по радиусу
Стоит иметь в виду, что как для горячего, так и холодного способа сгибания существуют предельные величины радиусов, которые напрямую зависят от размера полок уголка и его толщины. Так, можно упрощенно рассчитать радиус, на который допустимо загибать уголок, согласно следующим значениям:
- Допустимый радиус для равнополочного уголка должен составлять минимальные 45 размеров ширины полки;
- Для неравнобокового профиля допустимый радиус не может быть меньше 45 размеров ширины полки для большей полки и 50 — для меньшей.
Но лучше и проще руководствоваться значениями, которые приведены в таблицах.

Как согнуть уголок в кольцо
Для этого лучше всего воспользоваться горячим способом обработки металла. А вот добиться заданного радиуса можно только с помощью заранее приготовленного шаблона. Предварительно нагреваем металл и начинаем равномерно огибать шаблон, при этом горизонтальную полку необходимо править во время всего процесса сгибания с помощью кувалды или молота, в противном случае полки не сохранят изначальный угол в 90 градусов между собой.
Нагревать металл необходимо до половины значения температуры его плавления, так, к примеру, алюминиевый уголок придется нагреть как минимум до 250⁰ С, а стальной профиль — до 600⁰ С. Для этого вам понадобится горелка на природном газе или бензиновая паяльная лампа, а лучше всего воспользоваться сварочным ацетиленовым резаком, если уголок большого размера.
С помощью болгарки и сварочного аппарата тоже можно согнуть стальной уголок в кольцо, но для этого необходимо произвести достаточно точные расчеты, разметить и расчертить удаляемые сектора, согнуть и заварить швы.
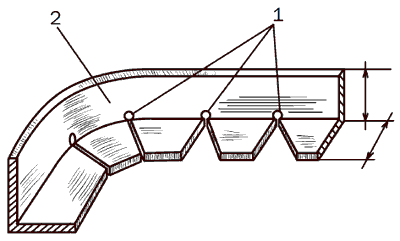
К сожалению, как бы вы ни старались, в этом случае получиться круг в виде округлого многогранника.

Практически все постройки имеют прямоугольную форму, поэтому самое частое действие с уголками — это необходимость их загнуть под 90⁰.
Согнуть уголки под 90⁰ для будущего каркаса достаточно просто. Сначала надо сделать в месте будущего сгиба развертку. Для этого на одной из полок отмечаем два угла в разные стороны от нормали по 45⁰ каждый и вырезаем их болгаркой. Аккуратно и медленно гнем уголок и свариваем место реза электросваркой, при этом рекомендуется предварительно нагреть место сгиба, чтобы вторая полка во время сгибания не треснула и не сломалась.
Допустимые расчетные размеры для того, чтобы правильно разметить и согнуть металлические уголки под 90⁰, приведены в таблице:
В сюжете — Как идеально согнуть любой уголок
В продолжение темы посмотрите также наш обзор Как заварить трубу с течью
Как сделать идеальный изгиб уголка или профильной трубы подрезкой без гибки

Попытка согнуть металл без гибочного станка обычно заканчивается неудачно. При отсутствии такого оборудования необходимо просто подрезать изделие по месту перегиба, а затем сваривать, чтобы избежать сминания или складок. Это дольше чем гнуть, но результат гарантировано получится качественней, особенно если делать все правильно с соблюдением расчетных пропорций.
Что потребуется:
- картон;
- угольник;
- циркуль;
- маркер;
- ножницы;
- болгарка;
- сварка;
- тиски.
Процесс выполнения правильного изгиба
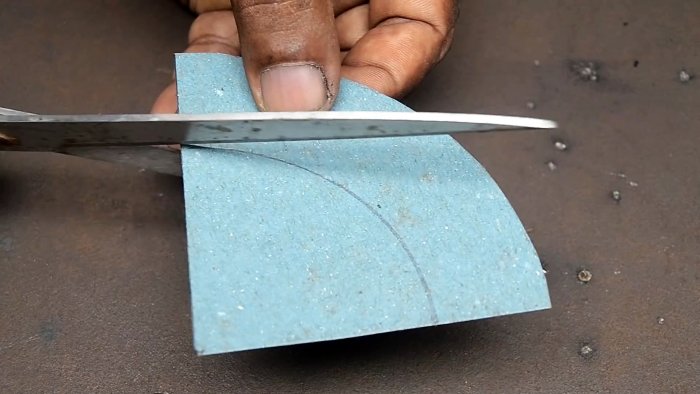
Рассмотрим сначала технологию разметки и подрезки на примере уголка. Из картона необходимо вырезать круг диаметром 150 мм.
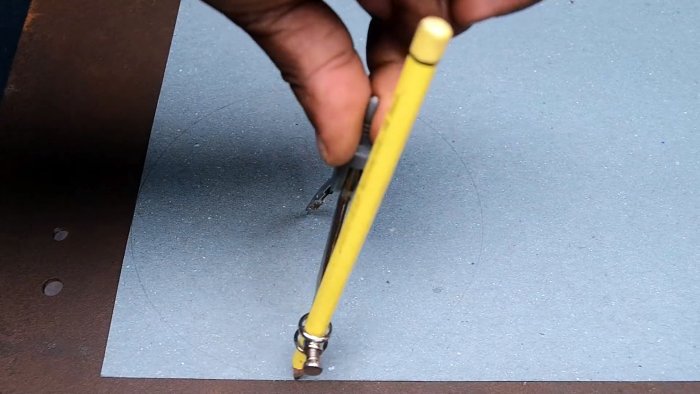
Его нужно разделить на 4 равные сектора. Один из них требуется вырезать ножницами.
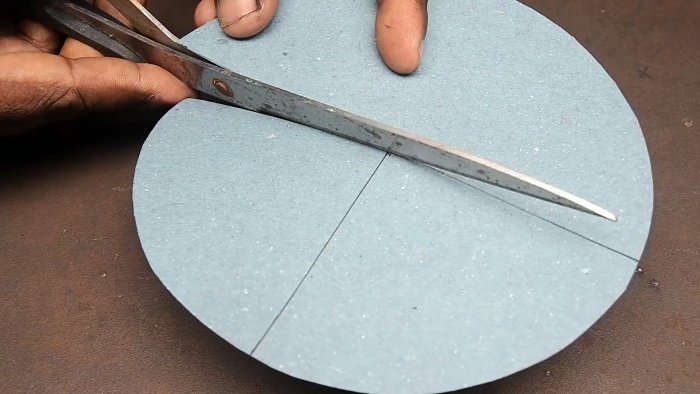
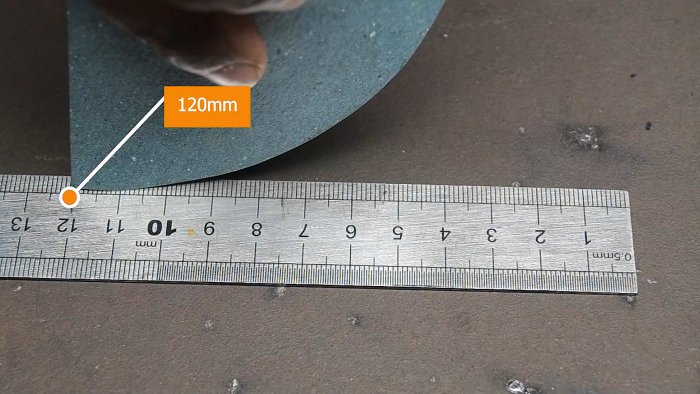
Длина окружности сектора измеряется на линейке, она составляет 120 мм.
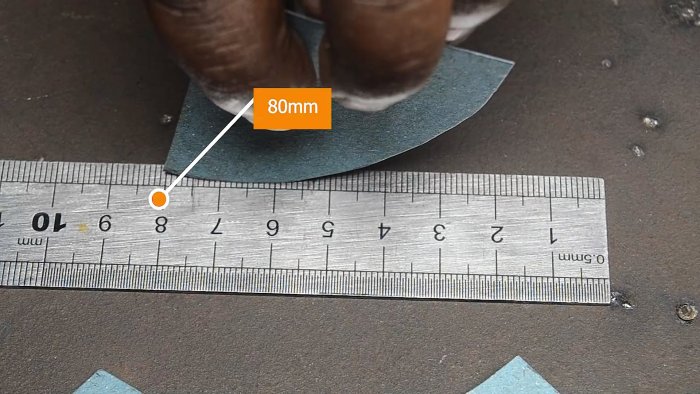
Далее нужно замерить ширину уголка. Это расстояние отмечается по ровному краю вырезанного картонного лекала со стороны окружности.

Циркуль разводится так, чтобы иголка стала на угле сектора, а грифель попал на отмеченную точку. В этом положении нужно нарисовать на шаблоне окружность. По полученной линии он обрезается.
Далее требуется замерить окружность шаблона после обрезки. В данном случае она из 120 мм стала уже 80 мм. Чем шире металл для изгиба, тем меньше получится длина второй окружности.
Теперь выполняется расчет меток. Для этого от первоначальной длины окружности 120 мм отнимается полученная после обрезки 80 мм. Итоговая разница разделяется на 5. В конкретном случае 40/5=8 мм. Это и есть шаг установки метки.
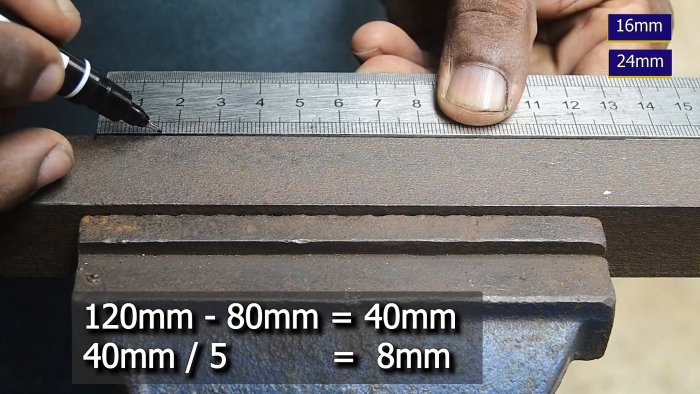
По внутренней стороне будущего изгиба уголка нужно поставить 10 меток, отталкиваясь от высчитанного шага. Нулевая делается в начале. Остальные в данном примере с отступом от нее на расстоянии 16, 24, 36, 44, 56, 64, 76, 84, 96, 104 мм. Все просто. Первая метка после нулевой всегда наносится с отступом в 2 шага. Далее нужно чередовать 1 и 1,5 шага.
По наружной стороне изгиба требуется поставить 5 меток. Они делаются с отступом от начала отсчета равным половине разницы длины высчитанных окружностей. В данном примере та составляла 40 мм, то есть шаг будет 20 мм.

От внутренних 5 меток нужно провести по 2 линии на другую сторону к ближайшим боковым точкам. Затем полученные клинышки вырезаются.

После этого уголок сгибается, пока вырезы не сойдутся. В результате получится угол 90 градусов.

Останется только сварить зазоры, и отшлифовать швы.



Аналогично можно сгибать и профильную трубу. Разница только в том, что клинышки для выреза нужно начертить и на противоположной стенке.



После изгиба зазоры также свариваются и шлифуются. Запомнив эти расчеты, вы сможете идеально гнуть уголки и профильные трубы любой ширины.


Смотрите видео
Высадка металла. Гибка уголка по радиусу. Малкование.
Сегодня многие домашние мастера используют алюминий практически для всего. Его характеристики позволяю без проблем применять его и для мебели, и для создания гаражных приспособлений и т.д.
Цветпрокат уголок алюминиевый предлагает приобрести на наиболее выгодных условиях. В данной публикации будут описаны различные методики, которые дадут возможность согнуть алюминий, при этом не повредив его. Если начать сгибать алюминиевую деталь механическим способом, на металле могут возникнуть трещины и деталь попросту сломается в месте гибки.
Руководство по сгибанию металлического уголка
В процессе изготовления металлических каркасов различной сложности требуется согнуть уголок по радиусу или в определенный угол. Как это сделать — далее.

Гибка уголка — это технологический процесс получения различных изделий заданных параметров и необходимых форм путем механического воздействия, в том числе на специальном профилегибочном оборудовании.
Получаемые при сгибании металлического уголка изделия находят широкое применение в различных сферах строительства. Они позволяют создавать надежные каркасы и различные металлоконструкции, которые способны при своей внешней легкости выдерживать значительные нагрузки.






Сгибаем профильную трубу в домашних условиях без трубогиба несколькими способами
При строительстве малых архитектурных форм, изготовлении козырьков, навесов, или монтаже систем отопления (водоснабжения), домашние мастера сталкиваются с необходимостью согнуть профтрубу. При массовом производстве металлоконструкций, особенно в профильных мастерских, используют трубогибы промышленного изготовления.
Такие приспособления позволяют быстро и без дефектов загнуть профтрубу размером от 20 до 40 мм. Однако покупка трубогибочного оборудования для разового применения нерентабельна, в ряде случаев дешевле обратиться в мастерскую и оплатить работу по формовке профиля.
Способы гибки уголка
Применяют несколько основных способов получения из металлического уголка конструкций заданной формы и профиля, а именно различают:
- холодное сгибание,
- горячее сгибание,
- придание формы с помощью разрезания, сгибания и сварки готового изделия.
Холодное сгибание металлического уголка, в свою очередь, разделяется на:
- свободную гибку — это когда уголок сгибают без применения специального оборудования;
- сгибание с помощью вальцовочного механизма на специализированном профилегибочном станке.
Применение холодной гибки металлического уголка, в отличие от других способов, имеет определенные преимущества, а именно:
- это наименее затратный метод придания металлу заданной формы, при этом не требуется использования дополнительного оборудования для разогрева, резки, сварки и последующей обработки металла;
- получаемый в итоге каркас имеет большую прочность, так как при этом исключаются возможные дефекты, характерные при применении разогрева, резки и сварки;
- готовые конструкции гарантированно служат больший срок из-за того, что при обработке сохраняется целостность структуры металлического профиля;
- снижается вероятность возникновения очагов коррозии металла со временем.
Изгиб алюминия
Здравствуйте! Хочу изготовить корпус из алюминия. Подскажите как в домашних условиях красиво загнуть алюминий на 90 градусов? Какую марку алюминия лучше использовать для корпуса? Есть АМГ3Н, А5М, дюраль Д16Т Насколько знаю Д16Т при загибе ломается. Посоветуйте уважаемые. Спасибо
- Поделиться Поделиться этим сообщением через
- Digg
- Del.icio.us
- Technorati
- Разместить в ВКонтакте
- Разместить в Facebook
- Разместить в MySpace
- Разместить в Twitter
- Разместить в ЖЖ
- Разместить в Google
- Разместить в Yahoo
- Разместить в Яндекс.Закладках
- Разместить в Ссылки@Mail.Ru
- Reddit!
to Rover — я гну алюминий щадящим молотком(киянкой или полиуретановым)между 2-мя толстыми (50-60)мм уголками.Д16т можно загибать,предварительно произведя отжиг в месте сгиба.Делается это так — на место сгиба наносится кистью полоска тугоплавкой смазки(литол или ШРБ) и это место нагревается паяльной лампой или газовой горелкой пока не сгорит смазка (350-400)градусов.Охлаждаете водой и гнёте! Успехов в слесарных делах!
- Поделиться Поделиться этим сообщением через
- Digg
- Del.icio.us
- Technorati
- Разместить в ВКонтакте
- Разместить в Facebook
- Разместить в MySpace
- Разместить в Twitter
- Разместить в ЖЖ
- Разместить в Google
- Разместить в Yahoo
- Разместить в Яндекс.Закладках
- Разместить в Ссылки@Mail.Ru
- Reddit!
Ок, спасибо за ответ. Еще такой вопрос, если вес устройства примерно 30-40 кг какой толщины лучше применить металл? Планирую корпус примерно такого плана Основание с загнутыми кромками для крепления передней и задней панелей и П образного кожуха сверху. Внутри корпуса перегородка от передней до задней панели. Понятно что основание должно быть толстое я думаю 2-3 мм. Остальные детали 1-2 мм. Ваше мнение?
- Поделиться Поделиться этим сообщением через
- Digg
- Del.icio.us
- Technorati
- Разместить в ВКонтакте
- Разместить в Facebook
- Разместить в MySpace
- Разместить в Twitter
- Разместить в ЖЖ
- Разместить в Google
- Разместить в Yahoo
- Разместить в Яндекс.Закладках
- Разместить в Ссылки@Mail.Ru
- Reddit!
to Rover — толщина зависит от габаритов и от веса и от распределения этого веса по ящику.Свой усилитель мощьности(вес 28кг)я сделал так — сварил каркас из самопального уголка 20*20*2мм,спереди передняя панель и так далее. Для 30-40кг 2-3мм будет маловато.
- Поделиться Поделиться этим сообщением через
- Digg
- Del.icio.us
- Technorati
- Разместить в ВКонтакте
- Разместить в Facebook
- Разместить в MySpace
- Разместить в Twitter
- Разместить в ЖЖ
- Разместить в Google
- Разместить в Yahoo
- Разместить в Яндекс.Закладках
- Разместить в Ссылки@Mail.Ru
- Reddit!
К сожалению стальной уголок скорей всего не подойдет. Потому как уголок с размерами меньше чем 20х20 мм я не встречал, а 20х20 это достаточно много. Остается гнуть из дюраля. По поводу толщины дюраля, на мой взгляд 3 мм для основания вполне достаточно. Ведь жесткость конструкции обеспечивают: загнутые кромки; прикрепленный П образный кожух; и перегородка внутри корпуса между передней и задней панелями, она крепится к панелям, к основанию, и кожух к ней прикручивается. Осталось только все это очень аккуратно и грамотно загнуть :-). Придется наверное выпиливать стальные уголки по размерам сторон дюраля для загиба.
- Поделиться Поделиться этим сообщением через
- Digg
- Del.icio.us
- Technorati
- Разместить в ВКонтакте
- Разместить в Facebook
- Разместить в MySpace
- Разместить в Twitter
- Разместить в ЖЖ
- Разместить в Google
- Разместить в Yahoo
- Разместить в Яндекс.Закладках
- Разместить в Ссылки@Mail.Ru
- Reddit!
В домашних условиях дюраль толщиной 3мм аккуратно не загнуть. Получается слишком большой радиус загиба к тому же если лист металла достаточно большой, очень трудно обеспечить равномерность уголка отсюда перекос корпуса. Один из возможных выходов прорезать лист металла по линии сгиба резаком, примерно на половину толщины. Однако уголок в этом месте ослабится. Самый простой способ нарезать детали корпуса из прямоугольных пластин,
соединять уголками, как советовали выше. Причём Вам не обязательно брать уголки на всю длину соеденяемых деталей, достаточно применить кусочки уголков. Конструкция получится достаточно жесткой и вес не намного увеличится.
Сгибание уголка по радиусу
Непосредственно для металлического уголка применяют два основных способа сгибания в плоскости профиля — это когда одна из полок лежит в вертикальной плоскости, а другая в горизонтальной и ее сгибание будет:
- вовнутрь радиуса кривизны деформации, при этом она будет сильно сжиматься ,
- наружу радиуса кривизны деформации, соответственно, она будет растягиваться .
Холодное сгибание металлического уголка методом вальцовки на специальном профилегибочном оборудовании позволяет согнуть как стальной уголок, так и профиль из алюминия, получая при этом изделия практически любого радиуса с идеальной формой.
Как согнуть уголок по радиусу своими руками можно посмотреть на этом видео.
Стоит иметь в виду, что как для горячего, так и холодного способа сгибания существуют предельные величины радиусов, которые напрямую зависят от размера полок уголка и его толщины. Так, можно упрощенно рассчитать радиус, на который допустимо загибать уголок, согласно следующим значениям:
- допустимый радиус для равнополочного уголка должен составлять минимальные 45 размеров ширины полки;
- для неравнобокового профиля допустимый радиус не может быть меньше 45 размеров ширины полки для большей полки и 50 — для меньшей.
Но лучше и проще руководствоваться значениями, которые приведены в таблицах.
Таблицы минимально допустимых радиусов сгибания стальных уголков в зависимости от типа, размеров и отношения величин полок

Простые ручные
Фасонные детали из металла стоят немалых денег. Даже больше чем профнастил или металлочерепица, потому имеет смысл сделать простейший станок для гибки листового металла, а с его помощью изготовить столько углов, отливов и других подобных деталей, сколько вам нужно, причем исключительно под свои размеры.
Если волнуетесь насчет внешнего вида, то зря. В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный. Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается. Так что вид у изделий будет вполне приличный. Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
Мощный листогиб из тавров
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Еще понадобятся металлические дверные петли (две штуки), два винта большого диаметра (10-20 мм), «барашки» на них, пружина. Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:
-
Два тавра складывают, с двух концов вырезают в них под петли выемки. Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно.
Читать также: Цветная металлургия краткое сообщение
Как правильно согнуть металлический уголок

Уголок – вид сортового металлопроката, применяемый в строительстве, машиностроении и др. Его получают прокаткой на сортовых станах или гибкой на профилегибочных станках.
Уголок бывает равнополочный и неравнополочный, каждая разновидность может быть как горячекатаной, так и гнутой. Катаный вариант – более прочный. У равнополочного уголка обе стороны одинаковы, неравнополочный – используется при нестандартных работах. Ширина каждой из сторон уголка варьируется от 25 до 200 мм, толщина составляет до 30 мм, длина – до 12 м.
Применение уголков
В строительстве стальной уголок применяется как армирующий материал в монолитных элементах высотных зданий (вместе с другим сортовым прокатом – швеллером, двутавровой балкой, арматурой), в ответственных и большепролетных несущих элементах конструкции.
Из уголка делают дверные и оконные проемы, арки и другие архитектурные компоненты возводимых объектов. Кроме того, уголок «участвует» в декоре помещений, а также в производственном процессе в вагоностроении, прочем машиностроении, при изготовлении мебели.
Сгибание уголка
Гибка уголков дает возможность получить продукт различных форм и параметров за счет механического воздействия. Полученные материалы активно используются в строительстве.
Способы сгибания уголка определяются применяемыми технологиями: различают холодную, горячую гибку, а также сгибание с помощью резки и сварки. Самым экономичным можно назвать «холодный» вариант, выполняемый на листогибочных вальцах и не требующий оборудования для подогрева металла. Конструкции из таких изделий прочнее, так как при холодной гибке не возникает дефектов металла, характерных для сварки; кроме того, такие изделия менее подвержены коррозии. Холодное сгибание бывает свободное (без специального оборудования) и на профилегибочном станке.
Если нужно произвести гибку в домашних условиях, это предполагает определенный набор действий:
- на подготовленную стальную полосу наносится разметка, по которой будет идти гибка;
- заготовка закрепляется в тисках по нанесенной линии сгиба;
- тяжелым молотком делается первый загиб;
- затем заготовку передвигают к следующему месту сгиба и повторяют действие;
- после этого размечают скобяные лапки и гнут в нужном направлении;
- финальный этап – проверка на соответствие желаемым параметрам, исправление неточностей.
Для упрощения работы можно разогревать металл в месте сгиба газовой горелкой: материал будет пластичнее, и его проще будет обрабатывать.
Виды сгибания уголка
Уголок можно гнуть по радиусу, а также под углом 90⁰.
Сгибание по радиусу является довольно сложной операцией, поскольку любое гнутие является одновременно сжатием внутреннего и растяжением внешнего слоя материала. И для горячего, и для холодного способа гибки есть предельные величины возможных радиусов, которые зависят от размеров полок уголка и от его толщины. Так, допустимый радиус для равнополочного уголка – это минимальные 45 размеров ширины полки.
Получить желаемый радиус в «бытовых» условиях можно с помощью заготовленного шаблона. Металл нагревается, после чего выполняющий работу начинает равномерно огибать шаблон, одновременно правя горизонтальную полку. Нагревать объект нужно до 1/2 температуры его плавления (для стали это 600⁰С).
Что касается сгибания под 90⁰, то прежде всего надо сделать развертку в том месте, где предполагается сгиб. На одной полке в разные стороны от нормали отмечается 2 угла по 45⁰ каждый, они вырезаются пилой. После этого уголок аккуратно гнется, место разреза – сваривается.
Добавлено: 14.02.2020 14:12:18
Еще статьи в рубрике Статьи на тему изделий из металла для строительства и ремонта, Металлические изделия в интерьере жилых помещений:
 Виды резки металла
Виды резки металла
На рынке представлено большое разнообразие различных типов станков и инструментов для резки, поэтому у покупателя возникает вопрос, какой из них лучше .
 Стальной круг 09Г2С характеристики, применение
Стальной круг 09Г2С характеристики, применение
Круг из стали 09г2с задействуется, в частности, в строительстве, и представляет собой вид металлопроката с особыми свойствами и характеристиками. Перечислим материалы, .
 Лазерная резка металла: основы технологии и главные преимущества
Лазерная резка металла: основы технологии и главные преимущества
Лазерная резка – это одна из многочисленных технологий обработки металлических деталей, используется для точного и быстрого придания им необходимых форм. .
 Тройники стальные: что нужно знать об особенностях
Тройники стальные: что нужно знать об особенностяхСовременный рынок предлагает две разновидности стальных тройников – фланцевый и прямой. Последний вариант применяется тогда, когда возникает необходимость в стыковке с .
 Что необходимо знать о резьбовых соединениях?
Что необходимо знать о резьбовых соединениях?
Для того чтобы обеспечить отдельные зоны путепроводных конструкций к ремонтным мероприятиям применяются резьбовые соединения, которые в настоящее время представлены самыми различными .
 Кованые изделия: когда качество и долговечность вне конкуренции!
Кованые изделия: когда качество и долговечность вне конкуренции!
Кованые изделия всегда были и остаются в цене. Их приобретают люди с безупречным вкусом и хорошим достатком. Кованые заборы, ворота, калитки, .
Руководство по сгибанию металлического уголка
Способы гибки уголка
Применяют несколько основных способов получения из металлического уголка конструкций заданной формы и профиля, а именно различают:

- холодное сгибание,
- горячее сгибание,
- придание формы с помощью разрезания, сгибания и сварки готового изделия.
Холодное сгибание металлического уголка, в свою очередь, разделяется на:
- свободную гибку — это когда уголок сгибают без применения специального оборудования;
- сгибание с помощью вальцовочного механизма на специализированном профилегибочном станке.
Применение холодной гибки металлического уголка, в отличие от других способов, имеет определенные преимущества, а именно:
- это наименее затратный метод придания металлу заданной формы, при этом не требуется использования дополнительного оборудования для разогрева, резки, сварки и последующей обработки металла;
- получаемый в итоге каркас имеет большую прочность, так как при этом исключаются возможные дефекты, характерные при применении разогрева, резки и сварки;
- готовые конструкции гарантированно служат больший срок из-за того, что при обработке сохраняется целостность структуры металлического профиля;
- снижается вероятность возникновения очагов коррозии металла со временем.
Как можно согнуть уголок?
У вальцовки уголков существует своя простая, но классификация. По использованию термической обработки или отсутствию необходимости в ней сгибание может быть горячим или холодным. Кроме того, выделяют технологию, при которой согнутые заготовки дополнительно привариваются друг к другу или к основе. Хотя именно гибка помогает намного сократить количество сварных соединений и увеличить прочность изделия.
По усилию, которое прилагается в процессе, вальцовку можно разделить на свободную и автоматическую. Свободная производится, по сути, голыми руками, без привлечения оборудования. Автоматическая подразумевает станочный способ преображения заготовки.
Наиболее экономически выгодной считается вальцовка уголка по радиусу, выполненная на станке холодным способом. С одной стороны, минимизирован ручной труд, с другой — исключаются потеря времени и финансовые расходы, связанные с нагревом заготовки. У этой методики есть и другие преимущества:
- коррозионная стойкость металла (у некоторых видов стали после термической обработки это свойство исчезает или ухудшается);
- более длительный срок эксплуатации, так как материал сохраняет механическую прочность и другие характеристики;
- как следствие минимальных расходов на производство — низкие расходы для заказчика.
И, наконец, по направлению гиба различают вальцовку уголка полкой внутрь и вальцовку уголка полкой наружу. Первый вариант сложнее, так как при образовании кольца происходит сжатие полок (в специальной литературе их также называют перьями) и на вертикальной полке может возникнуть волнообразный эффект. Уголкам, согнутым полками наружу, такой дефект не страшен, так как их перья в этом случае не сжимаются, а растягиваются. Оба способа используются для вальцовки уголка в кольцо, а также для создания различных дуг.
Сгибание уголка по радиусу
Гибка металлического уголка по радиусу достаточно сложная технологическая операция, так как любое сгибание — это одновременное сжимание внутреннего и растягивание внешнего слоя металла, а, в случае с профилем в виде уголка, такие процессы никак не могут протекать равномерно, что будет сопровождаться попыткой продольного смещения одного из этих слоев.
Непосредственно для металлического уголка применяют два основных способа сгибания в плоскости профиля — это когда одна из полок лежит в вертикальной плоскости, а другая в горизонтальной и ее сгибание будет:

- вовнутрь радиуса кривизны деформации, при этом она будет сильно сжиматься ,
- наружу радиуса кривизны деформации, соответственно, она будет растягиваться .
Холодное сгибание металлического уголка методом вальцовки на специальном профилегибочном оборудовании позволяет согнуть как стальной уголок, так и профиль из алюминия, получая при этом изделия практически любого радиуса с идеальной формой.
Как согнуть уголок по радиусу своими руками можно посмотреть на этом видео.
Стоит иметь в виду, что как для горячего, так и холодного способа сгибания существуют предельные величины радиусов, которые напрямую зависят от размера полок уголка и его толщины. Так, можно упрощенно рассчитать радиус, на который допустимо загибать уголок, согласно следующим значениям:
- допустимый радиус для равнополочного уголка должен составлять минимальные 45 размеров ширины полки;
- для неравнобокового профиля допустимый радиус не может быть меньше 45 размеров ширины полки для большей полки и 50 — для меньшей.
Но лучше и проще руководствоваться значениями, которые приведены в таблицах.
Таблицы минимально допустимых радиусов сгибания стальных уголков в зависимости от типа, размеров и отношения величин полок


Вальцовка металла
Вальцовка позволяет получить цилиндрические и конические изделия с большими радиусами изгиба и равномерной деформацией вдоль заданного направления. Для вальцовки профильного или листового проката используются различные виды гибочных машин.
Вальцовка листового металла является наиболее простым способом изготовления деталей цилиндрической формы, комплектующих к емкостному оборудованию, обечаек. Обечайка – это деталь цилиндрической или конической формы (типа барабана, трубы или кольца), которая используется для производства элементов сварных конструкций, а также для производства емкостей, сосудов, котлов, баков и различных резервуаров.




Как согнуть уголок в кольцо своими руками
Для этого лучше всего воспользоваться горячим способом обработки металла. А вот добиться заданного радиуса можно только с помощью заранее приготовленного шаблона. Предварительно нагреваем металл и начинаем равномерно огибать шаблон, при этом горизонтальную полку необходимо править во время всего процесса сгибания с помощью кувалды или молота, в противном случае полки не сохранят изначальный угол в 90 градусов между собой.

Нагревать металл необходимо до половины значения температуры его плавления, так, к примеру, алюминиевый уголок придется нагреть как минимум до 250⁰ С, а стальной профиль — до 600⁰ С. Для этого вам понадобится горелка на природном газе или бензиновая паяльная лампа, а лучше всего воспользоваться сварочным ацетиленовым резаком, если уголок большого размера.
С помощью болгарки и сварочного аппарата тоже можно согнуть стальной уголок в кольцо, но для этого необходимо произвести достаточно точные расчеты, разметить и расчертить удаляемые сектора, согнуть и заварить швы. К сожалению, как бы вы ни старались, в этом случае получиться круг в виде округлого многогранника.
ПОСМОТРЕТЬ Гибочные станки на AliExpress →
Описание услуги вальцевания металла.
Сварочное производствоПри помощи вальцевания можно создать трубу или цилиндрическую конструкцию из листа, арку из профильной трубы и кольцо из уголка. Данная услуга позволяет свести к минимуму количество сварных швов при производстве бочек, котлов, бункеров, желобов, резервуаров, зернохранилищ и других конструкций. Посредством вальцовки профильных труб можно создавать оптимальные по прочности и эстетичные арочные конструкции. Технология подразумевает деформацию металла, как в холодном, так и в горячем состоянии. При помощи вальцовочного оборудования осуществляется объемная штамповка заготовки при помощи вращающихся в разные стороны вальцов. Во время вращения они захватывают заготовку, она проходит между вальцами и в результате деформации приобретает форму заданной конфигурации. Механизм оборудования состоит из верхних и нижних валец, которые обладают рядом особых настраиваемых характеристик: радиус, толщина материала и др. Верхний ряд закреплен подшипниками, а нижний является динамичным и регулируется электромотором. Радиус изгиба контролируется методом изменения положения верхнего вальца. Для работы используется материал 1-10 мм, диаметр обечайки от 110 мм.
Услуги по гибке уголков включают в себя такие стадии:
- сгибание уголка полкой наружу или вовнутрь;
- гибку уголка в кольцо или по заданному радиусу.
Деформации может подвергаться различный металлопрокат: круглые и профильные трубы, швеллера, уголки, квадратные и прямоугольные трубы, короба и др. Обработка уголка методом вальцовки может применяться с целью изменения формы профиля поперечного сечения и изменения начальных параметров готового изделия: наружного и внутреннего диаметра, толщины стенки, формы конечной части. Процедура происходит в несколько этапов:
- рассчитывается длина и радиус заготовки;
- настраивается оборудование;
- изделию придается нужная форма.
Радиусная гибка имеет ряд преимуществ в сравнении со сварочными конструкциями:
- повышается прочность конструкции в связи с исключением дефектов, характерных для сварных швов, например, непроваров;
- увеличивается срок службы изделий за счет сохранения целостности металла и низкой вероятности образования коррозии;
- снижается стоимость металлообработки благодаря снижению временных затрат на выполнение технологических операций и отсутствию потребности в зачистке сварочного шва.
Важнейшее достоинство технологии вальцевания уголков – это получение сверхпрочной продукции без единого соединительного шва. Применение в строительных конструкциях вальцованных элементов позволяет экономить материалы, а конфигурация изгиба и геометрическая форма сечения позволяют создавать прочные и красивые сооружения. Кроме того, гнутые профили ощутимо снижают нагрузку на фундамент. Вальцевание холодным методом значительно сокращает энергозатраты и позволяет сохранить свойства металла: исключается появление горячих и холодных трещин, пор, непроваров. Также сокращаются временные затраты, а процесс строительства проходит намного быстрее.
Под 90 градусов
Практически все постройки имеют прямоугольную форму, поэтому самое частое действие с уголками — это необходимость их загнуть под 90 градусов.

Согнуть уголки под 90 градусов для будущего каркаса достаточно просто. Сначала надо сделать в месте будущего сгиба развертку. Для этого на одной из полок отмечаем два угла в разные стороны от нормали по 45 градусов каждый и вырезаем их болгаркой. Аккуратно и медленно гнем уголок и свариваем место реза электросваркой, при этом рекомендуется предварительно нагреть место сгиба, чтобы вторая полка во время сгибания не треснула и не сломалась.
Допустимые расчетные размеры для того, чтобы правильно разметить и согнуть металлические уголки под 90 градусов, приведены в таблице:

Преимущества станочной вальцовки уголка
Вальцовка автоматическим способом имеет множество преимуществ перед ручной. Прежде всего отметим скорость: время работы над одной заготовкой сокращается в разы. В процессе происходит равномерное воздействие на материал, дефекты на его внешней и внутренней поверхностях исключаются. После процедуры механические свойства металла — плотность и прочность — не только не ухудшаются, а могут укрепиться.
Если говорить о вальцовке уголка по радиусу, гибка вручную заготовок большого объема попросту невозможна, а оборудование справляется с этой задачей без затруднений. Таким образом, только автоматика позволяет качественно и предельно точно изменить конфигурацию детали по заданным параметрам.
Сферы использования вальцованного уголка
Вальцовка уголков как услуга востребована в строительстве, в изготовлении козырьков, теплиц и оранжерей, в создании арочных конструкций. Гнутый уголок используется в монтаже колодцев и производстве различных емкостей — например, бочек и котлов. Для нужд промышленности он задействован в выпуске комплектующих для турбин, компрессоров и транспортеров. Так как все эти изделия выпускаются серийно, их производителям требуется гнутый прокат в больших объемах.
- Винтовые сваи 76 мм: конструктивные особенности и монтаж
- Быстрый ремонт труб с помощью хомутов без сварки
- Алюминиевый прокат: как выбрать подходящий материал для задачи
- Алюминиевый профиль: свойства, применение и критерии выбора
- Поверка штангенциркулей: как обеспечить точность измерений и избежать дорогостоящих ошибок