Как варить медь аргоном?
Как варить медь аргоном?
Сварка меди с использованием аргонодугового способа: особенности технологии во взаимосвязи с металлом
Медь как металл представляет собой мягкий, достаточно податливый материал. Для него характерен сравнительно простой процесс обработки путем переплавления из руды в металл, который в дальнейшем можно обрабатывать. Это свойство обусловило широкое распространение изделий из меди, однако, существенным образом затрудняет возможности сварки в связи с физико-химическими особенностями свойств.
Особенности сварки меди аргонодуговым способом
Сама медь, так же, как и сплавы на ее основе, являются достаточно высокотеплопроводными материалами, которые, ко всему прочему, обладают также большой электропроводностью, а также высокой коррозионной стойкостью как при воздействии внешних факторов, так и относительно внутрикристаллической коррозии.
Точка плавления меди в ее чистом виде составляет 1083 °С, а в случае добавления различных легирующих химических соединений данный показатель может смещаться в одну или другую сторону.
Особенностью сварки медных изделий и деталей является высокая теплопроводность данного металла, что делает обязательным предварительный подогрев деталей перед началом сварки. Разогрев должен осуществляться до температуры от 350 до 600 °С. Подогрев осуществляется, как правило, с помощью газовой горелки.
Сварка осуществляется чаще всего с помощью аргонодугового способа путем использования неплавящегося электрода с постоянным током. В качестве присадочного материала используется пруток из чистой меди либо из ее сплавов. Это позволяет добиться максимального качества шва, а также его аккуратного внешнего вида.
В случае если материалы подобраны неправильно, медь в сварочной ванне начинает кипеть, что вызывает образование большого количества пор в полученном шве, а само соединение становится хрупким и может разрушиться в процессе эксплуатации.
Режимы сварки меди в аргоне
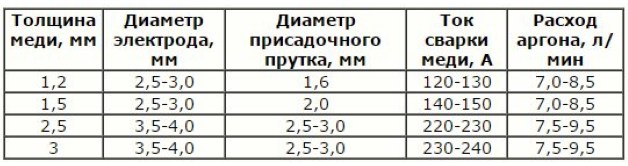
Как и для других видов свариваемых материалов, режимы сварки следует подбирать исходя из качества деталей. Примерные варианты режимов опираются на толщину свариваемого металла, диаметр электродов, проволоки и выливаются в определенные показатели силы тока, измеряемой в амперах.
| Режимы сварки меди в среде аргона | |||
| Толщина свариваемых деталей, мм | Диаметр электрода, мм | Диаметр присадочной проволоки, мм | Сила тока, А |
| Стыковые соединения, выполняемые на весу | |||
| 1,0 – 1,5 | 2 – 3 | 1,6 – 2,0 | 60 – 150 |
| 2,0 – 3,0 | 2 – 4 | 2,0 – 3,0 | 80 – 220 |
| 4,0 – 5,0 | 4 – 5 | 2,0 – 4,0 | 130 – 220 |
| 6,0 – 7,0 | 4 – 5 | 2,0 – 4,0 | 130 – 220 |
| 8,0 – 10,0 | 5 | 2,0 – 4,0 | 180 – 260 |
| Стыковые соединения, выполняемые на подкладке, и угловые соединения | |||
| 1,0 – 1,5 | 2 – 3 | 1,6 – 2,0 | 70 – 160 |
| 2,0 – 3,0 | 2 – 4 | 2,0 – 3,0 | 120 – 220 |
| 4,0 – 5,0 | 4 – 5 | 2,0 – 4,0 | 190 – 260 |
| 6,0 – 7,0 | 5 | 2,0 – 4,0 | 230 – 290 |
| 8,0 – 10,0 | 5 | 2,0 – 4,0 | 280 – 330 |
| Расход аргона – 8-15 дм3/мин. | |||
Каждый режим тем не менее должен подбираться в соответствии с конкретными условиями сварки и проверяться на деталях, аналогичных по материалу изготовления тем деталям, на которых будет производиться основной процесс сварки.
Выбор присадочных материалов
Присадочные материалы, использующиеся для сварки медных деталей, должны выбираться на основании данных о физико-химических свойствах меди или ее сплавов, из которых изготовлены детали или изделия.
При осуществлении сварки следует обратить внимание на марку самой меди или сплава – она должна быть раскисленной или бескислородной, так как, в противном случае, во время сварочного процесса металл будет кипеть в сварочной ванне, в результате чего сварочный шов получится пористым и непрочным.
В качестве прутка или проволоки следует использовать такие материалы, которые позволят избежать кипения материала в шве: необходимо подобрать проволоку или пруток с содержанием в сплаве химических элементов, позволяющих вытеснить кислород из зоны сварочной ванны.
 Примерная стоимость медной проволоки на Яндекс.маркет
Примерная стоимость медной проволоки на Яндекс.маркет
Неплавящийся электрод выбирается только вольфрамовый, на конце которого должна быть заточка конической формы с небольшим притуплением. Такая форма позволит обеспечить стабильное горение дуги при осуществлении самого процесса сварки, что даст возможность сохранить температурный уровень сварочной зоны и не допустит быстрого остывания деталей до момента завершения шва.
Если говорить о защитном газе, который используется при сварке, то выбор такового зависит от условий сварки, в том числе от пространственного положения соединения. Аргон тяжелее воздуха, в частности, кислорода, и он оседает к земле под действием природных сил притяжения.
 Примерная стоимость баллонов с аргоном разных объемов на Яндекс.маркет
Примерная стоимость баллонов с аргоном разных объемов на Яндекс.маркет
Если необходимо выполнить потолочные стыки, то потребуется замена аргона гелием, который легче воздуха, но также может выполнять защитные функции при выполнении сварочных работ.
Технология сварки меди аргонодуговым способом
С технологической точки зрения, сварка меди аргонодуговым способом, как и другой вид сварки, делится на три этапа:
- подготовительный. На этом этапе необходимо очистить свариваемые поверхности от окислов, загрязнений, обезжирить. После выполнения данных работ следует проверить их на чистоту и состояние и если потребуется, выполнить зачистку вручную или с помощью электроинструмента, после чего повторить процесс очищения от окислов и обезжиривания;
- собственно этап сварки;
- завершающий этап, на котором происходит проверка качества выполненного сварного соединения после зачистки от застывших капель расплавленного металла, а также визуальный контроль качества шва на предмет видимых пор.
На этапе собственно сварки следует выполнить следующие действия:
- если речь идет о ремонте какого-либо медного изделия, необходимо сделать прорезь вдоль возникшей трещины таким образом, чтобы края такой прорези выходили за пределы трещины. Это даст возможность избежать появления новых трещин за пределами отремонтированного участка;
- дуга зажигается только в разделе кромок, что позволит избежать прижогов металла, из которого изготовлено все изделие, и сократит зачищаемые участки;
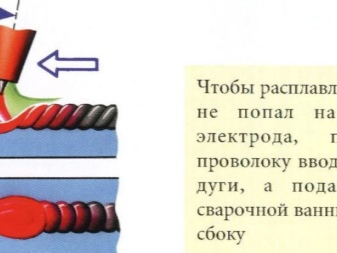
- присадочную проволоку или пруток необходимо вести перед горелкой таким образом, чтобы они равномерно подавались в сварочную ванну;
- движения сварочной горелки должны быть максимально плавными и поддерживать постоянное расстояние от вольфрамового электрода до сварочной ванны;
- в зависимости от толщины деталей, подлежащих сварке, горелка может двигаться вдоль создаваемого шва различными способами: по прямой, если толщина деталей небольшая, либо зигзагообразно, если детали толстые. Если совершаются поперечные движения, это чревато увеличением глубины проплавления кромок и изменениями в формировании сварочного шва;
- если происходит сварка тонкостенных деталей, то, чтобы избежать прожогов металла, необходимо швы выполнять короткими, а между ними делать перерывы по времени для остывания металла;
- если детали собраны без зазора, возможно осуществлять сварку без использования проволоки или прутка. Однако в этом случае следует не перегревать металл, чтобы избежать проседания сварочной ванны вовнутрь;
- в момент окончания сварки необходимо отводить горелку плавно, удлиняя сварочную дугу, что позволит сократить кратер шва;
- если на аппарате имеется функция заваривания кратера шва, то возможно упрощение процесса окончания сварочных работ;
- после завершения сварки необходимо на какое-то время (до тридцати секунд) сохранить подачу защитного газа. Это позволит сохранить остывающий шов в облаке газовой защиты и избежать попадания продуктов окружающего воздуха в расплавленный металл, что сохранит качество шва.
Все о сварке меди аргоном

- Особенности
- Как подготовиться?
- Технология проведения
В строительной сфере и других отраслях промышленности уверенно зарекомендовала себя сварка аргоном. Это можно связать с хорошей эксплуатационной характеристикой материала. Он проявляет стойкость по отношению к коррозии, хорош в балансе пластичности и прочности. Но сам процесс сварки требует достаточной подготовленности, без опыта здесь придется непросто. Можно, конечно, обойтись привычной ручной сваркой, но по эффективности она не сравнится с аргоновой.

Особенности
Для сварки меди либо ее сплавов нужно осуществить качественный прогрев конструкции. Так как теплопроводность материала можно с уверенностью назвать отличной, нужно просто организовать равномерную температуру на всей толщине и поверхности детали.
Хотя равномерный прочный шов, конечно, сделает только опытный мастер.

Особенности сварки меди аргоном:
- процедура выполняется в среде инертного газа;
- аргон защитит область варки от кислородного проникновения, не давая, таким образам, металлам окислиться;
- аргонный способ предохранит сварочную ванну, а также присадочный расплавленный материал;
- чтобы образовать надежный сварочный шов, нужно взять бескислородную или раскисленную медь (чем кислорода меньше, тем успешнее процедура);
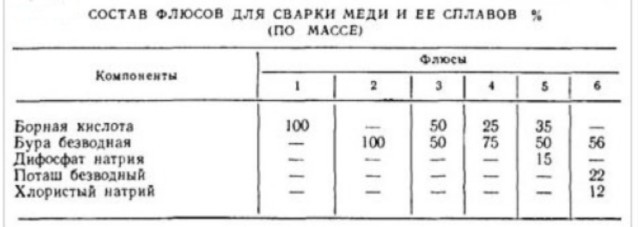
- для более качественной сварки берется флюс.

Аргонодуговая сварка подойдет для соединений конструкций разных по толщине (и крупногабаритных тоже). Перед процедурой дуга разогревается на угольной или графитовой пластинке. Варить можно в разных расположениях: вертикальном, потолочном, нижнем. Сварка меди аргоном специалистами оценивается как самая чистая. То есть пары оксидов в этом процессе фактически не выделяются. В ходе аргоновой сварки на пол не падают раскаленные искры, что важно для сохранности поверхностей. То есть теоретически аргоновую сварку можно проводить даже в жилых помещениях.


Наконец, важным преимуществом аргоновой сварки будет качество процесса и результата. Сваривая медь с аргоном, можно рассчитывать на чистый и аккуратный шов, без подрезов и шлаков.
Аргоном, к слову, на малых токах варят даже тонколистовые медные изделия. Еще один очевидный плюс аргоновой сварки – она позволяет работать даже со сложными металлами, которые невосприимчивы к обычной сварке. Она же дает возможность восстановить прежний объем детали (в данном случае металл наплавляется поверх).

Как подготовиться?
Надо сказать, что медь редко где применяется в чистом виде, что не может не сказаться на сварочном процессе. Примеси в сплаве обеспечивают и высокую текучесть, и большую чувствительность к кислороду, и интенсивное испарение цинка. А еще усложняет процесс высокое термическое расширение в совокупности с высокой же теплопроводностью. Все это усложняет сварку меди в принципе. Потому подготовка к сварке – важнейший этап удачной работы.
Начинается процесс подготовки с качественных зачистных работ. Место соединения следует обработать абразивом, пока не появится характерный блеск. Потом область работы нужно обязательно обезжирить. Чем лучше будет выполнена зачистка, тем качественнее пройдет последующая сварка.



Замечания для сварщика.
- Дефекты сварки превратятся в шлак, потому еще на этапе подготовки нужно их предупреждать.
- При плавлении медь быстро стекает, то есть могут возникнуть проблемы с потолочными и вертикальными швами, так как даже при малом перегреве металл незамедлительно стечет вниз. Устранить это можно обеспечением сварочной ванны малого размера.
- От других металлов медь отличает высокий коэффициент линейного расширения. Медь легко деформируется, на ней быстро образуются горячие трещины. Потому деталь предварительно прогревают в печи либо горелкой.

И немного об обработке кромки вручную. Ошибкой будет применять очень грубую щетку или крупнозернистую насадку – это может деформировать металл.
Опытные мастера напоминают, как надо выполнять травление самой детали и присадочной проволоки.
Травление осуществляется в особом растворе, его сделать можно самому. Основным компонентом такого раствора будет серная, азотная либо же соляная кислота. Ее смешивают с водой и туда отправляются заготовки с проволокой. После завершения травления все хорошо промывается в воде, просушивается горячим воздухом.

Технология проведения
Если верить сварщикам, этот алгоритм наиболее эффективен. Аккуратность и прочность швов – тому доказательство. Аргоном медь варят с помощью вольфрамового электрода на постоянном токе. Для сравнения: сплав алюминиевой бронзы осуществляют на переменном токе.
Внимание! Что можно брать помимо аргона – гелий, азот и их смеси в составе защитных газов. Каждый газ чем-то хорош, чем-то слабее, но аргон в этом списке будет первым.

Важные рекомендации.
- Присадочные прутки подбирают по характеристикам материала. Если речь идет об обычной домашней мастерской, то в дело идут медные провода, которые несложно достать из электрокабеля либо даже трансформатора. Наждачкой медную жилку освобождают от лака, обезжиривают растворителем.
- Присадку всегда нужно вести перед горелкой. Аргоновую сварку толстой меди можно проводить и без той самой присадочной проволоки.
- Чтобы металл сцеплялся лучше, горелку можно вести зигзагами. А вот тонкий материал (во избежание дефектов) варят короткими швами с перерывами. Если не придерживаться такой тактики, могут появиться прожоги.
- Если в сварочном приборе нет функции «заварка кратера», горелку отводить рекомендовано постепенно (с удлинением дуги).


Технология сварки медных труб с помощью аргона такая.
- Предварительно выставить небольшой ток. Саму сварку предстоит вести медленно, раздельными шовными кусочками. Перекрытие должно быть не меньше одной трети. Присадочную проволоку нужно расталкивать боковыми движениями горелки.
- Принцип сварки прост – капнули и растянули, еще раз капнули и растянули. Стоит напомнить, что при выборе сварки сплошным швом, прожог меди может быть вероятным сценарием.
- Прекрасно, если есть возможность приобрести прибор с опцией импульсной сварки. Тогда ток можно выставить и побольше, так организуется быстрое расплавление присадочного материала. А временной интервал между импульсами выстраивается так, что после подачи импульса сама медь успевала остыть. Это такая гарантия отсутствия прожога.

Сварка медных труб, как говорят опытные специалисты, это всегда проба тока. Сразу сказать, каким он будет, вряд ли получится. Пробы рекомендовано проводить на материалах, близких по составу. И не забывать про ступенчатую технологию сварки: это стоит усвоить еще до начала процедуры.
Небольшие провары через интервалы, которые обеспечивают ровный шов без дефектов, являются не просто предпочтительной технологией, но и самой эффективной и безопасной.


Сварка меди – процесс, который неспециалисту может и не покориться. Это аргонодуговая сварка является довольно сложной задачей, осуществление которой требует и опыта, и знаний. Потому привлечение для сварки меди аргоном профессионала будет во всех отношениях более безопасным решением.
К слову, сразу стоит отказаться от идеи холодной сварки: герметики и различные замазки, очень навязчиво преподносимые в рекламе, проблему устраняют только временно. Но соединять стык все равно придется, и вопрос неминуемо сведется к профессиональной помощи. И аргон в этом отношении можно считать лучшим решением.

Как выглядит сварка меди аргоном, смотрите далее.
Как сварить медь аргоном? Особенности технологии
Сварка меди аргоном — это самое эффективное соединение медных сплавов.
Каждому любителю металлообработки приходится сталкиваться с пайкой и сваркой медных изделий. Сегодня рассмотрим, как сваривать медь аргоном!

Немного теории
Медь и её сплав (бронза и никель) ввиду электро- и теплопроводности, антикоррозийности используется во многих отраслях. Точка плавления материала 1083°C. Теплопроводность чистой меди в 2 раза больше по сравнению с алюминием, поэтому, при сварке аргоном необходим хороший разогрев металла.
А вот теплопроводность медного сплава уже поменьше, значит отпадает необходимость повышенного нагрева.
Медь и сплавы подразделяются на несколько марок. Для получения качественного сварного соединения, лучше применять раскисленную или бескислородную медь, в них мало кислорода.
Основные присадочные составы для сварки меди аргоном представленны в таблице.
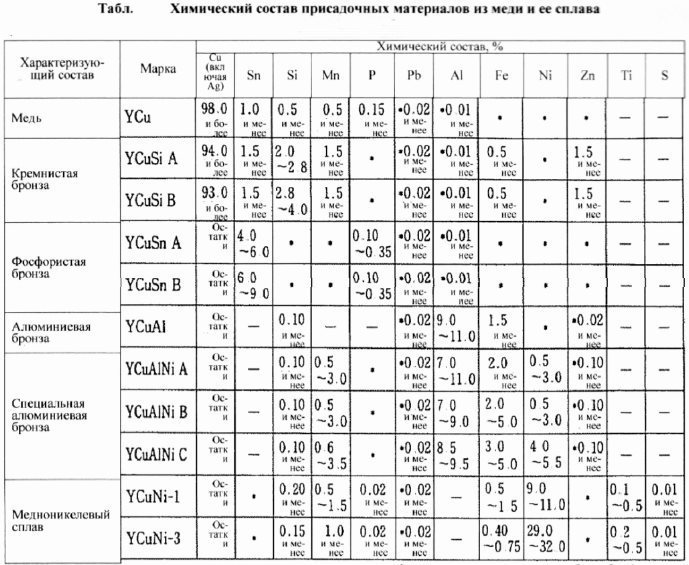
Но на практике, обычно используются аналогичные металлы по составу (что найдется в домашней мастерской).
Также, для лучшего расплава и сплавления металла, применяются прутки с тонким покрытием слоя флюса.
Подготовка материала (очистка)
Сварка меди аргоном не может выполняться без тщательной очистки материала. Берется любой абразивный инструмент и сварное место зачищается до блеска. Далее с помощью любого растворителя обезжиривается материал.

Подойдите ответственно к очистке медных изделий — это влияет на качество соединения.
Чтобы не было деффектов (несплавление, шлаковые включения), выполняйте предварительный нагрев материала до температуры 350-600°C. Разность температуры зависит от основного металла, присадочного и разделки кромок. Определяется опытным путем.
Видео: как подготовить трещину у газового медного радиатора для сварных работ.
Сварка аргоном (режим TIG)
Эта технология по заверениям сварщиков самая лучшая, швы получаются аккуратными и прочными. Сварка меди аргоном выполняется вольфрамовым электродом на постоянном токе. А вот, при сплаве алюминиевой бронзы, соединение лучше производить на переменном токе.
Настройки тока аппарата подбираются в зависимости от толщины изделия и диаметра электрода. Таблица в помощь:
Кроме аргона, можно использовать азот, гелий и их смеси в составе защитных газов. Все перечисленные газы имеют свои плюсы и минусы. Но аргон, все же более востребован для сварочных работ.
Присадочные прутки подбираются по составу материала. Но обычно, в домашней мастерской, применяются медные провода добытые из электрических кабелей или трансформатора. Предварительно, медная жилка очищается от лака наждачкой и обезжиривается растворителем.
Хорошо, если добытая присадочная проволока будет с меньшей температурой плавления, чем приготовленное к сварке изделие.
Некоторые советы бывалых сварщиков:
- присадку всегда ведите перед горелкой;
- сварка аргоном для толстой меди может выполняться без присадочной проволоки;
- горелку рекомендуется вести зигзагами для обеспечения лучшего сцепления металла;
- тонкий материал, чтобы не было прожогов, необходимо варить короткими швами с перерывами;
- если аппарат без функции «заварка кратера», то горелку нужно отводить постепенно (удлиняя дугу);
- сварка аргоном производится в вертикальном и горизонтальном положении шва.
Видео: нагрев и соединение меди.
Сварка медных труб
При соединении медных труб аргоном, ток выставляется небольшой. Сварка ведется медленно, отдельными кусочками шва, с перекрытием не менее 1/3. Присадочная проволока расталкивается боковыми движениями горелки. Принцип простой:
- капнуть — растянуть;
- ещё раз добавить и растянуть.
Если сварка медных труб будет выполняться сплошным швом, то можно получить прожог металла.
Самый лучший вариант, иметь аппарат с функцией импульсной сварки. Ток можно выставить побольше, чтобы присадочный материал расплавлялся быстро. Время между импульсами настраивать так, чтобы медь после подачи импульса успевала остыть (защита от прожога). Также правильно настраивайте время функции — «заварка кратера».
P.S. Сварка медных труб или плоских изделий для каждого материала требует подбора тока методом тыка. Желательно пробы проводить на схожих по составу материалах. Не надо портить деталь, которую надумали сваривать.
Правильно выбранный ток, должен осуществлять хороший нагрев и проплавление медного изделия. Дыр и пор не должно быть. Удачи в освоение техники!
Правила проведения сварки меди аргоном
Сварка меди аргоном востребована в различных отраслях промышленности, строительной сфере. Связано это с эксплуатационными свойствами материала, который обладает высокой коррозионной стойкостью, оптимальным соотношением прочности и пластичности. Однако процесс сварки обладает рядом сложностей, требуют наличия навыков.
 Сварка меди с помощью аргона
Сварка меди с помощью аргона
Свойства материала
Чтобы сварить медь или сплавы на её основе, необходимо выполнять качественный прогрев конструкций. Благодаря отличной теплопроводности достаточно просто обеспечить равномерную температуру на поверхности детали и по толщине материала. Однако получение равномерного прочного шва требует использования определённых навыков.
- при значительном повышении температуры в меди начинают проходить окислительные процессы, в результате которых создаются тугоплавкие фазы повышенной хрупкости, что негативно сказывается на её прочностных и пластических свойствах;
- в ходе охлаждения шва происходит значительная усадка, которая может становиться причиной появления трещин;
- в результате нагрева начинается поглощение газов, повышающие вероятность образования неравномерностей и раковин;
- сварные швы на стыках меди с нержавейкой и другими металлами имеют высокий уровень зернистости, связанной с неоднородностью материалов, соединение становится хрупким и ненадёжным;
- по причине высокой электропроводности на сварочном аппарате требуется выставлять большие токи, что делает бытовые инверторы непригодными для проведения сварных работ;
- из-за высокого уровня текучести металла при нагреве создание швов в вертикальном или потолочном расположении невозможно.
Технология сваривания
Сварка медных деталей выполняется двумя способами:
- газосварка;
- сварка аргоном.
Для газосварки потребуется использование баллона с ацетиленом и горелки. Качество шва полностью зависит от количества пор в материале, поэтому перед проведением работ необходимо выполнить проковку поверхности вблизи линии формирования шва.
Для поддержания горения требуется обеспечить непрерывную подачу газа. Средний расход для сварки конструкций толщиной более 10 мм составляет от 200 л/ч. Массивные детали рекомендуется предварительно прогревать, чтобы шов был прочным и однородным.
Поскольку медь обладает высокой теплопроводностью, то важно обеспечить равномерное остывание конструкций. Для этого со всех сторон конструкции следует обкладывать асбестными листами, делая своеобразный защитный экран.
Чтобы в процессе сваривания не допустить образования окислов или раковин, допускается увеличение скорости перемещения горелки вдоль шва, но движение обязательно должно быть с постоянной скоростью и без разрывов. Расположение горелки относительно поверхности должно быть перпендикулярным.
При толщине материалов более 3 мм необходимо обрабатывать кромки под углом 45 0 . Чтобы металл лучше заполнил стык, его обрабатывают водным раствором азотной кислоты.
После выполнения работ шов требуется проковать при температуре +300 0 С, а также выполнить его отжиг при +500 0 С, затем детали охладить в воде.
Аргонодуговая сварка подходит для соединения конструкций любой толщины, включая крупногабаритные. Сварные работы проводятся при подключении прямой полярности на постоянном токе вольфрамовым неплавящимся электродом. Температура в среднем должна составлять от +300 0 С до +400 0 С.
Перед проведением сварки, нужно разогреть дугу на пластинке из угля или графита. Допустима сварка в потолочном, вертикальном или нижнем расположениях.
 Сварка меди газом
Сварка меди газом
Выбор электродов
Для получения качественного сварного шва необходимо выбрать электрод по диаметру, составу обмазки, особенностям состава материала заготовок. Состав обмазки выполняет защитную роль, так как предотвращает попадание в расплав газов.
При сваривании меди аргоном обмазка и защитные покрытия позволяют создавать специальные плёнки. В покрытии содержатся присадки, позволяющие улучшить шов при контакте материала стержня электрода с металлом конструкции. Шов в таком случае формируется однородным и равномерно застывает, одновременно исключается создание хрупких фаз.
Применяют два вида электродов:
- неплавящиеся, на основе синтетического графита, электротехнического угля, а также других материалов с аналогичными свойствами.
- плавящиеся, создаваемые на основе прутков из меди, чугуна, алюминиевой проволоки, поверх которой наносится специальная обмазка.
Чтобы понять, каким электродом сварить медь, нужно ориентироваться на цвет обмазки:
- красный – для ручной сварки;
- синий – для тугоплавких сплавов;
- серый – для сварки деталей из цветных металлов.
Оборудование
Для аргонодуговой сварки потребуется применение следующего оборудования:
- инверторного аппарата или трансформатора;
- одной горелки или комплекта, в зависимости от сложности работ;
- защитной аппаратуры;
- баллонов с газом;
- компенсационных устройств для регулирования тока.
Аргоновая сварка может выполняться вручную или полуавтоматом. Метод выбирается на основе того, какие сварочные работы планируется проводить, их сложности, технических требований к шву.
Подготовка материала, очистка
Сваривание меди аргоном может выполняться без тщательной подготовки поверхности, достаточно выполнить зачистку абразивным инструментом до блеска, а также выполнить обезжиривание. Однако очистку следует выполнять тщательно.
Для сварки конструкций толщиной 5-12 мм необходимо срезать односторонние кромки , а если более 12 мм – двухсторонние.
 Зачистка перед сваркой
Зачистка перед сваркой
Работы в домашних условиях
В домашних условиях иногда требуется сварка деталей небольших размеров, поэтому для большинства случаев в качестве электродов подойдут обычные медные жилы из проводов. Все этапы работ определяет технология сварки меди:
- Зачищают пруток от поверхностных слоёв лака, окисла, жира или других видов загрязнений. Рекомендуется применять проволоки с минимальным количеством примесей в составе.
- В процессе сварки используют присадки, выполняющие роль защитной среды от контакта металла с воздухом.
- Поджигают горелку, впереди шва ведут присадку, затем электрод, а за ними выполняется прогрев. Движения горелки должны быть по спирали в сторону формирования шва.
При сварке толстых деталей рекомендуется расплавлять основной металл конструкций, но основе которого и формировать соединение. В таком случае шов получается чистым и аккуратным. При этом присадки не используют.
В среде аргона качество шва достигается при вертикальном положении шва и горизонтальной проварке.
Сваривание тонких деталей выполняется ступенчатым образом. Способ заключается в выполнении проварок через определённые интервалы, а затем заваривают пропущенные участки до того момента, пока не получится равномерный и качественный шов.
Настройка аппарата
Чтобы добиться качества соединительного шва, нужно тщательно подбирать параметры сварочных аппаратов. Необходимо варить чистую медь на постоянном токе вольфрамовыми электродами в защитной аргоновой среде. Сплавы рекомендуется сваривать на переменном токе.
Начинающим или неопытным сварщикам рекомендуется использовать сварочные аппараты, на которых доступен выбор стандартных сварочных программ. Это позволит сократить количество бракованных деталей и повысить эффективность работ.
Настройки по току подбираются в зависимости от следующих критериев:
- толщины металла;
- диаметра проволоки электрода;
- типа и диаметра присадочного прутка.
Кроме аргоновой среды допустимо использовать азотную, гелиевую, а также смеси защитных газов. Аргон эффективен и потому применяется чаще остальных газовых смесей.
Особенности сварки меди аргоном
Несмотря на то, что сварку меди можно произвести привычной ручной сваркой, с помощью металлических или угольных электродов, в последнее время, чаще всего используется — [высокоэффективная сварка меди аргоном].
Универсальная аргоновая сварка позволяет без проблем варить крупногабаритные и мелкие детали из меди.
Как известно, из-за высокой тепло- и электропроводимости, а также высокой стойкости к агрессивным средам и коррозии медь применяют в энергетическом и химическом машиностроении.

А так как медь – очень хороший проводник, то и работа с ней требует довольно специфичного оборудования.
Сварка аргоном производится при прямой полярности и постоянном токе с помощью вольфрамового неплавящегося электрода. Температура аргонно-дуговой сварки должна достигать 300-400 градусов.
Прежде чем начать варить, дугу следует нагреть на графитовой или угольной пластинке. Не рекомендуется зажигать дугу сразу же на изделии, которое вы будете варить – это загрязнит электрод.
Необходимо помнить, что сварка меди аргоном осуществляется в вертикальном, потолочном или нижнем положениях.
Особенности работы с медью
Хотя сварку медных деталей можно производить с помощью специальных электродов, все-таки для этих целей лучше всего использовать неплавящиеся электроды из вольфрама.
Такие электроды хорошо «проваривают» швы, в отличие от сварки обычными электродами, они получаются прочными, ровными и чистыми.
Так как во время сварочных работ используется смесь газов: аргона и азота, то для безопасности сварка должна производиться только специально подготовленным сварщиком.
Вольфрамовые неплавящиеся электроды бывают нескольких видов: ЭВЛ и ЭВИ. ЭВЛ – это лаптанированные электроды, а ЭВИ – итерированные электроды.
Для сварки деталей из меди с помощью аргона используют именно итерированные электроды из вольфрама. Если толщина медных деталей свариваемых аргоном превышает 5 мм, то применяют обязательную разделку кромок.
Без разделки кромок всю толщину металла невозможно будет прогреть, так как медь обладает высокой теплопроводностью.
Следует знать, что для металла толщиной 5 – 12 мм используют одностороннюю разделку, а если толщина металла больше указанной, то разделывают обе кромки обрабатываемой детали.
Качество сварного шва также зависит от примесей, содержащихся в меди – чем чище медь, тем качественней шов. Кроме вольфрамовых электродов, также используется еще и присадочная проволока.
Присадочная проволока изолирует свариваемые детали от кислорода, который все же попадает в область сварки.
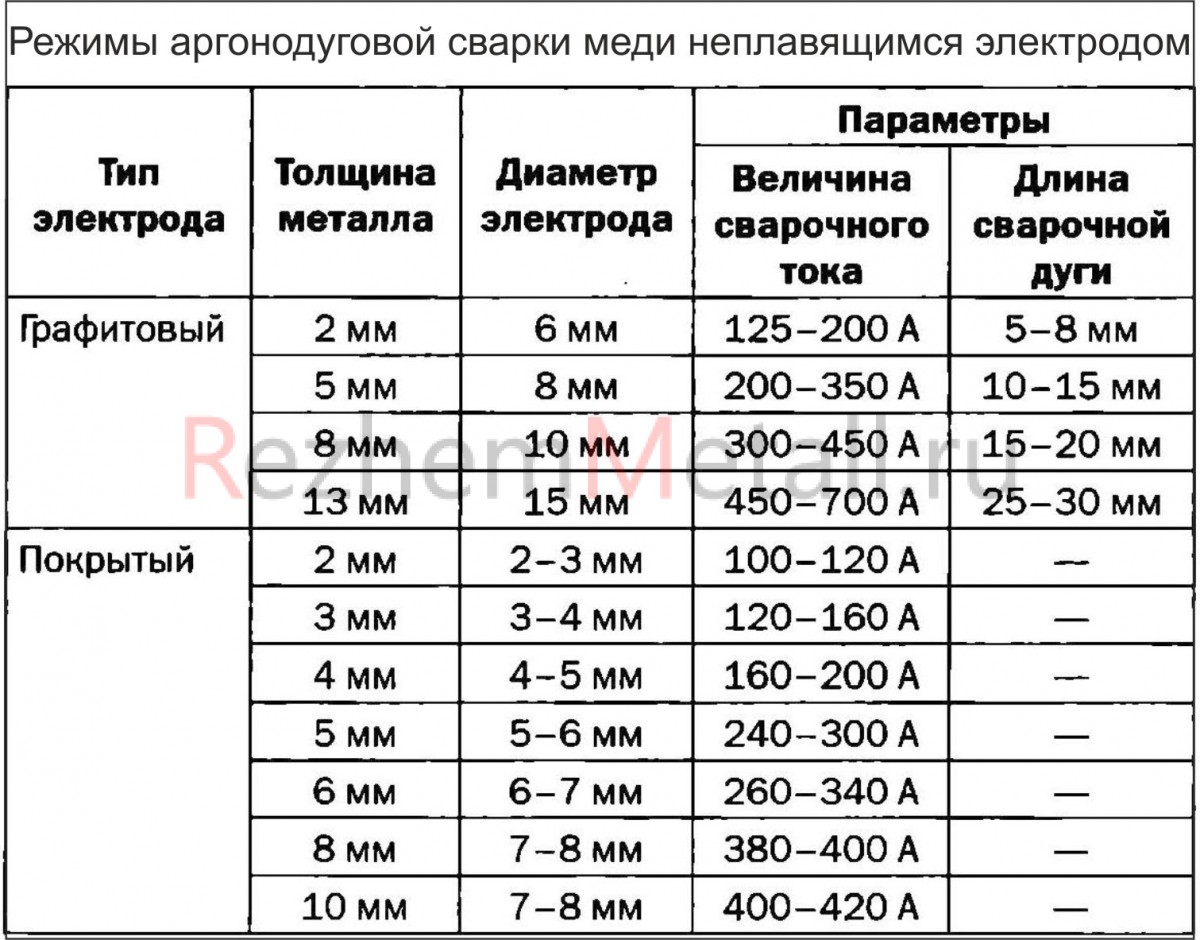
Таблица режимов сварки меди
Материал присадочной проволоки непременно должен соответствовать составу того металла, который предполагается варить..
В качестве присадки можно взять медную проволоку, которая содержит большое количество марганца. С одной стороны марганец надежно связывает поступающий в область сварки кислород, но с другой – примеси марганца снижают прочность сварного шва.
Поэтому в качестве присадки лучше всего использовать проволоку с содержанием каких-либо редкоземельных материалов.
Такие материалы полностью удаляют из швов кислород, но при этом не остаются в составе шва, как примеси марганца.
К сожалению, присадочная проволока из редкоземельных материалов весьма дорога, из-за чего немногие решаются ее использовать, отдавая предпочтение недорогой медной проволоке.
Преимущества использования аргона при работе с медью
Как уже говорилось выше, сварка меди аргоном считается самой чистой. При такой ее разновидности — почти не выделяются пары оксидов.
Во время аргоновой сварки на пол не падают раскаленные искры, которые могли бы повредить полы и настенные покрытия.
Таким образом, сварку аргоном можно проводить даже в жилых помещениях, не боясь при этом что-либо испортить или испачкать.
Еще одно неоспоримое преимущество аргоновой сварки – это качество. При сварке меди аргоном шов получается чистым и аккуратным, без шлаков и подрезов.
С помощью аргона можно на малых токах варить даже тонколистовые 0,5 мм изделия из меди.
К тому же, аргоновая сварка позволяет работать со сложными металлами, которые не поддаются обычной сварке, а также восстанавливать прежний объем детали, наплавляя металл поверх нее.
Если у вас есть определенные знания в этой области, то можете произвести все работы самостоятельно, но перед этим — рекомендуется посмотреть видео сварки меди аргоном и приобрести соответствующее оборудование.
Для домашнего использования идеально подойдет специальное многофункциональное оборудование.
Если же планируется больший объем сварочных работ, например, на производстве, то в данном случае потребуется приобрести несколько аппаратов, которые обладают разными функциональными возможностями.
Технология сварки меди аргоном
 Медь можно варить различной сваркой, но использование для этой цели защитных газов, инертных в отношении меди, делает сварные соединения более надежными и устойчивыми к коррозии. Используемые газы — аргон, азот и гелий. Данные газы с медью не взаимодействуют.
Медь можно варить различной сваркой, но использование для этой цели защитных газов, инертных в отношении меди, делает сварные соединения более надежными и устойчивыми к коррозии. Используемые газы — аргон, азот и гелий. Данные газы с медью не взаимодействуют.
Поскольку гелий является дорогим газом, то наибольшее распространение получили аргон и азот. Рекомендуется использовать сочетание этих газов в соотношении 3: 1. Сварка меди аргоном производится либо плавящимися, либо неплавящимися (вольфрамовыми) электродами. Электроды из вольфрама использовать предпочтительнее, так как швы выходят более чистые и прочные.
Данный вид сварки позволяет выполнять работу даже при незначительной толщине медного изделия. Ни один другой вид сварки не в состоянии надежно соединить изделия толщиной 0,5 мм.
- Присадочная проволока
- Подготовка поверхностей перед сваркой аргоном
- Порядок проведения сварочных работ
Присадочная проволока
Для сварки медных изделий различной толщины используют присадочную проволоку, изготовленную из меди или ее сплавов. Состав присадки должен соответствовать составу основного металла.
Присадочная проволока частично ограждает место сварки от кислорода. Для этого в состав проволоки вводятся различные раскислители, например, марганец, способный связывать кислород.
Однако содержание большого количества марганца делает шов более хрупким.
Можно, конечно, использовать проволоку, содержащую примеси редкоземельных металлов. Такая присадка отлично нейтрализует кислород и полностью выводится из шва. Но ее использование слишком дорого.
Подготовка поверхностей перед сваркой аргоном
Сварки деталей из меди с помощью аргона требует проведения подготовительных работ. Это касается кромок свариваемых изделий. Если толщина меди превышает 5 мм, то без  подготовки очень сложно будет прогреть всю толщину металла. Процесс подготовки кромок называется разделкой. При этом если толщина металла не превышает 12 мм, то проводят одностороннюю разделку. При большей толщине необходима разделка двухсторонняя. Для разделки кромок используют напильник, наждачную бумагу или шлифовальную машину.
подготовки очень сложно будет прогреть всю толщину металла. Процесс подготовки кромок называется разделкой. При этом если толщина металла не превышает 12 мм, то проводят одностороннюю разделку. При большей толщине необходима разделка двухсторонняя. Для разделки кромок используют напильник, наждачную бумагу или шлифовальную машину.
Разделку выполняют до «свежего» металла. Такой же обработке подвергается и присадочная проволока. Если поверхности деталей были загрязнены, то перед механической обработкой следует их очистить тканью, смоченной в ацетоне или каком-либо другом растворителе.
Порядок проведения сварочных работ
Аргонная сварка меди неплавящимися электродами производится постоянным током, при прямой полярности. Электрод располагают в плоскости шва, с уклоном назад порядка 70 градусов. Когда толщина свариваемых изделий превышает 5 мм, для улучшения качества сварки применяют предварительный нагрев изделий до температуры около 300-500 градусов.
Чем большей массой обладают изделия, тем больший прогрев им необходим.
Учитывайте высокую теплопроводность меди. Металл очень быстро отдает тепло, поэтому работать следует достаточно быстро.
Если толщина детали составляет менее 4 мм, то можно обойтись без присадочной проволоки, выполнив отбортовку детали. Если присадочная проволока используется, то желательно, чтобы температура ее плавления была чуть ниже, чем температура плавления свариваемых деталей.
Поскольку прочность и пластичность меди снижаются при увеличении температуры свыше 200 градусов, на поверхности сварных швов могут появляться трещины. Поэтому медные изделия не рекомендуется жестко закреплять. Также специалисты не советуют проваривать швы в 2 прохода, что может ухудшить качество первоначального шва.
- Быстрый ремонт труб с помощью хомутов без сварки
- Обслуживание холодильного оборудования: как избежать поломок и лишних расходов
- Поверка штангенциркулей: как обеспечить точность измерений и избежать дорогостоящих ошибок
- Промышленная роботизация производства
- Качественная спецодежда: как проходит сертификация