Как заварить медную трубку?
Как заварить медную трубку?
Технология пайки медных труб в домашних условиях: работа в 9 простых шагов
Водопроводная разводка или системы отопления из медных труб обходятся недешево, но они прочны и долговечны. Поскольку медь обладает высоким коэффициентом теплопроводности,хорошими антикоррозийными и антибактериальными свойствами, трубопровод из нее эффективен и долговечен. Пайка меди в домашних условиях не представляет сложности:на трубы надевается раструб-муфта, а затем шов герметизируется. Вместо использования раструба иногда расширяют конец одной трубы и вставляют в нее другую. Такое соединение удобно тем, что для него не требуется фитингов, а срок службы равен длительности жизни самих труб.
- Подготовка к пайке меди с алюминием, латунью, нержавейкой, железом
- Необходимые материалы и приспособления: олово и другие
- Процесс пайки
- Как правильно паять медь газовой горелкой
- Пайка паяльником в домашних условиях
Подготовка к пайке меди с алюминием, латунью, нержавейкой, железом
Подготовительный период, включающий в себя приобретение необходимых приспособлений, материалов, средств индивидуальной защиты, и сама процедура паяния.
Существуют два способа припаять медь к меди: высоко- и низкотемпературный. Первый предполагает нагрев металла до 900°C, применяется для трубопроводов с большим давлением или температурной нагрузкой.Для высокотемпературной пайки используются предназначенные для этого материалы: твердый припой в виде стержней(температура плавления такого припоя около 900°C) и твердоплавкий флюс.
Для того чтобы паять медь низкотемпературным методом, достаточно нагрева металла до 600°C (чаще 300–380°C), что достижимо в бытовых условиях. Для процедуры используют мягкий припой для пайки меди и латуни в виде проволоки или прута сечением до 3 мм и более плавкий флюс. Припой представляет собой сплав олова, которого более 97%, с другими металлами: медью, селеном, серебром, сурьмой.
- Для чего нужен флюс.Правильно паять медные трубы можно только с флюсом – специальным пастообразным составом (с хлоридом цинка), который наносится на поверхность соединяемых участков трубы широкой полосой. Он выполняет несколько функций:
- предотвращает процесс окисления металла, удаляя кислород;
- улучшает сцепление припоя с медью;
- является индикатором достаточного нагрева металла, сигнализирует, когда следует поднести припой и спаять медь;
- способствует равномерному растеканию припоя по стыку.
- Техника безопасности. При всей простоте процесса, паять медные трубы нужно с соблюдением правил безопасности. Опасность ожогов несет не только само пламя горелки, но и нагретый металл. Медь хорошо проводит тепло, поэтому в процессе работы сильно нагревается не только участок, на который кладут припой и проводят сварку, но и вся труба, а остывает она медленно. Если требуется спаять медные трубки, которые еще не встроены в систему трубопровода, то подготовка включает размещение их на невозгораемых опорах, где они смогут остывать долгое время. Прежде чем трогать спаянный металл с места, следует дождаться полного остывания.

Непосредственную опасность представляет открытое пламя горелки, поэтому приобретать нужно такой инструмент, с которым удобно работать: желательно с подвижным соплом на длинном шланге
Необходимые материалы и приспособления: олово и другие
Инструменты для работы с медными трубами требуются следующие:
- труборез, ножовка по металлу или болгарка с тонким диском;
- фаскосниматель;
- труборасширитель (экспандер);
- паяльный флюс;
- припой;
- паяльник для меди,например,пропановая горелка для пайки медных труб;
- перчатки прорезиненные;
- бумажные салфетки.
Для отрезания трубы пользуются труборезами различных размеров. У образцов покрупнее большой радиус разворота, ими неудобно пользоваться в труднодоступных местах, поэтому если есть необходимость отрезать участок на готовом смонтированном водопроводе, используют маленький труборез. Отрезать трубу можно ножовкой по металлу или болгаркой с тонким диском, но более качественный срез получится только при помощи трубореза.
После того как труба отрезана, зачищают заусеницы. Это нужно для того, чтобы не было завихрения потока жидкости в системе. Когда нет препятствий, водопровод не испытывает нагрузок и работает как часы.
Перед тем как сварить медь, концы трубы полируют мелкозернистой шкуркой, которую можно приобрести в хозяйственных магазинах. Зачищают обе поверхности, готовящиеся к пайке.Иногда для этих целей используют маленькие щеточки-ершики диаметр которых Ø 22 мм, они подходят почти ко всем трубам. Для зачистки ножка ершика вставляется в шуруповерт или дрель, при помощи которых процесс осуществляется быстрее и качественнее.
На зачищенную отглаженную наружную поверхность наносят флюс – состав, препятствующий процессу окисления меди.
Совет.Удобнее использовать в работе флюс серого цвета. При нагреве он изменяет цвет, достигнув нужной для пайки температуры, становится оловянного оттенка. Визуально легко определить, когда металл нагрелся, и можно паять медь. Если флюс белого цвета, то при нанесении он сразу становится прозрачным, поэтому трудно определить момент, когда нужно подносить припой.
Перчатки для защиты рук используют прорезиненные, так как при отрезании меди и заусениц образуется много мелких металлических элементов, впивающихся в кожу как занозы.Кроме того, при зачищении дрелью поверхности, вращающаяся щетка зажевывает тряпочные перчатки.
Чтобы правильно паять медь,нужно учитывать, что с момента зачистки и нанесения флюса до пайки должно пройти не более получаса, иначе зачистку нужно повторить заново. Если флюс наносится кисточкой, на поверхности не должно оставаться щетины или волосков от нее – в противном случае соединение не будет герметичным,и после подачи воды трубопровод потечет.
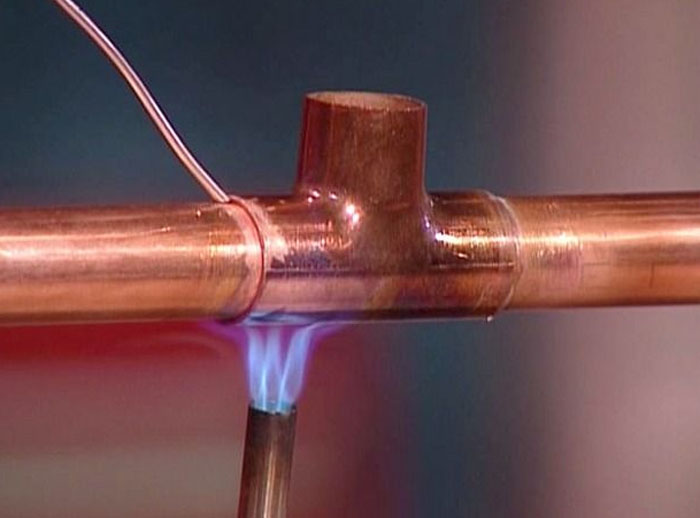
После вставки трубы в раструб, остатки флюса полностью не убирают салфеткой, он остается на соединении в виде кромки 1–2 мм, а припайке припой затягивается внутрь – срабатывает капиллярный эффект. Сначала горелкой нагревается стык, при этом влага, находящаяся между стенками, выпаривается. Затем горелка подносится второй раз, постепенно медь нагревается, а флюс приобретает оловянный вид. В этот момент на лицевую сторону кладется припой, происходит пайка, при этом расплавленный сплав стекает вниз, на изнаночную сторону, застывая в процессе движения. Образующиеся снизу лишние свесы металла отделяются сами. Паять медь можно разными способами.
- труба нарезается на отрезки необходимых размеров, которые для удобства маркируются – подача или обратка;
- с края снимается фаска;
- зачищаются края на 2 см: внешние на трубе, а также внутренние в раструбе;
- полосой по зачищенным поверхностям (внешней и внутренней) наносится флюс;
- соединение собирается: труба вставляется в раструб;
- излишки флюса снимаются бумажной салфеткой, но не полностью – оставляется кромка 1–2 мм;
- зажигается горелка, пламя подносится к месту соединения;
- поверхность нагревается 10–15 секунд до определенной температуры – флюс должен приобрести оловянный цвет;
- припой кладется сверху соединения, при нагревании он будет втянут в стык, растечется по шву, заполняя его.
Если стык соединения не был очищен от щетины или пыли,ив результате протекает паянный шов медной трубы водопровода, то восстановить герметичность можно одним из двух методов:
Как правильно паять медные трубы – материалы и инструменты, правила выполнения работ
Использование труб из меди и ее сплавов давно уже не выглядит чем-то необычным при обустройстве современных отопительных систем: таким образом все чаще оснащаются магистрали по транспортировке воды и газа, современные системы кондиционирование воздуха и холодильные установки различного типа. Проводя монтажные работы, важно знать, как правильно паять медные трубы.

Как соединяют медные трубы
При формировании неразъемных соединений из изделий данного типа в основном используется пайка. Этот давно известный метод стыковки медных изделий реализуется за счет насыщение контактной зоны специальным расплавленным сцепляющим раствором – припоем.

Изучая то, как спаять медные трубы, важно помнить, что для надежного сварочного контакта температура плавления припоя должна лишь немногим уступать аналогичном параметру соединяемых трубок. Проводя самостоятельную пайку медного трубопровода, важно соблюдать особенную аккуратность. Лучше всего перед этим хорошо изучить технологию, как сваривать медные трубы.
Достоинства сварного метода соединения медных труб
Медные сварные соединения имеют множество положительных отзывов относительно своей надежности, что делает их еще популярнее.
Среди наиболее значительных положительных качеств медной пайки можно выделить следующее:
- Сварные медные изделия получаются очень прочными и долговечными.
- Медь относится к наиболее простым в обработке и доступным материалам.
- Сварочный контакт имеет очень значительный простор при выборе наиболее подходящих условий – т.н. «регулировка режима сварки».
- Обустраивая соединение методом пайки, нет необходимости в наличии стандартных переходников и фитингов. Таким образом достигается заметная экономия финансов при организации системы отопления.
Какая бывает пайка, и какой инструмент необходим
Проводя специальные операции по свариванию труб разного сечения, в основном применяют такие температурные режимы:
- Высокотемпературный. Предусматривает термический прогрев участка плавления до +900 градусов. Обычно таким образом паяют заготовки, находящиеся под постоянными нагрузками.
- Низкотемпературный. Этот режим особенно подходит для бытового применения. Рабочая температура по линии контакта обычно не превышает в этом случае +450 градусов.

Чтобы процесс соединение трубок методом пайки происходил максимально комфортно, для этого понадобится наличие следующего инструмента:
- Специального захвата-трубореза, для получения ровного среза трубы по месту ее будущей стыковки.
- Оборудования для снятия фасок и удаления заусенец.
- Особенного расширительного приспособления, с помощью которого проводится подготовка места стыковки нужной глубины. Этот показатель обычно соотносим с диаметром стыкуемых труб.
- Сварочного аппарата или газовой горелки. Они и служат инструментом для пайки труб из меди.
- Термического фена, который быстро разогревает стыковочные участки до +650 градусов. Применяется в тех случаях, когда работа проводится легкоплавким припоем. Данный сварочно-разогревающий аппарат дает возможность достигать простого соблюдения требуемого температурного режима по месту пайки, с возможностью поддержки его в требуемых пределах. Как правило, в комплектацию приспособления входят сменные насадки, дающие возможность направлять горячий воздух строго на нужный участок трубопровода.

Перед тем, как варить медные трубы, важно узнать, какие именно рабочие материалы следует применить в качестве рабочих припоев. Характеристики тугоплавкости позволяют разделить их на твердую и мягкую категорию. Читайте также: «Как выполняется соединение медных труб с пайкой и без неё».
Припои для пайки в домашних условиях
Такое название используется для обозначения припоев с высоким уровнем тугоплавкости. Внешне они имеют вид длинных стержней с произвольным профилем, что очень удобно в том случае, когда металл разогревают непосредственно в области пайки до температуры +900 градусов.
Такой режим позволяет получить паяный контакт высокой степени качества и надежности. Область применения данных паяльных материалов – ремонтно-восстановительные работы на особо ответственных магистралях. Таким же образом ремонтируются промышленные кондиционеры и специальное холодильное оборудование. Читайте также: «Как выполняется пайка медной трубы и что для этого нужно».

Чаще всего речь идет об использовании самофлюсующихся медно-фосфорных составах, в состав которых входят добавки типа Cu94 P6 и Cu92 P6 Ag2. Добавку серебра или фосфора (6%) практически невозможно заметить, однако она способствует быстрому понижению рабочей температуры плавления до отметки +750 градусов. При этом показатель фактического расширения используемого материала практически идентичен аналогичным параметрам меди. За счет этого соединение получается прочным и надежным. Читайте также: «Какой припой для пайки медных труб лучше использовать, виды и особенности материалов».
Что касается т.н. «мягких» припоев, то с их помощью проводится низкотемпературная обработка медных изделий в домашних условиях. Чаще всего они выглядят, как очень тонкие проволочки, изготовленные на основании олова, свинца, цинка и их сплавов. Такая форма припоя очень удобна при решении вопроса, как спаять медные трубки в домашних условиях.
Как правильно паять, используя флюс
Чтобы самостоятельно паять медные трубки, важно максимально упростить этот процесс. Специально для этого практикуется применение специальных пастообразных или жидких веществ, называемых флюсами.
Для того, чтобы проводимая операция с медью была успешной, важно правильно подобрать наиболее подходящий для этих целей флюс. Как и в случае с припоями, данный тип материалов бывает низкотемпературным, с максимальной степенью нагрева (+450 градусов), и высокотемпературным. Читайте также: «Как паять медные трубы – инструменты, материалы, правила пайки».

При помощи данных химических реактивов могут достигаться следующие цели:
- Перед тем, как сварить медную трубку, с зоны пайки удаляются вредные окислы и другие препятствующие качественному соединению вещества.
- Рабочая зона получает дополнительную защиту от кислородного воздействия, которым обычно богата окружающая среда. Этим самым используемые для пайки вещества сохраняются от вступления в ненужные в данном случае химические реакции.
- Флюсы очень удобны для формирования наиболее подходящих условий, позволяющих припою максимально равномерно распределяться по всей области стыковки. Как результат, медное соединение получает необходимую стойкость к термическому и вибрационному воздействию, что предохраняет его от появления пропусков и протечек.
- Степень адгезии медной трубы и припоя, благодаря содержащимся в составе флюсов компонентам, достигает необходимого уровня качества. Особенно это важно в том случае, если магистраль переживает воздействия на разрыв.
Соблюдение нужной температуры во время работы позволяет разогретому припою равномерно покрывать все части соединяемых заготовок, что обеспечивает соединению нужную степень надежности. Когда зона пайки остынет, ее очищают от всех излишков припоя.
Особенности проведения сварки медных труб: виды припоя
Инженерные коммуникации, которые изготавливаются из меди, пользуются огромным спросом, так как обладают большим количеством преимуществ, среди которых можно отметить наличие внушительного срока службы, высоких эксплуатационных свойств, способности выдерживать резкие перепады температуры, устойчивости к высоким нагрузкам. Именно поэтому такие трубы применяют в самых различных областях промышленности, например, в строении самолетов, но и в быту они очень пригодны.
Использование оборудования для пайки
Для пайки трубок из меди своими руками потребуется не только использовать специальные установки, но и соблюдать особые условия, что позволит выполнить процесс максимально качественно. Пайка посредством твердого припоя будет эффективной только в том случае, если температура нагрева будет более 425 о С. Однако она не должна превышать температуру плавления элементов, которые стыкуются.
 При пайке медных труб нужно соблюдать правила техники безопасности
При пайке медных труб нужно соблюдать правила техники безопасности
Что касается пайки при помощи мягкого припоя, то в этом случае температура должна быть ниже 425 о С.
Между деталями, которые спаиваются, должно быть минимальное расстояние, за счет чего можно будет сделать определенные капиллярные силы, равномерно распределяющиеся припоем по периметру свариваемого соединения.
Чтобы заварить медную трубку, можно использовать различный припой:
- Стандартный вариант является наилучшим, однако только если речь идет не о спаивании медных труб, предназначенных для системы подачи питьевой воды.
- Мягкий припой можно использовать, когда проводится соединение трубки из меди с латунными фитингами.
- Припой твердого вида можно использовать при применении такой технологии, как капиллярно-щелевая. Он подойдет для монтажа трубопровода под горячую и холодную воду, а также для систем отопления, газоснабжения, кондиционирования и холодильных установок. При работе с таким припоем не нужно использовать фитинги.
Если есть необходимость в применении самофлюсующегося припоя, то используют медно-фосфорное соединение, но важно помнить о его хрупкости. Серебряный состав схож по своим характеристикам с предыдущим.
Сварка своими руками
Для того чтобы сваривать изделия в виде никелевых труб, можно пользоваться аргоном, а вот монтаж систем из медных трубок проводится посредством представленных ниже инструментов.
А именно:
- Труборез, подобрать который можно отталкиваясь от габаритов системы, а также от того, где он будет использоваться. К примеру, при работе в труднодоступных местах стоит выбирать малогабаритное приспособление. Стоимость напрямую зависит от диаметра, и чем он будет больше, тем, соответственно, выше она поднимется.
- Фаскосниматель, посредством которого проводится снятие края с заготовки. Это необходимо, чтобы обрезаемый кончик не покрылся заусенцами и заломами. Это устройство бывает двух видов: в виде карандаша или округлого корпуса. Последний считается максимально удобным для эксплуатации, однако использовать его можно только для трубы с маленьким диаметром.
- Турборасширитель, за счет которого можно осуществить расширение кончика, чтобы монтаж проводился без применения фитингов. Для выбора расширителя нужно учесть то, каким максимальным диаметром будет обладать применяемая заготовка.
 После качественной сварки шов практически не видно
После качественной сварки шов практически не видно
Главное условие использования заключается в том, из какого материала сделаны трубы, и он должен быть мягким. В противном случае перед расширением нужно их прогреть.
Контактная сварка меди
Чтобы сварить трубопровод из меди, используется контактная сварка, и для нее требуется применение молибденовых или же вольфрамовых электродов. Так как у меди слишком низкие литейные характеристики, технология, при которой проводится работа, должна выполняться с применением высококачественного присадочного материала. При использовании сварочного аппарата главное — не забывать про технику безопасности.
Важно! Для создания качественного шва именно контактной сваркой на изделиях из меди желательно, чтобы присадочным материалом была чистая медь с добавлением раскислителя.
Именно так можно добиться положительного результата.
При спаивании заготовок из меди требуется соблюдать правила:
- При условии сопровождения процесса соединения выделением токсичного газа или дыма все работы проводятся только с эффективно обустроенной системой вентиляции.
- К таким процессам относится пайка с припоем, в котором содержится кадмий, а также пайка с применением флюса, сделанного на основе фтористого соединения.
- Работая с газовыми горелками, важно быть особенно осторожными. То же самое относится и к устройствам в виде одноразовых баллонов, а также аппаратов, снабженных стандартным ацетилен-кислородным баллоном.
 После сварки нужно дать время шву остыть
После сварки нужно дать время шву остыть
Не стоит забывать про средства индивидуальной защиты в виде спецодежды, очков, перчаток и респираторов.
Создание медного трубопровода
Чтобы создать медный трубопровод своими руками, потребуется запастись оборудованием, изучить технику безопасности и, естественно, придерживаться ряда правил.
Рекомендации:
- Для эффективности проведения процедуры сваривания нужно, чтобы пламя на горелке было мощным. Это позволит добиться максимального нагрева каждой из соединяемых деталей, а также зачистить место соединения.
- Перед тем как проводить сваривание всех металлических поверхностей, нужно очистить места стыкования. Однако чистку проводят без нарушения целостности металлоконструкции.
- Поверхность материала стыкуется, так как сварка грязных и необезжиренных деталей категорически запрещена.
 Если вы не уверены в своих силах, то для сварки медных труб лучше обратиться к профессионалу
Если вы не уверены в своих силах, то для сварки медных труб лучше обратиться к профессионалу
Перед выполнением нагрева нужно проверить параметры изделия, а также зазора между ними с взаимным расположением. Если зазор меньше, чем требуется, то стоит воспользоваться труборасширителем со специальной насадкой нужного диаметра. Если для соединения двух деталей из меди используется капиллярная пайка, то флюс не понадобится, при условии с работой медно-фосфорного припоя. В противном случае флюс наносится в маленьком количестве. После того, как работа завершена, нужно удалить его остатки.
При пайке трубы должны нагреваться максимально равномерно до нужной температуры. Нельзя превышать температуру плавления, так как заготовки будут попросту испорчены.
При спаивании цикл нагревания соединяемых деталей должен быть кратчайшим. Лучше исключить повторный нагрев охлажденной заготовки, так как это снизит характеристики и свойства труб. При пайке припоем его нужно наносить максимально равномерно между двумя деталями. Чтобы получить равномерное распределение, нужно прогреть шов газовой горелкой.
В целом выполнение сварки не слишком сложное, но только при условии четкого соблюдения инструкции. Для того чтобы соединить несколько заготовок в единую целую сеть, потребуется сварка, для чего используется специальное оборудование.
Особенности сварки медных труб и нюансы осуществления технологических процессов за счет особенностей материалов
Существует немало способов получения неразъемного соединения медных труб: газовая сварка, электродуговая сварка, пайка. Каждый из способов обладает своими плюсами и минусами, выбор будет зависеть от места проведения сварки, вида изделий, способа соединения, степени оснащённости и подготовки к сварке.
Правила подготовки медных труб
Свариваемость меди зависит от наличия примесей в металле. Чистая медь обладает наилучшей свариваемостью. Расплавленная медь очень хорошо окисляется, а при охлаждении образуются пузырьки газов из воздуха. Эти пузырьки создают большое внутреннее давление, что приводит к образованию трещин. В связи с этим необходимо тщательно следить, чтобы на свариваемых торцах не было влаги, а также обеспечивать хорошую защиту расплавленного металла в процессе сварки.
Подготовка к сварке будет аналогичной для различных способов. Перед началом сварочных работ следует подготовить кромки свариваемых труб:
Сборка труб осуществляется с помощью центраторов – приспособлений, позволяющих прочно зафиксировать концы труб в одной оси. При отсутствии центратора или невозможности его использования трубы можно расположить на сварочном приспособлении и закрепить их струбцинами. При сборке необходимо соблюсти небольшой зазор между свариваемыми кромками. При отсутствии зазора есть вероятность несплавления кромок внутри трубы, при большом зазоре расплавленный металл сварочной ванны будет вытекать вовнутрь трубы.
Газовая сварка
При применении газовой сварки следует учитывать высокую теплопроводность меди. Пламя сварочной горелки должно иметь повышенную мощность.
Перед сваркой необходим прогрев свариваемых кромок. Во время сварки пламя должно быть нормальным: избыток ацетилена приведёт к образованию пор и трещин, а окислительное пламя приводит к окислению металла шва.
Нагрев сварочной ванны следует производить восстановительной зоной пламени в месте наибольшей температуры. Для уменьшения охлаждения рекомендуется укрывать трубы пористым негорючим материалом около места сварки. Мундштук горелки располагают под углом 80-90 градусов к поверхности шва. В процессе сварки нагретый конец присадочного прутка окунают во флюс и переносят его в сварочную ванну, тем самым обеспечивая защиту расплавленного металла. Сварка ведётся без перерывов в один проход.
Сварка плавящимися и неплавящимися электродами
При применении сварки плавящимся электродом используют электроды со стержнем из меди и обмазкой, обеспечивающей защиту сварочной ванны от воздействия окружающего воздуха. Сварка выполняется постоянным током обратной полярности на максимально возможной короткой дуге. Сварочный ток подбирают в зависимости от толщины стенки трубы и диаметра электрода.
При применении сварки меди в среде защитных газов неплавящимся электродом больше всего подходит импульсная сварка. Это уменьшает риск прожога металла, обеспечивает стабильный процесс сварки и хорошую структуру сварочного шва.
Сварка ведётся постоянным током прямой полярности. Применяется присадочный пруток из чистой меди. В качестве защитного газа используют в основном аргон, но при необходимости в роли защитного газа могут быть гелий, азот или их смеси.
При применении угольного или графитового электрода в качестве присадочного прутка применяют чистую медь. Сварку производят постоянным током прямой полярности, длина дуги должна составлять около 10 мм. В качестве защиты сварочной ванны используют флюс, нанесённый на кромки, а также на присадочный пруток.
При применении автоматической сварки в качестве защиты расплавленного металла шва используют защитные газы или порошковый флюс. Режимы и скорость сварки выбирают исходя из толщины свариваемых стенок. Ток постоянный прямой полярности. Сварочная проволока изготавливается из чистой меди. При сварке толстостенных труб требуется предварительный подогрев.
Пайка медных труб как способ соединения
При применении пайки чаще всего используют специальное соединение труб: один из концов труб имеет больший диаметр, чем основная труба, этим концом он надевается на соединяемую трубу.
Перед пайкой необходимо особенно тщательно отнестись к очистке соединяемых поверхностей, так как при пайке необходимо обеспечить наилучший контакт поверхности с припоем.
После очистки и обезжиривания труб на соединяемые поверхности наносится паяльная кислота, после чего трубы соединяют между собой. Нагрев осуществляют газопламенными горелками. При достижении необходимой температуры подаётся припой, происходит его плавление за счёт пламени газовой горелки и разогретой поверхности. Под действием капиллярных сил жидкий припой равномерно распределяется по соединяемым поверхностям. Чаще всего для пайки медных труб применяют припои на оловянной основе.
При использовании любого из перечисленных способов сварки и пайки высокое качество шва будет обеспечено за счёт строгого выполнения всех требований, предъявляемых к сварке.
Оборудование для сварки
В зависимости от того, о каком виде сварки труб идёт речь, будет зависеть выбор оборудования.
Для газовой сварки понадобятся:
- баллоны со сварочным газом;
- газовая горелка с механизмом подачи сварочной проволоки;
- шланги для подачи сварочного газа;
- кассета со сварочной проволокой;
- сварочный молоток;
- щетка по металлу.
Если говорить о сварке с плавящимися и неплавящимися электродами, то перечень оборудования выглядит следующим образом:
- источник сварочного тока, подобранный в зависимости от условий сварочного процесса и целей эксплуатации изделия;
- сварочные кабели для подачи тока в сварочную зону, а также направления защитного газа (при использовании технологии сварки в защитном газе);
- держатель для электрода;
- приспособление для создания массы;
- баллон с защитным газом (при использовании соответствующей технологии).
Для соединения труб при осуществлении сварки используется центратор.
Дополнительно необходимо защитное оборудование для сварщика, включающее маску с темным стеклом или самозатемняющуюся маску, краги или защитные перчатки, защитную обувь и одежду.
Правила проведения сварки медных труб
При проведении отопления и трубопровода для снабжения водой применяются полимерные и медные составляющие. Сварка медных труб может проводиться даже неподготовленным рабочим, при этом применяются дополнительные приспособления, припои и фитинги.
 Сварка медных труб горелкой
Сварка медных труб горелкой
Особенности материала
Главным достоинством трубопроводов из меди считают прочность материала, устойчивость к коррозии и ржавлению, пластичность и гибкость, а также увеличенный срок службы. Вещество предотвращает размножение вредных организмов, а также уничтожают образовавшиеся колонии.
Монтаж медных труб своими руками проводят, учитывая:
- предназначение водопровода;
- значение температуры переносимого вещества;
- уровень внутреннего давления в системах;
- размерные характеристики;
- применение слоя защитной изоляции.
К недостаткам медных деталей относят несовместимость с другими веществами, особенно при повышенных температурах.
Способы сварки медных труб
Необходимое оборудование и электроды выбирают в зависимости от требуемой герметичности швов, назначения и технических характеристик. Варить медные трубы можно электрической и газовой сваркой. Применяются электроды, которые плавятся и неплавкие.
Плавкие электроды
При ручном соединении применяют покрытые электроды, которые расплавляются. В результате получают стык без дефектов, но место сварки медной трубы будет отличаться от основного материала. Такое явление происходит из-за присутствия дополнительных веществ, легирующих металлов.
Добавки содержатся в составе плавких электродов, для этого используют кремниевые, марганцевые, фосфорные, оловянные и цинковые присадки. В покрытие внедряют шпаты, кремнистую медь, материал на основе железа и марганца, а также ферросилиций. Для основания покрывающего слоя применяют жидкие стекла.
К недостаткам метода относят:
- понижение тепловой и электрической проводимости;
- образование большого количества брызг;
- появление пор в месте стыка;
- отличие состава шва от меди.
Для снижения дефектов применяют флюсовые присадки, а также стержни, состоящие из бронзы.
Неплавкие электроды
Соединение труб производят в защищенной среде, где применяют электроды не подверженные плавлению в процессе варки, состоящие из металлического вольфрама до 10 мм в толщину. Для обеспечения защитного облака в место шва подают аргон, гелий или азот.
Технологический процесс проходит при токе постоянного типа с прямой полярностью. В роли электрода выступает вольфрамовый стержень с добавлением лантана и иттрия. Перемещение происходит под определенным углом, используется дополнительный нагрев места сварки.
Электроды из угля и графита применяют для простых соединений, их точат под конус, используется ток прямого типа с обратной полярностью. Добавляют фосфорные присадки и специальные флюсы из буры.
Материалы и оборудование
Самым надежным соединением медных труб считают сварочные работы,. Стыковку рекомендуется проводить, применяя следующие приспособления:
- припои, которые выбирают для определенного материала;
- дополнительные фитинги;
- флюс в виде жидкости или пасты, для очищения места стыка от оксидного налета;
- для нарезки заготовок применяют труборез, при помощи которого подготавливают заготовки с ровным краем;
- сниматель фаски;
- для увеличения отверстий используют развальцовщик;
- газовые приборы для прогрева места сварки.
Техника соединения
При соединении медных труб своими руками соблюдают следующий алгоритм действий:
- нарезают заготовки нужного размера;
- зачищаются края для качественного соединения;
- расширяются отверстия, если же медные трубы будут применяться в отопительных системах при нагреве энергоносителя выше 110°С, устанавливаются фитинги;
- части деталей вставляют друг в друга, при этом выдерживается зазор;
- шов прогревается газовой горелкой;
- заполнить жидким припоем шов, предотвращают образование пустот и комков припоя;
- соединенные детали оставляют на некоторое время для полного остывания места сварки, запрещено перемещать отрезки медных труб.
При соблюдении всех пунктов алгоритма сварки труб из меди добиваются надежного соединения.
 Флюс для сварки медных труб
Флюс для сварки медных труб
Безопасность при сварочных работах
При соединении труб из меди при помощи сварки необходимо соблюдать требования безопасности:
- помещение, в котором производят сварку необходимо обеспечивать принудительной вентиляцией, так как при плавлении материала могут выделяться вредные вещества;
- применять меры осторожности при работе на аппаратах, потребляющих газ, запрещено вскрывать и ударять баллоны;
- категорически запрещено сваривать без спецодежы, защитных очков.
Соблюдение требований безопасности предотвратит травматизм при монтаже медных труб. Алгоритм действий позволит добиться долговечного соединения без дефектов.
Методы сваривания труб из меди своими руками, плюсы и минусы разных способов

Есть много способов сварки медных труб: индукционное соединение труб из меди, капиллярное соединение, разные тройники.
При этом в любой варке медных патрубков есть свои тонкости. В данной статье мы детально опишем, какие действия предпринять, чтобы соединение байпаса из меди саморучно получилось удачным.
- Методы соединения труб из меди
- Способ на больших градусах
- Способ на низких температурах
- Как спаять элементы на основе меди
- Способ сварки труб из меди
- Заключение
Методы соединения труб из меди
Из самых простых методов — тройники для пайки медных труб. Ими легко пользоваться, для установки не нужны определенные навыки и механизмы. Но существует один нюанс: сварку с тройниками можно сделать только на патрубках, где есть резьба.
Как действовать, есть необходимо соединить стандартные гладкие байпасы из меди? Можно сказать, что возможно присоединить патрубки из меди при помощи фена.
Но это не очень хорошая идея. Да, такой прием может пригодиться (при наличии мощного строительного фена), но есть шанс, что вы перегреете металл.
Также существует индукционная сварка труб из меди. Ее просто сделать дома, поэтому не будем сильно останавливаться на ней.
Достаточно будет просмотреть видеообзор. Еще существует капиллярная сварка байпаса из меди. В нее входит сварка на высоких и низких температурах.
Чтобы соединить детали, у вас должны быть припой для сварки и стандартная горелка на газу. Оба эти методы часто используемые и легки в выполнении дома, поэтому обсудим пайку труб из меди твердым сплавом для паяния при использовании горелки.
Способ на больших градусах

Варка медных патрубков при применении высокой температуры часто используется. Такое капиллярное соединение медного байпаса происходит при нагреве больше 500`. В работе используют обычные сплавы для паяния медных труб в связках.
Они должны содержать металлы тугого плавления, лучше, чтобы сплав для паяния был из меди. Благодаря такому припою, будет сформировано хорошее и крепкое соединение. Такой способ сварки также именуют твердой.
Сварка патрубков из меди твердым сплавом для паяния получается по причине нагрева металла до приблизительно 750`. В этом случае припой должен расплавиться от нагрева горелкой, а не от нагретого байпаса.
Это важное правило. Такое способ разумный, если необходимо соединить патрубки, которые будут проводить централизованный газ или высокотемпературные жидкости.
Способ на низких температурах

Капиллярное соединение медных труб на низкой температуре заключается в использовании тех же механизмов, но детали из меди спаиваются при минус 500`.
В виде сплава для паяния тут не подходит твердый материал, тут необходим мягкий сплав металла легкого плавления. Тогда лучше использовать олово и свинец.
Такое соединение именуют мягким. Еще одно различие от твердой сварки в том, что тут сплав для паяния расплавляется не от огня электрогорелки, а, как раз, от прогретого элемента до больших градусов.
Поэтому такой метод сварки безопаснее для работы неопытным мастерам — возможность обжечься сводится к минимуму. Мягкая сварка хорошо подходит для соединения патрубков из меди маленькой ширины.
Как спаять элементы на основе меди
Кроме самого металла, необходимо приобрести стандартные дешевые устройства и компоненты. Для защиты элементов, пригодится пастообразный минерал. Помазок, чтобы его нанести. Твердый сплав для паяния (допустим и мягкий, исходя из варианта сварки).
Выбирая сплав для твердой сварки, изучите состав, в нем не должен содержаться свинец. При покупке сплава для паяния мягкой сварки, в нем, кроме компонентов олово и свинец, может содержаться еще серебро.
Независимо от задачи, в продаже есть сплав для паяния медного байпаса трех миллиметров.
Среди устройств понадобится прибор для нарезки металла, с ним можно нарезать патрубки. Заметьте, что прибор для резки труб должен быть хорошего качества, чтобы он не погнул металл при резке и не замял края.
Еще необходим инструмент, чтобы снять пастообразный минерал и щетка, чтобы зачистить байпас внутри. Также понадобится инструмент, чтобы расширять патрубки.
Важно помнить про самый необходимый прибор — горелку. Пламя надо настроить на узкое направление.
Если вы не можете работать с открытым огнем, но есть материальные средства, то купите паяльник для труб из меди. Его можно подключить к обычной розетке.
Такой прибор способен работать при любом припое. Его можно взять в качестве замены других инструментов, но надо будет купить качественный аппарат.
Способ сварки труб из меди

Сначала, при помощи прибора для нарезки металла, отсеките части патрубка той протяженности, которая нужна. После нарезки, кромки байпаса могут иметь зазубрины, их надо убрать при помощи прибора, который снимает пастообразные минералы с металла.
Дальше, необходимо зачистить трубу внутри, применяя щеточку определенной длины. Надо обезжирить покрытие, применяя любой растворитель. Дальше, надо сделать патрубок шире прибором, чтобы присоединить пары труб воедино.
Сначала удостоверьтесь, что патрубки присоединены воедино достаточно плотно. Должен быть маленький зазор. Покрываем металл пастообразным минералом (только в области стыка патрубков).
Для нанесения пастообразного минерала используйте кисточку и ровно размажьте смесь по поверхности. Не накладывайте толстый слой пасты, на детали не должно оставаться лишнего.
При применении тройников для сварки медных патрубков, можно просто присоединить их воедино. Крутите их до конца. Должно получиться крепкое соединение, а паста должна лежать равномерным слоем.
Работая мягко сваркой, загорите горелку и ждите ее разгорания. Далее, поднесите огонь к соединению патрубков. Направляйте горелку в правую и левую стороны, чтобы равномерно разогреть элемент.
Возьмите сплав для паяния и понемногу прикладывайте его к щели между трубами, чтобы он расплавился.

Когда припой немного расплавится, уберите горелку, чтобы расплавленный материал заполнил зазор. Для этого нет необходимости целенаправленно разогревать припой, его плавление должно происходить от нагретого элемента.
Когда щель полностью заполнится сплавом паяния, соединению необходимо остыть. Лучше просто оставить эти элементы не надолго и не охлаждать дополнительно извне.
Чтобы сваять трубы из меди твердой сваркой, мы тоже применяем горелку. Необходимо быстро нагреть патрубки, но нагрев должен быть равномерным. Основное — не перегреть. Поэтому важно быстро действовать.
Настройте пламя горелки не до интенсивного, а немного выше среднего.
Горелку так же необходимо направлять на правую и левую стороны, чтобы разогреть, но немного быстрее. Лучше приобрести еще дистанционный градусник, чтобы следить за температурными показателями нагрева патрубка — до 800.
При отсутствии такого устройства, наблюдайте за цветом элемента, он должен стать темно-красным. Как только он таким станет, направляйте сплав для паяния в щель.
Он сразу начнет расплавляться от сильно нагретого элемента. Можно изначально немного разогреть сплав, чтобы работа пошла быстрее.
Хороший выход в двух вариантах — это точное наложение спала для паяния в щель. Новичку это, наврятли, удастся сразу, но со временем, у вас может получаться работать быстрее и лучше.
После применения твердой сварки, элемент тоже необходимо оставить остыть, и лучше не трогать его, чтобы не обжечься. Потом зачистите остатки пасты, если они будут на металле.
Заключение
Сварка труб из меди — простая работа, которую можно быстро научиться делать, даже не имея опыта работы со сваркой.
Соединение патрубков из меди легко сделать самому, важно помнить, что для этого понадобятся вспомогательные инструменты, трубы из меди и тройники для пайки.
Расскажите о своем опыте в отзывах, это может быть полезно неопытным мастерам. Успеха вам в работе!
- Быстрый ремонт труб с помощью хомутов без сварки
- Обслуживание холодильного оборудования: как избежать поломок и лишних расходов
- Поверка штангенциркулей: как обеспечить точность измерений и избежать дорогостоящих ошибок
- Промышленная роботизация производства
- Качественная спецодежда: как проходит сертификация