Каким припоем паять медные провода?
Каким припоем паять медные провода?
Правила пайки медных проводов
Одним из лучших способов соединения медных проводов является пайка. Она обеспечивает высокую прочность и электропроводность. При этом пайку легче проводить, чем сварку, и она надежнее простой скрутки. Хотя в распределительных коробках провода часто соединяют с помощью самозажимных клемм типа WAGO, приемы пайки не помешает знать любому электрику.
Научиться паять медные провода можно за несколько минут, имея все необходимые материалы и приборы.
Суть процесса
 Суть процесса пайки состоит в том, что металлы соединяются между собой при помощи сплава, имеющего температуру плавления ниже температуры плавления соединяемых веществ.
Суть процесса пайки состоит в том, что металлы соединяются между собой при помощи сплава, имеющего температуру плавления ниже температуры плавления соединяемых веществ.
Во время пайки материалы подвергаются нагреванию до температуры плавления припоя. При этом обеспечивается очень сильная адгезия (прилипание) – свойство материалов сцепляться друг с другом на молекулярном уровне.
Однако не происходит плавление основных деталей и перемешивания их с материалом припоя, как происходит при сварке с использованием присадочного материала.
Паяльник и припой
Для пайки медных проводов традиционно используются паяльники. Существует несколько их видов, в том числе электрические и газовые. Пайка медных проводов осуществляется при помощи электрического паяльника с медным жалом. Этот инструмент представляет собой медный стержень, иногда с никелевым покрытием, который установлен в корпусе нагревательного элемента.

Нагревательный элемент работает от постоянного или переменного тока. Напряжение питания может варьироваться от 12 до 220 В. Для пайки медных проводов электропроводки в доме подходит самый обычный паяльник мощностью 60 Вт. Если надо спаять тонкие проводки электроприбора, то подойдет и менее мощный инструмент. Важно, чтобы он хорошо прогревал медный материал и расплавлял припой.
Чтобы обеспечить высокое качество пайки и прочность соединения, необходима неподвижность во время остывания расплавленного припоя. Провода можно держать руками, но удобнее использовать пинцет или зажимы.

Для пайки медных проводов применяют оловянно-свинцовый припой. Чаще всего это ПОС-61, но можно взять и ПОС-40. Маркировка указывает на состав – припой оловянно-свинцовый с содержанием олова 61%.

Припой обычно производится в прутках диаметром около 8 мм или в виде паяльной проволоки диаметром 2 мм. Нередко используют универсальный припой для пайки медных проводов, который выглядит как полая трубка из оловянно-свинцового сплава. Внутри такой трубки находится порошок из флюса.
Применение флюса
 Чтобы припой и материал проводов вступили во взаимодействие друг с другом, и соединение получилось качественным, провода необходимо очистить от оксидной пленки и только после этого паять их. Для очистки можно использовать наждачную бумагу, а для последующей обработки взять специальное вещество – флюс.
Чтобы припой и материал проводов вступили во взаимодействие друг с другом, и соединение получилось качественным, провода необходимо очистить от оксидной пленки и только после этого паять их. Для очистки можно использовать наждачную бумагу, а для последующей обработки взять специальное вещество – флюс.
Флюс не только очистит медные провода, но и создаст тонкую защитную пленку, препятствующую окислению материала.
Допускается применять как твердый флюс – сосновую канифоль, так и жидкий – различные виды паяльных кислот или самодельный состав.

Иногда, чтобы правильно и крепко припаять медные провода друг к другу или к какому-либо металлическому предмету, пользуются только жидким флюсом. Приготовить его можно, растворив обычную сосновую канифоль в этиловом спирте. Паяльную кислоту готовят самостоятельно, растворив гранулы цинка в соляной кислоте в пропорции 412 грамм цинка на 1 литр кислоты. Но лучше все-таки купить готовый флюс, соответствующий всем стандартам качества, поскольку принесение кислотных составов для медных проводов нежелательно.
Как правильно паять
Чтобы надежно спаять провода из меди, нужно подготовить паяльник. Если перед работой не облудить жало, то припой будет не прилипать, а скатываться шариками со стержня. Так происходит, потому что жало покрыто слоем оксида меди и нагара, образовавшегося во время предыдущей пайки.
Подготовка паяльника
 Некоторые специалисты для удобства работы точат жало плоским напильником, чтобы придать ему форму лопатки или плоской отвертки. Угол заточки должен быть 45-60 градусов.
Некоторые специалисты для удобства работы точат жало плоским напильником, чтобы придать ему форму лопатки или плоской отвертки. Угол заточки должен быть 45-60 градусов.
Необгораемое жало (вечное) ни в коем случае точить нельзя, для него используют специальные губки.
Очищенное механическим способом жало нужно нагреть, а потом залудить. Для этого его покрывают флюсом.
Если флюс твердый (канифоль), достаточно просто погрузить в него наконечник. Канифоль расплавится и покроет разогретую поверхность. После этого паяльником нужно прикоснуться к прутку припоя и разогреть его. Расплавленный припой покроет жало, защитив его от дальнейшего окисления.
Процедуру лужения паяльника необходимо повторять по мере образования нагара на нем. Происходит это потому, что температура жала намного выше температуры плавления припоя, и со временем он начинает подгорать. Чтобы уменьшить вероятность возникновения такого явления, рекомендуется применять паяльник с регулировкой температуры.
Подготовка проводов
 Соединяемые медные провода также нужно подготовить к пайке. Вначале снимают с концов изоляцию на расстоянии примерно 4 см, зачищают, скручивают между собой и проводят лужение. Медны провода можно залудить следующим образом:
Соединяемые медные провода также нужно подготовить к пайке. Вначале снимают с концов изоляцию на расстоянии примерно 4 см, зачищают, скручивают между собой и проводят лужение. Медны провода можно залудить следующим образом:
- нагреть скрутку паяльником;
- покрыть флюсом;
- нанести небольшое количество припоя, распределяя его по поверхности провода.
Действия аналогичны тем, какие совершаются при лужении жала паяльника. Если предстоит пайка многожильных медных проводов, то необходимо обязательно запастись именно жидким флюсом, так как покрыть всю поверхность медных «волосков» расплавленной твердой канифолью будет очень трудно. Чтобы получить качественное соединение, нужно нагреть многожильный провод и затем опустить его в жидкий флюс, который смочит всю поверхность, предназначенную для пайки.


Далее пайка многожильных и одножильных медных проводов осуществляется одинаково. Два или более соединяемых проводника нагреваются вместе, и на них наносится припой. После нанесения его необходимо на время остывания обеспечить неподвижность соединения. Не допускается ускорять остывание путем его смачивания или обдува воздухом.
Соединение меди и алюминия
При соединении пайкой медных и алюминиевых проводов можно столкнуться со множеством трудностей, преодолеть которые возможно будет, только применив альтернативные методы соединений.

Дело в том, что как алюминий, так и медь покрываются на воздухе оксидной пленкой. И если сами по себе эти пленки никак не влияют на состояние проводника и даже обеспечивают довольно неплохую проводимость, то соединяясь вместе, они способствуют возникновению мощной химической реакции. Под действием влаги, содержащейся в воздухе, в месте контакта оксидов алюминия и меди начинается процесс электролиза, то есть образуется электрический ток из-за того, что ионы обоих материалов обладают разными электрическими потенциалами.


Электрический ток является движением заряженных частиц – ионов и при их движении металлы в месте контакта разрушаются. При этом сильнее разрушается алюминий. Разрушение вызывает ухудшение контакта, а впоследствии увеличивается электрическое сопротивление соединения и оно нагревается. При сильной коррозии, когда непосредственный контакт между двумя материалами уже утрачен, возникает электрическая дуга, которая и довершает разрушение.
Соединять медь с алюминием рекомендуется только через третий, нейтральный материал. Чаще всего, для этого применяют стальные клеммники или зажимы.
Как правильно запаять скрутку медных проводов паяльником между собой: какой припой лучше использовать для соединения

- Суть процесса пайки проводов
- Принцип работы
- Преимущества и недостатки
- Какое оборудование необходимо
- Электрический паяльник
- Оловянно-свинцовый припой
- Флюс
- Паяльные пасты
- Подставка
- Оплетка
- Критерии выбора паяльника
- Правила подготовки проводов к спаиванию
- Нюансы пайки электропаяльником
- Распредкоробок с помощью тигля
- Многожильных проводов
- Пошаговая технология пайки проводов
- Метод пайки радиодеталей на плату
- Можно ли паять медный и алюминиевый провода вместе
- Правила безопасности
- Распространенные проблемы при пайке
Правильная пайка жил обеспечивает надежное соединение проводов. При работе учитывают материал токопроводящих элементов, вид флюса и припоя, некоторые другие факторы. Человеку, работающему с электрическими сетями, нужно знать, как паять провода с соблюдением всех правил и норм. Ответственный подход к процедуре исключает возникновение аварий и травм.

Суть процесса пайки проводов
Так называется процесс соединения проводников путем нагревания. По прочности паяный шов уступает только сварному.
Для получения хорошего результата требуются:
- Высокая температура. При нагреве припой расплавляется, приобретая нужную текучесть.
- Предварительное очищение соединяемых поверхностей. Грязевой или жировой слой препятствует проникновению припоя в толщу основного материала.
Принцип работы
Действие паяльника основывается на нагреве проводника из нихрома, намотанного на трубку, которая помещена в металлический кожух. Насадка инструмента снабжена жалом. Нихром раскаляется под влиянием проходящего через него тока, передавая тепло рабочим частям приспособления. Прибор нагревает и расплавляет припой, который в дальнейшем наносится на спаиваемые области.
.jpg)
Преимущества и недостатки
Паяние считается более эффективным в сравнении с другими способами скрепления кабелей.
Главными его преимуществами являются:
- Низкая стоимость. 1 упаковки флюса и припоя хватает для скрепления 1000 проводов.
- Простота. Научиться пользоваться паяльником может любой начинающий мастер.
- Прочность соединения. Клеммы, скрутки, обжимки не обеспечивают столь высокой надежности, как пайка.
- Возможность одновременного скрепления проводников разного сечения. Количество элементов в 1 точке достаточно велико.
- Отсутствие необходимости в применении дорогого или габаритного оборудования. Использовать переносное устройство проще.
.jpg)
Способ имеет и недостатки:
- Необходимость подключения паяльника к электрической сети. Работающие от аккумулятора устройства характеризуются недостаточной мощностью.
- Неразборное соединение. Отпаять провод, не повредив его, сложно. Требуется повторное расплавление припоя.
Какое оборудование необходимо
Стандартный набор материалов и приспособлений включает:
- электропаяльник;
- флюс;
- припой.
Для получения лучшего результата потребуются приспособления для удаления припоя, паяльная кислота.
Электрический паяльник
Стандартный инструмент состоит из 4 компонентов:
- питающего кабеля;
- рукоятки;
- нагревательной трубки;
- жала.

Провод передает ток от розетки нагревателю. Пластиковая рукоятка не проводит тепло, что облегчает работу с инструментом. Медное жало разогревает место пайки. Современные паяльники снабжаются несгораемыми наконечниками, не требующими регулярного подтачивания.
Оловянно-свинцовый припой
Материал имеет вид мягкой проволоки серого цвета диаметром 1-6 мм. Самым распространенным считается припой ПОС-60. Его часто используют для соединения медных жил. Припой содержит 40% свинца, 60% олова. Существуют и другие разновидности, например ПОС-10 или ОЦ, отличающиеся температурой плавления и сферой применения. ПОС-60 плавится при 180 °С, значит, паяльник нужно разогревать до 280 °C.
Правильно паять провода между собой без этого средства не получается. Флюс предназначен для предварительной обработки поверхностей. Состав удаляет жировую и оксидную пленки, которыми покрыты медные провода.
.jpg)
Применяются 3 вида флюса:
- Твердые составы. Пример — канифоль, устаревший, но по-прежнему востребованный материал. В его состав входят натуральные смолы. С использованием канифоли паяют стальные проводники.
- Жидкие средства. Наносятся на обрабатываемые поверхности с помощью кисти.
- Пастообразные. Содержат вазелин и другие жиры. Наносятся с помощью палочки.
При выборе флюса учитывают активность состава, от которой зависит прочность соединения.
Малоактивная канифоль подходит для работы с медными проводами.
Паяльные пасты
В таком формате выпускаются не только флюсы, но и готовые средства, содержащие припой. Применение смеси облегчает пайку. Соотношение компонентов подобрано так, что мастеру не придется самостоятельно определять объемы наносимых на поверхность припоя и флюса. Паяльная паста предназначена для работы с мелкими радиодеталями, однако может использоваться при соединении проводов.
Подставка
Мастер не всегда держит инструмент в руках во время пайки. Прибор откладывают в сторону при скручивании жил в распределительной коробке. Горячий паяльник нельзя класть на горючие поверхности. Поэтому в комплект включают жаропрочную подставку. Если подложка в коробке с устройством отсутствует, ее изготавливают своими руками. Самодельную подставку снабжают отсеками для инструментов, флюса и припоя.

Оплетка
Использование такого приспособления не является обязательным. Однако оплетка быстро и легко снимает излишки припоя. Приспособление имеет вид ленты, сделанной из медных проволок. Оплетку прикладывают к соединению, прижимают жалом паяльника. Излишки припоя плавятся и проникают в волокна ленты.
Критерии выбора паяльника
При покупке инструмента учитывают мощность, материал жала и рукоятки. Присутствующие в продаже паяльники требуют подготовки к работе. После подключения нужно дождаться выгорания технической смазки. Мощность выбирают, исходя из толщины спаиваемых проводов. Самые толстые кабели соединяют с помощью паяльника на 100 и более ватт. Для пайки тонких жил подойдет инструмент мощностью 25 Вт. Устройства отличаются типами нагревательных элементов, которые бывают нихромовыми или индукционными.
Рукоятки выполняются в классическом удлиненном формате или в виде пистолета.
Правила подготовки проводов к спаиванию
На первом этапе следуют таким рекомендациям:
- Не паяют элементы электропроводки, находящейся под напряжением. Это повышает риск короткого замыкания на корпус инструмента.
- Жилы тщательно очищают от резиновой оплетки кусачками и ножом. Длина очищаемого конца зависит от толщины и типа кабеля. При пайке слаботочных проводников снимают 1,5-2 см изоляции. При ремонте компактных электронных устройств достаточно удаления 2 мм оплетки.
- Перед пайкой провода скручивают. При наличии стойких загрязнений поверхности зачищают надфилем или ножом.
- Эмаль с проводов снимают пламенем зажигалки. Можно воспользоваться острым ножом.

Нюансы пайки электропаяльником
Процесс имеет некоторые особенности, которые учитывают при подготовке к работам. При пайке стоит надевать респиратор, защищающий органы дыхания от вредных испарений. Работать нужно в хорошо проветриваемом помещении под вытяжным зонтом.
Распредкоробок с помощью тигля
Метод помогает легко спаять скрутки, расположенные в подрозетниках и коробах. Припой расплавляют в тигле емкостью 20-100 мл. Два провода погружают в расплав, после чего соединяют между собой. Для разогрева тигля используют газовую горелку. Некоторые мастера изготавливают самодельные устройства из мощных паяльников. Приборы работают в основном от промышленных электросетей напряжением 380 В.
Многожильных проводов
Такой кабель состоит из большого числа тонких проволок, сплетенных в трос и покрытых изоляцией. Паять многожильный провод проще, чем цельный. Флюс и припой быстро проникают в пустоты между жилами. Главное — аккуратно скрутить и тщательно прогреть обрабатываемый участок.

Пошаговая технология пайки проводов
Инструкция для начинающих включает несколько выполняемых последовательно этапов:
- Подготовку проводников. Элементы очищают от изоляции и оксидного налета. Наждачной бумагой металл обрабатывают до блеска.
- Лужение. Паяльник нагревают до температуры плавления флюса. Жилу подносят к куску канифоли, продолжают нагрев. Очищенный конец провода должен полностью погрузиться в расплав. На обработанный проводник наносят припой. Состав равномерно растекается, покрывая поверхность тонким слоем. Таким способом обрабатывают все подлежащие пайке кабели.
- Складывают залуженные проводники, обеспечивая плотное прилегание. При пайке длинного участка делают скрутку. Жалом паяльника набирают припой, прижимают наконечник к обрабатываемому месту с небольшим усилием. Когда состав покроет всю область соединения, инструмент убирают. Провода удерживают в неподвижном состоянии до остывания.
Метод пайки радиодеталей на плату
Монтаж элементов микросхемы выполняют так:
- Очищают выводы от оксидной пленки, лудят их. Сопоставляют места контакта, закрепляют пинцетом.
- Проводят жалом паяльника с припоем и флюсом по обрабатываемому месту. Убирают инструмент, удерживая спаянные детали в неподвижном состоянии.
- Удаляют пинцет после остывания припоя.

Воздействие высокой температуры должно быть кратковременным. При неудачных попытках контактным площадкам дают возможность остыть. При работе с диодами и светодиодами пинцет лучше устанавливать между корпусом и местом пайки: инструмент будет отводить лишнее тепло.
Можно ли паять медный и алюминиевый провода вместе
Прямое совмещение таких проводников недопустимо. Медь — активный металл, отличающийся от алюминия теплопроводностью. При прохождении тока последний нагревается больше, расширяясь при этом. Медные элементы проявляют такие качества в меньшей мере. Со временем даже самое прочное соединение разрушается: проведение тока нарушается, повышается вероятность возгорания.
Правила безопасности
При работе с паяльником необходимо:
- Следить, чтобы жало не касалось провода питания самого инструмента и других электрических приборов. Неосторожное обращение с устройством способствует расплавлению кабелей с последующим коротким замыканием.
- Проверить состояние питающего провода, корпуса и вилки. Инструменты и приборы не должны иметь повреждений, способствующих поражению человека током.
- Класть паяльник на жаропрочную подставку. Горячий инструмент должен быть зафиксирован в держателях.
- Брать инструмент только за рукоятку, направлять жало от себя. Ручка не должна выскальзывать или нагреваться при работе.
Распространенные проблемы при пайке
При работе с паяльником могут возникать такие затруднения:
- Получение некачественного соединения. Проблема возникает при скреплении проводов из металлов, плохо поддающихся пайке. Реже спайка получается ненадежной из-за низкого качества припоя.
- Разбрызгивание припоя. Этому способствует перегрев жала паяльника.
- Невозможность расплавления припоя. Такая проблема свидетельствует о неправильном выборе мощности паяльника.
- Попадание в соединение полимерных частиц, наблюдающееся при работе в ненадлежащих условиях.
- Стекание олова с места пайки. Наблюдается при отказе от удаления оксидной пленки.
Исключить появление проблем помогает соблюдение правил пайки проводников, сделанных из того или иного металла.
Пайка проводов паяльником: как сделать правильно
Один из самых надежных способов соединения проводов — пайка. Это процесс при котором пространство между двумя проводниками заполняется расплавленным припоем. При этом температура плавления припоя должна быть ниже температуры плавления соединяемых металлов. В домашних условиях чаще всего используется пайка паяльником — небольшим устройством, работающим от электричества. Для нормальной работы мощность паяльника должна быть не менее 80-100 Вт.
Что нужно для пайки паяльником
Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи.
 Чаще всего приходится паять медные провода, например, на наушниках, при ремонте бытовой техники и т.д.
Чаще всего приходится паять медные провода, например, на наушниках, при ремонте бытовой техники и т.д.
Канифоль и флюсы
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.
 Припои и флюсы для пайки паяльником медных проводов
Припои и флюсы для пайки паяльником медных проводов
Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками. В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения. Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).
 Удобно пользоваться припоем с канифолью
Удобно пользоваться припоем с канифолью
Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
Вспомогательные материалы
Для того чтобы нормально паять паяльником провода нужны еще:
-
Подставка. Может быть она из металла полностью или на деревянной/пластиковой подставке закрепленные металлические держатели для паяльника. Также удобно, если есть небольшая металлическая коробочка для канифоли.
 Паять паяльником удобнее с подставкой самодельной и фабричной — не очень важно
Паять паяльником удобнее с подставкой самодельной и фабричной — не очень важно
Напильник. Перед работой затачивают дало паяльника. Оно должно быть ровным и чистым без следов нагара. Тогда паяется легко.
 Так надо затачивать жало паяльника
Так надо затачивать жало паяльника
Пассатижи. Удерживать провода пальцами во время пайки сложно — медь и алюминий имеют высокую теплопроводность, что приводит к быстрому нагреву близлежащих участков. Потому паять паяльником провода удобнее, если их удерживать пассатижами. Только должны инструмент должен быть миниатюрным, с тонкими ручками и губками. В принципе, можно использовать пинцет, но на его верхушку (где держатся пальцами) желательно надеть термоусадочную трубку — сталь тоже быстро нагревается.
 Пассатижи — для того чтобы придерживать провода
Пассатижи — для того чтобы придерживать провода
Для смывки флюса может потребоваться спирт, для изоляции — изолента или термоусадочные трубки различных диаметров. Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна.
Процесс пайки электропаяльником
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
- Подготовка проводников. При пайке проводов они освобождаются от изоляции. После этого с них механическим путем удаляется оксидная пленка. Можно использовать небольшой кусок наждачной бумаги с мелким зерном. Металл должен блестеть и быть светлым.
- Лужение. Разогревают паяльник до температуры плавления канифоли (при прикосновении начинает активно плавится). Берут проводник, подносят к куску канифоли, прогревают паяльником так, чтобы вся зачищенная часть провода оказалась погруженной в канифоль. Затем на жало паяльника берут каплю припоя и разносят его по обработанной части проводника. Припой быстро растекается, покрывая тонким слоем провод. Чтобы он распределялся быстрее и равномернее, провод немного поворачивают. После лужения медные проводники теряют красноту, становясь серебристыми. Так обрабатывают все провода, которые надо будет припаивать
 Лужение провда
Лужение провда
Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Отличия технологии при использовании флюса
Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.
 Пайка скрутки с флюсом — быстрее и проще
Пайка скрутки с флюсом — быстрее и проще
Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
Особенности пайки многожильных проводов
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.
 При лужении многожильные провода надо «распушить»
При лужении многожильные провода надо «распушить»
Можно ли паять медный провод с алюминиевым
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.
 Алюминиевый и медный проводники паять нельзя
Алюминиевый и медный проводники паять нельзя
Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно тут, но болтовое — наиболее простое и надежное.
Jmeja333 › Блог › Использование пайки в ремонте электропроводки автомобиля

Всем привет!) В этом посте хочу поговорить о применении пайки в ремонте электропроводки автомобиля. Я не однократно наблюдал споры на эту тему в комментариях, где кто-то двумя руками за, кто-то категорически против пайки.
Я к примеру, часто использую пайку для соединения проводов в автомобиле, по тому что у этого способа есть ряд достоинств. Паяное соединение компактное, неразрывное, имеет сопротивление ниже чем у самого провода, который соединяется. Кроме того, такое соединение более стойкое к коррозии, а точнее дольше сохраняет низкое сопротивление под действием коррозии. К минусам можно отнести несгибаемость соединения, наличие более сложного инструмента и энерго-зависимость (розетка или газ для паяльника), более дорогие расходные материалы.
Для того чтобы все описанные достоинства заработали, паяное соединение нужно делать качественно. Об этом и пойдет речь)
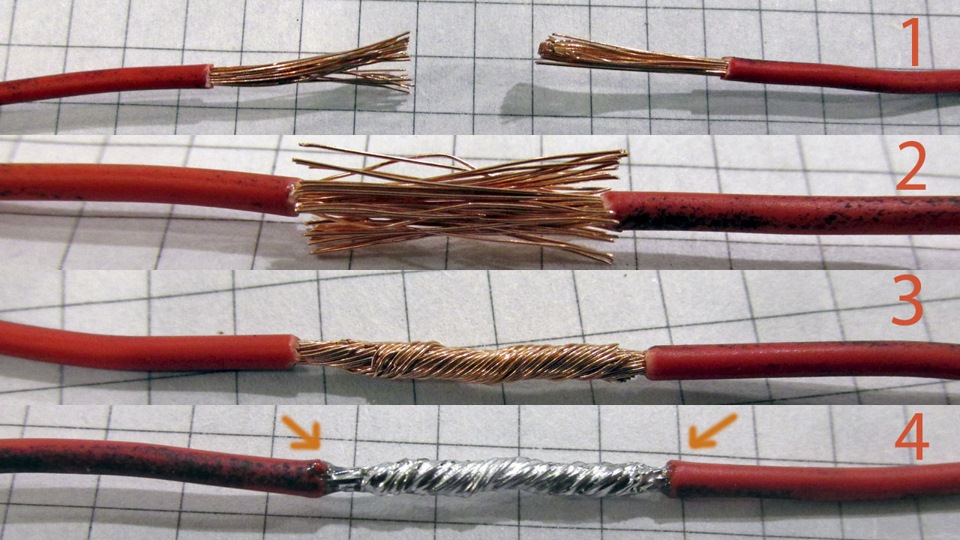
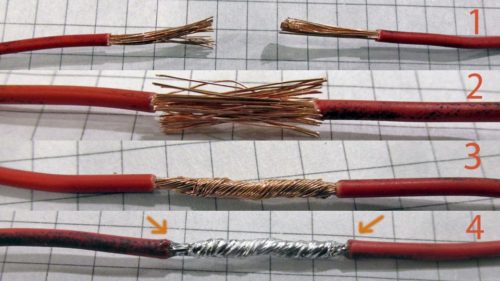
Итак, начнем! Для начала снимаем изоляцию с обоих проводов, примерно 20-25 мм. Это нужно для того, чтобы было достаточно длины для удобного скручивания. Такой тип скрутки как на фото, пожалуй, самый компактный и имеет диаметр примерно равный диаметру провода с изоляцией, что очень удобно при последующем изолировании. На этом этапе важно тщательно скрутить жилки, чтобы ни одна из них не торчала.
Дальше спаиваем. Тут тоже есть свои особенности. Во-первых, не стоит использовать активные флюсы, и уж тем более паяльную кислоту для пайки многожильных проводов. А все потому, что остатки такого рода флюсов после пайки нужно обязательно смывать, иначе они будут продолжать работать дальше, то есть разъедать поверхность. Многожильные же провода обладают капиллярным эффектом, то есть способны всасывать жидкость под изоляцию, причем чем лучше жидкость способна смачивать поверхность, тем сильнее этот эффект проявляется. В результате, при использовании к примеру, паяльной кислоты, она после нагрева смачивает провод под изоляцией на глубину до 10мм. Это хорошо заметно, если спаять таким способом акустические провода, с прозрачной изоляцией — через некоторое время возле места пайки под «шкурой» появляется зеленый участок медного провода, который в перспективе разрушиться полностью.
Ввиду всего вышесказанного, для пайки проводов я использую припой (Sn67 Pb33) c без отмывочным флюсом 1-2%, такой, какой используют для пайки радиокомпонентов (в приведенном ниже видеоролике можно его увидеть). Вся прелесть работы с ним заключается в том, что флюс в нем работает так же, как и канифоль – он абсолютно неактивен в застывшем состоянии, но при нагреве способен растворять оксидную пленку с меди, а так же улучшать смачивающие характеристики припоя. Именно поэтому, мой выбор пал на припои такого типа, хотя они немного дороже.
При пайке соединения, следует уделить больше внимания краям изоляции — есть смысл «загнать» немного припоя под «шкуру», тогда последняя немного оплавляется и при этом перекрывает доступ влаги вглубь провода.
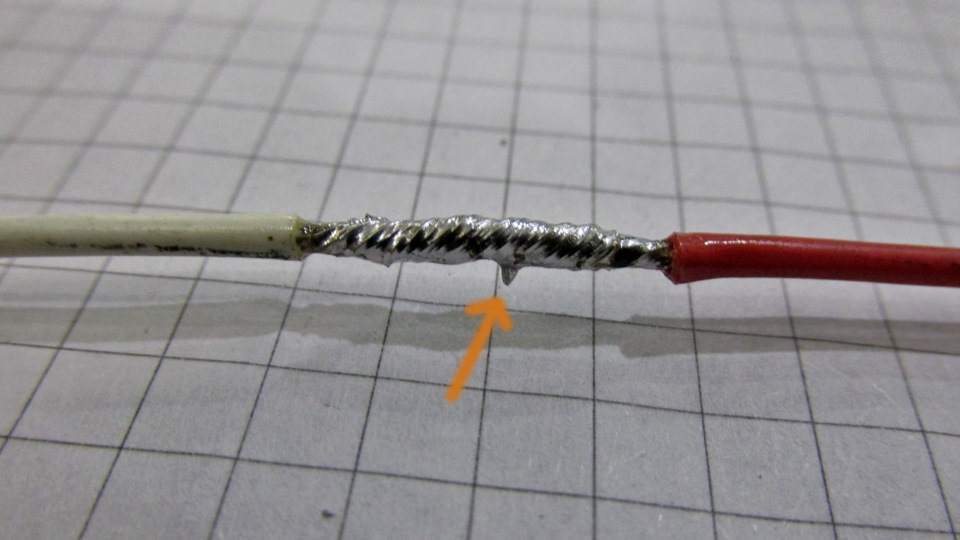
Есть еще один момент, на который нужно обращать внимание. Когда соединение не удается спаять быстро, расплавленный припой начинает перегреваться, покрываться оксидной пленкой, а флюс в нем выгорает. Все это приводит к почти полному пропаданию у припоя способности смачивать поверхность. В этом случае, когда жало паяльника отводиться от места пайки, на новоиспеченном соединении образуется «шип», немного похожий на шипи розы. Еще такое может получится если паяльник недостаточно нагрет, или недостаточной мощности, ввиду чего не может прогреть все место пайки. Тогда при отводе жала будут получаться такие же «шипы».

Если оставить их как есть, и заизолировать к примеру термоусадкой, то этот «шип» может проколоть ее.
Как правильно спаять провода с помощью паяльника между собой
Пайка проводов паяльником — одно из самых простых и надёжных технологических решений. При наличии умений оно позволяет решать задачи электротехнического характера и получать работающие приборы/инфраструктуру.

Дым — обычная вещь при пайке
Физика процесса пайки
Этот процесс используется для соединения металлов. Происходит в условиях повышенной температуры, достаточной для расплавления используемых расходных материалов, которые заполняют зазоры между сцепливаемыми поверхностями и обеспечивают их скрепление вследствие кристаллизации нанесённого шва.
Знание физических свойств пайки обеспечивает широкое использование в различных сферах. Она используется при изготовлении электроприборов, узлов техники, в энергетики и ряде других сфер.
Достоинства и недостатки спаивания проводов
Использование этого технологического подхода обладает следующими преимуществами:
- Качественное исполнение обеспечивает надёжность и долговечность готового изделия.
- Низкий уровень переходного сопротивления в точке крепления. В этом она существенно превышает все контактные варианты.
- Минимальные затраты на осуществление монтажа. Основное используемое оборудование — это паяльник. Стоит он недорого, а расходные материалы — ещё меньше.
- Универсальность использования. Пайка подходит для работы с проводами, у которых даже разное количество жил и параметры сечения. Всё это позволяет успешно решать даже нестандартные задачи.
- Нетребовательность к обслуживанию.
- Долгая служба и высокий уровень безопасности (при соблюдении правил обращения).

Старые образцы паяльников всё ещё в строю благодаря качеству изделий
Для полной картины следует знать и о недостатках:
- Невысокий уровень технологичности. Перед работой всегда следует выполнять подготовительные операции.
- Высокая трудоёмкость. Из-за этого пайка не используется в промышленных масштабах.
- Относительно высокие требования к уровню знаний, навыков и умений исполнителя.
- Необходимость подбирать паяльник под условия выполняемых задач (главный параметр — мощность).
- Для работы годятся исключительно нейтральные флюсы.
Оборудование для пайки
Рабочий процесс должен осуществляться с использованием всех необходимых инструментов и расходников.
Паяльник электрический
То, без чего невозможна никакая пайка. Представляет собой инструмент, делимый на ручку, стержень и систему питания. Будучи подключенным к сети электропитания, нагревается до температуры, достаточной для использования расходников.
Припой оловянно-свинцовый
Один из самых популярных расходников. Ценится за способность создавать образования, обладающие эвтектическими свойствами. Обладает рядом ценных особенностей, из-за которых широко и используется.
Важно! Низкая температура работы, удобность нанесения, прочность создаваемого крепления — это далеко не полный перечень достоинств.
Хотя есть внушительный перечень более современных средств, вроде кислоты для пайки, этот припой, сделанный на основе олова и свинца, всё ещё остаётся крайне популярным. Он идеально подходит для плат, дешев и позволяет качественно спаять практически всё, что угодно.
Флюс для медных проводов
Припой и металлы должны взаимодействовать между собой для получения качественного взаимодействия. Но естественные химические процессы часто этому препятствуют.
Для очистки проводов от возникающей оксидной плёнки и используется флюс. Дополнительно, он обеспечивает защиту от процессов окисления.
Паяльные пасты
Так называют пастоподобные однородные смеси, сделанные сразу из двух компонентов — припоя и флюса. Сделано это для совершенствования технологических процессов и получения более высокого качества работы вместе с ускорением совершаемых действий.
Подставка для горячего паяльника

Подставки на любой вкус — от самодельных до покупных
Поскольку паяльник для работы должен нагреться (потом ещё и остыть), а держать его всё время в руках не вариант, необходима теплоустойчивая подставка. В процессе подготовки или при перерыве она сильно выручает, освобождая руки и обеспечивая пожарную безопасность.
Оплетка для удаления лишнего припоя
Это средство для удаления излишков, нанесённых в процессе работы. Полное его название — плетенная из мёдных проводов лента. Она позволяет делать изделия более привлекательными внешне и экономнее тратить расходники.
Выбор паяльника
Чтобы не переплачивать, а вместе с тем и подобрать идеально подходящее оборудование, следует четко знать и понимать, что необходимо для достижения поставленных целей. Их формулирование позволяет дать ответы сразу на большое количество вопросов.
Мощность нагревателя
Новички часто ошибочно полагают, что чем мощнее инструмент, тем лучше. Это не соответствует действительности. Параметры мощности напрямую зависят от целевого предназначения.
Для справки! Для пайки схем подойдут паяльники мощностью в 25-30 Вт, тогда как для работы с трубами используют инструменты на 1-2 кВт.
Уход за жалом паяльника
Насколько легко работать с инструментом, чистить его после работы, можно ли провести замену или изменить положение, заточить его или сместить — все вопросы ухода следует продумывать. Есть статичные инструменты, а есть и более гибкие паяльники, позволяющие проделывать всё описанное.
Выбор температуры пайки
Ещё один параметр, влияющий на выбор — количество выделяемого тепла. Измеряется в достигаемой температуре.
Следует подбирать паяльник исходя из задач, для которых он покупается. Ведь этот параметр будет неизменным у самого инструмента. Его можно подкорректировать за счёт использования специальных расходников, но это влияет на конечную стоимость работы.
Подготовка к работе
Насколько легко начинать трудиться — это момент, который часто недооценивается. Оптимально, если достаточно просто достать, подключить к электропитанию и положить нагреваться на подставку. Но даже в этом случае различается время, затрачиваемое на достижение требуемой температуры и влияющее на длительность подготовки к работе.
Заточка жала
В процессе эксплуатации жало понемногу приходит в негодность. Проявляются зазубрины, уменьшается размер. Длительное химическое воздействие пускай и незаметно, но буквально разъедает его.
При сильном износе выполняется замена, в остальных случаях достаточно простой заточки. Насколько это легко сделать — важно, хотя часто и недооценивается.
Лужение паяльника
Перед началом основной работы полезно начинать с малых нагрузок. Для этого жало покрывается тонким слоем припоя, подготавливая его к последующему влиянию химических компонентов. Это делается при разогреве инструмента и позволяет увеличить срок его эксплуатации. Название для этих действий — лудить жало.
Подготовка проводов к спаиванию
Хорошая подготовка — половина успеха
Прежде чем паять, провода должны соответствующим образом быть обработаны. Для этого достаточно соблюдать последовательность:
- В местах соединения жил проводов срезается изоляционный слой на 2-5 сантиметра.
- Оголённые участки зачищаются от оксидной плёнки.
- Осуществляется лужение, например, посредством канифольной смолы.
- Провода соединяются посредством скрутки.
Теперь можно непосредственно паять.
Процесс пайки электропаяльником
А теперь непосредственно к вопросу, как паять провода паяльником. Последовательность действий для этого процесса следующая:
- Поверхность скрутки покрывается флюсом.
- Берётся кончиком жала немного припоя. Когда он расплавится до жидкого состояния, то его следует нанести на место скрутки.
- Дать застыть и всё — готово!
Это простая пошаговая инструкция по тому, как правильно припаивать. Но за этим небольшим списком скрывается существенная подготовительная работа. Она важна, даже если планируется использование только в домашних условиях.
Отличия технологии при использовании флюса
В зависимости от техпроцесса могут вноситься небольшие изменения. Например, для некоторых составов не нужно снимать изоляцию, они с нею отлично справляются. Спаивать можно и так, сложного ничего нет. Но в таком случае приходится протирать место спайки спиртом для утилизации химически агрессивных веществ. Или может наноситься дополнительный раствор на очищенные провода перед их пайкой.
Особенности пайки многожильных проводов
Отличия в нюансах:
- провода перед лужением следует раскрутить для удобного окунания в канифоль;
- каждую жилу следует покрывать тонким слоем припоя;
- как остынут, все они скручиваются в один провод и изолируются.
В остальном, чтобы припаять, необходимо придерживаться стандартного порядка действий.
Провода в изоляции

Изоляция — требование техники безопасности
Для удаления защитного покрытия можно использовать кусачки, нож или сам паяльник (но это для опытных людей и сопровождается вредными испарениями). В последнем случае достаточно просто проплавить изоляцию по кругу и стянуть её вручную с жилы. В других случаях приходится следить, чтобы не повредить сердцевину провода.
Важно! Вариант с паяльником хорош, если приходится иметь дело с полипропиленом. Ведь есть и термостойкая изоляция, с которой подобное обращение не получается.
Эмалированные провода
Вводят в заблуждение своёй «чистотой». На самом деле они имеют покрытие из бесцветной эмали. Удаляется оно так же, как и оксидная плёнка.
Кабеля из нескольких изолированных проводов
Пайке предшествует разделение жил. Их обработка осуществляется по отдельности.
Можно ли паять медный провод с алюминиевым
Напрямую алюминий соединять с химически активными металлами запрещено. А медь как раз принадлежит к их числу. Поэтому, их не соединяют напрямую и не паяют. Хотя есть вариант с промежуточным болтом.
Возможные проблемы при пайке
Частые ошибки, которых следует избегать:
- Работа под напряжением. Вся электроника должна быть отключена от электропитания. Высокая температура влияет на физические процессы в элементах, что приводит к их выходу из строя.
- Высокий уровень загрязнения. Нужно чистить жало и места обработки, прежде чем начинать и обеспечивать продвижение процесса.
- Механические повреждения паяльника. Из-за них может не достигаться требуемая температура для эффективной работы.
- Использование уже непригодных расходников. Повторное использование одного и того же материала ведёт к понижению качества получаемого результата.
Запаять элементы и схемы качественно новичкам сложно, даже если используются самые лучшие инструменты. Достичь вершин мастерства выйдет только после приобретения солидного опыта. И хотя первые попытки будут весьма скромными, в последующем можно рассчитывать и на успешное выполнение более сложных задач, таких как ремонт автопроводки.
Как правильно паять провода и что для этого понадобится

Существует очень много способов соединения проводников. В этой статье поговорим об одном из самых надёжных – пайка проводов паяльником. Процесс этот тонкий и кропотливый. Если ни разу в жизни в руках паяльник не держали, то надо будет немного поучиться. Во-первых, нужен опыт и навыки в умении пользоваться паяльным приспособлением. Во-вторых, перед тем, как паять провода, необходимо соединить их в скрутку. В-третьих, понадобится специальный инструмент и материалы.
Физика процесса
Перед тем, как выполнять соединение проводов пайкой, неплохо было бы разобраться в самой сути этого процесса.
С помощью паек получают неразъёмные соединения. Например, если нужно соединить какие-то два элемента (кабель либо провод), то между ними вводится припой в виде расплавленного металла. Необходимо чтобы температура плавления у этого металла была ниже, чем у материалов соединяемых элементов. Паяемый элемент, флюс и припой вводят в соприкосновение путём нагрева. Припой становится жидким и смачивает поверхность проводника. Когда нагрев прекращают, сплав припоя твердеет, тем самым образуется прочное контактное соединение.

Прочность контакта зависит от того, насколько хорошо припой смочил поверхности соединяемых элементов. А тут уже прямая зависимость от того, насколько чистыми были эти элементы на момент пайки. Поэтому перед тем, как паять провода, они обязательно должны быть очищены от органических веществ (масло, жир) и от окисной плёнки. Для этой цели и надо использовать флюс, к тому же он понижает поверхностное натяжение и улучшает качество растекания.
Наименьшие требования к флюсу, припойному сплаву и температуре предъявляет пайка медных проводов. Поэтому если хотите обучиться такому делу, лучше сначала паять паяльником провода медного исполнения, а со временем, когда наберётесь мастерства и опыта, поработаете и с другими материалами.
Преимущества и недостатки пайки
Самым главным преимуществом пайки перед другими видами соединений проводов является надёжность. Спаянный электрический узел в плане надёжности может уступить лишь соединению, выполненному сваркой.
На весь период эксплуатации вы можете забыть о спаянном соединении, никакого дополнительного обслуживания оно не потребует.
Пользуясь пайкой, вы можете соединить проводники разные по сечению, одножильные с многожильными.
Этот метод относится к низким по себестоимости. Главное, чтобы у вас был паяльник, а припой с канифолью стоят совсем недорого, при этом расход их совсем мизерный.
Также несомненным преимуществом пайки является то, что с её помощью можно одновременно соединять более 2-х проводов.
К недостаткам пайки можно отнести высокую трудоёмкость и обязательное наличие навыков в пользовании паяльником.
Необходимые инструменты и материалы

Перед тем, как спаять два провода, надо для начала приобрести все необходимые материалы, а также запастись самым главным приспособлением – паяльником.
Паяльник

Устройство это представляет собою нагревательный прибор, с его помощью разогревают припойный сплав и поверхности деталей, которые необходимо припаивать. Он имеет три основные части:
- ручка (её делают деревянной либо пластмассовой, она не греется в процессе работы);
- нагревательный элемент;
- рабочий элемент.
Паяльники бывают разных типов:
- Электронагревательный. Рабочей частью такого инструмента является кончик медного жала, которое разогревается с помощью нагревательного элемента. Температура жала достигает 300 градусов, при этом он не сильно мощный (от 60 до 100 Вт).

- Газовый. По принципу действия этот паяльник похож на обыкновенную газовую горелку, место, где должна производиться спайка, нагревается при помощи открытого пламени.

- Термовоздушный. Место пайки разогревают потомком горячего воздуха.

- Молотковый. У этого паяльника рабочей частью также является жало из меди, но по форме оно напоминает массивный молоток. Разогрев происходит при помощи открытого пламени либо за счёт встроенного электронагревательного элемента.

Наибольшее распространение получил электронагревательный паяльник для пайки радиодеталей и проводов.
Припой
Главным материалом в процессе пайки является припой. Он представляет собою сплав нескольких металлов, который имеет более низкую температуру плавления, чем у металла соединяемых элементов. Такие сплавы делают из олова, кадмия, серебра, меди, свинца, никеля.

Паять медные провода желательно сплавом марки ПОС-60. Буквы ПОС обозначают, что данный припой из олова и свинца. Цифры показывают, сколько процентов олова содержится в припое. Конечно, лучшим припойным материалом считается чистое олово, но это дорого, его применяют в исключительных случаях.
Форма выпуска припоя бывает разная – в гранулах, пастах, слитках, порошке, фольге или проволоке.
Как пользоваться припойным сплавом? Его греют выше температуры плавления и, когда он достигнет расплавленного состояния, прикасаются к твёрдым поверхностям соединяемых элементов. В этот момент начинаются химические и физические процессы. Припойный сплав растекается по металлическим поверхностям, проникая между ними во все зазоры.
Имейте в виду! Перед тем, как припаять алюминиевые провода, вам потребуется найти специальный припой. Для этого металла больше подойдут сплавы на основе цинка ЦО-12 (цинк с оловом) или ЦА-15 (цинк с алюминием).
Чаще всего в качестве флюса используют смесь органических и неорганических веществ, с помощью которой подготавливают поверхности для пайки. Это может быть канифоль, ацетилсалициловая или ортофосфорная кислота, нашатырь или соль бура.

Самым распространённым флюсом считается канифоль. Некоторые используют кислоту для паяния, но она уступает канифоли по своим качествам. Хотя применять кислоту гораздо проще, намочили в ней кисть и нанесли вещество на соединяемые поверхности. С канифолью немного сложнее, нужно уложить в неё жилу, паяльником нагреть, тогда смола начнёт плавиться и обволакивать проводок.
Иногда используют припой, который представляет собою тонкую проволоку, заполненную внутри канифолью. Конечно же, это делает процесс более быстрым и удобным, достаточно будет только брать нагретым паяльником припой и наносить на соединяемые поверхности, отпадает необходимость в обработке каждого провода канифолью отдельно.
Другие инструменты

Также для того, чтобы сделать спайку проводников, потребуются:
- Место для работы, его надо покрыть материалом, которому не страшны будут капли расплавленного припоя. Подойдёт металлический стол либо какая-то подставка из металла или дерева, когда работы необходимо выполнять, например, в распределительной коробке.
- Подставка для паяльника (она должна быть надёжной и удобной).
- Кусочек влажной ткани или губка для протирки жала паяльника.
- Напильник. Перед применением паяльника, нужно будет сначала зачистить его жало, на нём не должно оставаться следов нагара, тогда пайка пойдёт легко.
- Нож либо специальное приспособление для снятия с проводов изоляционного слоя.
- Пассатижи.
- Наждачная бумага.
- Спирт.
- Изоляционная лента (или термоусаживаемая трубка).
Подготовительные работы

Перед тем, как спаять провода, необходимо выполнить ряд подготовительных работ:
- На соединяемых жилах срежьте изоляционный слой на 40-50 мм.
- Теперь необходимо зачистить оголённые участки от окисной плёнки. Это можно сделать с помощью наждачной мелкозернистой бумаги. Жилы проводов надо зачистить до блеска.
- Перед тем, как паять медные жилы, выполняют их лужение. Нагрейте паяльник до температуры плавления канифоли. Как это узнать? Просто прикоснитесь инструментом к канифоли, она начнёт активно плавиться. Оголённый участок погрузите в канифольную смолу. Возьмите жалом немного припойного сплава и проведите по проводу. Чтобы сделать процесс равномернее и быстрее, немного проворачивайте провод. Жила из меди после лужения станет не красной, а серебристой. Проделайте то же самое со всеми проводами, которые надо будет спаивать.
- Залуженные провода соедините в скрутку.
Как выполнять лужение проводов показано в этом видео:
Теперь всё готово к самому процессу пайки.
Выполнение пайки
Одной рукой при помощи пассатижей держите скрутку проводов. Если соединяете всего два тонких провода, и длина пайки будет небольшой, то вполне можно обходиться и без скрутки. Надо только очень плотно приложить проводники друг к другу. В другую руку возьмите разогретый до нужной температуры паяльник и наберите жалом припойный сплав. Прижмите его к месту соединения, приложив небольшое усилие. Должен произойти разогрев в этом месте, канифоль закипит и начнёт растекаться припойный сплав. Остаётся лишь дождаться, когда сплав растечётся и заполнит все зазоры между жилами.

Очень важно, чтобы соединяемые поверхности были хорошо прогреты. Потому что если припой затвердеет, а смачивание не произойдёт, получится непрочная пайка, электрики называют её «холодной» или «ложной».
Обязательно необходимо дать пайке остыть в неподвижном состоянии. Даже самое малое движение спаиваемых элементов в момент застывания припоя может повлиять на качество и прочность соединения.
Когда место пайки застынет, протрите его спиртом для удаления остатков флюса.
Как правильно произвести пайку подробно показано в этом видео:
а здесь можно посмотреть как паять скрутку в условиях приближенных к реальным:
Осталось лишь надёжно заизолировать соединение. Можно намотать 3-4 слоя изоленты. Хорошей изоляцией служит термоусаживаемая трубка. Только не забудьте надеть её на один из проводников до начала соединения. Потом натяните её на полученный электрический узел, нагрейте при помощи фена или зажигалки, и трубка плотно обхватит соединение. Второй вариант предпочтительнее, так как обеспечивает герметичность контактному соединению.
Мы рассказали вам, как правильно паять провода. В принципе это не сложно для тех, кто умеет пользоваться паяльником. Если вы этого ни разу не делали, лучше попросите кого-то вас немного обучить. Конечно, можно прочитать в статьях и теоретически всё понять. Но не забывайте, что «лучше один раз увидеть».
- Быстрый ремонт труб с помощью хомутов без сварки
- Обслуживание холодильного оборудования: как избежать поломок и лишних расходов
- Поверка штангенциркулей: как обеспечить точность измерений и избежать дорогостоящих ошибок
- Промышленная роботизация производства
- Качественная спецодежда: как проходит сертификация