Химическое пассивирование нержавеющих сталей
Химическое пассивирование нержавеющих сталей
Пассивирование металла: назначение, технология, методы
Несмотря на то, что нержавеющая сталь отличается высокой устойчивостью к коррозии, дополнительная защита, которую позволяет получить такая технологическая операция, как пассивация, для нее желательна. В отдельных случаях, когда большому риску развития коррозии подвержены даже изделия, изготовленные из нержавеющей стали, необходимость в выполнении такой процедуры не вызывает сомнений.
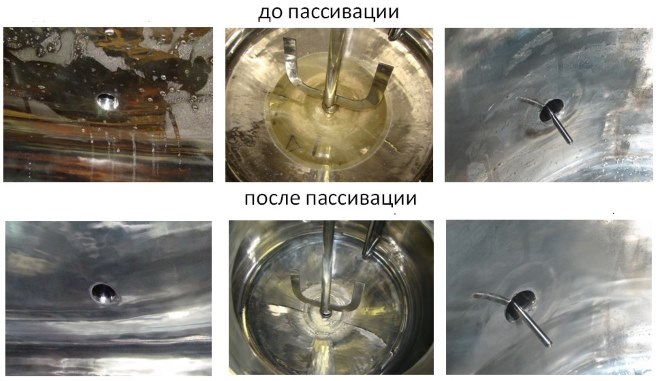
Примеры нержавеющих поверхностей, подвергнутых коррозии, и результаты проведенной пассивации
Чем обусловлена высокая коррозионная устойчивость нержавеющих сталей
Суть такого явления, как коррозия, состоит в том, что поверхность металла под воздействием негативных внешних факторов и окружающей среды начинает разрушаться. Что характерно, коррозия из-за постоянного окисления поражает металл слой за слоем, постепенно разрушая внутреннюю структуру стали. Во многих случаях локализовать пораженные участки внутренней структуры металла уже не имеет смысла, поэтому стальные изделия приходится заменять на новые.
Пассивирование (или пассивация) как технология, позволяющая обеспечить надежную защиту стали от коррозии, лежит в основе создания такого уникального металла, каким является нержавеющая сталь. В химическом составе преимущественного большинства сталей, относящихся к нержавеющей категории, могут содержаться различные элементы:
- никель;
- молибден;
- кобальт;
- ниобий;
- марганец.
Однако основным легирующим элементом таких сталей, количество которого в их составе может варьироваться в пределах 12–20%, является хром. Добавление различных легирующих элементов в состав нержавеющих сталей позволяет придать им требуемые физико-химические характеристики, но именно хром отвечает за коррозионную устойчивость стального сплава.
Влияние хрома на свойства нержавеющей стали
Нержавеющие стальные сплавы, в составе которых содержится 12% хрома, проявляют высокую коррозионную устойчивость только при взаимодействии с окружающим воздухом. Если количество хрома в химическом составе нержавеющей стали увеличить до 17%, то изделия из нее смогут спокойно взаимодействовать с азотной кислотой, не утрачивая при этом своих эксплуатационных характеристик.
Чтобы сделать металл устойчивым к еще более агрессивным средам, к числу которых относятся соляная, серная и другие кислоты, в нем не только увеличивают количественное содержание хрома, но и добавляют в его состав такие элементы, как медь, молибден, никель и др. Иными словами, выполняют пассивирование металла, то есть увеличивают его пассивность к коррозионным процессам.
В процессе пассивации зоны сварочного шва образуется прочная пленка
Пассивация, при которой в химический состав нержавеющей стали добавляют соответствующие легирующие элементы, – это не единственное условие высокой коррозионной устойчивости металла. Чтобы защитные свойства нержавеющей стали оставались на высоком уровне, оксидная пленка на ее поверхности, состоящая преимущественно из оксида хрома, должна быть целой, иметь однородный химический состав и толщину.
Причины возникновения коррозии
Несмотря на то, что в химическом составе нержавеющей стали должны содержаться пассиваторы, значительно повышающие ее коррозионную устойчивость, ее поверхность и внутренняя структура могут подвергаться коррозии.
Основной причиной, по которой нержавеющая сталь начинает разрушаться, является недостаточное или неравномерное содержание в ее химическом составе хрома. Вызвать коррозию также может контакт с металлом, который отличается значительно меньшей устойчивостью к окислению. Часто подвергаются разрушению изделия из нержавейки, которые были соединены между собой по технологии сварки.

Коррозия труб полотенцесушителя, возникшая по причине недобросовестного исполнения сварочного шва производителем
Что характерно, даже если нержавеющая сталь отличается очень высоким качеством, после сварки она может покрыться слоем ржавчины. Чтобы избежать таких негативных явлений, сварные швы, при помощи которых выполнено соединение изделий из нержавейки, необходимо тщательно зачищать и полировать. Такая процедура позволяет удалить с поверхности сварного шва и самих изделий из нержавейки остатки менее устойчивого к коррозии металла, который был использован для выполнения сварочных работ.
Очень часто на поверхность нержавейки частички менее устойчивого к коррозии металла попадают и в тех случаях, когда его обработка выполняется в непосредственной близости от стальных изделий. Так, если рядом пилят, шлифуют или выполняют другие виды обработки обычного металла, то его частички, попав на нержавеющую сталь, обязательно станут источниками ее коррозии. На нержавейке они могут появиться и в том случае, если вы решите выполнить ее обработку инструментом, который до этого взаимодействовал с обычным металлом. Именно поэтому инструменты, особенно относящиеся к режущему типу, желательно использовать для выполнения обработки только однотипных материалов.

Коррозия вытяжки из нержавеющей стали, произошедшая вследствие чистки изделия железной щеткой
Однако, конечно, наиболее критичным местом на поверхности изделий из нержавейки с точки зрения возникновения и развития коррозионных процессов является сварной шов. Именно поэтому важны не только тщательная зачистка, шлифовка и полировка места сформированного сварного соединения, но и его пассивация, для чего используются различные кислотные растворы.
Пассивация (химическое пассивирование), как правило, выполняется с применением раствора, основу которого составляет азотная кислота. Обработка таким раствором тщательно подготовленного участка изделия из нержавеющей стали позволяет сформировать оксидную пленку, отличающуюся высокой пассивностью к коррозионным процессам.
Обработка сварных соединений на нержавейке, после которой и выполняется химическое пассивирование, осуществляется при помощи металлической щетки и шлифовальной машинки. При этом, как уже говорилось выше, важно следить за тем, чтобы используемые при пассивации инструменты не реагировали до этого с обычным металлом, частички которого могут стать источником развития коррозионных процессов.
Чтобы проверить, не присутствует ли на поверхности нержавейки включений обычного металла, можно воспользоваться двумя способами.
Обработка водным раствором азотной кислоты и ферроцианида калия
Места на поверхности изделия, на которых присутствуют включения свободного железа, после выполнения такой обработки сразу окрасятся в синий цвет. Следует отметить, что такой способ проверки используют преимущественно в условиях производственных лабораторий.
Смачивание обычной водой
Изделие выдерживают в таком состоянии на протяжении нескольких часов. Если на нержавейке присутствуют включения свободного железа, то участки с такими включениями начнут покрываться ржавчиной.
Виды коррозии
Несмотря на то, что коррозионный процесс приводит практически к одинаковым последствиям, причины, ее вызывающие, могут быть различными. Наиболее частой причиной коррозии изделий из нержавейки, используемых в бытовых условиях, является применение для их чистки средств, содержащих в своем химическом составе значительное количество хлора. Такие средства активно способствуют разрушению оксидной пленки на металле, что приводит к развитию коррозионного процесса на всей его поверхности (т.е. общей коррозии).
Щелевая коррозия нержавейки возникает в тех случаях, когда детали из такого металла длительное время соприкасаются между собой. Коррозия данного типа, что характерно, часто начинает развиваться в местах крепежа. Различают также точечную коррозию, которую часто называют питтинговой. Она возникает в тех случаях, когда оксидная пленка на нержавейке повреждена механическим способом.

Коррозия нержавейки под водой проявляется в большей степени в местах соединения деталей
Если нержавейка контактирует с разнородным для нее металлом в токопроводящей среде, начинает развиваться коррозия, которая получила название гальванической. Этому процессу наиболее подвержены изделия из нержавеющих сталей, эксплуатируемые в морской воде и при этом контактирующие с металлами, отличающимися меньшей степенью легирования.
Межкристаллитная коррозия – очень распространенное явление, возникающее в тех случаях, когда изделие из нержавеющей стали было подвергнуто значительному перегреву. При сильном нагреве (свыше 500°) на границах кристаллической решетки нержавеющей стали формируются карбиды хрома и железа, которые и становятся причиной снижения прочности металла.

Коррозия нержавеющей стали может возникать из-за применения хлоросодержащих чистящих составов
Различают также эрозивную коррозию, которая возникает, если нержавейка постоянно находится под воздействием абразивной среды. Постоянно воздействуя на поверхность металла, частички такой среды разрушают защитную оксидную пленку, которая не успевает восстанавливаться.
Пассивирование нержавейки
Обеспечить такие условия эксплуатации изделий из нержавеющей стали, чтобы они не контактировали с другими металлами и агрессивными средами, а также не подвергались механическим повреждениям, практически невозможно. Именно поэтому необходима упомянутая выше технологическая операция – пассивирование. Дополнительную степень защиты, которую обеспечивает пассивирование (пассивация), часто стараются обеспечить:
- трубным конструкциям из нержавейки;
- крепежным элементам;
- корпусным элементам конструкций и механизмов, эксплуатируемых в морской воде.
Между тем пассивация не всегда целесообразна даже для изделий подобного назначения.

Пассивирование сварочного шва нержавейки
Пассивирование, хотя и является методом обработки нержавеющей стали, способным обеспечить ее дополнительной защитой от коррозии, во многих случаях является нецелесообразным и даже может ухудшить защитные свойства стали. Поэтому прежде чем выполнять пассивацию, следует проанализировать условия, в которых будет эксплуатироваться изделие, чтобы однозначно решить, нужна ли его поверхности дополнительная защита.
Пассивация, если решение о ее выполнении принято, должна обеспечивать получение цельного и равномерного по толщине защитного слоя, что достигается строгим соблюдением технологического процесса. Как правило, пассивацию выполняют в тех случаях, когда дополнительная защита необходима внешней, а не внутренней поверхности изделия из нержавеющей стали.
Суть такого процесса, как пассивация, заключается в том, что поверхность изделия из нержавеющей стали обрабатывают специальным раствором, основу которого составляет азотная, а в некоторых случаях и лимонная кислота. Иногда такой раствор могут дополнять незначительным количеством (2-6%) бихромата натрия. Химический состав такого раствора, а также такие параметры, как температура нагрева и время выдержки, зависят от марки обрабатываемой нержавеющей стали.
Химическое и электрохимическое пассивирование металла для восстановления защитного оксидного слоя

Явление пассивации
Для заказа услуг по пассивации нержавейки заполните нижеследующую форму либо обратитесь к нашей статье в разделе «Услуги»: Травление и пассивация нержавеющей стали.
Коррозионная стойкость нержавеющих сталей и других металлов строго зависит от состояния их поверхности и, в частности, от наличия или отсутствия на их поверхности слоя оксидов указанного пассивного слоя. Изменения, которые происходят на поверхности нержавеющей стали, определяются как явления пассивации. Если эти явления приводят к снижению скорости коррозии, то можно сказать, что на поверхности нержавеющей стали присутствует защитный слой пассивации.

Пассивный слой на поверхности нержавеющей стали имеет химический состав, который особенно отличается от его основного состава:
- Около 65% Cr + оксид хрома;
- Около 35% Fe + оксид железа.
Молибден и никель имеют очень низкий процент в пассивном слое.
Не всегда вмешательство пассивных явлений приводит к пассивным условиям. В случае нержавеющих сталей цветные оксидные пленки, которые наблюдаются во время фазы сварки, или черные чешуйки, которые образуются во время горячей прокатки, являются менее защищенными от поверхности оксидной пленки, которая образуется на поверхности металла.
Обычно защитный оксидный слой часто составляет около 1,5-2,5 нм и легко виден через специальные и дорогие микроскопы (ПЭМ). Термин «пассивация» происходит от того факта, что хром имеет сильное родство с кислородом. Когда сталь находится в контакте с обогащенной кислородом средой, хром очень химически активен и имеет тенденцию образовывать очень стабильные оксиды и гидроксиды. Эти соединения являются защитными, потому что они подавляют нежелательные реакции, которые могут привести к коррозии нержавеющей стали. Таким образом, коррозионная стойкость нержавеющей стали проистекает из того факта, что процент хрома в нем равен или превышает примерно 18%. Таким образом, нержавеющая сталь имеет возможность локально распределять некоторые частицы хрома по поверхности с образованием оксидов, которые повышают коррозионную стойкость нержавеющей стали. Пассивный слой, который образуется на поверхности нержавеющей стали, оснащен электронной проводимостью, после чего он может генерировать химические окислительно-восстановительные процессы с кислородом, которые могут остановить коррозийный контур.
Качество пассивного слоя
Процентное содержание хрома и других веществ, присутствующих в стали, является одним из параметров, влияющих на качество пассивного слоя. Сталь серии AISI 200 будет иметь более низкую коррозионную стойкость по сравнению с AISI 300, потому что, имея более низкую концентрацию никеля, не обладает способностью быстро восстанавливать пассивный слой после, например, процессов истирания и/или травления.
Другим ключевым параметром, определяющим качество пассивного слоя, является обработка поверхности нержавеющей стали. Очень часто для повышения коррозионной стойкости нержавеющая сталь электрохимически полируется. Этот процесс обеспечивает:
- Микроструктуру зерна в пассивном слое, она становится гладкая и однородная;
- Уменьшение шероховатости, которая предотвращает адгезию загрязнений на стальной поверхности;
- Увеличение миграции атомов хрома на поверхность;
- Увеличение толщины пассивного слоя за счет лучшего химического взаимодействия с кислородом в окружающей среде.

Если поверхность подверглась механическому истиранию (например, сатинированию):
- Микроструктура не является однородной;
- Это обеспечивает загрязнения абразивными веществами, которые сцепляются на поверхности, становясь точками для потенциальной питтинговой (точечной) коррозии;
- Уменьшение толщины пассивного слоя.
Конструкция пассивного слоя также зависит от термодинамических характеристик (температура, окислительная среда и т.д.), которые позволяют регулировать пассивный слой для получения стабильного и долговечного слоя с течением времени.
Во время стандартной обработки качество пассивного слоя зависит от:
- Чистого воздуха;
- Чистой воды;
- Пассивации в концентрированной азотной кислоте 5-30%.
Факторы, перечисленные выше, определяют время пассивации нержавеющей стали:
- Чистый воздух: около 48-96 часов;
- Чистая вода: около 6-15 часов;
- Пассивация в концентрированной азотной кислоте при 5-30%: около 30-120 минут.
Наконец, качество пассивного слоя определяется процентным содержанием легирующих веществ внутри стали и термодинамическими условиями окружающей среды, способствующими образованию компактного и химически стабильного слоя. Время пассивации определяется различными средами, в которых сталь подвергается воздействию. Электрополировка нержавеющей стали – лучшая операция для получения однородной поверхности, свободной от загрязнений и пассивации.
Ниже представлен брелок из матовой нержавеющей стали, половина его обработана электрохимической полировкой в ванне.
Химическое пассивирование нержавеющей стали
Во многих сферах промышленности, строительства и ремонта используются инструменты, крепежи и метизы из нержавеющей стали. Но несмотря на то, что данный материал обладает повышенной устойчивостью к образованию коррозии, все же в некоторых случаях ржавчина может проявиться. Для предотвращения этого необходимо принятие дополнительных мер – химическое пассирование изделий.
Что такое пассивация?
Процесс пассивации позволяет вернуть нержавеющей стали свои первоначальные свойства, дополнительно защищая ее от воздействия многих внешних факторов. Это специальная химическая обработка металлических изделий, после проведения которой на их поверхности образуется специальное защитное покрытие. При взаимодействии с концентрированными кислотами на нержавеющей стали появляется малозаметная пленка. Этот процесс и называется пассивацией.
Прибегают к данному методу как для дополнительной обработки во время производства изделий, так и для восстановления основных свойств деталей из нержавейки.
Зачем это необходимо?
Лист нержавеющей стали имеет на своей поверхности очень тонкую оксидную пленку. Именно она и препятствует образованию ржавчины на деталях, крепежах, метизах, изготовленных из этого материала. Но малейшее нарушение целостности этого покрытия приводит к тому, что основные антикоррозийные свойства нержавейки утрачиваются. Причины повреждения оксидной пленки могут быть самыми разными:
при контакте материала с хлором; при взаимодействии стали с морской водой; в случае повреждений механическим или физическим путем, в том числе при царапинах и незначительных вмятинах.
Поэтому важно соблюдать условия эксплуатации, которые регламентированы заводами-производителями тех или иных изделий (столовых приборов, крепежей, метизов, рабочих инструментов, цельных листов и проч.). Запрещается использовать моющие средства, имеющие в своем содержании хлор и иные агрессивные химические вещества.
Но самый большой ущерб оксидной пленке наносит сварка. Особенно это губительно в случае сварки труб. В такой ситуации защитная поверхность разрушается вдоль всего шва. Для восстановления поверхностей и защиты изделий от образования ржавчины применяется пассивация стали. Но здесь еще не менее важную роль играет и состав нержавейки.
Классификация нержавеющей стали
Антикоррозийные свойства нержавейки напрямую зависят от ее состава. Исходя из этого данную сталь маркируют. Классификация позволяет различать каждый тип нержавеющего металла по гибкости, твердости, степени антикоррозийной защиты. В зависимости от состава и своего назначения различают:
мартенситные стали. Из них обычно изготавливаются ножи (в том числе и для пищевой промышленности), турбины. Эта сталь, имея в своем содержании большое процентное соотношение хрома, очень твердая; ферритные материалы. Количество хрома в такой стали превышает предыдущее значение на 3-4%. Этот материал имеет высокую устойчивость фосфорной кислоты, аммиачной селитры и азотной кислоты; аустенитные стали. Этот вид нержавеющей стали весьма пластичный. Часто его используют в машиностроении; дуплексные или ферро-аустенитные металлы. Это очень прочные, но вместе с тем пластичные нержавеющие материалы.
Исходя из состава нержавейки, можно определить, есть ли необходимость в дополнительной обработке изделий или нет. От этого же зависит и вероятность образования коррозии на поверхности элементов, изготовленных из этого вида стали.
Технология и методы
Существуют различные методы обработки нержавейки. Но выделяют два основных способа пассивации стали:
Травление химическими кислотами (концентратами) на отдельных участках. Эта технология часто применяется для обработки сварных швов, но допускается и в других случаях. Этот процесс имеет различные варианты последовательности обработки. Различаются они как по составу химических веществ, так и по времени проведения работ. Самым распространенным способом в этом случае является электролитическое травление. Эта технология заключается в том, что изделие из нержавеющей стали помещают в специально подготовленную ванну, состоящую из концентрированных кислот. Через этот состав пропускается электрический ток (переменный или постоянный). Металл играет роль либо катода, либо анода. Подаваемый ток оказывает механическое воздействие на сталь, благодаря чему происходит выделение водорода или газообразного кислорода. Это помогает отделению окисной пленки на поверхности изделия. Травления готовыми смесями кислот. Они могут быть изготовлены в виде паст, гелей, спреев, концентратов. Этот способ наиболее удобен.
Независимо от того, какой метод применяется для пассивирования нержавеющей стали, важно соблюдать последовательность выполнения работ.
Этапы химического пассивирования
В процессе формирования однородной инертной пленки на поверхности изделий из нержавейки важно учитывать особенности состава стали и степень повреждения защитного покрытия. Химическое пассивирование сегодня является неотъемлемой частью в работе с нержавеющими материалами. Это позволяет продлить срок их службы, избавиться от ржавчины и повреждений, а также предотвратить образование коррозии. Во время проведения работ по пассивации следует соблюдать поочередность этапов:
Сначала осуществляется очистка материалов от загрязнений. Удаляются жирные пятна, ржавчина и прочие налеты. При технологии травления химическими кислотами изделие погружают в ванну со смесью соляной кислоты и серной. При температуре от 60 до 80 градусов сталь здесь выдерживается в течение 20-40 минут. Если применяется метод травления готовыми смесями кислот, то для очистки используются специальные концентрированные составы (пасты, гели, спреи), которые наносятся на поверхность стали ручным способом. Химикат оставляют ориентировочно на 30 минут. Затем проводится тщательная промывка изделий водой. Начинается процесс пассивации. В первом случае сталь погружают в кислотную ванну. Во втором – наносят гели, пасты, спреи и прочие готовые химические составы на поверхность изделия. В случае с готовыми средствами предусмотрен еще один этап – обработка пассиватором. Это позволяет обеспечить принудительное образование оксидной пленки на нержавеющей стали. Последний этап состоит из тщательной промывки изделия.
Состав нержавеющей стали и марка играют далеко не последнюю роль во внешнем виде изделия после химического пассивирования. Некоторые виды имеют темный цвет, другие же более светлый. Но независимо от этого данный способ обработки стали имеет целый перечень преимуществ:
улучшается сопротивление к образованию коррозии; происходит равномерное сглаживание поверхности изделия; удаляются заусенцы, царапины, вмятины; срок службы изделий значительно увеличивается.
Где можно заказать услугу?
Данную процедуру должны проводить компетентные специалисты, имеющие большой опыт и определенные знания в этой области. В нашей компании работают настоящие профессионалы своего дела. Мы осуществляем химическое пассивирование нержавеющей стали, учитывая особенности ее состава, степень повреждения и размер изделия. Все работы осуществляются в специально отведенном месте и с соблюдением всех требований по технике безопасности.
Пассивация нержавеющей стали – нужна ли дополнительная защита?
Большинство уверено, что заниматься пассивацией нержавеющей стали – пустая трата времени, ведь поверхность изделий уже инактивирована. Однако в некоторых случаях это крайне необходимо, попробуем переубедить скептиков.
1 Почему нержавейка устойчива к коррозии?
Коррозия стали характеризуется разрушением ее поверхностного слоя под воздействием агрессивных сред, а иногда и при контакте с привычной нам атмосферой. Окисление происходит с каждым вновь открывающимся слоем, пробираясь вглубь. Постепенно деталь разрушается полностью. Чтобы не пытаться спасать такие изделия при появлении очагов коррозии, а то и вовсе не производить замену деталей, был разработан способ защиты – пассивирование. Именно так и появилась всем известная нержавейка.

Сталь содержит в себе множество добавок. Кобальт, никель, ниобий, титан, молибден, марганец – все они помогают добиться различных механических и физических свойств сплава. В составе в существенном количестве присутствует и хром (Cr), именно от него зависит коррозионная стойкость стали.
Хром – одна из главных легирующих добавок, содержание его варьируется от 12 до 20 %. Как раз эта цифра и определяет степень пассивности сплава.
Нержавейка с 12 % хрома будет устойчива только к атмосферным окислителям (в первую очередь кислороду воздуха). При 17 % сплав выдержит значительно более агрессивные среды, например, азотную кислоту. Если требуется еще более устойчивый материал, тогда увеличивают содержание никеля, молибдена, меди и прочих добавок, еще в некоторой степени усиливающих коррозионную пассивность. Высокоагрессивными средами считаются соляная, серная и прочие схожие по свойствам кислоты.

Но содержание легирующих элементов в нужной пропорции не единственное требование к стали, чтобы она могла называться нержавеющей. Поверхность детали должна быть без повреждений, у внешнего слоя желателен однородный химический состав. Ведь устойчивость к коррозии определяется наличием оксидной пленки, в основном CrO. Ее прерывистость или различная толщина из-за неоднородности химического состава сплава сводит на нет защитные качества.
2 Почему коррозия все-таки одолевает нержавеющую сталь?
Несмотря на изложенную картину, нержавейка подвергается коррозии. Ржавчина на ее поверхности приводит в недоумение людей, кто не совсем знаком с химической природой этого явления. Многие начинают сомневаться, нержавейка ли это вовсе? Но даже вполне настоящая пассивированная сталь может подвергаться различного рода коррозии. И причин этому немало.
Первой и вполне очевидной будет недостаток хрома или его неравномерность в структуре сплава. Также контакты с менее устойчивыми разновидностями стали (углеродистой, например) вызовут процесс ржавления. Часто детали подвергаются сварке, и даже если изначально нержавейка была очень высокого качества, после такой обработки она начинает корродировать. Обычно это легко предупредить зачисткой и полировкой поверхности шва, чтобы там не осталось даже следовых количеств сварочных материалов, например, частичек железа (Fe).

Занести нежелательные количества железа в структуру нержавейки можно и другими способами. Если рядом с ней пилят, режут, шлифуют обычную сталь, то пыль с Fe обязательно достигнет ее и запустит процесс коррозии. Но даже все предусмотрев и изолировав ваши детали, вы можете забыть, что когда-то использовали для обычной стали определенный шлифовальный круг и решите им обработать нержавеющую. Это обернется коррозией. Да и любой другой инструмент должен применяться на однотипных материалах, например, только на нержавейке.
После сварки часто нужна очистка шва, делают это металлической щеткой, лучше завести такое приспособление для низколегированных сплавов и нержавейки отдельно. К слову, любые деструктивные поверхностные обработки существенно приближают появление коррозии, так что частить с этим не рекомендуется. Если все-таки пришлось заниматься механической очисткой, то проверьте, осталась ли на детали железная пыль и не появились ли повреждения оксидной пленки. На производстве при наличии лаборатории это можно сделать за пару минут с помощью химреактивов – воды, азотной кислоты и ферроцианида калия. Места с включениями свободного железа станут синие. В другом случае потребуется несколько часов и простая вода из крана. Нужно всего лишь смочить поверхность и дать постоять, проблемные зоны начнут ржаветь.

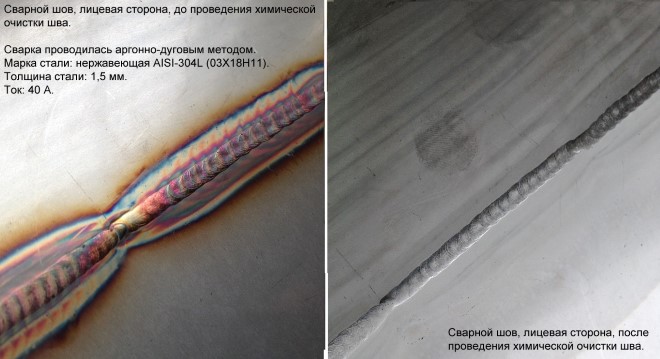
Сварочный шов действительно слабое место у нержавеющей стали. Поэтому его обязательно зачищают, отмывают от остатков рабочих материалов (флюса, брызг и т.д.), полируют и пассивируют препаратами на основе кислот. Такие реактивы можно найти в продаже. Обычно основу их составляет азотная кислота, в определенной концентрации она приводит к образованию химически пассивной оксидной пленки.
3 Многоликая коррозия
Количество причин, по которым нержавеющая сталь начинает корродировать, кажется небольшим. Но на химическом уровне происходят куда более разнообразные процессы. Коррозия, оказывается, бывает разной природы. Рассмотрев основные виды, мы будем предупреждены обо всех слабых местах этого сплава. Самый частый и неожиданный способ испортить нержавейку – чистящие средства. Многие хозяйки не предполагают, что хлорсодержащая бытовая химия очень быстро разрушает защитную пленку на посуде из этого сплава. Так что следует иметь на вооружении специальное чистящее средство. Такая коррозия называется общей, потому что происходит по всей поверхности.

Щелевой тип поражения сплава знаком тем, кто работает с конструкциями из этого материала. Если детали плотно соприкасаются, рано или поздно между ними начинается ржавление. Часто поражаются крепежи. Точечная или питтинговая коррозия возникает при механическом повреждении поверхности детали. Причина очевидна, сбитая пленка открывает доступ к незащищенной стали. Гальванические процессы вызывают одноименную коррозию. Для их возникновения нужна токопроводящая среда и разнородные металлы, одним из участников и будет нержавейка. Это очень частая причина порчи деталей в морской воде. Поэтому на конструкторов всегда ложится удвоенная ответственность, нужно исключить контакт нержавеющей стали с другими низколегированными сплавами.

И опять сварка. Большая температура этого процесса запускает межкристаллитную коррозию. Это очень коварная разновидность ржавления, начинается она еще на уровне кристаллической решетки, двигаясь вдоль границ кристаллов. Она может быть и не так заметна со стороны, но внутри точит изделие, со временем приводя к потере прочности. Напоследок скажем об эрозивной коррозии. Это неизбежно происходит в тех случаях, когда деталь из нержавеющей стали находится под воздействием непрерывного потока абразивного раствора. Жидкость просто уносит частички пленки, а новая не успевает образовываться.
4 Зачем, когда и как пассивировать нержавейку?
Как видно, нержавеющая сталь идеально будет служить при отсутствии других материалов и без механических воздействий. Но это возможно разве только в музее. Конструкции всегда находятся в работе, а часто и в крайне агрессивной среде. Вот тогда даже нержавеющей стали нужно дополнительное пассивирование. Например, очень часто такую обработку просят сделать для труб, крепежей, обшивки погружных морских конструкций. Но всегда ли уместно это делать?

Для успокоения совести, конечно, можно производить такие операции всегда, как только возникает подозрение на неспособность нержавейки противостоять будущим воздействиям рабочих сред. Но специалисты убеждены, что такая обработка будет лишней во многих случаях. Во-первых, нужно проанализировать возможные химические процессы, иногда вашим конструкциям ничего не грозит, а дополнительная пассивация только ухудшит состояние сплава.
Во-вторых, нужно иметь возможность контролировать процесс пассивирования нержавеющей стали, чтобы получить равномерное и цельное покрытие. Например, это очень проблематично в случае труб, ведь проверить состояние поверхности внутри почти невозможно. Может оказаться, что где-то участок был обработан недостаточно, и коррозия все равно произойдет. Поэтому пассивирование уместно в тех случаях, когда защитить нужно внешнюю сторону детали.

Сам процесс имеет, конечно, химическую природу. Состав обрабатывающего средства зависит от марки нержавеющей стали, вернее, ориентирован на процентное содержание хрома. Сплавы, где этого элемента 16 % и более, пассивируются раствором азотной кислоты (20–50 %). Выдерживать следует 30–60 минут при 40 °С. Не подходит такое пассивирование для сталей марки AISI 303. Если в нержавейке хрома менее 16 %, то условия и реагенты те же, только время выдержки должно быть не менее 60 минут. Такой режим не подходит для стали AISI 416. Для перечисленных исключений (AISI 303 и 416) и марки 430F лучше использовать указанную азотную кислоту и раствор бихромата натрия (2–6 %), температура при этом не выше 50 °С, а время выдержки 25–40 минут.
Особенности проведения пассивирования металлов
Нержавеющая сталь – это особый металл, длительное время не поддающийся коррозии. Из нее изготавливаются различные детали и декоративные предметы. Но если изделие будет использоваться в сложных условиях, в которых коррозия грозит даже ему, то обязательно проводится пассивирование металла.
Суть и общее описание процедуры

Даже нержавеющая сталь, не может сохранять свои свойства вечно. Есть негативные внешние факторы, которые способствуют постепенному ее окислению и разрушению.
Иногда процессы деструкции заходят настолько далеко, что деталь или изделие становится полностью непригодным для использования.
Пассивация стали – специальная процедура, позволяющая защитить ее от коррозии. Внутри любого металла содержится большое количество таких элементов, как марганец, ниобий, молибден, никель. Но основным веществом, которое используется в технологическом процессе, является хром.
Чтобы придать нержавеющей стали те или иные свойства, специалисты добавляют в ее состав разные элементы. Но защитить материал от коррозии способен хром. Свойства нержавеющего металла зависят от количественного соотношения представленного элемента в нем:
- 12% – материал будет устойчивым только к губительному воздействию воздуха;
- 17% – сталь не повреждается азотной кислотой;
- 18% и более – деталь станет устойчивой к разрушительному влиянию более агрессивных веществ.
Но не только содержание определенных химических веществ увеличивает пассивность нержавеющей стали к коррозии. Защитная пленка на ее поверхности не должна быть повреждена. Лучше, если она имеет одинаковую толщину и химический состав.
Области пассивирования
Чтобы нержавеющая сталь не разрушалась длительное время, нужно обязательно пассивировать такие области:
- конструкции из труб (чаще всего они обрабатываются при помощи сварки);
- места, где присутствуют крепежи (тут детали поддаются механической обработке);
- конструкции, контактирующие с соленой водой (их разрушение происходит быстрее).

Однако, такая процедура не всегда необходима. Если на изделие не будут воздействовать слишком агрессивные внешние факторы, то нет надобности в проведении такой обработки. Иногда процедура может сделать только хуже.
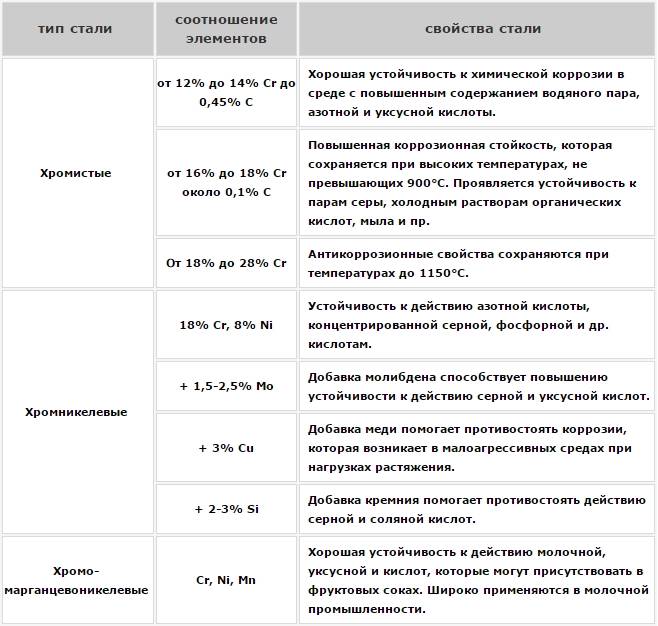
Свойства металла после обработки
Химическое пассивирование, или другие его способы, обеспечивают такие свойства стали:
- При добавлении хрома: 12–14% – нержавейка может использоваться в условиях, где наблюдается повышенное количество водяного пара, есть возможность попадания на поверхность изделия уксусной или азотной кислоты.
- При добавлении 16–18% указанного элемента обеспечивает устойчивость к коррозии при температуре до 900 градусов, к парам серы, мылу, растворам органических кислот.
- При использовании марганца, хрома и никеля. Нержавейка становится неуязвимой для уксусной и молочной кислот. Это позволяет использовать ее в пищевой промышленности.
- При добавлении молибдена. На детали не смогут подействовать серная и уксусная кислоты.
- Другие добавки позволяют избежать коррозии нержавейки в малоагрессивной среде, а также при нагрузках растяжения. Важно помнить, что она способна разрушаться не только извне, но и изнутри.
Причины устойчивости металла
Процесс коррозии характеризуется тем, что постепенно окисляясь под воздействием негативных факторов, поверхность нержавеющей стали разрушается. Если не предпринимать никакие меры, то деструкция будет поражать более глубокие его слои.
Пассивирование металла позволяет избежать представленной проблемы. Поверхность изделия покрывается защитной оксидной пленкой, а специальные добавки, входящие в раствор для обработки, улучшают свойства нержавейки. Новый материал не имеет повреждений.
В промышленных условиях есть возможность получить идеальный по толщине и однородности слой защиты от коррозии. Если условия, в которых будет использоваться изделие, не слишком агрессивные, то дополнительная обработка ему не нужна. Важно помнить, что механическое повреждение стали дает толчок коррозионным процессам.
Причины появления коррозии на металле
Коррозия – разрушение поверхности стали под воздействием внешних негативных факторов. Даже химическая обработка поверхности не всегда способна защитить материал от развития деструктивных процессов во внутренних слоях. Существуют такие причины развития коррозии нержавеющего металла:
- низкое содержание хрома в составе стали;
- прямой контакт с материалом, не обладающим таким же уровнем устойчивости к окислению и коррозии;
- очищение посуды или деталей при помощи хлорсодержащих средств тоже повреждает оксидную пленку;
- соединение частей нержавейки при помощи сварки (защитный слой в этом месте разрушается во время обработки).
Чтобы ржавчина не появилась на нержавеющей стали после процедуры, то шов должен быть тщательно очищен, отшлифован и отполирован. Только в этом случае можно устранить остатки тех материалов, которые разрушаются быстрее.
Частички неустойчивых к коррозии металлов часто попадают на нержавеющую поверхность, если рядом производилась их резка или шлифовка. Лучше не использовать для обработки пассивированного металла инструменты, которые контактировали с обычными материалами. Тут уже лучше использоваться однотипными изделиями.
Виды коррозии
Пассивирование нержавейки поможет защитить ее от таких видов коррозии:
- Щелевой. Она чаще проявляется в местах соприкосновения материалов, например: в области крепежа. Развивается такой деструктивный процесс вследствие механического повреждения защитной пленки.
- Гальванической. Коррозионная устойчивость нержавеющего металла снижается при соприкосновении с другим материалом в условиях токопроводящей среды. Ситуация ухудшается, если деталь постоянно находится в морской воде.
- Межкристаллитной. Такое разрушение металла появляется в том случае, если изделие несколько раз сильно перегревалось. Этот процесс способствует формированию карбидов железа и хрома на кристаллической решетке нержавейки.
- Эрозивной. Она может развиваться в том случае, если на металл периодически воздействует абразивный материал. Оксидная пленка просто не успевает быстро восстановиться, появляется ржавчина.




Чтобы такие проблемы не возникали, нужно обязательно пройти пассивирование материала.
Технология процесса пассивирования
Пассивирование нержавейки производится с помощью химического раствора, в составе которого присутствует азотная кислота. Перед такой обработкой металл нужно хорошо очистить и подготовить. Сварные швы сначала шлифуются при помощи специальной щетки и машинки с абразивным кругом.
Подготовка к процедуре
Чтобы проверить, содержит ли нержавеющая сталь примеси каких-либо других материалов, способствующих процессу коррозии, можно использовать один из следующих способов:
 Обработка составом на основе ферроцианида калия и азотной кислоты. Если нанести эту смесь на поверхность изделия, то все ненужные включения приобретут синий цвет. Таким способом не получится воспользоваться в домашних условиях, так как он исключительно промышленный.
Обработка составом на основе ферроцианида калия и азотной кислоты. Если нанести эту смесь на поверхность изделия, то все ненужные включения приобретут синий цвет. Таким способом не получится воспользоваться в домашних условиях, так как он исключительно промышленный.
Нанесение воды. Этот способ можно использовать дома, но изделие придется подержать в этой среде несколько дней. В течение этого времени включения свободного железа покроются ржавчиной.
Виды пассивации
Пассиваторы – это вещества для обработки поверхностей нержавеющего металла для предотвращения коррозии. Для обработки потребуются вещества, обеспечивающие окислительные свойства. Существуют такие виды пассивации:
- Химическое пассивирование. В этом случае изделие полностью окунается в раствор или же состав наносится на ее поверхность тонким слоем. Процесс может проводиться при комнатной температуре или же с применением нагрева.
- Электрохимический. Тут тоже понадобится раствор окислителя, но для создания прочного защитного слоя потребуется еще и электрический ток. Такой способ пассивации является более качественным.
Растворы для окисления должны изготавливаться из веществ, которые трудно растворяются в воде.
Особенности самого процесса пассивирования
После очистки можно приступить к самому процессу. Поверхность изделия покрывается смесью, в состав которой входит лимонная или азотная кислота. Чтобы улучшить свойства нержавеющего металла и его коррозийную устойчивость в раствор следует добавить немного бихромата натрия.
Процесс электрохимической пассивации нержавеющего материала состоит из таких этапов:
- Подготовка изделия. Поверхность нужно ошкурить и промыть обезжиривающим средством.
- Приготовление раствора электролита.
- Проведение тока. Он должен проходить под небольшим напряжением. Источник тока обязан быть постоянным.
- Дополнительная обработка после процедуры. Тут необходимо проверить, насколько прочным является материал в итоге.
Прежде чем проводить химическое пассивирование, необходимо удостовериться, что это действительно необходимо. То есть мастер обязан проанализировать те условия, при которых будет использоваться изделие из нержавеющего металла. Пассивирование обычно производится в том случае, если защитить нужно верхний слой материала.
Нанесение защитной оксидной пленки позволяет нержавеющему материалу длительное время оставаться невредимым под воздействием негативных факторов внешней среды. Но и его нужно использовать тогда, когда есть необходимость.
Видео по теме: Пассивация нержавеющей стали
Пассивация нержавеющих сталей
ПОЧЕМУ ПАССИВАЦИЯ
Процесс пассивации возвращает нержавеющую сталь или другие металлы обратно к своим первоначальным спецификациям, удаляя ненужные вкрапления и масла с поверхности. При механической обработки детали из нержавеющих сталей, различные частицы могут проникать в поверхность основного металла, ослабляя его устойчивость к коррозии и делая деталь более восприимчивой к факторам окружающей среды. Искры, грязь и другие частицы и остатки, такие как свободное железо, смазка и обрабатывающие масла, влияют на прочность естественной поверхности и могут проникать в поверхность в процессе обработки. Они остаются невидимыми для человеческого глаза и часто являются причиной коррозии. «Пассивный» определяется — как менее подверженный влиянию факторов окружающей среды. Процесс улучшает и очищает поверхность детали. Восстановленная поверхность действует как защитное покрытие для таких факторов окружающей среды, как воздух, вода и другие экстремальные условия. Важно отметить, что пассивация не меняет внешний вид основного металла.
Преимущества пассивации
- Улучшенное сопротивление коррозии
- Равномерное сглаживание
- Удаление заусенцев
- чистота
- Долгий срок службы изделий
- Пассивация остается важным этапом в максимизации коррозионной стойкости деталей и компонентов из нержавеющей стали.Процесспозволяет существенно увеличить срок эксплуатации деталей.Неправильно выполненная пассивация может фактически вызвать коррозию.
- Пассивация представляет собой метод позволяющий максимизировать присущую коррозионную стойкость нержавеющего сплава, из которого изготовлена заготовка
- Нет универсального способа относительно точной механики работы пассивации.Но несомненно, что на поверхности пассивной нержавеющей стали присутствует защитная оксидная пленка. Эта невидимая пленка считается чрезвычайно тонкой, толщиной менее 0,0000001 дюйма, что составляет около 1/100 000 толщины человеческого волоса!
- На практике загрязняющие вещества, такие как грязь или частицы железа из режущих инструментов, могут быть перенесены на поверхность деталей из нержавеющей стали во время обработки.Если их не удалить, эти посторонние частицы могут снизить эффективность исходной защитной пленки.
- Во время процесса обработки микроскопическое количество свободного железа может быть стерто с режущего инструмента и перенесено на поверхность заготовки из нержавеющей стали.При определенных условиях на этих частицах может появиться тонкое покрытие ржавчины. Это фактически коррозия стали из инструмента, а не основного металла. Иногда частицы стали из режущего инструмента или продуктов его коррозии может вызвать повреждение самой детали.
- Точно так же мелкие частицы железосодержащей грязи могут прилипать к поверхности детали.Несмотря на то, что металл может выглядеть блестящим в условиях механической обработки, невидимые частицы свободного железа могут привести к ржавлению на поверхности после воздействия воздуха.
- Проблемой могут быть и открытые сульфиды.Они исходят от добавления серы к нержавеющим сталям для улучшения обрабатываемости. Если деталь не будет правильно пассивирована, сульфиды могут выступать в качестве центров инициации для коррозии на поверхности продукта.
- В всех случаях требуется пассивация, чтобы максимизировать естественную коррозионную стойкость нержавеющей стали.Онапоможет удалить поверхностное загрязнение, такие как частицы железосодержащей цельной грязи и частиц железа из режущих инструментов, которые могут образовывать ржавчину или действовать как места инициации для коррозии. Пассивация также может удалять сульфиды, открытые на поверхности нержавеющих сплавов без механической обработки.
- Двухступенчатая процедура может обеспечить наилучшую коррозионную стойкость: 1. чистка, (обезжиривание, травление), но в некоторых случаях не выполняемая процедура 2. кислотная ванна или пассивирующая обработка.
· Первая очистка
- Смазка, охлаждающая жидкость или другие загрязнения должны быть тщательно удалены от поверхности, чтобы получить наилучшую коррозионную стойкость.. Коммерческий обезжириватель или моющее средство можно использовать для очистки механических масел или охлаждающих жидкостей. Посторонние вещества, такие как термические оксиды, возможно, должны быть удалены путем измельчения или такими методами, как кислотное травление.
- Иногда оператор может пропустить основную очистку, предполагая ошибочно, что просто погружая смазку в кислотную ванну, одновременно чистка и пассивирование будут происходить одновременно.Этого не происходит. Вместо этого загрязняющая жир реагирует с кислотой с образованием пузырьков газа. Эти пузырьки собираются на поверхности заготовки и мешают пассивации.
- Хуже того, загрязнение пассивирующего раствора, иногда высоким содержанием хлоридов, может вызвать «вспышку» коррозии. Вместо того, чтобы получить желаемую оксидную пленку с блестящей, чистой, коррозионностойкой поверхностью, вспышка вызывает сильно протравленную или затемненную поверхность — ухудшает саму поверхности, что пассивация предназначена для оптимизации.
- Части, изготовленные из мартенситных нержавеющих сталей [которые являются магнитными, с умеренной коррозионной стойкостью и с пределом текучести до (1930 МПа)], на квадратный дюйм затвердевают при высокой температуре и затем отжигаются для обеспечения требуемой твердости и механических свойств.Осаждающие упрочняемые сплавы (которые обеспечивают лучшее сочетание прочности и коррозионной стойкости, чем мартенситные сорта) могут обрабатываться в растворе, частично обрабатываться, выдерживаться при более низких температурах, а затем заканчиваться механической обработкой.
- В таких случаях детали необходимо тщательно очистить обезжиривающим или очищающим средством для удаления следов режущей жидкости перед термообработкой.В противном случае режущая жидкость, остающаяся на деталях, вызовет чрезмерное окисление. Это условие может привести к тому, что нижние слои остаются с крапчатой да же после удаления окалины кислотными или абразивными методами. Разрезающие жидкости могут оставаться на деталях и затвердевать в вакуумной печи или защитной атмосфере, может произойти науглероживание поверхности, что приведет к потере коррозионной стойкости.
- Травление
- Травление — это удаление смежного низко хромистого слоя металла с поверхности нержавеющей стали химическими средствами.
- Там, где сталь нагревается путем сварки, термической обработки или других средств, до такой степени, что можно увидеть цветной слой оксида, на поверхности стали под оксидным слоем имеется обедненный хромом слой.Более низкое содержание хрома дает более низкую коррозионную стойкость. Чтобы восстановить наилучшую коррозионную стойкость, необходимо удалить поврежденный металлический слой, обнажив полностью легированную поверхность из нержавеющей стали. Механическое удаление может привести к образованию абразивных или других частиц (препятствующих коррозии) или может быть непрактичным, поэтому обычно используются химические средства.
- Процедуры, включающие травильные растворы азотной (HNO 3) и фтористоводородной (HF) кислот, удаляют масштаб и нижний слой, обедненный хромом, и восстанавливают коррозионную стойкость. Растворы травления также удаляют загрязняющие вещества, такие как частицы железа и железа. Растворы травления, отличные от смесей азотной и фтористоводородной кислот, существуют и могут использоваться для специализированных применений.
- Травильные пасты, где раствор смешивают с инертным носителем, обычно используются для обработки выбранных областей, таких как сварные швы.
- Травление включает удаление металла и изменение в визуальной яркости металла.
- Электрополирование — полезная альтернатива травлению.Металлическое удаление достигается, но обычно приводит к яркой, гладкой и более стойкой к коррозии поверхности.
· Пассивные ванны
- После тщательной очистки деталь из нержавеющей стали готова для погружения в пассивирующую кислотную ванну . Можно использовать любой из трех методов — пассивацию азотной кислоты, азотную кислоту с пассивацией дихромата натрия и пассивацию лимонной кислоты. Какой метод к использованию зависит от класса нержавеющей стали и заданных параметров.
- Более устойчивые хромоникелевые марки могут пассивироваться в ванне с азотной кислотой (20% по объему) . Менее стойкие марки нержавеющей стали могут быть пассивированы путем добавления дихромата натрия в ванну с азотной кислотой, чтобы сделать раствор более окисленным и способным образовывать пассивную пленку на поверхности. Другой вариант, используемый вместо азотной кислоты плюс дихромат натрия, заключается в увеличении концентрации азотной кислоты до 50% по объему. Добавление дихромата натрия, и более высокая концентрация азотной кислоты снижают вероятность нежелательной коррозии.
Исторически сложилось, что азотная кислота использовалась для пассивации нержавеющей стали, но в последнее время распространение получило более безопасное и эффективное средство с использованием лимонной кислоты. В отличие от азотной кислоты, составы для пассивирования лимонной кислотой имеет много преимуществ:
- Лимонная кислота НЕ удаляет другие элементы в сплаве, эффективно ограничивая глубину конечного слоя оксида хрома
- Лимонная кислота НЕ вводит тяжелые металлы (опасные отходы) в ванну
- Лимонная кислота удаляет только железо
- Лимонная кислота намного безопаснее и безвредна для окружающей среды
По материалам зарубежных изданий TERRY A. DEBOLD AND JAMES W. MARTIN
- Быстрый ремонт труб с помощью хомутов без сварки
- Обслуживание холодильного оборудования: как избежать поломок и лишних расходов
- Поверка штангенциркулей: как обеспечить точность измерений и избежать дорогостоящих ошибок
- Промышленная роботизация производства
- Качественная спецодежда: как проходит сертификация