Хромирование алюминия технология
Хромирование алюминия технология
Особенности процесса хромирования алюминия
Хромирование алюминия проводят, если требуется повысить термостойкость, износостойкость поверхности деталей или для придания антифрикционных свойств.
Непосредственное хромирование алюминия и его сплавов невозможно из-за наличия на поверхности природной прочно сцепленной с основой оксидной пленки. Эта пленка повышает стойкость алюминиевых деталей против коррозии, но одновременно препятствует получению необходимого сцепления с ними хромовых покрытий.

Если эту оксидную пленку удалить и поместить алюминий в раствор соли какого-либо металла, то из-за высокого электроотрицательного потенциала алюминия на нем будут контактно выделяться находящиеся в растворе более электроположительные металлы, например, медь, никель, хром, олово или кадмий и т.д. Но при этом, контактное осаждение не позволяет получать удовлетворительное сцепление этих металлов с основой.
Поэтому, для хромирования алюминия применяют специальную подготовку поверхности, которая включает:
- Механическую обработку;
- Гидропескоструйную обработку (при необходимости);
- Обезжиривание химическое;
- Травление;
- Осветление;
- Активацию.
Механическая обработка перед хромированием алюминия (шлифование, полирование) проводится, если на поверхности детали имеются неровности, риски, забоины, раковины. Такие дефекты необходимо удалять, поскольку именно на этих участках наиболее вероятно отслаивание покрытия, особенно при термообработке.
Химическое обезжиривание проводится в растворе щелочного моющего средства Лабомид или Деталин с концентрацией 20 – 30 г/л при температуре 70 – 80 ºС в течение 5 – 10 мин. (см. статью «Обезжиривание поверхности»).
Травление алюминиевых деталей проводят в щелочном растворе едкого натра с концентрацией 80 – 100 г/л при температуре 45 – 50 ºС в течение 0,5 – 2,0 мин.
Осветление деталей из алюминия и его деформируемых сплавов выполняется в растворе азотной кислоты 300 – 400 г/л при температуре 15 – 30 ºС в течение 1,0 – 2,0 мин. Для осветления деталей из кремнистых и литейных сплавов к раствору азотной кислоты добавляют плавиковую (HF) в количестве 80 – 120 г/л при температуре 15 – 30 ºС в течение 0,2 – 1,0 мин.
После стандартной подготовки поверхности (см. статью «Травление поверхности») перед хромированием алюминия требуется проведение активации (удаление оксидной пленки с одновременным легким подтравливанием) с осаждением на его поверхности прочно сцепленного с основой тонкого слоя металла для последующего нанесения основного покрытия.
В производстве наиболее распространен метод активации путем «цинкатной» щелочной обработки в растворе состава, г/л:
ZnO 60 – 70
NaOH 250 – 420
при температуре 18 – 25 ºС в течение нескольких секунд.
При этом формируется тонкий слой цинка. В принципе уже на этот слой можно наносить хромовое покрытие. Однако, для улучшения сцепления рекомендуется первый слой цинка удалять, растворив его в растворе азотной кислоты (300 – 500 г/л). Затем, после тщательной промывки, детали повторно помещают в цинкатный раствор на 15 – 30 сек. Такой метод называется «двойной цинкатной обработкой». После двойной цинкатной обработки можно проводить основной процесс — хромирование алюминия.
Твердый хром наносят в две стадии из одного и того же электролита состава, г/л:
Хромовый ангидрид 250
Серная кислота 1,5
(см. статью «Покрытие хромом – это надежно и красиво!»), но с различными режимами осаждения:
- при 18 — 21 ºС и катодной плотности тока 16 А/дм 2 ;
- при 55 ºС и плотности тока 32 – 40 А/дм 2 .
Предложенный метод из-за своей простоты является наиболее доступным при хромировании алюминия и универсальным.
Способы металлизации хромом
Металлизация хромом — процесс получения зеркальных поверхностей с помощью напыления химических элементов на основу из металла, дерева, стекла.
1 Особенности металлизации хромированием
Несмотря на цивилизованность современного человека, он, как и его предки много веков назад, любит красивые блестящие вещи. Блестящие детали кузовов автомобилей и мотоциклов, хромированные аксессуары в ванных комнатах и кухнях, золоченые и посеребренные статуэтки, оцинкованные покрытия домов — эти красивые вещи становятся с каждым годом все востребованнее.
Процесс металлизации, в зависимости от наносимого металла, бывает таким:
- покрытие цинком;
- хромирование;
- алитирование, нанесение алюминия.
Металлизация цинком применяется для улучшения антикоррозийных характеристик стальных и металлических изделий и конструкций, что увеличивает их срок службы.

Алитирование применяют для придания высоких антикоррозионных свойств оборудованию, работающему при высоких (до 900 °С) температурах. Это детали и механизмы, используемые для крекинга газа и нефти, элементы газовых турбин, печная арматура и другое оборудование.
Хромирование металлических и других поверхностей применяют для получения красивых декоративных покрытий. С помощью технологии металлизации хромом устраняют небольшие дефекты на поверхностях деталей и улучшают свойства основного материала. Улучшаются следующие характеристики:
- повышение антикоррозийных свойств;
- увеличение твердости металла;
- улучшение защитных характеристик от эрозии;
- повышение жаропрочности;
- усиление износостойкости;
- улучшение внешнего вида;
- возможность получения покрытий с заданными характеристиками.
2 Технология хромирования металлов
Нанесение слоев хрома на металлические поверхности называется химическим хромированием. Покрытие хромом выполняют для декоративности деталей и улучшения функциональных характеристик изделий. Процесс хромирования выполняется следующими методами:
- Гальванический метод нанесения хромированного покрытия.
- Химический способ.
- Нанесение слоев хрома напылением.
Гальваническое хромирование
Нанесение хрома на поверхности деталей гальваническим методом бывает 2 видов: диффузное и электролитическое. Для ведения обоих видов гальваники необходимо иметь специальные резервуары с кислотоупорным покрытием, оборудованные водяными рубашками.
Процесс электролитического нанесения хрома основан на методе электролиза металлов. Суть его состоит в прохождении электрического тока через электролит. Электролит представляет собой раствор, в который входят соли хрома, кислота или щелочь. При прохождении электрического тока из раствора хромового ангидрида и серной кислоты выделяются катионы хрома, которые осаждаются на обрабатываемой поверхности.
Гальванический процесс хромирования ведут при следующих средних параметрах:
- хромовый ангидрид — 250 г/л;
- серная кислота — 2,5 г/л;
- температура — 50 °С для декорирования деталей и 55-60 °С для получения функциональных поверхностей;
- плотность тока — 25 А/дм² для декорирования и 60 А/дм² — получается функциональная хромируемая поверхность.

Качественная гальваника зависит от температуры электролита и плотности тока. Эти параметры влияют на внешний вид и характеристики нанесенного слоя.
Важно помнить: увеличение температуры снижает выход хрома по току, увеличение плотности тока увеличивает выход хрома по току.
Низкая температура технологического процесса и постоянная плотность тока дают серое покрытие, неизменная плотность тока и высокие температуры дают молочный оттенок покрытия.
Термическая обработка стали хромированием придает поверхности материала улучшенные свойства: прочность, твердость, вязкость, упругость, износостойкость, жаро- и коррозионную стойкость. При определенных температурах на поверхность обрабатываемых деталей воздействуют реагенты, и методом диффузии поверхностный слой насыщается хромом. Метод диффузии применяется для насыщения поверхностного слоя кремнием, углеродом, азотом, алюминием.
Термо хромирование порошковое проводят смесями, включающими в себя феррохром и шамот. Смесь смачивается соляной кислотой. Другой вид обработки методом диффузии — конденсация паров хлорида хрома CrCl₂.
Химическая металлизация
Хромирование металлов и диэлектриков проводят химическим способом. Реагенты для проведения метода:
- хлористый хром;
- гипофосфат натрия;
- лимоннокислый натрий;
- уксусная ледяная кислота;
- 20 % раствор едкого натра;
- вода.

Реакцию ведут при температуре 80 °С. Перед нанесением хромового покрытия на стальные детали на них предварительно наносят слой меди. По окончании процесса обработанные изделия моются в воде и тщательно высушиваются. Применяя кислощелочной раствор, проводят химическую металлизацию диэлектриков.
Еще один вид химической металлизации — вакуумное хромирование или PVD-процесс. При этом методе происходит конденсация паров хрома на поверхности обрабатываемых деталей в вакуумных камерах. В безвоздушном пространстве установки нагревают металл до температуры испарения, и он в виде тумана оседает на поверхность изделия. Слой металла настолько тонкий, что его покрывают лаком для защиты от царапин. Этим методом проводят хромирование алюминия.
Каталитическое хромирование
Каталитическое напыление основано на реакции «серебряного зеркала». Реагентами в этом процессе выступают комплексные соли серебра в щелочных растворах аммиака. В качестве восстановителя применяют растворы инвертного сахара, гидразина или формалина.
Одновременное напыление серебра и восстановителя образует на обрабатываемой поверхности белоснежное зеркальное металлическое покрытие.

Данное покрытие характеризуется высокой отражательной способностью. Следующий этап каталитического напыления — нанесение защитных лаков с добавлением красящего светостойкого тонера хром. Тонер хром получают смешиванием фиолетового, синего и черного цветов в соотношении 3:1:1.
Технология хромирования реакцией «серебряного зеркала» включает следующие процессы:
- Анализ и подготовка материала, поверхность изделия очищается, промывается, для улучшения адгезии поверхность шлифуется шлифовальной бумагой зернистостью Р500-600.
- Нанесение глянцевой основы. На подготовленную поверхность наносят черную базу. Черное глянцевое покрытие позволит исключить желтизну зеркальной поверхности. Режимы сушки нанесенных лаков: при температуре 20-25 °С, без применения сушильного оборудования — 8 часов, в окрасочно-сушильных устройствах при температуре 60 °С — 45 минут.
- Сушка изделий.
- Травление поверхности деталей для лучшей адгезии серебра и промывание дистиллированной водой.
- Процесс сенсибилизации. Сенсибилизация — обработка поверхности активатором, в результате чего на ней появляется защитная пленка.
- Металлизация поверхности изделия серебром.
- Нанесение защитного лака. Защищает обработанные поверхности от потускнения и механического износа.
3 Гидрофобизация хромовых поверхностей
Гидрофобизация — процесс уменьшения способности материала увлажняться, смачиваться водой или водными растворами. При этом сохраняются характеристики паро- и газопроницаемости материала. Гидрофобизацию проводят с помощью обработки хромовых поверхностей растворами солей жирных кислот. Молекулы кислоты адсорбируются на обрабатываемой поверхности и препятствуют проникновению капель воды в хромированный слой, что улучшает его антикоррозионные свойства.
Лада 2101 86′ grenouille на пневме › Бортжурнал › Хромирование крупногабаритных деталей!

Вобщем, выкладываю полезную инфу о гальванике в домашних условиях!)
Как многие знают, существует 2 приспособления для медирования, хромирования, цинкования и никелирования, это — гальваническая ванна и кисть . Т.к хромирование больших деталей ( дисков, бамперов и тд) в ваннах — очень затратно по реактивам ( представьте какая ванна должна быть, чтобы туда поместить целый бампер), хочу сделать кисть. Конструкция — нехитрая, предлагаю в этом убедиться)
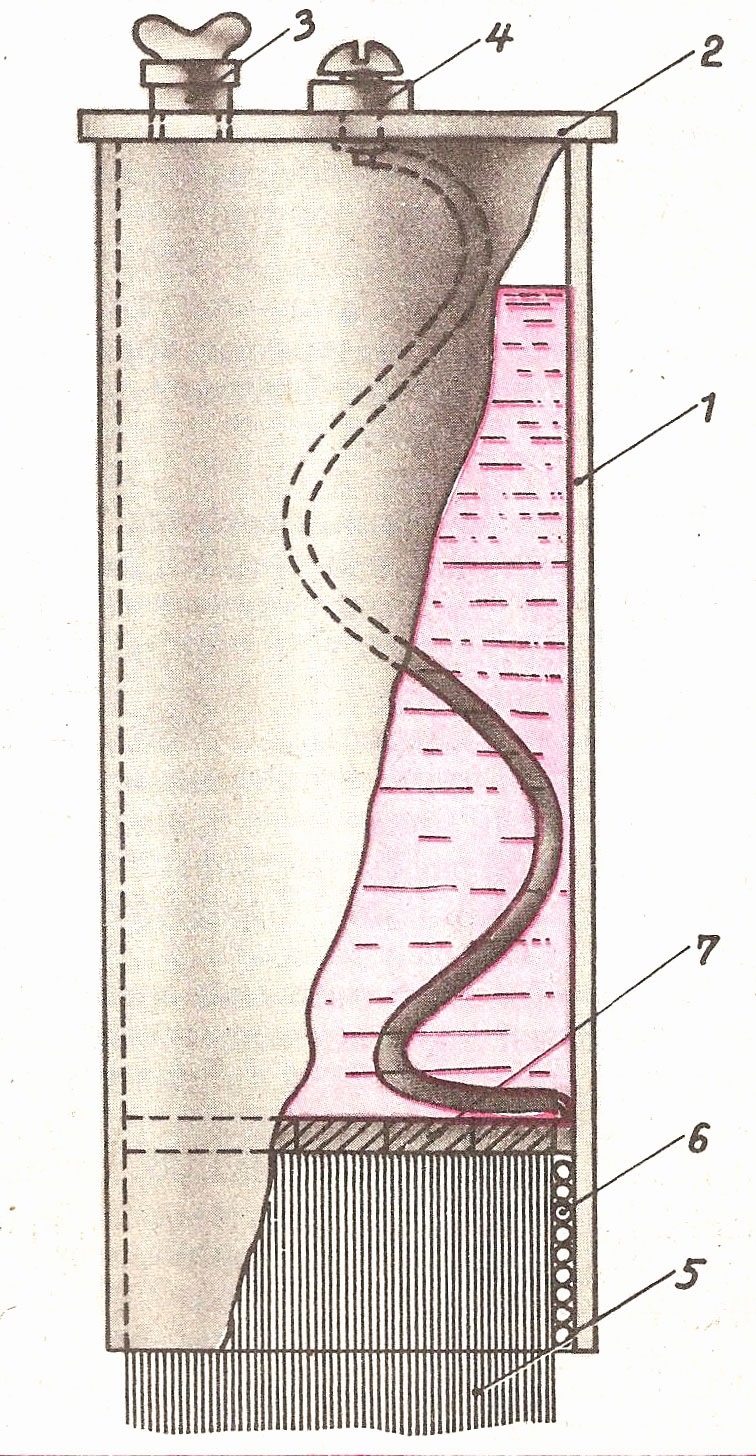
Устройство представляет собой следующее. Основа его цилиндр 1 (смотри рисунок) из прозрачной пластмассы. Сверху у цилиндра 1 приклеена крышка 2. На ней имеются заливное отверстие 3 с пробкой и металлический контакт 4, вклеенный в крышку.
Снизу в цилиндр 1 вклеена (клей «Момент») щетина 5 от кисти, затянутая шпагатом и обвернутая несколькими витками свинцовой проволоки 6. Конец этой проволоки припаян к контакту 4. Вместо свинцовой проволоки можно использовать узкую полоску свинца, вырезанную из оболочки кабеля.
Выше над щетиной 5 вклеена мембрана 7, представляющая собой кружок пенопласта (толщиной 8-10 мм), в котором проделано несколько мелких сквозных отверстий.
В цилиндр заливают электролит. К устройству подключают зарядный агрегат для аккумуляторов, позволяющий получить силу тока до 5 А.
Плюс подключают к контакту 4, минус к детали, которую покрывают металлом.
Через мембрану 7 и щетину 5 электролит понемногу выходит наружу. В это время своеобразной кистью натирают поверхность детали, при этом на ней начинает появляться пленка металла. Электролит собирают и еще раз используют, разбавляя его свежим электролитом.
Необходимо отметить, что качество подготовки деталей должно быть высоким (шлифовка, полировка, химическое обезжиривание, промывка дистиллированной водой).
Про электролиты для разных способов обработки (цифры — г/л)
Электролит для меднения
Медный купорос (сернокислая медь)
200
Этиловый спирт или фенол
1-2
Электролит для никелирования
Хлористый натрий
5
Электролит для хромирования
Серная кислота (уд. в. 1,84)
2,5
Электролит для цинкования
Борная кислота
20
Электролит для серебрения
Хлористое серебро свежеосажденное
3—15
Сода кальцинированная
20—25
Электролит для золочения
Тут нужно рассмотреть разные виды хромового покрытия, так как в зависимости от концентрации веществ и плотность тока можно получить широкую гамму покрытия, как по оттенку, так и по износостойкости.
Декоративное хромовое покрытие получаеться при использовании электролита следующего состава, электролит состоит из; 350 массовых частей (м.ч.) хромового ангидрида, 3,5 м.ч. серной кислоты и 100 м.ч. воды. Температура электролита при хромировании должна быть 35÷40град. С, а плотность тока – 10÷15 А/дм2.
Износостойкое хромовое покрытие применяется для обработки деталей двигателей, редукторов, гидравлики и прочих механизмов. Его получают используя электролит следующего состава: 150 м.ч. хромового ангидрида, 1,5 м.ч. серной кислоты и 100 м.ч. воды. Температура электролита 50÷55ºС, плотность тока 45÷100 А/дм2.
Темно-голубое декоративно-защитное покрытие получается, используя электролит такого состава: 350 м.ч. хромового ангидрида, 3,5 м.ч. серной кислоты, 1 м.ч. желтой кровяной соли и 100 м.ч. воды. Температура электролита 25÷30ºС, плотность тока 5÷10 А/дм2.
Агатовое, темно-синее декоративно-защитное покрытие получается если применять электролит, состоящий из 40 м.ч. хромового ангидрида, 10 м.ч. уксуснокислого бария и 100 м.ч. воды. Температурный режим электролита 15ºС, плотность тока 25 А/дм2.
Черное декоративно-защитное покрытие получается если использовать электролит следующего состава: 250 м.ч. хромового ангидрида, 8 м.ч. уксуснокислого кальция и 100 м.ч. воды. Температурный режим электролита 25÷30ºС, плотность тока до 100 А/дм2.
Мягкое декоративное покрытие получается при обработке в электролите следующего состава: состоящем из 250 м.ч. хромового ангидрида, 7÷10 м.ч. сернокислого хрома, 3 м.ч. борно-фтористоводородной кислоты, 100 м.ч. воды, однако можно применять и другой состав: 250 м.ч. хромового ангидрида, 3,5 м.ч. фтористого натрия и 100 м.ч. воды. Для обоих электролитов плотность тока составляет 4÷5 А/дм2, а температура 18÷20ºС.
Электролиты нельзя долго хранить, поскольку при этом теряются первоначальные качества.
Чугунные и стальные изделия перед обработкой подогревают до рабочей температуры электролита, медные и латунные – предварительно прогревают в горячей воде, а затем под напряжением погружают в гальваническую ванну.
Алюминий и его сплавы перед хромированием покрывают прочной пленкой другого металла. Для этого нужно изделие, поверхность которого приготовлена для хромирования, погрузить в раствор такого состава:
хлорное железо – 25÷35 г, концентрированная соляная кислота – 15÷20 г, вода – 1000 г. Деталь выдерживают в этом растворе 1÷2 мин, затем промывают водой и тут же приступают к хромированию.
Так же можно еще воспользоваться другим раствором: сернокислый цинк — 200 г, едкий натр – 200 г, вода – 1000 г. В таком растворе алюминиевую деталь необходимо выдержать 2÷3 мин, после этого промыть водой. В таком случае на поверхности изделия образуется тонкий промежуточный слой цинка, который обеспечит хорошее сцепление хромового покрытия с деталью.
Иногда нужно обновить хромовое покрытие на изделии. Для этого изделие нужно погрузить в электролит и на протяжении 30 с пропускать ток обратного направления. При этом поверхность старого хромового покрытия слегка растворяется и будущее хромовое покрытие надежно сцепляется со старым. При нанесении хромовых покрытий плотность тока доводят до расчитаной на протяжении 3÷5 мин.
После того как гальванический процесс завершен, изделие вынимают из электролита, промывают в теплой воде, потом нейтрализуют в 3 %-ном растворе пищевой соды, после этого снова промывают в горячей воде и сушат. Если же нанесено твердое износостойкое покрытие, то изделие необходимо обязательно прокипятить в течение 1÷1,5 ч в большом объеме дистиллированной воды, в завершении его помещают на 2÷4 часа в сушильный шкаф с температурой 110÷130ºС.
Следует иметь в виду, что, хотя растворы и не содержат сильно ядовитых веществ, обращаться с ними во избежание ожогов и отравления следует с осторожностью. Растворы лучше всего хранить в темной стекляняной посуде с притертой пробкой.
Так же следует учитывать удельный вес кислот, в зависимости от температур. Чем больше температура — тем меньше удельный вес . 98% раствор серной кислоты имеет как раз тот удельный вес, что нам нужен.
Так же нужно отдельно рассказать про реактивы, которыми нужно обрабатывать деталь до и после гальваники.
Одним из самых важных условий получения качественного гальванического покрытия является предварительная подготовка пескоструйка, шлифовка, обезжиривание и изделия.
Шлифовку осуществляют механическим способом с помощью карцовочной щетки, шлифовочных паст и наждачных шкурок.
Обезжиривание подготавливаемых деталей производят в органических растворителях: спирте, бензине, ацетоне, бензоле, трихлорэтилене. Подготавливаемую деталь тщательно промывают в растворителях, обращая внимание на труднодоступные места к которым сложно подобраться. Показатель качественного обезжиривания — хорошее смачивание водой поверхности детали.
Изделия из чугуна и стали очень хорошо обезжириваются с помощью указанных растворов:
Едкий натр… 10—20 г
Кальцинированная сода… 50 г
Жидкое стекло … 5—15 г
Вода… 1000 г
Едкий натр …50 г
Кальцинированная сода…30 г
Фосфорнокислый натрий…30 г
Жидкое стекло …5 г
Вода… 1000 г
Температура для растворов при обработки детали должна быть 60÷90 град. С. Работы нужно выполнять в защитных перчатках и фартуке, не допускать, чтобы капли раствора попадали на кожу и в глаза.
Для изделий из цветных металлов существуют следующие растворы:
Фосфорнокислый натрий… 10—20 г
Хозяйственное мыло… 10—20 г
Вода… 1000 г
Едкий натр …10 г
Фосфорнокислый натрий… 50—60
Вода… 1000 г
Рабочая температура первого раствора — 90град. С, а второго — 60град. С.
Так же нужно деталь декапировать
Декапирование – процесс снятия окисной пленки с поверхности металлической детали перед гальванической обработкой. В домашней мастерской можно применять такие декапирующие растворы:
Концентрированная серная кислота… 70—80
Хромпик … 2—3
Вода… 100
Соляная или серная кислота…5
Вода… 100
Ах, да. Возникает вопрос. Где взять реактивы?))
Ну, вроде все, сори за многабукаф. В ближайшее время соберем установку и попробуем ченить хромануть.
Термическое напыление хромовых покрытий
Содержание:
1. Альтернативы гальваническому хромированию.
Превосходная износостойкость определяет использование гальванического хромового покрытия в авиакосмической и автомобильной промышленности. Твердый хром используется для защиты поверхности от абразивного износа и для восстановления изношенных деталей до первоначального размера и формы.
Технология нанесения покрытия из электролита с содержанием шестивалентного хрома применялась в течении последних 120 лет.
Однако токсичность хрома и хромсодержащих отходов стали причиной разработки новых технологий его нанесения.
Наиболее приемлемыми решениями проблемы является:
• термическое напыление;
• химическое осаждение из паровой фазы (CVD);
• физическое осаждение из паровой фазы (PVD).
Рассмотрим эти варианты подробнее.
2. Термическое напыление хрома.
Общая технология описана на рисунке 1.
Рисунок 1 — Схематичное изображение термического напыления.
Главный физический принцип всех методов термического напыления хрома – испарение нагретого материала и его конденсация на подложке.
В общем технология достаточно проста – нагревание материала и направление на покрываемую поверхность.
Основная проблема — покрытие сложного профиля поверхности или труднодоступных мест, как например, внутренняя часть глухой трубы с малым диаметром. Температура частиц хрома зависит от конкретного метода напыления.
Методы термического напыления хрома:
• Пламенное термическое;
• Детонационное (D-gun);
• Высокоскоростное (HVOF);
• Плазменное;
• Электродуговое;
• Холодное газовое;
Пламенное, плазменное, электродуговое и высокоскоростное напыление основано на принципе подачи материала в виде порошка к источнику тепла (плазма, пламя, электрическая дуга), моментальном его плавлении и направлении к покрывающейся поверхности.
• Пламенное напыление хрома применяется как недорогая металлизация с минимальными требованиями к защитным характеристикам покрытия. После осаждения хрома на поверхности на поверхности естественным путем образуется слой оксидов (окалина). При этом адгезия покрытия к основе составляет всего 10 МПа. Из плюсов метода возможно выделить только его малую стоимость.
• При детонационном напылении кинетическая энергия направленного взрыва используется для перемещения порошкообразного хрома на покрываемую поверхность. Покрытие обладает отличной адгезией к материалу-основе. Метод рекомендуется для изделий, к которым предъявляются высокие требование по износостойкости.
• Высокоскоростное напыление позволяет получить плотный осадок хрома с пористость менее 1%, что минимизирует вероятность коррозии изделия. Покрытие обладает хорошей адгезией к материалу основе. Отличительной особенностью метода является возможность формировать покрытия с минимальными внутренними напряжениями. Поэтому методом высокоскоростного напыления можно получать толстые хромовые покрытия. Цена хромирования при этом в 3 раза выше по сравнению с твердым гальваническим хромом, но и срок службы в 5 раз дольше.
• Плазменное напыление используется для создания защитного барьерного слоя с низкой теплопроводностью. Оно также активно используется для восстановления размеров изношенных изделий.
• Электродуговое напыление позволяет получить продукт с хорошей коррозионной стойкостью и износостойкостью. Метод характеризуется высокой производительностью.
• Холодное газовое напыление применяют, когда недопустимо использовать расплавленные металлические частицы. В этом случае частицы немного нагревают и пускают со сверхзвуковым газовым потом на покрываемую поверхность. При соударении частиц с поверхностью происходит их пластическая деформация. Образованная при этом кинетическая энергия преобразуется в тепло, обеспечивая образования плотного слоя осадка хрома.
Анализ всех методов показывает преимущества и недостатки каждого, что позволяет выбрать технологию в качестве замены гальваники, в зависимости от требований к параметрам покрытия:
3. Химическое осаждение из паровой фазы (CVD).
Метод позволяет получить высокочистый хром на поверхности изделия. Осаждение покрытия происходит при температуре выше 1000˚С. Из-за этого покрывать можно только изделия из твердых сплавов или керамики с высокой жаростойкостью.
Суть процесса: при сжигании газовой смеси происходит ее разложение на активные радикалы, ионы и электроны. Радикалы и ионы поступают на покрываемую поверхность, вступают в реакцию и образуют поликристаллическую или аморфную структуру. Регулируя состав горючей смеси и температуру процесса, возможно задать требуемые характеристики покрытия.
Уникальная технология плазмохимического осаждения (PECVD) позволила получать аморфные и поликлисталлические пленки хрома на поверхности изделия при температуре процесса ниже, чем в процессе простого химического осаждения из паровой фазы (CVD).
Уникальность покрытия состоит так же в том, что возможно получить покрытие – «бутерброд», каждый слой которого будет иметь разные характеристики. Например, нижний слой покрытия будет иметь твердость 5 ГПа, а верхний – колоссальные 35 ГПа.
Недостатком метода является его высокая стоимость.
4. Физическое осаждение из паровой фазы (PVD).
PVD – это вакуумное напыление. Покрытие наносится под высоким давлением в вакууме посредством бомбардировки ионами. По сути, хром просто конденсируется на поверхности изделия, образуя покрытие. Вакуум позволяет снизить рабочую температуру процесса.
Покрытие относительно дешево. Широко используется в мире для придания декоративного внешнего вида часам, футлярам, иглам и пр.
Из минусов – низкая доступная толщина. Наносится, как правило до 2-3 мкм. Соответственно, покрытие не будет обладать износостойкостью. Коррозионная же стойкость при этом умеренная, но многократно ниже стойкости гальванического твердого хрома.
Хромируем детали в домашних условиях: технология и необходимое оборудование

- Технология процесса
- Требуемое оборудование
- Подготовка электролита
- Подготовка поверхности
- Хромирование поэтапно
Процесс этот несложен. Для создания тонкой хромированной пленки на любых видах металлических, деревянных или даже пластиковых изделий понадобится лишь электролит, емкость подходящего размера и источник электрического тока. Плюс, так как свободный шестивалентный хром является канцерогеном, подготовить следует респиратор, резиновые фартук и перчатки.
Технология процесса
Электролитами называют вещества, способные под воздействием электротока отдавать ионы – заряженные частицы. Именно на этом основан принцип гальваники. В нашем случае в качестве электролита будет использоваться хромовый ангидрид. Выделяемые частички, которые будут осаждаться на обрабатываемом изделии, образуя пленку – молекулы хрома.
Чтобы захромировать деталь в домашних условиях, ее необходимо погрузить в ванну с раствором и подсоединить к минусовому проводу. Плюсовой анод опускают в электролит. Под действием силы тока молекулы в электролите начнут двигаться. Положительно заряженные к минусу (катоду), отрицательные – к плюсу. Причем часть молекул образуют пленку, а часть проникнет в верхний слой, в результате чего хром прочно закрепится на поверхности. Этим гальваника существенно отличается от обычного окрашивания.
Подобным способом производится не только хромирование, но и никелирование, покрытие изделий медью, цинком. Принцип обработки в любом случае будет одинаков. Толщина напыления будет зависеть от силы тока, температуры нагрева, времени обработки, вида металла.

В домашних условиях реально провести и химическое хромирование. Специального оборудования тут не требуется. Образование металлической пленки на поверхности в этом случае происходит за счет химических реакций, реагентом в которых служит гипофосфит натрия. Но подобное покрытие менее прочно – его используют лишь в декоративных целях.
Требуемое оборудование
Гальваника (хромирование) в домашних условиях возможна при наличии следующего вида оборудования:
- блока питания: на выходе он должен показывать 1А и оснащаться регулятором напряжения; для небольших объемов работ достаточно выпрямителя тока; сечение проводки зависит от размера обрабатываемой детали (минимум 6,25 мм);
- проводов: плюсовой будет погружаться в электролит, минусовой, с держателем-«крокодильчиком», находиться на конце к обрабатываемой детали;
- анодов из сплавов олова, свинца или сурьмы;
- емкости подходящего размера из химически стойкого материала, не проводящего ток; идеальный вариант – пластиковая ванна; для хромирования небольшого размера деталей достаточно стеклянной банки;
- деревянного ящика с теплоизоляцией из стекло- или минеральной ваты, в который будет помещаться емкость; использовать в качестве утеплителя можно также обычный песок;
- герметичной крышки: изготовить ее можно из куска фанеры или деревянных досок;
- тэна, мощность которого достаточна для обогрева жидкости в выбранной емкости до температуры 60-80°С;
- контактного термометра или терморегулятора;
- полой формы для заливки электролита с краном или кистью на конце; для ее изготовления используется пучок медной проволоки, закрепленный и обвязанный свинцовым проводом.

Подготовка электролита
В качестве него будет выступать хромовый ангидрид. Чтобы хромирование деталей в домашних условиях происходило без проблем, количество реактивов отмеряют до граммов. Для этих целей удобно использовать кухонные весы.
- Емкость до половины наполняют нагретой до 60°С дистиллированной водой. Можно заменить ее на кипяченую, хорошо отстоянную до выпадения осадка.
- Вводим электролит (на литр воды его понадобится 250 г). Размешиваем.
- Вновь льем воду, чтобы заполнить ванну полностью.
- Последний этап – добавление серной кислоты. Ее понадобится немного – на литр воды 2,5 г.
- Если количество воды в процессе химической реакции уменьшилось, допускается ее добавление.
- Пропускаем в течение 3,5 часов через раствор ток таким образом, чтобы на литр жидкости приходилось 6А. Она должна приобрести темно-коричневый цвет.
- Отключаем ток и даем раствору выстояться сутки. В помещении в это время должно быть темно и прохладно.
Подготовка поверхности
Этому немаловажному этапу стоит уделить особое внимание. Ведь получить качественное покрытие можно лишь на идеально очищенных и обезжиренных поверхностях. Поэтому, перед тем, как как хромировать металл, дерево или пластик в домашних условиях, их необходимо тщательно очистить.
На обрабатываемых деталях не должно быть пыли, грязи, малейших следы ржавчины. Старое покрытие и краску также следует полностью удалить.
После очистки неровные поверхности тщательно шлифуют. Никаких сколов и царапин оставаться не должно. Следующий этап – полировка наждачкой и специальными пастами.
Затем деталь, подлежащую хромированию, обезжиривают в нагретом почти до кипения (90°С) растворе. Изделия из цветных металлов можно обработать смесью мыла без косметических добавок и фосфорнокислого натрия. Сталь или чугун погружают в раствор из жидкого стекла, каустика, карбоната и фосфата натрия. Для удаления окисной пленки используют серную кислоту.
Хромирование поэтапно
Из-за высокой токсичности свободного хрома все работы необходимо проводить в нежилом помещении, оборудованном вентиляцией. Смывать отходы гальваники в канализацию строжайше запрещено. Для них следует подготовить специальную химически стойкую емкость из стекла или пластика.
- Анод погружается в ванну. Минусовой катод подсоединяется к трансформатору.
- Обрабатываемая деталь подвешивается на некотором расстоянии от стенок емкости. Она не должна их касаться.
- Подключается ток.
- Цвет покрытия будет зависеть не только от типа электролита, но и температуры его нагрева. Если она ниже 35°С, пленка будет матовой. Добиться блеска можно подъемом температуры до 35-55°С. Молочное хромирование получается при нагревании свыше 55°С.
- Время выдержки зависит от толщины будущего покрытия. Средняя продолжительность составляет 2-3 минуты.
- Хромирование пластика своими руками в домашних условиях мало чем отличается от гальваники других видов материалов. Деталь помещается в емкость с электролитом и подключается к минусовому проводу.
- Так как хром способен держаться не на всех видах металлов (лишь на латуни, никеле и меди), для покрытия стальных изделий требуется создание слоя-подложки.
- Начинают процесс с «толчка» тока. В первые 20-60 секунд его плотность должна быть в 2 раза выше рабочей. Это позволяет лучше обработать углубленные участки. Затем плотность тока устанавливают на рекомендуемую величину и обрабатывают деталь еще 1-1,5 минуты.
- В течение всего времени температура должна поддерживаться на одном уровне.
- Последний этап – двойная промывка водой. После первой производится нейтрализация электролита с помощью щелочи (обычной пищевой соды).
- Готовое изделие следует отполировать с помощью пасты.
Итак, хромирование деталей своими руками – процесс реальный. Конечно, получить износостойкое покрытие в домашних условиях будет проблематично – для этого потребуются токи до 100 А. Но тонкая прочная пленка из хрома вполне способна защитить детали и узлы от влаги и коррозии. Гальваника позволяет создавать и оригинальные предметы для украшения интерьера.
Суть и методы хромирования металла
Гальваническое хромирование металлов. Надежные защитные и декоративные покрытия разных видов. Основные характеристики техпроцесса и применяемых компонентов. Хромирование в домашних условиях. Причины возможных дефектов и опасность для здоровья.

Гальваническое хромирование — это один из способов создания на поверхности изделий тонкого устойчивого слоя из чистого хрома, который почти в два раза тверже железа, имеет приятный серебристый цвет и отлично полируется. Хромовые покрытия применяют в защитных и в декоративных целях.
Гальваническому хромированию подвергают поверхности трения для создания устойчивого к коррозии антифрикционного слоя, который к тому же хорошо удерживает масло.
Этот металл имеет прекрасное сцепление со сталью, никелем и медью, а также практически не окисляется и не отслаивается в процессе эксплуатации.
Помимо прочего, хромовая гальваника применяется при изготовлении стойких к атмосферным воздействиям оптических отражателей, которые по своим качествам ничем не уступают амальгамированным.
Одной из главных особенностей гальванического хромирования является работа с пассивным анодом, т. е. покрывающий деталь хром поступает не из анодного металла, а из раствора хромовых кислот, что требует постоянной регенерации электролита.
А основной недостаток этого технологического процесса — высокая токсичность соединений хрома и связанные с этим повышенные требования к системам промвентиляции, утилизации электролита и водоочистки.
Суть гальванического хромирования металла
В большинстве гальванических процессов источником покрывающего металла является анод. В отличие от этого при хромировании анионы возникают непосредственно из электролита, основой которого является раствор хромовых кислот, образующихся при растворении хромового ангидрида в воде.
В такой технологии катодом обычно является обрабатываемая деталь, а в роли нерасходуемого пассивного анода выступают пластины или облицовка ванны, выполненные из инертного к кислотам электролита металла.
Пассивные аноды в хромовой гальванике обычно изготавливают из свинца или его сплавов (с оловом и сурьмой). Хромовая кислота обладает сильными коррозионными свойствами, поэтому при производстве оборудования для хромирования применяют кислотостойкие материалы.

Кроме того, в связи с постоянным убыванием хрома электролит необходимо периодически регенерировать, добавляя в него хромовый ангидрид и расходуемые в процессе хромирования реагенты.
Вид поверхности и механические свойства хромового покрытия напрямую зависят от компонентов электролитического раствора, степени его нагрева и плотности тока.
Варьируя эти показатели, можно добиться различных видов поверхности хромированного металла: от молочного и матового до зеркально-блестящего, – а также широкого диапазона значений твердости, плотности и пористости осажденного хрома.
Методика хромирования металла своими руками
Поэтому ни о какой гальванике в домашних условиях не может быть и речи. Для хромирования необходимо подобрать нежилое помещение и по возможности оборудовать его хотя бы какой-нибудь вентиляцией. Также стоит заранее позаботиться об утилизации отработанного раствора и промывочной воды.
Все работы следует выполнять в спецодежде и с применением средств индивидуальной защиты, используемых на химпроизводствах.
Оборудование для хромирования металла достаточно несложно изготовить самому. В большинстве случаев в его состав входят:
- стеклянная или пластиковая емкость;
- теплоизоляция и герметичная крышка рабочей емкости;
- нагревательный элемент с терморегулятором;
- источник питания мощностью 1 кВт и напряжением 10÷12 В;
- свинцовый анод с клеммой;
- приспособление для подвешивания и зажим для крепления детали с клеммой;
- емкости для травления и промывки, провода, подставка и прочее второстепенное оборудование.
Компоновка такого комплекта для хромирования зависит от размеров и особенностей входящих в него элементов и делается «на глазок», с дополнениями и изменениями по ходу изготовления.
О токовых режимах лучше заранее почитать в специализированных изданиях или пообщаться со знающими людьми на профильных форумах. Там же можно обсудить вопрос влияния хрома на свойства стали и других металлов, т. к. у хромированной детали несколько изменятся механические характеристики.
Подготовка поверхности к хромированию
Подготовка металла к хромированию ничем не отличается от приготовлений к любому другому гальваническому процессу. В первую очередь необходимо убрать остатки покрытий и ржавчину с хромированной поверхности.
Первое выполняется с помощью металлических щеток и наждачной бумаги или же (если есть такая возможность) абразивоструйной обработкой. Для удаления ржавчины с металла можно также использовать механические методы, но лучше воспользоваться ортофосфорной кислотой.
Хромирование алюминия и его сплавов требует особого подхода к предварительной обработке поверхности этих металлов, т. к. на них всегда присутствует устойчивая оксидная пленка. Последовательность их подготовки к гальванике выглядит так:
- Промывка всей поверхности металла в бензине.
- Удаление следов бензина в горячей мыльной воде.
- Травление в смеси азотной и плавиковой кислот (соотношение пять к одному).
- Ополаскивание в холодной воде.
- Помещение изделия в гальваническую ванну.
Все операции следует выполнять в непрерывной последовательности, а погружать металл в электролит нужно под током.
Приготовление электролита
При приготовлении электролита сначала в воде разводится серная кислота из расчета 1.5–2.5 г/л, а затем добавляется хромовый ангидрид в количестве 150–250 г/л. Точную пропорцию можно подобрать только экспериментально, оценивая результат хромирования поверхности металла (см. также ниже о возможных дефектах).
Возможные дефекты
При осмотре всех плоскостей металла после гальванического хромирования могут быть обнаружены специфические недостатки, которые чаще всего связаны с составом электролита и плотностью тока, но могут иметь и другие причины.
Если хром не оседает на металл, то это может быть связано с недостаточной плотностью тока, избытком серной кислоты, завышенной температурой раствора или окислением анода.
Если хромовое покрытие отслаивается от металла, то причиной этого может быть плохая очистка его поверхности и колебание токовых параметров в процессе хромирования.
При превышении плотности тока на выступающих частях детали могут образовываться наросты, а поверхность хромированного металла становится матовой и неровной. При слишком маленькой плотности тока покрытие становится жестким и имеет «молочный» вид.
При гальваническом хромировании также важно пространственное положение детали. Оно должно обеспечивать свободный уход водорода, образующегося на поверхности металла, т. к. скопление это газа приводит к образованию неровностей и каверн.

Опасность для здоровья
При хромировании металлов основная опасность для здоровья персонала и окружающей среды исходит от хромового ангидрида (оксид шестивалентного хрома), который является главным компонентом во всех электролитах, а при растворении в воде образует не менее опасные хромовые кислоты.
Все эти реагенты являются канцерогенами и очень токсичны (относятся к первому классу опасности). Оксиды и соли хрома малолетучи, но при использовании горячих электролитов могут захватываться парами воды.
Другими токсичными веществами, образующимся в процессе гальванического хромирования, являются хроматы свинца и сульфаты бария.
А как вы относитесь к хромированию металлов в домашних условиях? Ведь в Интернете размещено множество статей, описывающих, как легко и просто это делается даже без особых навыков.
Выскажите, пожалуйста, свое мнение в комментариях к этой статье.
- Быстрый ремонт труб с помощью хомутов без сварки
- Обслуживание холодильного оборудования: как избежать поломок и лишних расходов
- Поверка штангенциркулей: как обеспечить точность измерений и избежать дорогостоящих ошибок
- Промышленная роботизация производства
- Качественная спецодежда: как проходит сертификация