Краска для шабрения своими руками
Краска для шабрения своими руками
§ 4. Шабрение прямолинейных поверхностей
Краски для шабрения. После подготовки поверхности к шабрению выявляют неровности путем окрашивания поверхности краской. Шабровочная краска представляет собой смесь машинного масла с лазурью и реже с суриком и ультрамарином (синька), которые в отличие от лазури плохо смешиваются с маслом и нечетко видны на детали.
Лазурь можно заменить сажей, замешенной на смеси автола с керосином.
Краску измельчают так, чтобы между пальцами не ощущалось зерен. Затем краску насыпают в баночку (металлическую или стеклянную) и вливают туда масло. Количество машинного масла в смеси должно быть таким, чтобы краска имела консистенцию пасты, но не жидкой, так как излишек масла будет расплываться по контрольной плите и проверяемая поверхность при наложении ее на плиту вся покроется краской.
Окрашивание поверхности. Краску наносят на поверхность плиты тампоном (рис. 229) из чистых льняных тряпок, сложенных в несколько слоев. Удобно наносить краску также мешочком, изготовленным из чистого полотна (холста), в который накладывают краску.

Рис. 229. Окрашивание поверхности при шабрении:
а — окрашивание плиты, б — перемещение детали по плите, в — окрашеииая деталь, г — перемещение плиты по летали, д — тампои
Мешочек и тампоны в паузах между окрашиваниями кладут в чистую стеклянную посуду или жестяную баночку. Ни в коем случае не следует класть в мешочек сухую краску и обмакивать его в масло.
Перед окрашиванием с поверхности детали удаляют стружку и грязь волосяной щеткой или чистой тряпкой, деталь осторожно накладывают обрабатываемой поверхностью на поверхность плиты и медленно передвигают. Для достижения равномерного износа плиты необходимо использовать всю ее поверхность.
После двух-трех круговых движений по плите деталь осторожно снимают. На хорошо обработанных поверхностях краска ложится равномерно по всей поверхности, на плохо подготовленных— неравномерно. В небольших углублениях краска будет скапливаться, а в местах более углубленных ее вообще не будет. Так возникают белые пятна — наиболее углубленные места, не покрытые краской; темные пятна — менее углубленные, в них скопилась краска; серые пятна — наиболее выступающие, на них краска ложится тонким слоем.
При определении неровностей на поверхностях тяжелых деталей, не снимаемых с места, закрашенный проверочный инструмент— плиту или линейку — перемещают по контролируемым поверхностям.
Легкие детали (изделия) при шабрении устанавливают на слесарном верстаке, а крупные и тяжелые — на козлах.
Процесс шабрения заключается в постепенном снятии металла с окрашенных участков (серые пятна). Шабер держат правой рукой за рукоятку, а левой нажимают на конец шабера (рис. 230, а). По отношению к обрабатываемой поверхности шабер устанавливают под углом 25—30°, при этом угол резания получается тупой (30°+90°= 120°). Металл снимают скоблением. Рабочим ходом при шабрении является движение вперед, т. е. от себя, а при работе плоским шабером с отогнутым вниз концом — движение назад, т. е. на себя. При движении назад (холостой ход) шабер приподнимают.

Рис. 230. Приемы шабрения:
а — «от себя», б и в — «на себя», г — чистовое шабрение
Прием шабрения «от себя» имеет следующие недостатки:
- недостаточно устойчив при рабочем ходе шабер, вследствие чего стружка неодинакова по сечению, поверхность получается неровной и рваной;
- в конце каждого движения шабер оставляет заусенцы, которые приходится снимать дополнительно.
Шабер конструкции А. А. Барышникова отличается от обычных большей длиной (до 500 мм), что позволяет шабрить приемом «на себя».
При работе этим приемом шабер берут за среднюю часть обеими руками в обхват и устанавливают к обрабатываемой поверхности не под углом 30°, как это делается при шабрении приемом «от себя», а пбд углом 75—80° (рис. 230, б). Верхний конец шабера, на котором имеется деревянная ручка, упирается в плечо рабочего.
Преимущества этого приема шабрения:
- увеличенная длина шабера позволяет использовать, кроме рук, также и плечо работающего, шабер оказывается более устойчивым. Помимо этого, длинный шабер пружинит, поэтому режущая часть его врезается в металл и выходит из металла плавно: поверхность при этом получается более ровная, без рванин, а в конце штриха не остается заусенцев;
- прием шабрения «на себя» в 1,5—2 раза производительнее приема шабрения «от себя».
Для получения поверхности высокого качества последовательно выполняют черновое, получистовое и чистовое шабрение.
Черновое шабрение (предварительное) заключается в грубой обработке поверхности: удаляют следы и риски предыдущей обработки. Работу выполняют шабером шириной 20—30 мм при длине рабочего хода 10—15 мм. Направление шабера непрерывно меняют так, чтобы последующий штрих шел под углом 90° к предыдущему.
За один ход шабера снимают стружку толщиной 0,02—0,05 мм. Шабрят до тех пор, пока не исчезнут видимые риски. Качество шабрения проверяют на краску, которую наносят на поверочную плиту. После наложения и движения (плиты или детали) обнаруженные выступающие места снова шабрят.
По лучистовое шабрение (точечное) заключается в снятии только серых, т. е. наиболее выступающих мест, выявляемых проверкой на краску. Работу выполняют плоским узким (12—15 мм) шабером при длине рабочего хода от 5 до 10 мм, за один ход шабера снимают стружку толщиной 0,01—0,02 мм.
Чистовое шабрение (отделочное) применяют для получения очень высокой точности поверхности. При легком на-.жиме на шабер снимают тонкую (8—10 мк) стружку. Применяют шаберы шириной от 8 до 10 мм (рис. 230, г) при длине рабочего хода 4—5 мм (мелкие штрихи).
Точность шабрения и контроль качества. Шабрением можно получить высокие точность (0,003—0,01 мм) и чистоту обработки.
Качество шабрения определяют по числу пятен (точек), приходящихся на единицу обработанной поверхности. Чем больше это число, тем выше точность обработанной поверхности. Для определения степени точности служит квадратная рамка 25×25 мм (рис. 231), которую накладывают на пришабренную поверхность и определяют число пятен в ней.

Рис. 231. Контроль качества шабрения проверочной рамкой
Шабрение заканчивают при следующих числах пятен на поверхности, ограниченной рамкой 26×25 мм: черновое 4—6, получистовое 8—16, чистовое 20—25.
Например, шабрение заканчивают при шабрения проверочной рамкой следующих числах пятен: детали металлорежущих станков (станины, столы, каретки, суппорты и т. д.) 8—16, поверочные плиты и линейки 20—25, инструменты и измерительные приборы 25—30.
Краска для шабрения своими руками




§ 76. Основные приемы шабрения
Перед шабрением поверхности очищают, промывают, протирают, затем наносят на них краску.
Краски для шабрения. После очистки заготовки перед шабрением выявляют неровности путем окрашивания поверхностей краской. Шабровочная краска представляет собой смесь машинного масла с лазурью и (:еже с суриком и ультрамарином (синька), которые в отличие от лазури плохо смешиваются с маслом и нечетко видны на детали. Лазурь можно заменить сажей, замешанной на смеси автола с керосином.
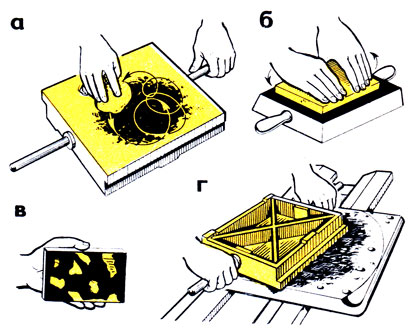
Рис. 321. Окрашивание плоских поверхностей при шабрении: а — окрашивание плиты, б — перемещение детали по плите (окрашивание), в — окрашенная деталь, тампоном, г — перемещение плиты по детали
Краску измельчают так, чтобы между пальцами не ощущалось зерен. Затем краску насыпают в баночку (металлическую или стеклянную) и вливают туда масло. Количество машинного масла в смеси должно быть таким, чтобы краска имела консистенцию пасты, но не жидкой, так как излишек масла будет расплываться по контрольной плите и проверяемая поверхность при наложении ее на плиту вся покроется краской.
Окрашивание поверхности. Краску наносят на поверхность плиты тампоном (рис. 321, а) из чистых льняных тряпок, сложенных в несколько слоев. Удобно наносить краску также мешочком, изготовленным из чистого полотна (холста), в который накладывают краску.
Мешочек и тампоны в паузах между окрашиваниями кладут в чистую стеклянную посуду или жестяную баночку. Ни в коем случае не следует класть в мешочек сухую краску и обмакивать его в масло.
Перед окрашиванием с поверхности детали удаляют стружку и грязь волосяной щеткой или чистой тряпкой, деталь осторожно накладывают обрабатываемой поверхностью на поверхность плиты и медленно передвигают. Для достижения равномерного износа плиты необходимо использовать всю ее поверхность.
После двух-трех круговых движений по плите (рис. 321, б) деталь осторожно снимают. На хорошо обработанных поверхностях краска ложится равномерно по всей поверхности (рис. 321, в), на плохо подготовленных — неравномерно. В небольших углублениях краска будет скапливаться, а в местах более углубленных ее вообще не будет. Так возникают белые пятна — наиболее углубленные места, не покрытые краской; темные пятна — менее углубленные, в них скопилась краска; серые пятна — наиболее выступающие, на них краска ложится тонким слоем.
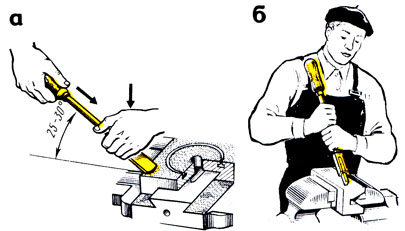
Рис. 322. Приемы шабрения плоских деталей: а — ‘от себя’, б — ‘но себя’
При определении неровностей на поверхностях тяжелых деталей, не снимаемых с места, закрашенный поверочный инструмент — плиту (рис. 321, г) или линейку — перемещают по контролируемым поверхностям.
Легкие детали (изделия) при шабрении устанавливают на слесарном верстаке, а крупные и тяжелые — на козлах.
Процесс шабрения заключается в постепенном снятии металла с окрашенных участков (серые пятна). Шабер держат правой рукой за ручку, а левой нажимают на конец шабера (рис. 322, а). По отношению к обрабатываемой поверхности шабер устанавливают под углом 25 — 30°, а режущая кромка должна находиться на окрашенной поверхности. Металл снимают скоблением. Рабочим ходом при шабрении является движение вперед, т. е. «от себя», а при работе плоским шабером с отогнутым вниз концом -движение назад, т. е. «на себя». При движении назад (холостой ход) шабер приподнимают.
Самодельная краска для шабрения
Показать панель управления
- В видео показано как сделать краску для шабрения своими руками. Правильно делал или не правильно но краска работает отлично.
Комментарии • 67

Здравствуйте, тут на днях пробывал разные линейки для этого дела. Вообщем наткнулся на нож от мех. гильотины 450мм. увесистый режущая кромка как турецкая сабля, а вот противоположная сторона ни раковенки. Проверили плоскость на от фрезированом блине. Итог краска ели видна с одной стороны 3мм, а так идеал
В строй магазине купить можно)
Лучше купить сажу(дактилоскопический порошок) в магазине где продаются расходники для криминалистики
А чего не поставить стекло и не накоптить сажи?
Буду использовать сажу из газового котла отопления
простите, но имея Токарный Станок «жечь провода». ((((((((((((((( Воздержусь от эпитетов (((((((((((((((((
Хм. Ну расскажите как на токарном станке из проводов получить сажу не сжигая их!
Провода это другая тема, а сажа это побочный эффект.
Машину покрасить реально
Попробуй графитовую смазку
У нас на заводе мешают «берлинскую лазурь» (в простонародии — синька) с касторовым маслом.
Нужна банальная свечка и стёклышко над пламенем. сажу снимаешь и в баночку с маслом.
@Korablev Согласен полностью.
И сколько сажи таким образом можно получить? Пару спичечных коробков? Сажу в избытке можно найти в любом деревенском доме с печным отоплением, причем в изрядном количестве. Пол литра, а то и больше можно спокойно нагрести с одной печки
Приобрёл себе Weiler Lz300w. Станина поизношена, вот смотрю твои труды. Если честно сыкотно, боюсь испортить. Но я настроен все сделать своими руками.
Это не сажа , а уголь ! Сажа берётся со стенок дымаря или со стекла которое ставят над огнём !
Для шабровки применяется на просто сажа, а масляная или газовая, т.е. мелкодисперсная копоть от сжигания с недостатком кислорода. Смешивается с автолом до густоты мягкого пластилина и разводится керосином до состояния сметаны (оплывания). Берлинская лазурь, мелкодисперсная краска (осадок от сливания двух растворов), смешивается с маслом до состояния оплывания. Имеются в художественных салонах, как в виде порошка, так и густотёртые с льняным маслом. Цена рублей 20-100. Густотертую берлинскую лазурь надо чуть разбавить машинным маслом, а газовую сажу керосином (она очень липкая). Для шабровки удобнее лазурь. Сажа очень капризная, с ней надо уметь работать, но даёт более высокую точность (3мкм), чем лазурь (5 мкм). Практически все остальные краски либо дроблёные и просеинные через сита (с водой) минералы, либо искуственные спечёные типа синьки и тоже дроблёные с размером частиц до 0,02 мм.
Выбор слесарного шабера для шабрения поверхности металла
 Слесарные работы, связанные с подготовкой металлических и деревянных поверхностей методом удаления неровностей, проводятся с помощью специального инструмента, оснащенного режущей кромкой. Шабрение, или шлифовка, содержит в себе разные технологии финишной обработки заготовок для деталей, операция осуществляется как непосредственно приспособлениями, так и с применением абразивов разной зернистости. Все рабочие процессы позволяют получить заготовку с идеально гладкой поверхностью, шаберы по металлу и дереву помогают создать плотную адгезию с другими деталями.
Слесарные работы, связанные с подготовкой металлических и деревянных поверхностей методом удаления неровностей, проводятся с помощью специального инструмента, оснащенного режущей кромкой. Шабрение, или шлифовка, содержит в себе разные технологии финишной обработки заготовок для деталей, операция осуществляется как непосредственно приспособлениями, так и с применением абразивов разной зернистости. Все рабочие процессы позволяют получить заготовку с идеально гладкой поверхностью, шаберы по металлу и дереву помогают создать плотную адгезию с другими деталями.
Что представляет собой шабер?
 Инструмент, предназначенный для снятия тонкого слоя металла с поверхности заготовки, используется для удаления поверхностной пленки перед пайкой или сваркой элементов нагружаемой конструкции, а также перед сборкой деталей точных приборов. Методом скобления острая кромка лезвия шабера слесарного снимает верхний слой материала толщиной 0,01 мм.
Инструмент, предназначенный для снятия тонкого слоя металла с поверхности заготовки, используется для удаления поверхностной пленки перед пайкой или сваркой элементов нагружаемой конструкции, а также перед сборкой деталей точных приборов. Методом скобления острая кромка лезвия шабера слесарного снимает верхний слой материала толщиной 0,01 мм.
Шабрение металла также применяется при шлифовке дерева после обработки другими инструментами. В процессе зачистки поверхность проверяется поверочной пластиной, покрытой слоем краски. Наличие неровностей выявляется методом окрашивания отдельных участков заготовки, удаление которых производится повторным скоблением проблемного места.
Шаберы слесарные различаются:
- Формой, которая бывают плоской, фасонной, многогранной
- Конструкцией, в составе которой содержатся заменяемые пластины
- Числом шлифовальных граней: односторонний, двухсторонний и трехсторонний.
По исполнению устройство бывает разборной и цельной.
Инструмент для зачистки металла
Шабер слесарный изготавливается стандартной длины, ширина лезвия зависит от типа операции: для черновой обработки применяется инструмент с шириной лезвия до 3,0 см, чистовую зачистку производят режущей частью шириной 2,0 см. Технология выбирается в зависимости от угла заточки лезвия, которая разработана для каждого вида операции:
- 75 -90 — черновая обработка;
- 90 — чистовая операция;
- 90 -100 — отделочная зачистка.
Угол заточки лезвия инструмента измеряется относительно оси рукоятки изделия.
Краска для поверхности
После завершения подготовки материала производится выявление остаточных неровностей методом приложения окрашенной контрольной пластины. Краска для шабрения изготавливается из пигмента, смешанного с любым видом технического масла. В качестве пигмента применяется лазурь, синька, сурик или смесь сажи, автола и керосина. Шабровочная краска должна иметь консистенцию пасты среднего загущения, не растекаться и не образовывать комков. Смесь должна ложиться на плоскость контрольной пластины тонким ровным слоем.
Виды слесарных шаберов

Приспособление плоского типа с тремя гранями или фасонным лезвием подходит для работы с прямой плоской поверхностью или острыми углами изделия, хорошо режет алюминий, медь и боббит. Инструмент с трехгранным лезвием используется для обработки отверстий цилиндрического типа в заготовке из твердосплавного металла.
При шабрении поверхности деталей инструмент, применяемый принцип шабрения и шлифовки под определенным углом должен иметь сменные заточенные пластинки, позволяющие сформировать угол по отношению к ровной поверхности. Выполнение операций чаще всего осуществляется универсальным шабером, в конструкции которого содержится:
- Корпус;
- Ручка;
- Держатель;
- Зажимной винт;
- Сменная пластина.
Как правильно скоблить
Вид шабрения не предусматривает подготовки поверхности обрабатываемого материала. Выполнение работ осуществляется в строгой последовательности операций:
 Нанести краску на контрольную пластину;
Нанести краску на контрольную пластину;- Приложить нешлифованную деталь к пластине и плавно продвинуть ее вперед и назад;
- Визуально оценить окрашенные дефекты;
- Подготовить инструмент;
- Приступить к удалению неровностей методом движения шабера с углом наклона лезвия 35−40 .
Работа с металлической поверхностью заключается в соскабливании выпуклостей. Принцип шабрения заключается в создании длинных отрезков, образуемых скольжением лезвия с последующим сокращением амплитуды. Направление движения инструмента должно изменяться постепенно и скрещиваться. В процессе работы рекомендуется проверять уровень сглаживания неровностей окрашенной пластиной или контрольным квадратом 25×25 мм.
Техника проверки поверхности
Контрольный квадрат помогает определить глубину шабровки поверхности детали или заготовки. В середине рамки, приложенной к поверхности детали, выделяется контрольный участок и производится подсчет количества окрашенных пятен. Тип неровностей можно определить числом выпуклостей:
- Если количество пятен достигает 6 — шабровка грубая;
- Если насчитывается до 10 пятен — шабровка чистая;
- Когда число пятен не менее 14 — обработка точная;
- Когда число окрашенных пятен составляет 22 — зачистка ювелирная.
Операция выравнивания лицевой части деталей, инструмент и применяемый способ шабрения зависит от типа поверхности. Для обработки краев используется приспособление прямого типа, гнутые детали шабровщик зачищает фасонным лезвием, твердые материалы обрабатываются узким лезвием, скобление мягких материалов и плоских поверхностей осуществляется широким шабером и лезвием радиусного типа.
Форма лезвия устройства подбирается по типу поверхности, выявить который можно с помощью прокатки детали по окрашенной пластине. Выявленные неровности удаляются приспособлением с длинной заточенной кромкой. Используемые виды шаберов начинают движение от краевой части заготовки. После завершения операции проводится контрольная проверка чистоты обработки, для доводки которой шабровщик использует слесарный сборный инструмент и ферритная кромка Читайте еще: Олифа – применение и инструкции в одной рубрике!
Самодельная краска для шабрения
Показувати елементи керування програвачем
- В видео показано как сделать краску для шабрения своими руками. Правильно делал или не правильно но краска работает отлично.
КОМЕНТАРІ • 67

Здравствуйте, тут на днях пробывал разные линейки для этого дела. Вообщем наткнулся на нож от мех. гильотины 450мм. увесистый режущая кромка как турецкая сабля, а вот противоположная сторона ни раковенки. Проверили плоскость на от фрезированом блине. Итог краска ели видна с одной стороны 3мм, а так идеал
В строй магазине купить можно)
Лучше купить сажу(дактилоскопический порошок) в магазине где продаются расходники для криминалистики
А чего не поставить стекло и не накоптить сажи?
Буду использовать сажу из газового котла отопления
простите, но имея Токарный Станок «жечь провода». ((((((((((((((( Воздержусь от эпитетов (((((((((((((((((
Хм. Ну расскажите как на токарном станке из проводов получить сажу не сжигая их!
Провода это другая тема, а сажа это побочный эффект.
Машину покрасить реально
Попробуй графитовую смазку
У нас на заводе мешают «берлинскую лазурь» (в простонародии — синька) с касторовым маслом.
Нужна банальная свечка и стёклышко над пламенем. сажу снимаешь и в баночку с маслом.
@Korablev Согласен полностью.
И сколько сажи таким образом можно получить? Пару спичечных коробков? Сажу в избытке можно найти в любом деревенском доме с печным отоплением, причем в изрядном количестве. Пол литра, а то и больше можно спокойно нагрести с одной печки
Приобрёл себе Weiler Lz300w. Станина поизношена, вот смотрю твои труды. Если честно сыкотно, боюсь испортить. Но я настроен все сделать своими руками.
Это не сажа , а уголь ! Сажа берётся со стенок дымаря или со стекла которое ставят над огнём !
Для шабровки применяется на просто сажа, а масляная или газовая, т.е. мелкодисперсная копоть от сжигания с недостатком кислорода. Смешивается с автолом до густоты мягкого пластилина и разводится керосином до состояния сметаны (оплывания). Берлинская лазурь, мелкодисперсная краска (осадок от сливания двух растворов), смешивается с маслом до состояния оплывания. Имеются в художественных салонах, как в виде порошка, так и густотёртые с льняным маслом. Цена рублей 20-100. Густотертую берлинскую лазурь надо чуть разбавить машинным маслом, а газовую сажу керосином (она очень липкая). Для шабровки удобнее лазурь. Сажа очень капризная, с ней надо уметь работать, но даёт более высокую точность (3мкм), чем лазурь (5 мкм). Практически все остальные краски либо дроблёные и просеинные через сита (с водой) минералы, либо искуственные спечёные типа синьки и тоже дроблёные с размером частиц до 0,02 мм.
§ 4. Шабрение прямолинейных поверхностей
Краски для шабрения. После подготовки поверхности к шабрению выявляют неровности путем окрашивания поверхности краской. Шабровочная краска представляет собой смесь машинного масла с лазурью и реже с суриком и ультрамарином (синька), которые в отличие от лазури плохо смешиваются с маслом и нечетко видны на детали.
Лазурь можно заменить сажей, замешенной на смеси автола с керосином.
Краску измельчают так, чтобы между пальцами не ощущалось зерен. Затем краску насыпают в баночку (металлическую или стеклянную) и вливают туда масло. Количество машинного масла в смеси должно быть таким, чтобы краска имела консистенцию пасты, но не жидкой, так как излишек масла будет расплываться по контрольной плите и проверяемая поверхность при наложении ее на плиту вся покроется краской.
Окрашивание поверхности. Краску наносят на поверхность плиты тампоном (рис. 229) из чистых льняных тряпок, сложенных в несколько слоев. Удобно наносить краску также мешочком, изготовленным из чистого полотна (холста), в который накладывают краску.

Рис. 229. Окрашивание поверхности при шабрении:
а — окрашивание плиты, б — перемещение детали по плите, в — окрашеииая деталь, г — перемещение плиты по летали, д — тампои
Мешочек и тампоны в паузах между окрашиваниями кладут в чистую стеклянную посуду или жестяную баночку. Ни в коем случае не следует класть в мешочек сухую краску и обмакивать его в масло.
Перед окрашиванием с поверхности детали удаляют стружку и грязь волосяной щеткой или чистой тряпкой, деталь осторожно накладывают обрабатываемой поверхностью на поверхность плиты и медленно передвигают. Для достижения равномерного износа плиты необходимо использовать всю ее поверхность.
После двух-трех круговых движений по плите деталь осторожно снимают. На хорошо обработанных поверхностях краска ложится равномерно по всей поверхности, на плохо подготовленных— неравномерно. В небольших углублениях краска будет скапливаться, а в местах более углубленных ее вообще не будет. Так возникают белые пятна — наиболее углубленные места, не покрытые краской; темные пятна — менее углубленные, в них скопилась краска; серые пятна — наиболее выступающие, на них краска ложится тонким слоем.
При определении неровностей на поверхностях тяжелых деталей, не снимаемых с места, закрашенный проверочный инструмент— плиту или линейку — перемещают по контролируемым поверхностям.
Легкие детали (изделия) при шабрении устанавливают на слесарном верстаке, а крупные и тяжелые — на козлах.
Процесс шабрения заключается в постепенном снятии металла с окрашенных участков (серые пятна). Шабер держат правой рукой за рукоятку, а левой нажимают на конец шабера (рис. 230, а). По отношению к обрабатываемой поверхности шабер устанавливают под углом 25—30°, при этом угол резания получается тупой (30°+90°= 120°). Металл снимают скоблением. Рабочим ходом при шабрении является движение вперед, т. е. от себя, а при работе плоским шабером с отогнутым вниз концом — движение назад, т. е. на себя. При движении назад (холостой ход) шабер приподнимают.

Рис. 230. Приемы шабрения:
а — «от себя», б и в — «на себя», г — чистовое шабрение
Прием шабрения «от себя» имеет следующие недостатки:
- недостаточно устойчив при рабочем ходе шабер, вследствие чего стружка неодинакова по сечению, поверхность получается неровной и рваной;
- в конце каждого движения шабер оставляет заусенцы, которые приходится снимать дополнительно.
Шабер конструкции А. А. Барышникова отличается от обычных большей длиной (до 500 мм), что позволяет шабрить приемом «на себя».
При работе этим приемом шабер берут за среднюю часть обеими руками в обхват и устанавливают к обрабатываемой поверхности не под углом 30°, как это делается при шабрении приемом «от себя», а пбд углом 75—80° (рис. 230, б). Верхний конец шабера, на котором имеется деревянная ручка, упирается в плечо рабочего.
Преимущества этого приема шабрения:
- увеличенная длина шабера позволяет использовать, кроме рук, также и плечо работающего, шабер оказывается более устойчивым. Помимо этого, длинный шабер пружинит, поэтому режущая часть его врезается в металл и выходит из металла плавно: поверхность при этом получается более ровная, без рванин, а в конце штриха не остается заусенцев;
- прием шабрения «на себя» в 1,5—2 раза производительнее приема шабрения «от себя».
Для получения поверхности высокого качества последовательно выполняют черновое, получистовое и чистовое шабрение.
Черновое шабрение (предварительное) заключается в грубой обработке поверхности: удаляют следы и риски предыдущей обработки. Работу выполняют шабером шириной 20—30 мм при длине рабочего хода 10—15 мм. Направление шабера непрерывно меняют так, чтобы последующий штрих шел под углом 90° к предыдущему.
За один ход шабера снимают стружку толщиной 0,02—0,05 мм. Шабрят до тех пор, пока не исчезнут видимые риски. Качество шабрения проверяют на краску, которую наносят на поверочную плиту. После наложения и движения (плиты или детали) обнаруженные выступающие места снова шабрят.
По лучистовое шабрение (точечное) заключается в снятии только серых, т. е. наиболее выступающих мест, выявляемых проверкой на краску. Работу выполняют плоским узким (12—15 мм) шабером при длине рабочего хода от 5 до 10 мм, за один ход шабера снимают стружку толщиной 0,01—0,02 мм.
Чистовое шабрение (отделочное) применяют для получения очень высокой точности поверхности. При легком на-.жиме на шабер снимают тонкую (8—10 мк) стружку. Применяют шаберы шириной от 8 до 10 мм (рис. 230, г) при длине рабочего хода 4—5 мм (мелкие штрихи).
Точность шабрения и контроль качества. Шабрением можно получить высокие точность (0,003—0,01 мм) и чистоту обработки.
Качество шабрения определяют по числу пятен (точек), приходящихся на единицу обработанной поверхности. Чем больше это число, тем выше точность обработанной поверхности. Для определения степени точности служит квадратная рамка 25×25 мм (рис. 231), которую накладывают на пришабренную поверхность и определяют число пятен в ней.

Рис. 231. Контроль качества шабрения проверочной рамкой
Шабрение заканчивают при следующих числах пятен на поверхности, ограниченной рамкой 26×25 мм: черновое 4—6, получистовое 8—16, чистовое 20—25.
Например, шабрение заканчивают при шабрения проверочной рамкой следующих числах пятен: детали металлорежущих станков (станины, столы, каретки, суппорты и т. д.) 8—16, поверочные плиты и линейки 20—25, инструменты и измерительные приборы 25—30.