Литье алюминия в песок
Литье алюминия в песок
Оборудование литейного производства для литья в песчаные формы
Песчаная форма
При литье алюминия в песчаные формы главным компонентом литейной оснастки является литейная форма, которая состоит из нескольких компонентов. Песчаная литейная форма состоит из двух половинок – верхней полуформы и нижней полуформы, которые соединяются по плоскости разъема (рисунок 1 и 2).

Рисунок 1 – Разобранная песчаная литейная форма

Рисунок 2 – Песчаная литейная форма в сборе
Обе половины песчаной формы находятся внутри специальных ящиков, которые называются опоками. Верхняя полуформа находится в верхней опоке, нижняя полуформа – в нижней опоке. Верхняя и нижняя опоки также разделяются по плоскости разъема.
Литейная модель
Полость литейной формы формируют путем уплотнения – набивки – формовочной смеси – песка – вокруг литейной модели в верхней и нижней опоках. Обычно песок набивают вручную, но на крупных производствах применяют специальные машины, которые применяют давление или ударные нагрузки для равномерного уплотнения песка и делают это быстрее, чем вручную.
После того, как песок уплотнен и модель извлечена из формы, в песке верхней и нижней полуформ остаются отпечатки наружной формы модели. Внутренние поверхности отливки формируют с помощь специальных компонентов литейной оснастки – стержней.
Типовые цены
| Изделие | Срок изготовления | Цена |
| Бронзовая заготовка 3 кг | 2-3 дня | 1620 руб. |
| Литые заготовки подставок | 5 дней | 450 руб. |
| Литье из чугуна | 5 дней | 90 руб/1 кг |
| Литье из аллюминия | 5 дней | 290 руб/ 1 кг |
| Литье из бронзы | 5 дней | 540 руб/ 1 кг |
Старший специалист. Помощь в оценке стоимость и сроках производства изделий из бронзы, алюминия и чугуна.
Литье в песок (литье в песчано-глинистые формы) — один из самых распространенных методов получения литых заготовок во многих отраслях промышленности – станкостроение, автомобильная отрасль и многое другое. Этот способ широко применяют при единичном, серийном и массовом производстве.

Жеребейки
Однако даже при установке в стержневые знаки стержень может сдвигаться, например, всплывать под воздействием выталкивающих сил в расплавленном алюминии. С алюминием эти проблемы меньше, чем с другими металлами. Дело в том, что чем больше плотность расплавленного металла, тем больше эти выталкивающие силы.
Поэтому для дополнительной поддержки стержней применяют специальные приспособления – жеребейки. Жеребейки – это небольшие металлические детали, которые устанавливают между стержнем и поверхностью полости формы. Жеребейки изготавливают из металла с более высокой температурой плавления, чем у заливаемого расплава. После затвердевания жеребейки остаются внутри отливки, а лишний материал жеребеек, которые выступает за границы отливки, удаляют при ее обрубке.
Литниковая система
Кроме песчаных полостей для формирования наружных и внутренних деталей алюминиевой отливки она имеет специальную конструкцию, которая обеспечивает течение расплавленного металла с заданными параметрами.
Литниковая чаша и стояк
Расплавленный алюминий заливают в литниковую чашу, которая представляет собой расширение сверху песчаной формы. Расплавленный металл движется от дна этой чаши вниз по главному каналу, который называется стояком. Стояк соединяется с серией каналов, которые называются литниковыми ходами.
Литниковые ходы и литники
Литниковые ходы ведут расплав к полости литейной формы, которая формирует наружные и внутренние элементы отливки. В конце каждого литникового хода расположены литники, которые контролируют скорость течения металла и снижают турбулентность течения.
Прибыль – закрытая и открытая
К системе литниковых ходов часто подключают прибыли. Прибыли – это камеры, которые наполняются жидким металлом и служат дополнительным источником металла при затвердевании. При охлаждении и затвердевании объем металла уменьшается, и прибыли дают дополнительный жидкий металл для заполнения формы.
Аналогичную функцию по снижению усадки при затвердевании металла выполняет открытая прибыль. Первый металл входит в полость формы, проходит ее и входит в открытую прибыль. Это предотвращает раннее затвердевание металла в полости формы и обеспечивает источник жидкого металла для компенсации усадки.
Вентиляционные каналы
Наконец, в песчаной форме есть еще малые каналы, которые идут от полости формы наружу. Это – вентиляционные каналы, которые дают возможность газам выйти из формы наружу. Пористость песка также дает воздуху возможность выходить наружу, но дополнительные вентиляционные каналы также иногда нужны.
Расплавленный алюминий во всех каналах литейной формы – стояке, литниковых ходах и прибылях – затвердевает и образует с отливкой одно целое. После извлечения отливки из литейной формы этот «лишний» алюминий удаляют в результате операции обрубки.
Изготовление форм и стержней. Условия и методы уплотнения формовочной смеси
Целью уплотнения формовочной смеси является достижение такой ее плотности и прочности, при которой литейная форма не изменяет свои размеры под влиянием статического, динамического и химико-термического воздействия заливаемого в нее металла и обеспечивает получение точной отливки с гладкой поверхностью.
Существует много методов уплотнения смеси в опоках:
- ручная набивка опок при помощи трамбовок;
- встряхивание с последующим уплотнением верхних слоев формы;
- встряхивание с одновременным прессованием (рис. 5);
- прессование;
- прессование с одновременной вибрацией;
- надув;
- надув с последующим прессованием;
- пескометная набивка.
Существует также ряд специальных методов уплотнения форм.
В соответствии с методами уплотнения формовочные машины можно разделить на следующие группы:
- встряхивающие;
- встряхивающе-прессовые;
- прессовые;
- вибропрессовые;
- пескодувно-прессовые;
- пескодувные (пескострельные);
- пескометы;
- импульсные.

Рис. 5. Вибропрессовая формовочная машина модели 226: 1 — штифтоподъемный механизм; 2 — прессовый поршень; 3 — плунжер вибратора; 4 — стол; 5 — станина-колонка; 6 — прессовая траверса; 7 — коленный клапан
По методу извлечения модели из формы различают машины со штифтовым подъемом, с протяжной рамкой, с поворотом полу- формы на 180°.
По конструктивной компоновке и методу агрегатирования формовочные машины разделяются на однопозиционные, двухпозиционные челночные, многопозиционные проходного типа, многопозиционные карусельного типа; по степени автоматизации — на неавтоматические и полуавтоматические; по виду привода — на пневматические, гидравлические, пневмогидравлические, электромагнитные и механические.
Вибропрессовая машина с поршневым прессующим механизмом модели 226. Большинство прессовых формовочных машин, работающих с низким удельным давлением прессования 0,2…0,4 МПа, используются в мелкосерийном производстве. Они снабжаются вибраторами и представляют литой прессовый цилиндр (см. рис. 5), в котором перемещается прессовый поршень 2, несущий на себе стол 4 машины.
Прессовый механизм крепится к станине-колонке 5, на которой установлена прессовая траверса 6. Штифтоподъемный механизм 7 выполнен в блоке с прессовым цилиндром. Пуск воздуха в прессовый цилиндр во многих машинах производится автоматически при установке траверсы и подготовленного комплекта (модель, опока, смесь) в рабочее положение. С этой целью некоторые машины снабжаются автоматическим клапаном давления, который выключает машину по достижении заданного давления прессования.
В вибропрессовых машинах цилиндр вибратора обычно составляет одно целое с прессовым поршнем и размещается в средней его части. В цилиндр запрессована чугунная втулка, которая служит направляющей для плунжера вибратора 3 и обеспечивает воздухораспределение в ходе его работы.
Типы песчаных форм
Для изготовления литейных песчаных форм обычно применяют кварцевый песок, который смешивают с различными типами связующих материалов, которые помогают поддерживать форму литейной полости. Часто таким связующим материалом является обыкновенная глина. Поэтому эти литейные песчаные формы называют также песчано-глинистыми формами.
Применение песка в качестве формовочного материала литейных форм имеет несколько преимуществ. Во-первых, песок очень дешев. Во-вторых, он стоек к высоким температурам, что позволяет применять его для литья многих металлов с высокой температурой плавления. Подготовку песка для изготовления литейных форм ведут различными способами в зависимости от типа песчаной формы. Этих основных типов песчаных форм – четыре:
- сырая песчаная форма;
- подсушенная песчаная форма;
- сухая песчаная форма;
- химически твердеющая песчаная форма.
Сырая песчаная форма
Для изготовления сырых песчаных форм применяют формовочную смесь из песка и воды, а также глины или другого связующего материала. Типичный состав такой формовочной смеси состоит из 90% песка, 3% воды и 7% глины. Сырые песчаные формы самые дешевые и наиболее широко применяемые.
Подсушенная песчаная форма
Изготовление подсушенной формы начинают как сырой песчаной формы, к которой дополнительно добавляют специальные связующие материалы, а поверхность литейной полости высушивают с помощью горелки или паяльной лампы для повышения ее прочности. Кроме того, повышается точность размеров и качество поверхности отливки. Подсушенные песчаные формы более дорогие и трудоемкие и поэтому снижают производительность литья.
Сухая песчаная форма
В сухой песчаной форме, песок смешивают только с органическим связующим материалом. Эту литейную форму упрочняют путем запекания в печи. Готовая сухая песчаная форма обеспечивает высокую точность размеров. Недостатками являются более высокая стоимость и низкая производительность.
Химически твердеющая песчаная форма
В этой песчаной форме песок смешивается с жидкими смолами, и форма затвердевает при комнатной температуре.
Что лучше: литье в землю или в ХТС?
Конечно, литье в землю будет более дешевым. Но литье в ХТС имеет целый ряд преимуществ перед литьем в землю:
- Отсутствуют наплывы и отклонения от запланированных размеров изделия.
- Готовые поверхности можно будет получить без дальнейшей обработки.
- На поверхности, которые будут подлежать обработке, дается совсем небольшой припуск – около 2–3 мм.
- Внутри готового изделия практически полностью отсутствуют литейные поры и раковины.
- Поскольку припуск нужно делать меньше, изделие получается более качественным, и его вес будет ниже.
Поэтому такой способ выбирают, если нужно получить высокоточные и качественные отливки, которые подлежат минимальной обработке. Позвоните, и мы предоставим вам более подробные консультации по услугам!
Характеристики литейного песка
Качество песка, который применяется для изготовления литейных форм, сильно влияет на качество отливки. Качество песка как формовочного материала для литейных форм определяют следующие пять основных его характеристик:
- прочность;
- газопроницаемость;
- термическая стабильность;
- способность к просадке;
- повторное применение .
Прочность
Способность песка держать заданную форму.
Газопроницаемость
Способность песка пропускать сквозь себя захваченные расплавом газы, которые выделяются при затвердевании. Высокая проницаемость может снизить пористость отливки, а низкая проницаемость может дать лучшее качество поверхности. Степень газопроницаемости зависит от размера и формы песчинок.
Термическая стабильность
Способность песка сопротивляться повреждениям, например, растрескиванию, под воздействием тепла расплавленного металла.
Способность к просадке
Способность песка проседать или более плотно сжиматься в ходе затвердевания отливки. Если бы песок не проседал, то отливка не имела бы возможности свободно сокращаться в размерах внутри литейной формы, а это приводило бы к растрескиванию.
Отливаем алюминиевый меч в песке



Песок для литься лучше брать кварцевый, он отлично формуется, в отличие от обычного речного. Не смотря на то, что автор покупал кварцевый песок, ему все же продали речной, тем не менее, даже с ним получилось отлить меч. Для качественного литья песок должен быть мелким. Ну что, рассмотрим более детально, как же это все делается?
Материалы и инструменты, которые использовались автором:
Список материалов:
— речной песок (лучше брать кварцевый);
— источник алюминия;
— деревянные доски;
— саморезы;
— медный купорос, аккумуляторный электролит, дистиллированная вода и медная проволока (для омеднения);
— тальк;
— углекислота;
— серная мазь (чтобы сделать ручку черной).
Список инструментов:
— ножовка;
— кузнечная печь;
— шуруповерт;
— болгарка;
— тиски;
— блок питания (для омеднения);
— газовая горелка.
Процесс изготовления самоделки:
Шаг первый. Форма для литья
Приступаем к изготовлению формы для литья. Делается она из досок, а состоит из двух половинок. Две формы собираем при помощи саморезов. У вас должно получиться две одинаковых рамки. Они должны соединяться друг с другом и центрироваться. Для этого автор обустроил специальный клиновидный механизм из дерева.





















Раствор можно укладывать, заполняем сперва первую форму. Песок нужно утрамбовывать, кладем его слоями. Как только с этим будет закончено, можно укладывать копируемый предмет, в нашем случае это меч из пластика. Укладываем меч, немного его вдавливаем и утрамбовываем по кругу песком. Когда все будет готов, насыпаем сверху тальк, это позволит разделить потом две половинки. Вот и все, после этого устанавливаем верхнюю часть и засыпаем песок, не забывая опять его хорошо утрамбовывать.
Далее нам понадобится углекислота, ей нужно обдуть песок со всех сторон, он при этом каменеет. Автор обдувает его прямо из баллона.
Шаг третий. Разнимаем половинки
У автора с первого раза не получилось разнять две половинки, так как песок был не тот, что требуется. В итоге верхнюю часть пришлось засыпать заново, и после этого автор оставил ее сохнуть 15 часов. Потом, снова все обдув углекислотой, половинки были аккуратно разобраны.









После того как меч будет изъят, можно делать литники. Изделие у нас довольно большое, так что литников нужно делать побольше, лишнее всего можно будет срезать. Литники аккуратно сверлим дрелью. От отверстий делаем канавки, чтобы в форму зашел алюминий. Вот и все, теперь заново собираем форму назад.
Шаг четвертый. Заливаем алюминий
Приступаем к плавке алюминия, для этого нам понадобится печь. Подобные печи делают из гипса, но подобные конструкции служат не долго. Лучше всего сделать такую печь из печной огнеупорной глины, такая конструкция будет служить ни один год.








Расплавив нужный объем алюминия, его можно заливать. Заливаем с той части, где алюминия нужно больше всего. В идеале алюминий потом должен выйти через другой литник на другом краю. Если это произошло, значит, изделие отлито. Но автор решил еще налить алюминия и во все другие литники для надежности. В любом случае срезать лишнее будет очень просто.
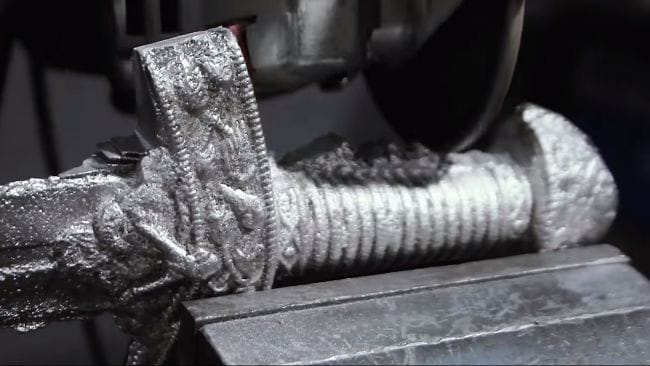
Шаг пятый. Механическая обработка
После литья на изделии будет много дефектов, их нужно срезать. В первую очередь срезаем литники, это можно легко сделать при помощи болгарки. Ну а далее аналогично срезаем все другие дефекты литья. Как только это будет выполнено, производим более тонкую обработку шлифовальным диском. Вы можете использовать насадку на болгарку в виде лепесткового диска. При желании сам клинок можно отполировать до блеска, а вот ручку мы будем омеднять.











Еще нам нужно изготовить электролит, для этого берем 3 литра дистиллированной воды и засыпаем туда килограмм медного купороса, а также наливаем литр автомобильного электролита. Вот и все, раствор готов, погружаем в него меч той частью, которую нужно омеднять. Фиксируем меч, автор прикручивает его к доске, которая зажата в тисках. В емкость еще нужно будет погрузить медь, автор для того приспособил медную проволоку. Проволока не должна соприкасаться с мечом, иначе произойдет замыкание!
Вот и все, осталось подключить источник питания. К изделию подключаем минус, а к меди плюс. Осталось только подождать, пока на мече вырастет медное покрытие.
Шаг седьмой. Завершающие штрихи
Когда все будет готов, счищаем бормашиной медь с тех участков, где она не нужна, а также моем изделие. Мыть нужно хорошо, под проточной водой.
По задумке ручка должна быть темного цвета, чтобы сделать ее таковой, понадобится серная мазь, которую можно купить в аптеке. После нанесения ее на медное покрытие, медь сразу начнет темнеть. Чтобы ускорить этот процесс, автор прогревает ручку при помощи газовой горелки, греть сильно не нужно.
Литье в песок + глина в домашних условиях
 BonnFactory 9 мая 2017
BonnFactory 9 мая 2017- Самоделки и поделки из металла своими руками

Всем привет! Хочу поделиться с вами своим опытом литья в песчано-глиняную форму.
В прошлый раз (вы можете найти эту статью в моем профиле) я лил алюминий по выжигаемой модели, т.е. вырезал модель из пенополистирола и просто засыпал песком. И некоторые из вас подметили, что к процессу я отнесся довольно небрежно. Все верно, целью было просто опробовать технологию и я совсем не заморочился с качеством отливки. Признаю это. В этот раз я постараюсь сделать все более аккуратно. Весь процесс с пояснениями есть на видео, но я так же распишу все сейчас и в текстовом формате. Поэтому, приятного просмотра и прочтения!
Многие кустарные источники пишут, что нужно смешать то-то и то-то «по вкусу», т.е. предлагают выяснять все опытным путем. Это неплохой для понимания, но долгий для получения результата процесс. Поэтому я нашел неплохой учебник-методичку по художественному литью в песок ( «Художественное литье: учебное пособие для учащихся средних профессионально-технических училищ» , Борис Никитич Зотов, 1982 г.). Я не претендую на какой-то профессионализм. Нет-нет! Это вообще моя первая отливка по технологии из этого учебника. Я тот еще кустарь, поэтому, все советы и обоснования ошибок от вас я приму с честью и буду рад, если вы поправите меня! Да и дочитал я лишь до части формовки смеси. Уже после отливки выяснил пару моментов по расплаву и термической обработки отливки…
Из инструментов и прочего нам понадобится:
- емкость для смешивания всего и вся;
- мешалка (тут можно обойтись и руками, но если она у вас есть- хорошо);
- заранее изготовленные рамки для формовки, чтобы половинки формы ровно стыковались без смещения;
- печка;
- сито для просеивания песка и глины;
- мерный стаканчик, либо глаз-алмаз;
- кисточка для нанесения талька и очистки формы;
- модель, которую будем отливать;
- пара отрезков труб или банок или чего угодно диаметром 80-100 мм и высотой 50-80 мм (для формовки литников, тут так же можно обойтись и руками- слепить бублик, но с банками будет аккуратнее и проще =)
- тонкостення трубка диаметром 20+- мм. для формовки литников;
- слесарный инструмент для обработки отливки;
(список собрался довольно емкий, но все инструменты пустяковые и большая их часть может найтись в хозяйстве).
Необходимые в процессе материалы:
- сам металл под заливку (в моем случае алюминий);
- песок кварцевый (речной тоже подойдет, но форма будет менее прочной);
- бентонитовая глина;
- вода;
- тальк угольная пыль графит.
Для изготовления формовочной смеси нам понадобится:
- просеянный кварцевый песок в количестве, чтобы можно было заполнить нашу форму и литники. Примем песок как целую часть- единица (1) или 100% для удобства расчета;
- бентонитовая глина. Ее нам понадобится 0.15-0.20 (15-20%) от общей массы песка;
- вода. Влажность смеси должна оставлять около 0.06 (6%) от общей массы песок+глина (да-да, брал песок за целую часть, а теперь уже целая часть это песок+глина).

Сперва смешиваем просеянный песок с просеянной глиной.
Хорошо смешиваем на сухую. Иначе, если делать это одновременно с водой, вы намучаетесь в попытке разбить комки сырой глины.
Для увлажнения смеси удобно пользоваться распылителем. Он позволит равномерно распределить влагу, но если его нет, то просто добавляйте воды по чуть-чуть.
Уделите достаточно времени для перемешивания смеси. Она должна получиться однородной и быть полностью смочена водой (тех 6 процентов с лихвой хватит на это)


После того, как все смешно, наша смесь почти готова к формовке! Нужно лишь дать ей настояться , для того чтобы влага распределилась равномерно. Оставьте в покое смесь на 1 час или даже 2. Этим эта смесь и хороша — она проста в изготовлении и никуда спешить не нужно и в случае несоблюдения пропорций, всегда это можно исправить досыпав недостающей части песка или глины.
По прошествии часа, смесь значительно изменяет свои свойства в лучшую сторону- меньше липнет к рукам и хорошо сохраняет форму, если сжать горстку в кулак (Это, кстати, народный способ проверить качество смеси- возьмите горстку получившейся смеси в руку и сожмите ее. А когда разожмете руку, то смесь должна повторить изгибы пальцев и ладони. После чего попробуйте сломать ее пополам. Если комок сломается ровно пополам и не рассыпется — это то. что нам и нужно)
Теперь переходим к процессу формовки.


Устанавливаем заготовленную рамку на ровную поверхность и насыпаем смесь в форму. Не спешите засыпать все и сразу. Насыпьте треть и утрамбуйте ее, чтобы песок заполнил все уголки формы. Я сперва делаю песчаное дно — засыпаю песок, трамбую его, а потом засыпаю форму целиком без трамбовки и вдавливаю в рыхлый песок модель. Перед установкой модели, неплохо было бы ее посыпать тальком, чтобы она не прилипала к смеси. Пальцами утрамбовываю по периметру и досыпаю по необходимости смесь. Было бы проще, если бы модель делилась пополам, но это другая история. У нас есть конкретный пример. Поэтому и последовательность именно такая. Трамбовать удобно небольшим деревянным бруском — он достаточно прочный и тяжелый для комфортного процесса. После чего этим же бруском выравниваем поверхность. Модель должна засыпаться ровно по центру,так как имеет скругления. Чтобы при ее вынимании форма не разрушилась, пришлось немного напрячься, но я справился. Справитесь и вы!
Когда первая половина формы утрамбована и выровнена, постукивая тем же бруском по форме расшатываем ее слегка и пробуем вынимать. Все извлеклось хорошо, а форма отпечаталась как надо? Хорошо, тогда время вернуть модельку в форму и пройтись кисточкой с тальком или графитом по всей площади поверхности формы и модельке в том числе. Это необходимо для того, чтобы вторая половина формы не прилипла к модели и нижней половинке формы.

Вторую часть трамбовать проще — просто подсыпаем песок и равномерно трамбуем, пока не заполним все целиком.


Важно помнить, что если трамбовка будет недостаточной и смесь останется рыхлой, то она разрушится еще до литья или в процессе заливки. Если трамбовать чрезмерно сильно, то песок спрессуется и газопроницаемость формы будет плохой, что может привести к браку отливки, так как пары и газы будут плохо удаляться из формы в процессе литья.
Аккуратно снимаем верхнюю половину и смотрим что у нас получилось. С первой половинки моделька должна выходить хорошо (ведь мы ее уже вынимали). Со второй половинки точно так же, с постукиваниями, вынимаем модель. Осматриваем результат и если он нас устраивает, значит у нас получилось и осталось совсем немного перед отливкой.
Теперь нужно проделать заливные отверстия в форме. С этим отлично справится тонкостенная трубка (я использовал трубу от пылесоса). У меня немного не хватило высоты рамок и часть модели виднелась снаружи. Это место и стало одним из двух литников.

Так же важно сделать песочные воронки, через который будет поступать металл в форму. Они нужны для удобства литья, а так же для того, чтобы при остывании подпитывать отливку металлом при усадке. На некоторых сплавах усадка особенно заметна.
Воронки можно формовать как руками, так и используя подручные формы (я использовал кофейные банки и все ту же трубку от пылесоса).

Процесс формовки закончился. И форма пригодна для литья. Убираем модель, продуваем песчинки, которые могут попасть в отливку и собираем форму на место, где будет проходить заливка.
Дело за малым — разжечь печь, расплавить алюминий и залить.


Так как основной объем статьи посвящен именно формовки, тут я пройдусь совсем коротенько. В видео я сказал, что нужно добавлять соды и соли, так делают все кустари. Но, один из зрителей на канале поправил меня и обосновал свой ответ. Поэтому спешу поправиться, сода в расплаве не нужна. В последующих отливках я ощутил разницу. Без соды металл залился с меньшим количеством пор и значительно лучше обрабатывался (не засорял фрезы). Поэтому, когда алюминий в тигле расплавится, нужно добавить соли, чтобы металл очистился от шлаков. Всю грязь собравшуюся на поверхности я собрал ложкой и залил металл в форму. Через небольшой промежуток времени я вынул отливку.
Так как опыт мой невелик в отличии от лени, то на отливке были пару мест, где форма разрушилась и металл слегка растекся. Но ничего, больше не меньше — можно и спилить. Так что моя лень при формовке вспоминалась все то время, что я обрабатывал деталь.
Помните, что формовочная масса пригодна для формовки долгое время, так что смело начинайте формовку сначала, если вдруг форма разрушится слегка или вы найдете другие косяки. Лучше делать это все на тех подготовительных этапах. Сэкономите время.

 Автор статьи “Литье в песок + глина в домашних условиях” Bonn Factory
Автор статьи “Литье в песок + глина в домашних условиях” Bonn Factory
Литье алюминия в песчаные формы
Литье алюминия в песчаные формы наиболее широко применяют при производстве металлических отливок. Эта технология применяет разовые литейные формы из песка для отливки сложных деталей практически из любых металлических сплавов, в том числе, литейных алюминиевых сплавов. Поскольку, чтобы извлечь готовую отливку, песчаную литейную форму приходится разрушать, то литье в песчаные формы обычно имеет низкую производительность.
Технология литья алюминия в песчаные формы
Технология литья алюминия в песчаные формы включает применение:
- плавильной (раздаточной) печи,
- литейной модели и
- песчаной формы.
Литейный алюминиевый сплав, сначала плавится в печи и затем с помощью разливочного ковша, часто, ручного, заливается в полость песчаной формы. Эта полость в литейной формы формируется с применением литейной модели отливки, часто, из дерева. После полного затвердевания металла песчаную форму разделяют вдоль плоскости разъема и извлекают затвердевшую отливку. Ниже эти технологические этапы литья в песчаные формы, в том числе, литья алюминия, рассмотрены более подробно.
 Рисунок – Песчаная литейная форма
Рисунок – Песчаная литейная форма
Литье в песчаные формы применяют для производства различных металлических компонентов со сложной геометрией. Эти отливки могут значительно различаться по размерам и массе – от сотни граммов до нескольких тонн. Именно литьем в песчаные формы производят многие алюминиевые литые детали и компоненты для автомобилей: блоки и головки цилиндров, коробки передач, корпуса агрегатов ходовой части и многое другое.
Технологический процесс литья алюминия в песчаные формы состоит из шести основных этапов.
Изготовление литейной песчаной формы
Первым шагом в технологии литья в песчаные формы является создание формы для литья. Песчаные литейные формы являются разовыми – одноразовыми, поэтому их изготавливают заново для каждой отливки. Песчаная форма формуется путем уплотнения песка в каждой из двух половинок формы. Песок набивается вокруг модели, которая является отпечатком наружной формы отливки. Когда модель извлекают, в форме остается полость, которая и будет формировать отливку.
Для формирования любых внутренних полостей отливки, которые не могут формироваться моделью, применяют отдельные компоненты формы, так называемые, стержни. Эти стержни изготавливают также из песка еще до начала формовки литейной формы.
Процесс изготовления песчаной литейной формы включает:
- установку модели;
- уплотнение песка;
- удаление модели.
Длительность изготовления песчаной формы зависит от:
- размера отливаемой детали;
- количества стержней;
- типа песчаной формы.
Если тип песчаной формы требует нагрева или запекания, то длительность ее изготовления значительно возрастает. Кроме того, на поверхности литейной формы часто накладывают смазку для того, чтобы было легче извлекать готовую отливку. Применение смазки облегчает также течение металла, а также повышает качество поверхности отливки. Смазку выбирают с учетом типа применяемого песка и температуры расплава.
Сборка песчаной литейной формы
Когда литейной форма изготовлена, ее подготавливают для заливки расплавленного металла. Поверхность литейной формы сначала смазывают, чтобы обеспечить свободное извлечение отливки. Потом устанавливают литейные стержни, верхнюю полуформу устанавливают на нижнюю и надежно соединяют их друг с другом. Это очень важно, чтобы две половинки литейной формы оставались надежно закрытыми, чтобы исключить любое протекание металла.
Заливка литейной формы
Металлический расплав, например, расплавленный литейный алюминиевый сплав, доводится в плавильной (раздаточной) печи до заданной температуры заливки. После того, как литейная форма закрыта, расплавленный металл можно подавать в разливочный ковш и заливать в литейную форму. Эта заливка может производиться, как вручную, так и с помощью механизмов и автоматики.
Количество металла в разливочном ковше должно быть достаточным для полного заполнения всех полостей и каналов литейной формы.
Охлаждение литейной формы
Расплавленный алюминий начинает затвердевать, как только он попадает в литейную форму. Когда все полости литейной формы заполнены и расплавленный алюминий полностью затвердевает, формируется заданная форма отливки. Литейную форму не открывают, пока не закончится заданное время ее охлаждения. Необходимую длительность охлаждения оценивают по толщине стенки отливки и температуре заливки металла.
Большинство возможных дефектов, которые могут быть в алюминиевой отливке, возникают в результате процесса затвердевания. Если расплавленный алюминий охлаждать слишком быстро, то на отливке могут возникать усадка, трещины или участки, недостаточно наполненные металлом.
Выбивка отливки из литейной формы
После того, как заданная длительность затвердевания истечет, песчаные формы просто разрушают и извлекают из них отливки. Этот этап называют выбивкой, потому что обычно он производится на специальных вибрационных или инерционных выбивных машинах, которые вытряхивают песок и отливки из опок. Обычно свежие отливки имеют на поверхности прилипший песок или оксиды, поэтому часто их подвергают дробеструйной обработке, чтобы удалить остатки песка, особенно с внутренних поверхностей, и снизить шероховатость поверхности.
Обрубка отливки
При охлаждении металла в литейной форме материал вспомогательных каналов литниковой системы затвердевает вместе с отливкой. Этот лишний материал удаляют с отливки вручную с помощью различных режущих инструментов, например, зубила, а также с применением специальных обрубочных машин. Трудоемкость этой работы зависит от размеров и сложности отливки. Отходы металла, которые образуются при операции обрубки, направляются на переплавку следующих партий отливок.
Литье в песчаные формы
Литье в песок (литье в песчано-глинистые формы) — один из самых распространенных методов получения литых заготовок во многих отраслях промышленности – станкостроение, автомобильная отрасль и многое другое. Этот способ широко применяют при единичном, серийном и массовом производстве.

Технология литья в песчаные формы
Технология литья в формы из песка не отличается сложностью. Такой метод литья применяют для изготовления отливок и деталей из серого чугуна, низкоуглеродистые стальные сплавы. Иногда, литье в песчаные формы используют для обработки цветных металлов – алюминия, меди и пр.
Выбирая такое литье в песок технолог, должен понимать, что качество готовых деталей будет довольно низким. Это связано в первую очередь с тем, использование такой технологии не может гарантировать того, что в жидкий сплав не попадут посторонние включения. При литье в песчаные формы весьма бурно происходить газообразование, особенно этот процесс, проявляет себя при литье во влажные формы. Допустимо использовать такую форму литья для получения деталей со сложной геометрией. Но ряд ограничений на получение таких заготовок накладывает то, что изъятие готовой отливки сопряжено с определенными сложностями.
Литье в песок позволяет получать заготовки до сотен тонн весом. Таким образом, производят станины для металлорежущего оборудования, корпусные детали и пр.
Между тем точность получаемых заготовок ниже 14 квалитета, кроме того, на поверхности отлитых деталей можно встретить раковины, посторонние включения. Именно поэтому те поверхности, которые будут контактировать с другими деталями, всегда подвергают механической обработке.
Литейная продукция
Литье в песок или землю применяют для производства множества деталей. Для удобства потребителей их можно систематизировать в несколько групп.
Группа А – к этой группе относят отливки простой формы – кольца, колеса, маховики и пр.
Группа Б – к этой группе относят элементы арматуры, подшипниковые корпуса, сложные поверхности с тупым или острым углом.
Группа В – она включает в себя заготовки для зубчатых колес, станины, кожуха и пр.
Группа Г – это отливки для производства станочных станин, сложные корпусные детали.
Группа Д – это отливки, которые получают методом формования по модели.
Таким образом, можно сделать вывод, что в формы из песка можно выполнять отливку и канализационных люков, и детали со сложной геометрической формы, например, кожуха ступеней компрессоров и пр.
При проектировании формы из песка, конструктор должен учитывать то, что в том направлении куда будет извлекаться готовая отливка не должна иметь никаких препятствий в виде выступающих стержней и пр.
Литейные модели
Модели для такой формы литья в песок должны выдерживать довольно большое давление, которое возникает при набивке опоки литейной землей. Именно поэтому для изготовления литьевых форм применяют металл, твердую древесину. Все материалы, которые допустимо использовать для изготовления литьевых форм допускается комбинировать. То есть их можно собирать на резьбовых соединениях, склеивать и пр. Для устранения пор на деревянных частях моделей из тщательно обрабатывают абразивной шкуркой. Затем, ее покрывают лаком. При изготовлении литейных форм необходимо учитывать то, что необходимо выдерживать углы наклона вертикальных плоскостей. Наличие этих углов впоследствии облегчит изъятие готовой отливки из формы.

Основные элементы литья в песчано-глиняные формы
Одним из ключевых факторов, определяющих качество выполнения литья – это свойства песка (земли), применяемого для получения литьевой оснастки. Практика показывает то, что чем мельче и чище песок, тем качество получаемой отливки будет выше.
Нельзя забывать и о стержнях, которые могут быть много- или одноразовые.
Общая классификация песчаных формовочных смесей
В зависимости от применения смеси можно разделить на следующие подвиды:
- облицовочные их применяют при создании рабочей поверхности формы;
- диные (наполнительные), их применяют непосредственно для создания формы.

Общая классификация песчаных формовочных смесей
Облицовочные материалы обладают толщиной, которая определяется толщиной будущей отливки, она может составлять 20 – 100 мм. Сверху смеси, применяемой для облицовки, может быть засыпана наполнительная смесь.
Наполнительную или единую смесь применяют для набивки всей формы и применяют для производства оснастки при всех видах производства, начиная от единичных изделий и заканчивая массовым.
Изготовление литейной песчаной формы
Литье в песчаные формы начинается с ее создания. Отличительной чертой песчаной оснастки является то, что их можно использовать только один раз и для получения новой детали необходимо изготавливать новую.
Оснастку производят, имея на руках модель будущей детали. Ее устанавливают в опоку (деревянная или металлическая коробка для формовочной смеси), засыпают землю. Затем необходимо уплотнить засыпанную песчаную смесь. Для этого используют ручной или механизированный инструмент ударного действия и приспособления. По достижении смесью необходимой кондиции, то есть необходимой плотности, модель извлекают и в распоряжении литейщиков останется готовая технологическая оснастка.
Для получения полостей расположенных внутри будущей отливки применяют стержни. Их как правило, изготавливают из того же материала, что и саму оснастку.
В процесс производства литейной формы из песка входят следующие основные этапы.
- установка модели в опоку;
- уплотнение песчаной смеси;
- изъятие модели из опоки.
Трудоемкость и технология производства литейной оснастки во многом зависит от следующих параметров:
- размера будущей отливки;
- количества полостей;
- типа оснастки.
Если изготавливаемая форма требует дополнительного нагрева или запекания, то затраты времени на ее производство резко вырастут. Для облегчения изъятия готовой отливки на рабочие поверхности наносят различные смазки, например, солидол.
Сборка песчаной литейной формы
После того как оснастка для литья произведена, ее готовят для заливания расплава. Рабочие поверхности необходимо смазать специальным составом, который способствует свободному извлечению готовой отливки. После подготовки рабочих поверхностей выполняют установку литьевых стержней.

Процесс изготовления формы
На завершающем этапе, полуформы соединяют между собой и надежно скрепляют. Надежность сборки не позволит расплаву вытечь за пределы формы.
Типы песчаных форм
Многообразие песчаных форм для литья позволило их разделить на несколько групп, предназначенных для получения отливок с разными характеристиками.

Песчаные литейные формы
Всего можно назвать 7 групп литейной технологической оснастки или модельных комплектов.
- Модельный набор, произведенный из металла, в состав, которого входят дополнительные приспособления для выполнения машинной формовки.
- Набор, выполненный из металла, в его состав включены дополнительные приспособления, которые предназначены для выполнения машинной и ручной формовки.
- Модельный набор, используемый для выполнения машинной и ручной формовки. Сами модели произведены из металла, а некоторые части, например, стержни для формирования полостей выполнены их древесины разных пород.
- Набор для производства ручной и машинной формовки. Модели и стержни, подвергаемые сильному износу, выполняют из металла.
- Набор для формовки отливок из твердых пород древесины.
- Набор для формирования отливок, выполненный из мягких пород древесины.
- Наборы для выполнения ручной формовки отливок.
Сырая песчаная форма
Для производства литьевой оснастки используют смеси, состоящие из песка, воды, глины и какого-либо связующего материала. Типовой рецепт выглядит примерно так:
- 90% песка;
- 3% воды;
- 7% глины.

Сырая песчаная форма
Оснастку такого типа относят к весьма экономичным и широко используемым.
Подсушенная песчаная форма
Производство такой оснастки похоже на производство сырой формы, но в рецептуру вводят дополнительные материалы, предназначенные для связывания компонентов смеси.

Подсушенная песчаная форма
Рабочие поверхности оснастки просушивают прогреванием. Такой подход к изготовлению форм приводит к росту точности размеров заготовок и их качества. Производство таких форм требует больших затрат времени и в результате их стоимость растет, а выпуск деталей нижается.
Сухая песчаная форма
В оснастке такого типа используют добавки органического типа. Их задача связывание компонентов смеси в единое целое. Окончательную обработку производят в печи. К явным достоинствам этих изделий можно отнести точность выполненной отливки. Но надо понимать, что эти формы обладают высокой стоимостью изготовления и низкой производительностью выполнения отливок.
Химически твердеющая песчаная форма
В формовочный состав химически твердеющей оснастки вводят смолы. Они обеспечивают формирование модели на открытом воздухе без использования термической обработки.

Химически твердеющая песчаная форма
В основе смеси лежит кварцевый песок. Кроме, песка в состав смеси входит жидкое стекло и едкий натр. Добавление этого химиката оказывает влияние на технологические свойства литейной формы. В частности, будет продлен срок ее эксплуатации. После затвердевания, ее прочность будет выше, чем у смесей другого типа.
Характеристики литейного песка
Выполняя литье в песчаную оснастку надо понимать, что качество отливки напрямую зависит от состава и свойств литейного песка. Практикой литейного дела определены пять ключевых параметров, которые определяют качество литейного песка.

Физические характеристики песка
- прочность;
- газопроницаемость;
- стабильность при воздействии температуры;
- способность к просадке;
- возможность многократного использования.
Прочность
Прочностью называют способность смеси сохранять заданные параметры во время выполнения литейной операции и транспортировки опоки внутри производственного помещения.
Газопроницаемость
Газопроницаемость – это способность песка пропускать через себя газы, образовывающиеся при затвердевании расплава. Если смесь обладает высокой проницаемостью, будет снижена пористость отливки. Если проницаемость низкая, то качество поверхности будет значительно лучше. Газопроницаемость напрямую зависит состава и фракции песчаной смеси.
Термическая стабильность
Возможность оснастки при воздействии температуры сохранять заданную форму, оказывать сопротивление растрескиванию и появлению иных дефектов, проявляющихся при действии большой температуры расплавленного металла, называют термической стабильностью.
Способность к просадке
Способность формовочной смеси плотно сжиматься в процессе затвердевания отлитой детали. Если бы песок не обладал таким свойством, то отлитая заготовка не имела бы возможности изменять размеры внутри формы. А это в результате привело бы к растрескиванию заготовки и проявлению других дефектов, возникающих при разливе расплавленного металла.
Повторное применение
Это обозначает возможность использования формовочной смеси для производства оснастки, предназначенных для формирований новой партии отливок.
Литье в песок ХТС
Алюминиевое литье — процесс получения алюминиевых изделий способом заливки (литья) расплавленного металла в специальную форму. Такая форма получила название «литейной формы». Рабочая часть литейной формы представляет собой полость, в которой жидкий металл охлаждается и затвердевает, получая вид конечного изделия. Алюминий обладает важным для литья свойством — жидкотекучестью, то есть способностью принять конфигурацию литейной формы. Жидкотекучесть зависит от свойств металла: химического состава и структуры. Известно, что хорошими литейными свойствами обладает не чистый металл, а его сплавы.
Известно множество видов литья алюминиевых сплавов, наиболее широкое применение получили:
- литье в землю;
- литье в формы ХТС (литье в песок);
- литье в свободную металлическую форму (кокиль);
- литье под давлением;
- центробежное литье.
Литье в формы ХТС (формы на основе холодно твердеющей смеси) — относительно простой и технологичный способ изготовления отливок. Он позволяет изготавливать отливки со сложной плоскостью разъема формы и поднутрениями на поверхности. Поверхность получается с хорошим качеством, практически не требует дальнейшей обработки. Высокая точность позволяет давать минимальные припуски на механическую обработку, а многие поверхности получать сразу без обработки.
Литье в землю и литье ХТС
Ближайшая альтернатива литья в песчаные формы — литье алюминия в землю с очень низкой ценой за килограмм отливки. Многие заводы успешно применяют эту технологию. Она подходит для грубых заготовок, которые затем полностью обрабатываются (или когда качество не имеет значения). Обработка при литье в землю стоит дорого: припуски даются не менее 5мм (бывает до 40мм), обрабатываются практически все поверхности детали. Внедренная в металл смесь портит инструмент, в ходе обработки часто вскрываются поры и раковины. Иногда наполовину обработанную деталь приходится заваривать прямо на станке или отправлять в брак из-за вскрывшихся дефектов.
Литье в формы на основе ХТС позволяет получать точные и качественные поверхности. Часть поверхностей можно оставлять без обработки (если точности ЛТ4 и шероховатости от Rz80 достаточно). Там, где обработка необходима, припуски могут достигать 1-3 мм. Чем меньше в отливке «лишнего» металла, тем более технологичной она оказывается. Более легкая и тонкая отливка получается плотнее, поэтому вероятность вскрытия раковин и пор в ходе обработки ниже на порядок. Меньшая масса отливки позволяет устанавливать стоимость отливки близкой к стоимости литья в землю, хотя стоимость за килограмм литья будет разной.
Итоговая стоимость литой детали оказывается сопоставима несмотря на то, что цена за кг при литье в формы ХТС выше, чем при литье в землю. А если учесть существенное снижение количества брака, сокращение часов на обработку детали и увеличение ресурса инструмента, для многих литых деталей этот вид литья оказывается выгоднее.

Преимущества литья в формы ХТС перед литьем в землю:
- Отсутствие наплывов и отклонений от линейных размеров;
- Чистовые поверхности получаются без обработки (гидродинамические, рабочие поверхности пресс-форм, лопасти и т.д.);
- Высокая точность форм и стержней;
- Возможность создать любые, даже самые тонкие, детали дизайна изделия;
- Снижение количества различных дефектов, в том числе газовых раковин, уменьшение опасности размыва и обрушения форм;
- Масса отливки ниже за счет меньших припусков и лучшего качества поверхности.
Оснастка для литья ХТС
Для литья в формы ХТС применяется опочная литейная оснастка из МДФ, модельных пластиков или композитных материалов. Для крупных серий используется оснастка из алюминия или других металлов. Модельная оснастка повторяет форму отливки с учетом литейной усадки. Ее изготовление на станках с ЧПУ и подбор технологии формовки позволяют получать криволинейные поверхности, не требующие дополнительной обработки. В результате получаются отливки с классом точности ЛТ3-ЛТ4, что соответствует погрешности в 0,2-0,5 мм. После пропитки упрочняющим составом модельная оснастка выдерживает несколько тысяч съемов. Простые формы состоят из двух полуформ. Для оформления внутренних полостей изготавливаются стержневые ящики.

Проектирование отливок и модельной оснастки должно выполняться опытными инженерами. Качественная оснастка позволяет избежать многих проблем в литье — начиная от пор и раковин, и заканчивая смещениями и другими дефектами формы.
Мы даем минимальные припуски на механообработку, тем самым снижая общий вес отливки. Для небольших деталей мы используем многоместную оснастку, это позволяет существенно сократить сроки и стоимость выпуска партии. При серийном выпуске мы изготавливаем дополнительные комплекты тиражной оснастки, чтобы максимально быстро и эффективно поставлять отливки.
Особенности литья ХТС
Литье в формы ХТС предполагает использование песчаных форм. Кварцевый песок просеивается и прокаливается при температуре 1000С, что обеспечивает отсутствие посторонних включений и влаги.
Перед формовкой оснастка покрывается разделительным составом. Он обеспечивает легкое отделение оснастки от ХТС с сохранением формы детали. Все компоненты, входящие в состав формовочной смеси, перемешиваются в смесителе, затем смесь засыпается в опоки. В верхней полуформе устанавливаются прибыли и стояк для заливки металла. Смесь в опоках уплотняется на вибростоле.

Через некоторое время форму извлекают из опоки. Поверхность песка определяет форму отливки. Половинки форм собираются вместе. После сборки форма готова к заливке.
Как правило, заливается сразу несколько форм с одной плавки металла. Залитую форму выдерживают до тех пор, пока не завершится процесс кристаллизации металла. Затем форму вскрывают и выбивают готовую алюминиевую отливку.
Посмотрите отливки из алюминиевых сплавов, которые мы выпускаем.
Чтобы узнать больше, звоните +7 (495) 789-01-90
- Быстрый ремонт труб с помощью хомутов без сварки
- Обслуживание холодильного оборудования: как избежать поломок и лишних расходов
- Поверка штангенциркулей: как обеспечить точность измерений и избежать дорогостоящих ошибок
- Промышленная роботизация производства
- Качественная спецодежда: как проходит сертификация