Мини газосварка своими руками
Мини газосварка своими руками
Газосварка
Ювелирный газосварочный аппарат на обычной воде.
Водород при смеси с воздухом образует взрывоопасную смесь — так называемый гремучий газ. Температура горения водорода 2800 град. Цельсия. Именно на этих фактах и собранны данная газосварка. Основой сварки является электролизер, который заправляется раствором щелочи в воде, т.е. обычной соды (натрий двууглекислый) и генерирует Кислород, и Водород смесь, которая идеально горит. Вот так может выглядеть готовый агрегат:

Итак, начнем со сборки самого электролизера. Нам понадобится:
1. Листовая нержавеющая сталь (нержавейка)
2. Резина или пластик
3. Оргстекло или как его еще называют стеклопластик
4. Болты с гайками
5.Герметик
6. Соединительные штуцера и патрубки
Начнем. Для начала нарежем пластины нержавейки


После это в пластинах необходимо высверлить отверстия для циркуляции раствора и прохода газа между отсеками

Теперь нарежем изолирующие пластиковые промежутки лучше изготовить их из резины, но у меня не нашлось её и я использовал пластик и силиконовый герметик



Получилось не очень изящно, главное работоспособно.
Осталось вырезать боковые основы из оргстекла и можно начинать сборку. Чтобы отверстия для болтов совпадали, рекомендую положить одно на другое стекла высверлить аккуратно по диагонали два отверстия и закрепить шурупами, так при сверлении стекла не будут съезжать

Теперь можно начинать сборку.
Начала на оргстекло мажем герметик и укладываем пластик на пластик ложем нержавейку и так далее промазывая все герметикам в итоге у нас получаются такие отсеки для раствора


Самые крайние пластины нужно отвести так чтобы можно было закрепить контакты.

Из за, мягко говоря ошибки в расчетах два болта не вошли.
Перед тем как закрывать верхний отсек в стекле необходимо сделать два отверстия вверху для выхода газа и снизу для поддержки уровя раствора

Нижний патрубок нужно соединить с бутылкой, в которую будет заливаться раствор и по принципу сообщающихся сосудов раствор попадет в отсеки

Затем необходимо изготовить водный затвор. Так как из электролизера выходит гремучий газ пламя может легко пойти по трубке и взорвется это происходит всего за долю секунды. Я таким образом потерял три бутылки по 0.5. И так в пробке делается два отверстия в одну заходит трубка электролизера и погружается в воду. Во второе отверстие вставляется трубка горелки

В качестве горелки используется обычный шприц, а именно игла

Для питания используется очень мощный источник постоянного тока, расчет напряжения 2 вольта на пластину нержавейки, ток не менее 7 А. Ток подается на крайние пластины.
Теперь осталось самое простое приготовить раствор. В воду добавляется обычная сода в идеале лучше взять NaOH (едкий натрий, каустическая сода) но её не так просто найти, концентрация соды рассчитывается по амперажу ток должен быть в пределах от 4 до 6 ампер (для обычной соды).
Прежде чем собирать установку помните, что водород крайне взрывоопасен достаточно маленькой искры, чтобы вызвать взрыв. Температура горения водорода велика и следовательно не горючие газы входящие в состав воздуха сильно расширяются и происходит очень сильный хлопок по этой причине меня два раза глушило на оба уха и вырвало дно у трех бутылок.
Аппарат для газовой резки и сварки своими руками
Авторизация на сайте
В конструкции данного аппарата большее число рабочих пластин, модифицированные боковые платы и надежный штуцер для выхода горючей газовой смеси), но действующий по тому же принципу электролизер.
Тем, кто впервые сталкивается с подобным устройством, нелишне, думается, в самых общих чертах пояснить (а остальным напомнить), в чем суть такого рода конструкций. А она достаточно проста.
Между боковыми платами, соединенными четырьмя шпильками, размещены металлические пластины-электроды, разделенные резиновыми кольцами. Внутренняя ячеистая полость такой батареи на 1/2. 3/4 объема заполнена слабым водным раствором щелочи (КОН или NaOH). Приложенное к пластинам напряжение от источника постоянного тока вызывает разложение (электролиз) раствора, сопровождающееся обильным выделением водорода и кислорода. Эта смесь газов, пройдя через специальный жидкостный затвор (рис. 1а), поступает далее на горелку и, сгорая, позволяет получить столь необходимую для многих технологических процессов (например, резки и сварки металлов) высокую температуру — около 1800° С.
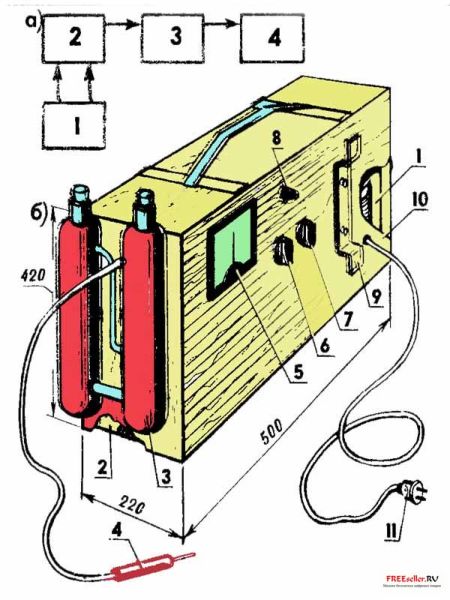
Рис.1. Аппарат для резки и сварки, работающий на продуктах электролиза слабого щелочного раствора:
а — блок-схема, б — готовая самодельная конструкция:
1 — блок питания выпрямленным напряжением электросети, 2 — электролизер, 3 — затвор жидкостный, 4 — горелка газовая, 5 — амперметр, 6 — ручка включения аппарата, 7 — ручка смены режима работы (скачкообразное изменение отдаваемой в нагрузку мощности), 8 — ручка управления потенциометрами, 9 — скоба хранения электрошнура в свернутом состоянии, 10 — корпус переносной деревянный, 11 — штепсельная вилка.
Производительность электролизера зависит от концентрации щелочи в растворе и прочих факторов. А самое главное — от размеров и количества пластин-электродов, расстояния между ними, что, в свою очередь, определяется параметрами блока электропитания — мощностью и напряжением (из расчета 2. 3 В на гальванический промежуток между двумя расположенными рядом друг с другом пластинами).
Предлагаемые мною конструкции источника постоянного тока доступны для изготовления в условиях «домашней мастерской» и начинающему самодельщику. Они способны обеспечить надежную работу даже «восьмидесятиячеистого» (пластин-электродов у такого — 81 шт.) электролизера, а тем более — «тридцатиячеистого». Вариант, принципиальная электрическая схема которого изображена на рис. 4, позволяет к тому же легко осуществлять регулировку мощности для оптимального согласования с нагрузкой: на первой ступени — 0. 1,7 кВт, на второй (при включении SA1) — 1,7. 3,4 кВт.
И пластины для электролизера предлагаются соответствующие — 150×150 мм. Изготавливаются они из кровельного железа толщиной
0,5 мм. Помимо газоотводного 12-мм отверстия в каждой пластине сверлится еще по четыре установочных (диаметром 2,5 мм), в которые при сборке продеваются вязальные или велосипедные спицы. Последние нужны для лучшего центрирования пластин и прокладок, а потому на окончательном этапе сборки из конструкции убираются.
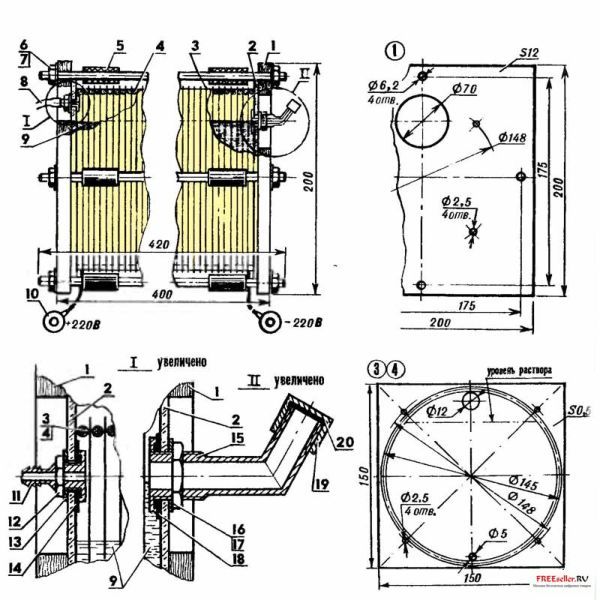
Рис.2. Электролизер («восьмидесятиячеистый» вариант):
1 -плата боковая (фанера, s12, 2 шт.), 2 — щека прозрачная (оргстекло, s4, 2 шт.), 3 — пластина-электрод (жесть, s0,5; 81 шт.), 4 — кольцо разделительное герметизирующее (5-мм резина кислото- и щелочеупорная, 82 шт.), 5 — втулка-изолятор (кембриковая трубка 6,2×1, L35, 12 шт.), 6 — шпилька Мб (4 шт.), 7 — гайка Мб со стопорной шайбой (8 шт.), 8 — трубка вывода горючей газовой смеси, 9 — раствор слабощелочной (2/3 внутреннего объема электролизера), 10 — вывод контактный (медь рафинированная, 2 шт.), 11 — штуцер («нержавейка»), 12 — гайка накидная М10, 13 — шайба штуцера («нержавейка»), 14 — манжета (резина кислото- и щелочеупорная), 15 — горловина заливная («нержавейка»), 16 — гайка накидная M18, 17 — шайба заливной горловины («нержавейка»), 18 — шайба герметизирующая (резина кислото- и щелочеупорная), 19 — крышка заливной горловины («нержавейка»), 20 — прокладка герметизирующая (резина кислото- и щелочеупорная).
Вообще-то пришлось немало поломать голову, прежде чем «водогорелка» стала удобной и надежной, как лампа Эдисона: включил — заработала, выключил — работать перестала. Особенно хлопотным делом оказалась модернизация не самого электролизера, а подсоединяемого к нему на выходе жидкостного затвора. Но стоило отказаться от ставшего было шаблонным применения воды в качестве заслона от распространения пламени внутрь газообразующей батареи (по соединительной трубке) и обратиться к использованию. керосина, как все тут же пошло на лад.
Почему выбран именно керосин? Во-первых, потому, что в отличие от воды эта жидкость в присутствии щелочи не вспенивается. Во-вторых, как показала практика, при случайном попадании капель керосина в пламя горелки последнее не гаснет — наблюдается лишь небольшая вспышка. Наконец, в-третьих: будучи удобным «разделителем», керосин, находясь в затворе, оказывается безопасным в пожарном отношении.
По окончании работы, во время перерыва и т.п. горелка, естественно, гасится. В электролизере образуется вакуум, и керосин перетекает из правого бачка в левый (рис. 3). Потом — барбатация воздуха, после чего горелку можно хранить сколько угодно: в любой момент она готова к использованию. При ее включении газ давит на керосин, который вновь перетекает в правый бачок. Затем начинается барбатация газа.
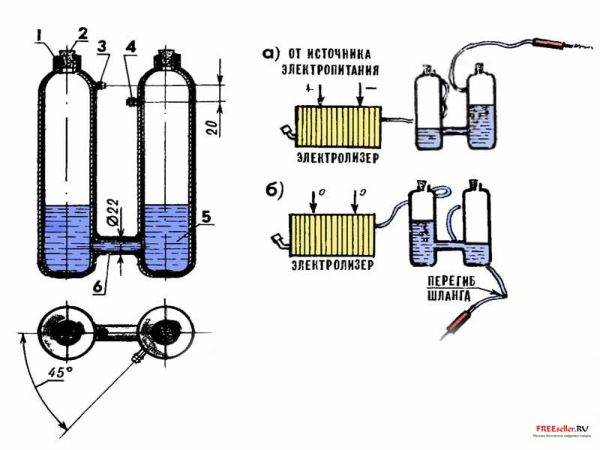
Рис.3. Керосиновый затвор и принцип его действия
(а — при работающем электролизере, б — в момент отключения аппарата):
1 — баллон (2 шт.), 2 — пробка (2 шт.), 3 штуцер вводный, 4 — штуцер выводной, 5 — керосин, 6 — переходник (стальная труба).
Соединительные трубки в аппарате — полихлорвиниловые. Лишь к самой горелке ведет тонкий резиновый шланг. Так что после отключения питания достаточно эту «резину» перегнуть руками — и пламя, выдав напоследок легкий хлопок, потухнет.
И еще одна тонкость. Хотя блок питания (см. рис. 4) и способен обеспечить электроэнергией 3,4-киловаттную нагрузку, пользоваться столь большой мощностью в любительской практике случается очень редко. И чтобы «не гонять электронику» чуть ли не вхолостую (в однополупериодном режиме выпрямления, когда на выходе 0. 1.7 кВт), нелишне иметь в распоряжении и другой источник питания электролизера — поменьше и попроще (рис. 5).
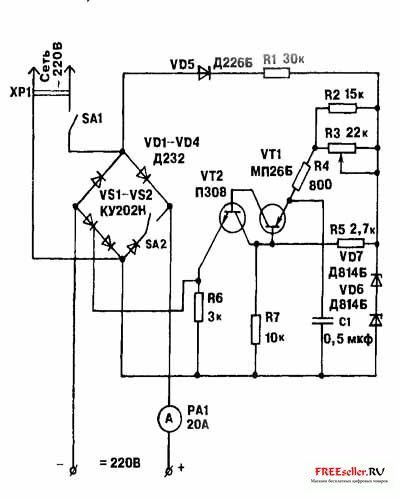
Рис.4. Принципиальная электрическая схема блока электропитания.
По сути, это — двух-полупериодный, известный многим самодельщикам регулируемый выпрямитель. Причем со связанными друг с другом (механически) «движками» 470-омных потенциометров. Конструктивно такую связь можно осуществить либо при помощи простейшей зубчатой передачи с двумя текстолитовыми шестернями, либо воспользоваться более сложным устройством типа верньера (в бытовом радиоприемнике).

Рис.5. Вариант блока питания с использованием в схеме тиристоров и самодельного трансформатора.
Трансформатор в блоке питания самодельный. В качестве магнито-провода применен набор Ш16×32 из трансформаторной стали. Обмотки содержат: первичная — 2000 витков ПЭЛ-0,1; вторичная — 2×220 витков ПЭЛ-0,3.
Практика показывает: рассмотренный самодельный аппарат для газовой резки и сварки даже при самой напряженной эксплуатации способен исправно служить весьма продолжительное время. Правда, раз в 10 лет требуется проводить основательное техобслуживание, в основном из-за электролизера. Пластины последнего, работая в агрессивной среде, покрываются окисью железа, которая начинает выступать в роли изолятора. Приходится пластины промывать с последующей зачисткой на наждачном круге. Более того, заменять четыре из них (у отрицательного полюса), разъеденных кислотными остатками, собирающимися вблизи «минуса».
Поэтому рекомендуется в электролизер заливать только дистиллированную воду, а щелочной раствор использовать наименее загрязненный солями (недопустимо присутствие следов химических соединений серной и соляной кислот).
Применение так называемых сливных отверстий (кроме заливного и газоотводного) также вряд ли можно считать оправданным, что и было учтено при разработке аппарата. Столь же необязательным является и ввод в схему аппарата бидонов для сбора накапливающейся сверхагрессивной щелочи. К тому же эксплуатация «безбидонной» конструкции показывает, что этой «вредоносной жидкости» способно собраться за 10-летний период на дне керосинового затвора не более полстакана. Скопившуюся щелочь удаляют (например, при техобслуживании), а в затвор заливают очередную порцию чистого керосина.
Газогенератор из подручных материалов (питается сварочным аппаратом)

Всем привет, решил для себя сделать газогенератор, идеей было сделать газовую горелку, которой можно резать металл, паять, разогревать кузнечную печь и так далее. В качестве источника питания было принято решение использовать инверторный сварочный аппарат. Такой блок питания выдает большой ток, что нам и нужно для расщепления воды на кислород и водород. У меня инвертор постоянного тока, но будет работать и переменного, в том числе и трансформаторный сварочный аппарат подойдет.
Получить горючий газ мне удалось, но вот пока не могу придумать, как сделать правильно форсунку. Дело в том, что гремучий газ является уже готовой смесью, которая горит где угодно. Так, например, если поджечь обычный природный, он будет гореть факелом на конце трубы, и огонь не будет заходить внутрь трубы, так как там нет кислорода, который есть в атмосфере. А вот когда мы поджигаем гремучий газ, он горит внутри трубы! Из-за этой проблемы у меня два раза взорвался газосборник и один раз гидрозатвор.
Единственный вариант, как решить эту проблему – это устанавливать очень маленькое по диаметру сопло, при этом взрыва не происходит. Почему, я не понял. Если у вас есть решение этой проблемы, поделитесь!
Материалы и инструменты, которые я использовал:
Список материалов:
— старая пластиковая канистра времен СССР;
— бутылка на 5 литров или еще одна маленькая канистра;
— кусок гибкого шланга;
— нержавеющая сталь (для электродов);
— два болта с гайками и шайбами или резьбовые стержни (для контактов);
— пластиковые трубки чтобы сделать штуцеры (или покупные из металла);
— старый фильтр тонкой очистки (для гидрозатвора);
— изолента, проволока;
— сопло от зажигалки (это использовал я для эксперимента);
— кусок металлической трубки.
Список инструментов:
— сварочный аппарат;
— болгарка;
— дрель (я ковырял отверстия ножницами…);
— паяльник.
Процесс изготовления газового генератора:
. Предостережение.
Будьте осторожны при подобных экспериментах! Гремучий газ очень взрывоопасен, причем поджигается он не только от спичек, но и от сжатия. Не собирайте газ, используйте его сразу по мере генерирования. Если пожечь даже немного пены с этим газом, последует очень громкий взрыв. При объеме газа в несколько кубов можно запросто повредить слух.
Газ расширяется с чудовищной скоростью и силой! Все резервуары делаем из пластика, никакого стекла или металла! В противном случае при взрыве получите повреждения осколками!
Будьте осторожны при работе с электрикой и водой, так как это несовместимые понятия и вместе они вдвойне опасны для жизни!
Шаг первый. Подготовка основного резервуара
Проблема конструкции такого генератора в том, что внутри емкости проблемно установить большие электроды. Также емкость должна быть большая по размерам, так как при работе электроды сильно нагреваются, и если воды будет мало, она будет быстро закипать. К тому-же конструкция должна быть безопасна, она не должна накапливать много газа, особенно недопустимо накапливание гремучего газа под давлением!





Я решил сделать реактор из двух емкостей. Основная емкость нужна для того, чтобы наливать в нее воду. Для этих целей я нашел старую пластиковую канистру. При помощи болгарки срезал канистре «башку», чтобы можно было внутрь установить второй резервуар. Сделать это все реально болгаркой, но только пластик плавится, здорово летит во всех направлениях. Я работал в шортах и потом долго его выковыривал с ног
Шаг второй. Изготавливаем электроды
Электроды я сделал из нержавеющей стали, конкретно марки не знаю, но сталь прекрасно варится и притягивается магнитом. Нержавейка хороша тем, что она не окисляется при электролизе, в отличие от всех других металлов. Это практически вечные электроды. Я вырезал две пластины размерами примерно 23Х10 см, примерно по высоте резервуара.









Теперь нам нужно установить электроды друг напротив друга с небольшим зазором. Чем меньше будет напряжение блока питания, тем меньше делаем зазор. У меня он получился около 2 мм. Между пластинами нужно установить какой-то изолятор. Я нашел сетку от холодильника, отрезал нужные куски и установил по краям, получив необходимый зазор. Теперь встает вопрос, как же соединить пластины вместе, и это соединение не должно проводить ток.
Просверлить сталь оказалось проблематично, поэтому сделал на краях пропилы, а потом скрутил пластины медным проводом с толстой изоляцией. В итоге ячейка была собрана



В завершении осталось сделать контакты, с помощью которых будем подавать напругу. Для этих целей нашел стержень с резьбой и разрезал пополам. Приварил стержни к электродам. После этого их можно прокрасить, чтобы не ржавели.
Шаг третий. Газосборный купол (первый эксперимент)
Чтобы установить ячейку внутри основного резервуара сверлим отверстия. Для крепления используем 4 шайбы и 4 гайки. Теперь нам осталось установить газосборный резервуар. Суть в том, что при работе генератора газ поднимается над ячейкой вверх, поэтому нам нужно установить над ячейкой купол, который будет его собирать. Первый купол я сделал из 5-ти литровой пластиковой бутылки. Отрезаем от него дно, сверлим отверстия под контакты ячейки и устанавливаем на свое место.











Безопасность такой конструкции в том, что когда газ будет накапливаться, и ему некуда будет деваться, он будет вытеснять из купола воду, тем самым замедляя, выработку газа. А если газа будет слишком много, он просто будет выходить наружу из под купола.
Сразу после этого я установил на купол крышку, подключил к ней шланг и начал эксперимент. Газ поджигал непосредственно на конце трубки, сразу произошел взрыв, и меня облило водой. Звук взрыва был оглушительным, будьте осторожны… Конечно, после этого купол был полностью разрушен.

Далее я сделал более качественный купол из еще одной маленькой пластиковой канистры. Но в будущем и его разорвало по моей глупости Срезал у канистры верх, а в дно впаял трубочку в качестве штуцера. Конструкция получилась довольно надежная, буду восстанавливать ее в таком-же варианте.
На видео можно увидеть, как выделяется газ. Сила тока при этом самая минимальная, это 35 Ампер! Сперва заливал обычную дождевую воду, но она дистиллированная и генератор не работал. Но все заработало как нужно, когда добавил столовую ложку соли. Примерно на 8 литров нужная неполная столовая ложка соли. Чем больше соли, тем сильнее реакция, но и нагрузка на блок питания будет выше.










Шаг пятый. Сопло
Вот то самое сопло, на котором все работало и ничего не взрывалось. Длина факела на таком сопле составила сантиметра 3, факел хорошо жег дерево, да и вообще все на свете, температура там очень высокая. К сожалению, видео не записал.
Сопло я вытащил из зажигалки, оно выкручивается. Внутри этой штуки есть клапан в виде конуса из резины, его нужно убрать. Сопло установил внутри трубки из меди, подмотав на него изоленты. Но тут возникла проблема, пламя горит на кончике сопла и сильно его разогревает, поэтому это тоже не вариант.













Шаг шестой. Заключение
В целом генератор работает, газа выделяется много. Чем больше соли и ампер, тем больше газа. Но нужно придумать грелку, которая не будет пропускать пламя внутрь шланга. Как ее сделать, у кого какие мысли? Еще нужно придумать ,как гасить горелку, так как при падении давления огонь будет также проходить внутрь шланга и приводить ко взрыву. Для других экспериментов типа горючей пены, взрыва пластиковых бутылок генератор полностью готов!
На этом все, делитесь своими соображениями, как сделать сопло. Хочу сделать кузнечную печь или как минимум газовый резак. Кстати, так можно будет и варить газом. На этом у меня все, удачи и берегите себя!
Самодельный плазмотрон — вариант газовой сварки
Принцип действия большинства плазматронов мощностью от нескольких кВт до нескольких мегаватт, практически один и тот же. Между катодом, выполненным из тугоплавкого материала, и интенсивно охлаждаемым анодом, горит электрическая дуга.
Через эту дугу продувается рабочее тело (РТ) — плазмообразующий газ, которым может быть воздух, водяной пар, или что другое. Происходит ионизация РТ, и в результате на выходе получаем четвертое агрегатное состояние вещества, называемое плазмой.
В мощных аппаратах вдоль сопла ставится катушка эл.магнита, он служит для стабилизации потока плазмы по оси и уменьшения износа анода.
В этой статье описывается уже вторая по счету конструкция, т.к. первая попытка получить устойчивую плазму не увенчалась особым успехом. Изучив устройство «Алплаза», мы пришли к выводу что повторять его один в один пожалуй не стоит. Если кому интересно — все очень хорошо описано в прилагаемой к нему инструкции.
 Наша первая модель не имела активного охлаждения анода. В качестве рабочего тела использовался водяной пар из специально сооруженного электрического парогенератора — герметичный котел с двумя титановыми пластинками, погруженными в воду и включенными в сеть 220V.
Наша первая модель не имела активного охлаждения анода. В качестве рабочего тела использовался водяной пар из специально сооруженного электрического парогенератора — герметичный котел с двумя титановыми пластинками, погруженными в воду и включенными в сеть 220V.
Катодом плазматрона служил вольфрамовый электрод диаметром 2 мм который быстро отгорал. Диаметр отверстия сопла анода был 1.2 мм, и оно постоянно засорялось.
Получить стабильную плазму не удалось, но проблески все же были, и это стимулировало к продолжению экспериментов.
В данном плазмогенераторе в качестве рабочего тела испытывались пароводяная смесь и воздух. Выход плазмы получился интенсивнее с водяным паром, но для устойчивой работы его необходимо перегревать до температуры в не одну сотню градусов, чтобы не конденсировался на охлажденных узлах плазматрона.
Такой нагреватель еще не сделан, поэтому эксперименты пока что продолжаются только с воздухом.
Фотографии внутренностей плазматрона:

Анод выполнен из меди, диаметр отверстия сопла от 1.8 до 2 мм. Анодный блок сделан из бронзы, и состоит из двух герметично спаянных деталей, между которыми существует полость для прокачки охлаждающей жидкости — воды или тосола.
Катодом служит слегка заостренный вольфрамовый стержень диаметром 4 мм, полученный из сварочного электрода. Он дополнительно охлаждается потоком рабочего тела, подаваемого под давлением от 0.5 до 1.5 атм.
А вот полностью разобранный плазматрон:

Электропитание подводится к аноду через трубки системы охлаждения, а к катоду — через провод, прицепленный его держателю.
Запуск, т.е. зажигание дуги, производится закручиванием ручки подачи катода до момента соприкосновения с анодом. Затем катод надо сразу же отвести на расстояние 2..4 мм от анода (пара оборотов ручки), и между ними продолжает гореть дуга.
Электропитание, подключение шлангов подачи воздуха от компрессора и системы охлаждения — на следующей схеме:

В качестве балластного резистора можно использовать любой подходящий электронагревательный прибор мощностью от 3 до 5 кВт, например подобрать несколько кипятильников, соединенных параллельно.
Дроссель выпрямителя должен быть рассчитан на ток до 20 A, наш экземпляр содержит около сотни витков толстой медной проволоки.
Диоды подойдут любые, рассчитанные на ток от 50 А и выше, и напряжение от 500 V.
Воздушный компрессор для подачи рабочего тела взят автомобильный, а для прокачки охлаждающей жидкости по замкнутому контуру используется автомобильный омыватель стекол. Электропитание к ним подводится от отдельного 12-вольтового трансформатора с выпрямителем.
Немного о планах на будущее
 Как показала практика, и эта конструкция тоже оказалась экспериментальная. Наконец-то получена стабильная работа в течение 5 — 10 минут. Но до полного совершенства еще далеко.
Как показала практика, и эта конструкция тоже оказалась экспериментальная. Наконец-то получена стабильная работа в течение 5 — 10 минут. Но до полного совершенства еще далеко.
Сменные аноды постепенно выгорают, а делать их из меди, да еще с резьбой, затруднительно, уж лучше бы без резьбы. Система охлаждения не имеет прямого контакта жидкости со сменным анодом, и из-за этого теплообмен оставляет желать лучшего. Более удачным был бы вариант с прямым охлаждением.
Детали выточены из имевшихся под рукой полуфабрикатов, конструкция в целом слишком сложна для повторения.
Также необходимо найти мощный развязывающий трансформатор, без него пользоваться плазматроном опасно.
И под завершение еще снимки плазматрона при разрезании проволоки и стальных пластинок. Искры летят почти на метр 🙂 

Газовая сварка

Научно-технический прогресс не стоит на месте и с появлением компактных инверторных ИП дуговой сварки жизнь сильно упростилась. Казалось бы, теперь можно забыть и про старую добрую газовую сварку! Однако у сварщиков газовая сварка по-прежнему пользуется большим уважением, в частности, в сфере ЖКТ при прокладке труб, а также в мастерских.
Тепловую энергию при газосварке, необходимую для плавления металла, получают в результате сжигания топлива. В его качестве могут применяться смеси: Н2+О2; C2H2+02; бензин+ О2 и т.д. Трудно не заметить присутствие кислорода во всех приведенных примерах, добавляется он с целью увеличения температуры пламени.
На практике из всего перечисленного чаще всего используется C2H2 (ацетилено-кислородная сварка) или его дешевый аналог МАФ.
Дуговая и газовая сварка по всем физическим проявлениям относятся к сварке плавлением. Но получается на этом родственные сходства и заканчиваются, а по сути технологически два процесса сильно разнятся. При газосварке разогрев металла происходит медленно, с малой скоростью. В определенных случаях это дает преимущества, в других — и вовсе затрудняет сварочный процесс или делает его невозможным.
Газосварка дает преимущества при сварке:
• Тонкостенных металлов от 0,2 до 5 мм;
• Цветных металлов;
• Сталей, требующих медленного предварительного подогрева и такого же последующего охлаждения;
• Чугуна, который покрывается трещинами при температурных перепадах , и спецсталей.
Также трудно переоценить качество и скорость выполнения работ при твердой пайке коррозионностойких сталей, медных сплавов и наплавке.
Востребована газосварка для многих ремонтно-монтажных видов деятельности. Но существуют и отрицательные стороны. Связаны они с малой скоростью сварки: медленный нагрев еще сильнее замедляется с увеличением сечения детали. Считается, что при толщине детали свыше 8-10 мм выполнение газосварки экономически нецелесообразно, хотя технологически сохраняется де-юре возможность сварки толщин до 40 мм. Медленный нагрев, кроме всего прочего, может привести к нежелательным метаморфозам в металле. Перегрев на структурном уровне проявляет себя укрупнением зерна, что снижает мех.прочность. Также из-за достаточно объемного и длительного термического воздействия на изделие появляется другая проблема – высокое его коробление (если сравнивать с ММА). Поэтому соединения под сварку используют максимально упрощенные, чаще всего это стыковые соединения. Тавровые, нахлесточные, угловые и т.д. соединения применяют крайне редко, так как они требуют интенсивного нагрева, что сопровождается крайне повышенными деформациями. По подготовке стыковых соединений ограничений нет: применяют отбортовку кромок, снятие фасок с одной/двух сторон, а также возможен вариант, когда выполняется сварка встык без мех.подготовки (острые кромки).
Газовую горелку настраивают на нормальное пламя. Для получения нормального пламени отношение О2 к горючему газу должно быть для C2H2 1,1 -1,2.
Пламя устанавливают таким образом, чтобы деталь попадала под действие восстановительной зоны (2-6 мм от ядра). Прикасаться ядром к жидкому металлу сварочной ванны запрещено, так как это вызывает эффект насыщения углеродом. С изменением угла наклона мундштука горелки к поверхности металла меняется интенсивность термического воздействия на соединение. Чем больше угол – тем активнее нагрев. Соответственно, при сварке цветных металлов, например, меди, а также при работе с толстостенными изделиями угол увеличивают При работе с тонкими листами угол наклона уменьшают, и тепловое воздействие снижается за счет его рассредоточения по большей площади.
Газосварку выполняют во всех известных на сегодняшний день положениях. Наиболее сложное из них – это потолок, когда подвижный металл требуется удержать силой пламени.
Для того, чтобы заполнить зазор или усилить шов применяют присадку или, как ее еще называют, пруток, проволоку. Материал проволоки должен быть приближен к материалу детали. Иногда для улучшения мех. свойств в присадку вводят ниобий, вольфрам, кремний и т.д. (смотрите ГОСТ 2246-70).
Для сварки чермета с низким уровнем углерода применяют Св.- 08; Св.-08А; Св.-10ГА и Св.-15Г. Для чугунов — спецпрутки (высокоуглеродистые) с большим количеством Si. Для стойкой к износу наплавки применяют твердосплавы, полученные литейным способом.
Некоторые особенности, которые нужно учитывать:
• Темп. плавления проволоки должна быть не выше, чем у основного металла;
• Проволока без видимых загрязнений. На поверхности не должно быть масла, следов ржавчины, питтинговой коррозии, лакокрасочных покрытий;
• Характер плавления прутка – спокойный, без обильного выделения брызг;
Защита
В процессе сварки все металлодетали окисляются в присутствии О2 . Оксидные пленки имеют темп. плавления на порядок выше, чем у обычного металла, что создает сложности Для защиты сварочной ванны от влияния воздушной атмосферы окружающей среды и растворения окислов используют флюсовые добавки или пасты. Пасты обычно достаточно вязкие, чтобы их можно было наносить кисточкой, флюсовые добавки же чаще всего поступают в зону сварки на кончике прутка. Добавка разрушает окисел и ошлаковывается .
Флюсы применяют для сварки цветметов, высоколегированных сталей и чугуна. Для газосварки чермета с малым содержанием углерода флюсование не используется.
Нужно отметить, что в зависимости от вида металла образуется всегда два вида окислов: основной и кислый. Отталкиваясь от того, какой из них преобладает, выбирают флюсовую добавку. Кислый окисел убирают основной флюсовой добавкой и наоборот.
Например, при сварке чугуна преобладает окисел с кислыми свойствами SiO2 для удаления которого применяется K20 и Na2O, бура.
При работе с Cu и его сплавами получают основные окислы Сu2О, ZnO и т.д. Их эффективно растворяют кислые флюсы, составленные на основе соединений с бором.
Где газовая сварка востребована?
Газосварка пользуется популярностью во многих сферах производства и человеческой хозяйственной деятельности. Например, она и сегодня актуальна в строительстве самолетов, особенно там, где требуется сварка черных сталей с малым содержанием углерода толщиной 1 -3 мм; газовая сварка используется при производстве агрегатов хим.назначения. Популярна она также в сфере коммунального хозяйства; при проведении ремонтно-монтажных работ (прокладка труб небольшого диаметра, до 100 мм; ремонт подвижного состава в мастерских, депо; сельское хозяйство и т.д.).
Качество газосварки выше, чем при ММА сварке электродами с тонким или стабилизирующим покрытием. Некоторые электродные стержни бывают, как это ни странно звучит, покрыты только лишь жидким стеклом, состоящим из силикатов калия и натрия. Подобные электроды относятся к старому типу и устроены примитивно, но все еще активно жгутся сварщиками. Однако газосварка проигрывает сварке добротными (высококачественными) электродами с обмазкой из сплавов Fe с Mn, Ti и Si. Объясняется это тем, что добротный электрод выступает не только в роли присадки, а и оказывает легирующее влияние на сварочную ванну. Прочность легированных швов гораздо выше. Поэтому мех.характеристики швов, полученных в газовой защите, обеспеченной восстановительной зоной газового факела, уступают аналогичным свойствам швов, полученных при работе добротным электродом ММА.
Высокая результативность газосварки резко падает с наращиванием толщины изделия. При толщине 0,5-1,5 мм газовая сварка по эффективности может опережать ММА. Однако эта разница фактически нивелируется при наращивании толщины до 2-3 мм и далее, с прибавлением каждого миллиметра металла скорость ММА значительно возрастает. Также при газосварке тонких деталей расход газа невелик, но с увеличением толщины стенки его расход значительно возрастает и ценник на газовую сварку становится больше, чем при ММА. Поэтому газовая сварка целесообразна только лишь при работе с небольшими толщинами.
Горелки для газовой сварки

Горелка — это инструмент, без которого газосварщик не может обойтись. Он постоянно находится у него в руках, поэтому он должен быть по возможности не громоздкий, удобно лежать в руке.
Принцип работы газовой горелки заключается в том, что газы в ней смешиваются до однородного состава, а приготовленная смесь поджигается и дает пламя необходимое для разогрева и перехода кромок металлического соединения, подлежащего сварке, в жидкое состояние. Горелка сегодня выполняет нетривиальные задачи:
- она должна выдавать высокотемпературный факел определенной формы наиболее эффективный для сварки;
- точно регулироваться;
- установленный режим работы должен поддерживаться на протяжении всего времени выполнения работ;
- горелка должна обладать высокими прочностными характеристиками, обеспечивающими надежность эксплуатации, не требовать постоянного ремонта;
- иметь не большой вес, чтобы не обрывать руки сварщику;
- оборудование должно соответствовать требования ТБ и т.д.
Все эти пункты могут быть выполнены только при условии, что горелка имеет удачные конструктивные особенности и собрана из надежных дорогих материалов, выдерживающих высокотемпературное воздействие, давление и т.д. В основном это медные сплавы и, собственно, сам Сu. Для изготовления основной части горелки используется сплав Cu с Zn (латунь), для наиболее нагреваемой части (мундштук) предусмотрена красная медь, ее темп. плавления (около 1100 градусов) достаточна, чтобы пламя на выходе не оплавляло ее. Температура, конечно, не большая, но и температура пламени у основания ацетилено-кислородного факела не превышает 700 оС и достигает 3200 оС только в середине ядра.
Существуют различные виды горелок. Есть даже сжигающие в своем чреве бензин или керосин, однако по конструктивным отличиям более всего распространены горелки безинжекторные (высокого давления) и инжекторные (низкого давления).
Безинжекторные горелки
Здесь главенствует принцип: если подаваемые газы имеют одинаковое большое давление, тогда и нет необходимости в дополнительном нагнетании (подсосе) горючего газа. Все что нужно, смешать О2 и горючий газ в спец.камере до получения однородной смеси – и все готово для проведения сварочных мероприятий. Горелка имеет наиболее простую сборку. Она состоит из рукавов, по которым подается газ, системы регулирующих барашков, ниппелей, смесителя. Безинжекторные горелки не пользуются большой популярностью у мастеров из-за того, что водород и метан – газы, применяемые при данной технологии, не очень-то востребованы в массах. Ацетилен не используется из-за того, что наше производство выпускает в основном ацетилен низкого давления.
Инжекторные горелки
Более сложно устроены. О2 поступает в горелку под большим давлением 4 атм. В инжекторе он создает разрежение, давление падает ниже атмосферного и таким образом происходит подсос горючего газа. Расход ацетилена увеличивается по мере разогрева мундштука, а также в связи с появлением препятствий, осложняющих выход газов из наконечника. Поэтому в процессе работы сварщик постоянно вынужден откручивать ацетиленовый барашек на горелке, другими словами ему постоянно приходится корректировать режим. При всем этом расход О2 остается неизменным.
Добавить комментарий Отменить ответ
Для отправки комментария вам необходимо авторизоваться.
Cтоит ли ПОКУПАТЬ, отзывы сварщиков:
 Сварочный трансформатор PATRIOT 200AC 102,00 ₽
Сварочный трансформатор PATRIOT 200AC 102,00 ₽ Зарядное устройство GreenWorks G24C 2490,00 ₽
Зарядное устройство GreenWorks G24C 2490,00 ₽ Стабилизатор напряжения PRORAB DVR 1000 2597,22 ₽
Стабилизатор напряжения PRORAB DVR 1000 2597,22 ₽ Стабилизатор Ресанта АСН-2000 Н/1-Ц Lux 3610,00 ₽
Стабилизатор Ресанта АСН-2000 Н/1-Ц Lux 3610,00 ₽ Стабилизатор напряжения Ставр СН-2000 3920,00 ₽
Стабилизатор напряжения Ставр СН-2000 3920,00 ₽ Сварочный аппарат BauMaster AW-79161 3990,00 ₽
Сварочный аппарат BauMaster AW-79161 3990,00 ₽ Hitachi AB17 зарядное устройство 4076,87 ₽
Hitachi AB17 зарядное устройство 4076,87 ₽
Как сделать газовую горелку своими руками в домашних условиях?
 Использование газового топлива неэффективно, без применения специальных горелок.
Использование газового топлива неэффективно, без применения специальных горелок.
Сегодня рынок предлагает немалый выбор конструкций, от профессиональных, создающих температуры до 1500 градусов и выше, до бытовых устройств, которые нужны для отопления, готовке пищи.
Тем не менее самостоятельно изготовление этих устройств домашними умельцами обычное дело. Причина проста — газовая горелка своими руками, приспособленная к конкретной задаче и условиям работы удобнее, даже если обходится дороже фабричной.
Виды и классификация
По назначению устройства разделяют на профессиональные и бытовые.
К первым относятся:
- Горелки для работы связанных с обработкой металла: для пайки, кузнечных, сварочных.
- Устройства для общестроительных, дорожных работ, устройстве кровли, работах по обжигу дерева, очистке от старой краски.
- Технологическое оборудование различного назначения. К примеру, сушильные камеры, инструменты пищевой промышленности.
Из бытовых это газовая плита, форсунки домашних печей, отопительных котлов, газовые конвекторы.
К бытовым можно отнести устройства домашней мастерской. Именно тут чаще всего встречаются горелки своими руками не только изготовленные, но изначально спроектированные под выполнение специфических задач.
Устроены они по двум основным схемам:
- инжекторные или инжекционные;
- с полным предварительным смешиванием рабочей смеси, или эжекционные.
В первом типе воздух (или кислород) захватывается подаваемой струей газа. У вторых получение газовоздушной смеси происходит в предварительной камере.
Что необходимо чтобы сделать?

Сначала инструменты. Хотя по большей части сборку делают из уже готовых элементов, необходимы:
- Ножовка по металлу.
- Дрель с набором сверл.
- Пассатижи, отвертка, напильники личной, бархатный либо соответствующие надфили.
- Набор плашек и метчиков с держателями.
- Слесарные тиски.
Из основных материалов понадобятся:
- Резиновый или силиконовый шланг для подключения устройства к баллону с газом.
- Два газовых вентиля: главный, открывающий подачу газа и регулировочный, служащий для изменения количества газа подаваемого в зону горения.
- Трубка с тонким отверстием на выходе— жиклер (форсунка).
[stextbox газовый жиклер называют ниппелем, что неправильно и противоречит принципу работы устройства. Ниппель — трубка с резьбой, нередко со встроенным клапаном. Служит для соединения деталей. Жиклер обеспечивает впрыск нужного количества топлива в смесительную камеру (к примеру — жиклер карбюратора).[/stextbox]
- Трубки для тела изделия, камеры инжектора с соплом.
- Рукоятка.
Точный список определится при подробной проработке чертежей самодельной газовой горелки, исходя из заготовок, имеющихся в распоряжении.
Как горючее используют:
- пропан или пропан-бутановую смесь;
- метан или природный газ;
- ацетилен;
- водород.
У каждого газа свои особенности. Для бытовых, а также самодельных систем наиболее удобен ацетилен, пропан, а также его смесь с бутаном.
Водородный баллон достать довольно сложно, у метана давление выше, чем у бытового газа, ему необходим редуктор.
Безопасность работы
 Главный травмирующий фактор при использовании и наладке горелки — температура.
Главный травмирующий фактор при использовании и наладке горелки — температура.
Опасен и газ, даже бытовой, о чем свидетельствуют несчастные случаи, связанные со взрывами, либо отравлением.
Мощность пропановой горелки зависит от диаметра инжектора и форсунки. Нужно помнить: горит не сам газ, а смесь его с воздухом (кислородом).
Чем больший объем вступает в реакцию, тем сильнее факел. При этом возрастает опасность получить в инжекторной камере опасную пропорцию пропана с воздухом, а как следствие небольшой взрыв — хлопок.
Поэтому самодельная горелка не нужна слишком большой. Как правило, диаметр инжектора не превышает 3-5 см, а отверстие жиклера 0,5 мм.
[stextbox Работайте в проветриваемом помещении либо на улице. Для защиты рук используйте перчатки.[/stextbox]
Какую делать?
Перед тем как приступить к изготовлению, выберем подходящий тип горелки из следующего перечня:
- атмосферные инжекционные;
- эжекционные;
- с наддувом.
Второй и третий тип более сложен для изготовления. А чтобы организовать наддув понадобится сжатый воздух либо кислород, а значит компрессор либо еще один баллон.
Проще всего для самостоятельного исполнения будет первый тип, именно его стоит предпочесть.
Управление процессом атмосферной горелки происходит регулировочным вентилем. Поэтому от того, какой подвернется, во многом зависит выбор типа, а также модели самого устройства.
Нужно помнить, что горение того или иного газа зависит от диаметра отверстия жиклера. Водородный жиклер имеет его несколько меньше, пропановый — больше.
Конструкции, схемы, чертежи, технология сборки
В первую очередь понадобится чертеж будущего устройства, эскиз или схема горелки, с размерами.
Найти готовый несложно с помощью интернета. Если вы представляете общие принципы работы устройства, владеете методикой его расчета, разработать проект можно самостоятельно.
Как простой вариант — использовать вентиль от баллона из-под пропана или кислорода, известный как модель ВК-74 (см. схему).
К боковой резьбе вытачивают штуцер, который одновременно будет служить рукоятью. Можно использовать подходящую по размеру трубу. На одной ее стороне нарезать внутреннюю резьбу, с другой сделать хвостовик для надевания газового шланга.

На ту резьбу, которой он крепится к баллону, навинчиваем заглушку. В ее торце сверлим отверстие, нарезаем резьбу под жиклер. К заглушке на стальных спицах привариваем сопло, которое одновременно послужит инжекторной камерой.
Еще проще, если вам попадется старый ацетиленовый резак или бензорез. По сути, это готовая горелка. Достаточно убрать, чтобы не мешали, части связанные с подачей кислорода, газовое сопло заменить жиклером, закрепить над ним инжекторную камеру-сопло.

Совсем крохотную газовую горелку можно изготовить из штуцера для накачки баскетбольных мячей, иголки шприца и парочки капельниц, или как их называют медицинских «систем» капельного введения лекарств. Работать самоделка может даже от баллончика для заправки зажигалок.
Регулировочные роликовые зажимы исполнят роль вентилей.
Правда, к этому устройству нам понадобится принудительная подача воздуха, для инжекции атмосферного воздуха диаметр сопла слишком маленький. С этой целью можно использовать компрессор аквариума, либо старого холодильника.
У иглы шприца и штуцера аккуратно стачиваем острие. После этого, иглу шприца слегка согнув вставляем в боковое отверстие штуцера, так, чтобы конец слегка вышел из срезанного кончика.
Место ввода иглы обматываем медной проволокой, хорошо пропаиваем с кислотой.
Горелка готова. Осталось подсоединить к ней газ и воздух .
Форсунка и ручка — варианты изготовления
 Если взглянуть со стороны, ручка и форсунка, по сути, весь агрегат. Остальное трубки и вентили, подводящие газ.
Если взглянуть со стороны, ручка и форсунка, по сути, весь агрегат. Остальное трубки и вентили, подводящие газ.
Для форсунки можно приобрести латунный жиклер от газовых приборов. Они без проблем продаются, стоят копейки.
Если нужна особая конструкция, поступить можно следующими образом.
Подходящую заготовку зажимаем тисками.
[stextbox не смять резьбу зажимая деталь в тиски воспользуйтесь прихватите сначала обычной деревянной прищепкой.[/stextbox]
Аккуратно сверлим отверстие сверлом подходящего диаметра, не доходя до конца около миллиметра. Стачиваем оставшийся металл, до появления точки, оставленной самым кончиком сверла.
После этого, тонким сверлом или закаленным шилом изнутри пробиваем отверстие нужного диаметра.
В качестве рукоятки можно использовать любой подходящий предмет. Подойдет ручка от старого паяльника, обрезок толстостенного шланга, просверленный кусок дерева.
Для фиксации деталей и шлангов используем зажимные хомуты, клей термопистолета.
Регулировку и настройку пламени горелки производят следующими способами:
- вентилем регулировки газа — текущая;
- перемещением форсунки (жиклера) по оси инжекционной камеры, изменением его отверстия.
- изменением размера и формы приточного окна, через которое поступает атмосферный воздух.
Последние два способа применяются при настройке. При эксплуатации их менять не требуется. Однако если вы не уверены в точности расчетов конструкции стоит позаботится о возможности их регулировки.
Пара слов под занавес
Как вы могли убедиться особой сложности в том, как сделать горелку нет. Задача эта позволяет проявить творчество, смекалку с фантазией. Возможных вариантов решения не счесть.
При этом самостоятельно изготавливать ее есть смысл из интереса. Либо когда необходимо устройство с необычными характеристиками заводской аналог, которого представляется излишне дорогим.