Отбортовка кромок листового металла
Отбортовка кромок листового металла
Координатно-пробивные работы по металлу
Ваш запрос успешно отправлен.
В ближайшее время наши менеджеры свяжутся с Вами.
Наши координатно-пробивные станки гарантируют вам быструю вырубку металла. Наши специалисты предлагают клиентам изготовление при помощи прессов широкого спектра металлоконструкций, в частности, решеток, ограждений, мебели, рекламных конструкций, стеллажей, витрин и др. Мы применяем новейшее оборудование, позволяющее практически полностью автоматизировать рабочий процесс для обеспечения точности осуществляемых операций. Используемые нами координатно-пробивные станки соответствуют европейским стандартам. Мы приобретаем оборудование только высокого качества.
 —>
—> —>
—> —>
—> —>
—> —>
—>
Цена на пробивные работы
| Толщина металла, мм | Цена пробивных работ, руб | |||||
|---|---|---|---|---|---|---|
| Холоднокатаная сталь |
Оцинкованная сталь |
Нержавеющая сталь |
Алюминий | Медь | Латунь | |
| 0,35 | 5,05 | 5,05 | 5,05 | — | — | — |
| 0,5 | 5,05 | 5,05 | 5,05 | 5,05 | 5,05 | 5,05 |
| 1 | 4,80 | 4,80 | 4,80 | 4,80 | 4,80 | 4,80 |
| 1,5 | 4,80 | 4,80 | 4,80 | 4,80 | 4,80 | 4,80 |
| 2 | 4,80 | 4,80 | 4,80 | 4,80 | 4,80 | 4,80 |
| 2,5 | 5,09 | 5,09 | 5,09 | 5,09 | 5,09 | 5,09 |
| 3 | 5,65 | 5,65 | 5,65 | 5,65 | 5,65 | 5,65 |
Минимальная стоимость заказа составляет 3000 рублей
Наши услуги по координатно-пробивным работам
 Штамповка
Штамповка Перфорация
Перфорация Пробивка
Пробивка- Зиговка
 Ребра жесткости
Ребра жесткости- Высечка
 Вырубка
Вырубка Пуклевка
Пуклевка Формовка
Формовка
Мы готовы выполнить пробивные работы любой сложности:
- Роликовая накатка ребер жесткости по металлу.
- Нарезка резьбы от М3 до М10 в металле.
- Бесконечные жалюзи по металлу.
- Неполная пробивка металла.
- Вытяжка до 10 мм в металле.
- Формообразование металла.
- Гибка полок листового металла.
- Отбортовка листового металла.
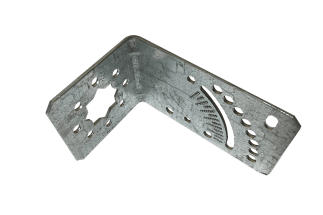
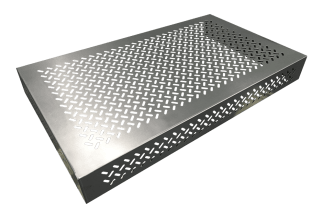
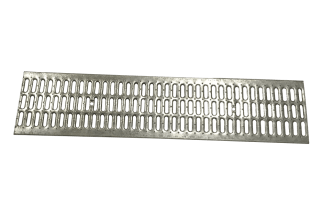
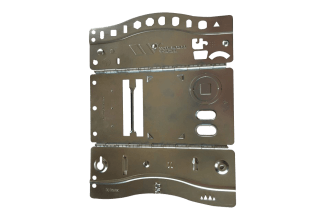
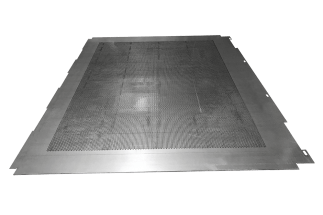
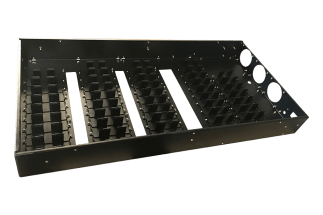
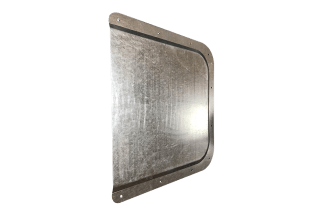
Фото металлоизделий с использованием пробивных работ

Технология координатно-пробивных работ
Координатно-пробивные работы — изготовление деталей из металлических листов, их формовка и штамповка металла, с получением готовых изделий разных конфигураций. Данный вид работ делает возможным изготовление деталей различной сложности, размера и формы.

Станок TRUMPF TRUPUNCH с ЧПУ
Наше оснащение
Используемые нашей компанией координатно-пробивные прессы с числовым программным управлением (ЧПУ) обладают высокой производительностью и максимальной точностью операций, что позволяет быстро изготовить детали.
Перемещение листа на столе происходит на высокой скорости, благодаря высокоточным направляющим:
- толщина обрабатываемого металла до 8 мм;
- число ударов до 600-1200 в минуту;
- рабочая зона 3000 мм. на 1600 мм;
- усилие вырубки до 220 kN.
Характеристики координатно-пробивных прессов
| Наименование станков | Рабочая зона, мм | Максимальная толщина листа, мм |
Максимальное количество ударов при вырубке, уд./мин |
Максимальные размеры детали |
|---|---|---|---|---|
| TRUMPF TRUPUNCH 500 | 2 535х1 280 | 8 | 1 200 | 4 000х1 500 |
| TRUMPF TRUPUNCH 5000 | 2 535х1 280 3 000х1 600 |
8 | 1 200 | 4 000х1 500 |
Как сделать заказ




Ваш запрос успешно отправлен.
В ближайшее время наши менеджеры свяжутся с Вами.
Преимущества нашей компанией
- Вырубка металла
Возможность вырубки металла сложной формы за один удар и высечка контуров в материале толщиной до 6мм.
Благодаря технологии обработки деталей на микроперемычках Microjoint не нужно снимать или выгружать каждую деталь со стола станка, что значительно увеличивает скорость резки.
Использование роликовых инструментов для резки и формовки листа позволяет выполнять операции особенно быстро Виды роликового инструмента: отрезной, формовочный (ребра жесткости) и зиговочный инструменты.
Используя инструмент MultiBend, можно выполнить высококачественный отгиб полок (до 25мм высотой и 55мм в длину) быстрее любого листогибочного пресса.
- Формовка и холодная штамповка
Формовка зенковок с обоих сторон листа, отбортовок, пуклевок. Формовка жалюзи различных форм и любой длины, и других специальных форм.
Применение кластерного инструмента дает возможность пробивать несколько разъемов за один удар, что увеличивает скорость резки многократно.
Возможность нарезки резьбы от M3 до M10 со скоростью 360 об/мин.
Гравировка, нанесение текста и символов на деталь, кернение.
Наши сотрудники готовы ответить на любой ваш вопрос, касающийся реализуемой услуги.
Также вы можете отправить нам свою заявку, приложив схему чертежа изделия, которое вы хотите получить.
Видео работы
Заказать координатно-пробивные работы
Ваш запрос успешно отправлен.
В ближайшее время наши менеджеры свяжутся с Вами.
Делаем ручной кромкогиб своими руками. Чертежи и видео
 Отбортовка кромок в листовых деталях автомобиля при его ремонте – неэнергоёмкая операция, поэтому даже при значительных объёмах работ целесообразно обзавестись не приводным, а ручным кромкогибом. Технологическое преимущество такого процесса заключается в том, что заготовку под давлением можно оставить настолько, насколько это требуется для преодоления упругой инерции материала. Ручными кромкогибами обычно формируют кромки листового металла толщиной до 0,8…1,0 мм, при высоте борта до 20 мм.
Отбортовка кромок в листовых деталях автомобиля при его ремонте – неэнергоёмкая операция, поэтому даже при значительных объёмах работ целесообразно обзавестись не приводным, а ручным кромкогибом. Технологическое преимущество такого процесса заключается в том, что заготовку под давлением можно оставить настолько, насколько это требуется для преодоления упругой инерции материала. Ручными кромкогибами обычно формируют кромки листового металла толщиной до 0,8…1,0 мм, при высоте борта до 20 мм.
Устройство ручных кромкогибов
Кромкогибы, при некотором внешнем сходстве с листогибами, имеют принципиальное отличие – высота полки обычно не превышает 5…20% от их длины. Меньшее значение соответствует отбортовке внутренней кромки. При гибке такого ограничения нет, что предопределяет заметные конструктивные изменения в сравниваемых устройствах.
Первое из них касается длины рабочей зоны отбортовки – для ручных кромкогибов она может быть и небольшой, поскольку высота борта и радиус закругления не изменяются. Соответственно выпускаются портативные ручные кромкогибы, перемещая которые вдоль предварительно размеченной линии отбортовки, получаем требуемый профиль.

При большой протяжённости зоны кромкообразования процесс следует выполнять одновременно. В таких случаях кромкогиб более схож с листогибом, различаясь, по сути, лишь способом прижима заготовки.
Рассмотрим первый вариант устройства. Портативный ручной кромкогиб для постепенного формообразования борта включает в себя:
- Две ручки, причём подвижной может быть одна из них, либо обе.
- Рычажную усилительную систему для создания требуемого усилия отбортовки.
- Рабочие губки с профилем, который соответствует размерам кромки. Обычно производитель комплектует ручной кромкогиб набором из нескольких губок и наиболее часто встречающимися на практике высотой кромки и радиуса закругления при переходе от кромки к основной плоскости.
- Регулируемый ограничитель хода: чаще всего это – вывинчивающийся шлицевой винт, снабжённый упорной резьбой.
Для удобства работы ручки прорезинены, что исключает скольжение руки работающего во время приложения усилия.

Второй вариант портативного ручного кромкогиба – роликовый, где трение скольжения губок по заготовке заменяется трением качения при вращении рабочих роликов. Усилие формообразования при этом существенно снижается, но инструмент получается менее универсальным, поскольку пара роликов лишь одна, и изменить параметры кромкообразования не получится, кроме как заменой пары роликов, что довольно трудоёмко. Кроме того, роликовыми кромкогибами в большинстве случаев не удаётся выполнить внутреннюю отбортовку по малым радиусам.
Основным недостатком ручных портативных кромкогибов является их малая точность: при передвижении инструмента вдоль неровной линии будущей кромки постепенно накапливается погрешность, которая в конце операции может достигать миллиметра и более. При кузовном авторемонте это недопустимо, поэтому качество формирования борта определяется только опытом исполнителя.
Ручной кромкогиб своими руками
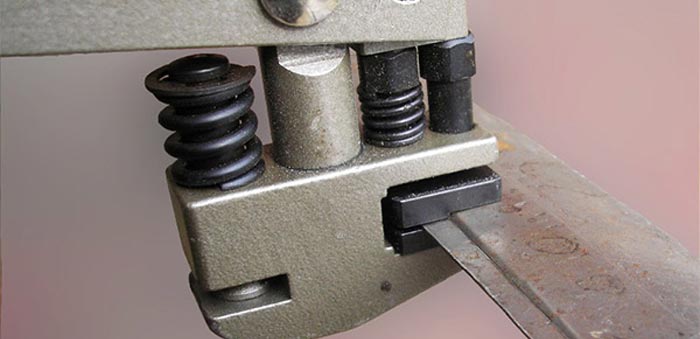
Остановимся на варианте проектирования и изготовления ручного кромкогиба с одновременным получением внутреннего или внешнего контура по всей длине предварительно размеченной заготовки. Общий вид приспособления представлен на рисунке. Такой ручной кромкогиб можно использовать не только в автосервисе, но также при производстве кровельных работ, изготовлении жестяных вентиляционных коробов и прочих пространственных изделий из листового металла.
Размеры самодельного кромкогиба с ручным приводом определяются в зависимости от наибольших размеров заготовки, для которой производится отбортовка. Например, при больших в плане изделиях целесообразнее соорудить стол из дерева или многослойной фанеры, на котором и крепить кромкогиб, в остальных случаях конструкция сваривается из швеллеров и листового металла.

Конструкция ручного кромкогиба рассчитана на последовательное выполнение двух переходов:
- прижима заготовки при помощи струбцины и нижнего прижима;
- отбортовки по заданному контуру поворотом рукоятки с расположенным на ней пуансоном.
Обычно рекомендуют выполнять сварной вариант такого узла, но это нецелесообразно: параметры кривой отбортовки могут измениться, а пуансон сменить уже невозможно. Поэтому, учитывая небольшие усилия, возникающие при деформировании лучше изготовить сборно-разборный пуансон, который представляет собой совокупность отдельных модулей, характеризующихся своим радиусом закругления и высотой кромки.
Крепление таких пуансонов на балке выполняется при помощи болтов (разумеется, что все посадочные места должны быть спроектированы и выполнены с максимально возможной точностью).

Само кромкообразование выполняется после того, как заготовка надёжно зафиксирована между верхним и нижним прижимами (последний обеспечивает плавность прижима за счет пружины, насаженной на стержень в верхней плоскости). Совмещение двух половинок отбортовочного штампа производится при перемещении опорного кронштейна по сопрягаемой поверхности ограничителей, которые выполняют роль направляющих элементов ручного кромкогиба.
Изменяя конфигурацию пуансонных модулей, можно выполнять отбортовку не только под прямым, но и под любым другим углом – вплоть до 110…120º (для этого достаточно лишь предусмотреть небольшой скос на ограничителе, который виден на рисунке).
Отбортовка
Автор: stonemoscow · Опубликовано 20.04.2009 · Обновлено 01.09.2018

Отбортовкой именуется процесс загиба кромки на изделиях цилиндрической либо круглой формы. Она сопровождается некоторым растяжением материала, величина которого зависит от толщины и свойств его, размера кромки и угла отбортовки.
Дабы при растяжении на материале не появились трещины, перед отбортовкой материал переводят в пластическое состояние.
Отбортовка выполняется ручным и машинным методами и нужна при подготовке баков к пайке, сварке и при изготовлении фланцев.
Отбортовка вручную на наковальне либо скребке
При отбортовке вручную употребляются древесный молоток, наводильник, выколоточный молоток, гладиль-ник, наковальня, скребок, стойка, плита.
При работе громадное значение имеет подбор соответствующего инструмента: к примеру, при отбортовке кромки по кривой громадного радиуса направляться брать наводильник более тупой, чем при отбортовке по кривой малого радиуса. Кромки рабочей части наковальни либо скребка должны быть мало округлены, дабы загибаемая кромка хорошо прилегала к поверхности опорного инструмента.
Перед тем как приступить к отбортовке, шепетильно подготавливают кромку изделия: обрезают по разметке, опиливают напильником и зачищают шкуркой, дабы на материале не оставалось надрезов и заусениц, каковые при загибе кромки смогут привести к ее разрыву. В зависимости от ширины вида и кромки изделия существует пара приемов отбортовки:
1. Отбортовка патрубка. Перед отбортовкой намечают ширину кромки, которая будет отбортовываться.
После этого раздают (расколачивают) края патрубка на расстоянии, превышающем ширину кромки на 10—15 мм. К примеру, в случае если ширина кромки 30 мм, то края патрубка раздают на расстоянии 40—45 мм.
Это делается чтобы при отбортовке в месте сгиба не получилось сужения патрубка в виде шейки.
Затем устанавливают патрубок на наковальню либо стойку и наносят удары древесным молотком либо наводильником равномерно по всей кромке наискось, не ударяя по одному и тому же месту. Кромка должна быть хорошо прижата к поверхности наковальни либо стойки.
Чем больше ширина кромки, тем осмотрительнее необходимо наносить удары, поскольку смогут показаться трещины.
Отбортовку на 90° выполняют неспешно, за три прохода, равномерно поворачивая патрубок на наковальне. В случае если в ходе отбортовки материал нагартовался, т. е. стал хрупким и звонким, то для повышения его пластичности нужно подвергнуть его термообработке.
По окончании окончания отбортовки кромку выправляют гла-дильником, размеряют требуемую высоту ее и обрезают.
2. стенки бака и Отбортовка фланца. Отбортовку фланца на плоском изделии выполняют на наковальне ударами наводильника за пара переходов таким же образом, как было обрисовано выше.
В противном случае выполняется отбортовка фланцев, в случае если ее приходится делать на объемных изделиях, к примеру на стенках баков. В этом случае для отбортовки используют приспособления, несложным из которых есть роликовая помощь.
Изменяя ширину и глубину канавки ролика, возможно взять разную высоту отбортованной кромки. Заведя помощь вовнутрь бака так, дабы кромка перекрывала канавку ролика на 2—3 мм, правой рукой наносят равномерные удары железным молотком либо наводильником, а левой рукой поддерживают и передвигают роликовую оправку около отверстия.
Совсем кромку выправляют шариковым молотком.
В случае если отбортовку делают в местах соприкосновения стены бака к силовому каркасу, то сперва отгибают кромку на 30—40° посредством клинообразной молотка и поддержки с квадратным бойком, а после этого отбортовывают кромку до 90° шариковым молотком.
В тех случаях, в то время, когда кромка загибается вовнутрь бака, отбортовка производится посредством борода и железного молотка.
Отбортовка вручную посредством шаблонов и оправок
Оправки и шаблоны для отбортовки кромок облегчают работу и повышают уровень качества изготовления изделия.
Оправки для отбортовки изделий из его сплавов и алюминия изготовляют из жёстких пород дерева. Для от-бортовки изделий из листовой стали используют оправки из алюминия либо конструкционной стали.
Рабочие шаблонов и поверхности оправок шепетильно обрабатывают и отшлифовывают, поскольку всякие неровности приводят к порче изделия.
Перед отбортовкой кромку изделия обрезают, опиливают напильником и зачищают шкуркой.
Перед тем как зажать изделие в оправку либо шаблон, его кромку отбортовывают на наковальне. После этого, зажав изделие в оправку либо шаблон, совсем отбортовывают кромку равномерными несильными ударами древесного молотка.
Удары наносят по основанию кромки, а не по вершине, дабы кромка не изгибалась. Не рекомендуются повторные удары по одному месту.
Отбортовка считается законченной, в случае если материал кромки прилегает всей поверхностью к рабочей части оправки.
Кромку обрезают по разметке и опиливают напильником.
Отбортовка на зигмашине
Отбортовка кромок цилиндрических изделий на зигмашине проводится с применением роликов размеров и соответствующей формы. Кромки шириной до 10— 12 мм на изделиях, изготовленных из материала толщиной до 0,5 мм, отбортовывают на ручной настольной зигмашине.
Кромки большей ширины на изделиях, изготовленных из материала толщиной более чем 0,5 мм, отбортовывают на стационарной приводной зигмашине.
Отбортовка выполняется по упору за пара проходов. При первом проходе изделие удерживают горизонтально, при втором — опускают на маленький угол к горизонту (5—10°).
После этого с каждым новым проходом угол увеличивают, доводя его до требуемой величины.
Покоробленное изделие правят на плите. Кромки по окончании отбортовки обрезают по разметке п опиливают напильником.
отбортовка и Вырубка отверстий в листовом металле.
Разделка кромок под сварку
Содержание:
- Нюансы разделки кромок
- Виды разделок
- Смещение деталей
- Кромки для труб
- Интересное видео
Одним из этапов подготовки металлических деталей для их сваривания в неразъемное соединение является работа с их кромками. Придание им определенной формы называется разделкой. С какой целью выполняют разделку кромок свариваемых деталей? Это необходимо для повышения качества будущей сварной конструкции. Скос кромок обеспечивает хороший провар по всей ширине шва. Кроме того, это гарантирует доступ инструмента сварщика к корню сварного шва. Это главные причины, для чего выполняется разделка кромок при сварке.
Размеры скосов относятся к конструктивным значениям, регламентируемым нормативными документами. Они разделяются в зависимости от формы соединений и способа сварки. Так, например, ГОСТ 5264, в котором содержатся требования к ручной дуговой сварке, не распространяется на соединения трубопроводов, описания которых изложены в ГОСТе 16037. При автоматической сварке и с применением полуавтомата следует обратиться к ГОСТу 11533. Суть разделки кромок под сварку заключается в удалении части металла на торце под определенным углом, называемым скосом.

Нюансы разделки кромок
Разделка под сварку имеет свои особенности. При разделке увеличивается ширина сварного шва. Это приводит к дополнительному расходу материалов. При некоторых ситуациях разделка кромок отсутствует, и сварка производится без этого подготовительного этапа. Если свариваются тонкие детали, то прибегают к отбортовке.

Отбортовкой называется загиб кромок соединяемых деталей. Выполняют отбортовку ручным или машинным способом. Вручную она может выполняться на наковальне с применением молотка или кувалды. Механическая обработка также может проводиться строганием, фрезерованием, долблением, применением абразивов, что требует соответствующего оборудования, например, строгальных или фрезеровальных станков.
Устройство строгальных станков достаточно простое. Высокопрочный резец, проходя вдоль торца под установленным углом, снимает за каждый проход слой металла. Затем механизм станка изменяет его положение и операции повторяются. Фрезеровальные станки находят применение, когда поверхность деталей имеет криволинейную форму. Фаска образуется с помощью фрезы, совершающей перемещение вдоль линии шва.
Для больших конструкций и трубопроводов используют кромкоскалыватели, работающие методом долбления. Абразивную обработку применяют для заготовок маленького размера и для окончательной доводки после строгания и фрезерования. Снимать кромку можно с помощью газового резака. Для машинного способа используют зигмашину.
Фаски на кромках делают с одной стороны или с обеих. Односторонние скосы на прямых деталях способствуют легкости протекания процесса сварки. При двухсторонних фасках необходимо обеспечить сварщику доступ к обеим сторонам соединения.
Конструктивные параметры
Типы разделки кромок под сварку различаются в зависимости от выбранных конструктивных параметров:
- Угол скоса. Обозначается буквой «β». Это острый угол между двумя плоскостями: торца и скошенной поверхностью. Находится в диапазоне от 10 до 30 градусов. Если скашивается только одна кромка, то угол составляет 45 градусов.
- Угол разделки. Обозначается буквой «α». Под этим термином подразумевается угол между скошенными поверхностями. Когда угол скоса обеих деталей одинаков, то угол разделки равняется его двойному значению. Соответственно, находится в диапазоне от 20 до 60 градусов. Правильный выбор угла раскрытия обеспечивает проникновение электрода вглубь, достаточного для хорошей проварки корня шва.
- Величина притупления. Обозначается буквой «С». Часть торца кромки, оставшаяся нескошенной, может иметь острую форму. Это может помешать процессу сварки и вызвать в этой тонкой части прожоги металла. Чтобы этого избежать прибегают к затуплению кромок. Размер притупления составляет порядка 2 мм.
- Зазор. Обозначается буквой «b». Является расстоянием между кромками в зоне корня шва. Зазор оставляют для лучшего провара в этой области. Его значение обычно составляет около 1,5 мм. Эта величина может быть уменьшена или увеличена в зависимости от технологии процесса сварки.
- Длина скоса. Обозначается буквой «L». Регулирует плавность перехода от минимального размера скошенной части до толщины детали. Правильно выбранное значение устранит дополнительные напряжения в этой области.
- Высота и ширина обозначаются как «h» и «в» соответственно.
- Катет шва. Обозначается буквой «К». Это наименьшее расстояние от плоскости одной детали до границы треугольного шва на другой.

Элементы геометрической подготовки формы кромок под сварку имеют свое обозначение, которое используется на чертежах, в технологической и конструкторской документации.
Виды разделок
Классификация предлагает различные виды разделки кромок под сварку. Они находят применение в зависимости от толщины элементов, применяемой технологии, типа шва. Каждый вид получил название по латинской букве, которую он напоминает. Три вида имеют прямолинейный скос, а один — криволинейный.

V-образная
Является наиболее часто применяемой. Это объясняется простотой выполнения и возможностью использования для различных толщин свариваемых деталей. Диапазон толщин — от 3 до 26 мм.
Представляет собой разделку обеих кромок с одной стороны. Угол разделки — 60 градусов. Применяется для стыковых, угловых и тавровых соединений.
X-образная
Используется также достаточно часто. Скосы выполняют с обеих сторон. Способ применяется для соединения деталей, имеющих толщину от 12 до 60 мм. Угол разделки такой же, как в предыдущем варианте. С каждой стороны осуществляется несколько проходов. При таком способе значительно снижается расход электродов при сварке. Остаточные деформации при нагреве являются незначительными.
U-образная
Единственный вид криволинейного скоса. Иногда называется «рюмочным». Разделка кромок для сварки таким способом является наиболее трудной. Применение оправдано, когда необходимо получит высокое качество шва. Обе кромки скашиваются одинаково с одной стороны. Подходящая толщина деталей — от 20 до 60 мм. При сварке кромок таким способом происходит уменьшенный расход электродов. Вручную выполнять трудно, поэтому применяются кромкорезы.
К-образная
Наиболее редко применяемый способ. Скос кромок под сварку в соединении делается только для одной детали. Одна из кромок односторонняя, а вторая имеет сразу два скоса. Если возникли затруднения, какая подходит разделка кромок под сварку таблица поможет сделать правильный выбор.

Из нее видно, что форма кромок зависит от типа соединения, характера шва и толщины свариваемых деталей.
Смещение деталей
Кромки не обязаны отличаться симметричностью и быть параллельными между собой. Однако, смещение кромок сварных стыковых соединений имеет ограничение. Все допуски указаны в нормативных документах. Величина допускаемого смещения зависит от толщины соединяемых деталей.

Свои нюансы имеет сварка трубопроводов и других различных труб. Это потребует повышенной точности. Допустимое смещение кромок при сварке труб будет гораздо меньшем, чем у деталей, имеющих плоскую форму. Способом предупреждения появления значительного смещения является надежная фиксация соединяемых элементов. Оправдавшим себя методом фиксации является выполнение прихваток — коротких поперечных швов.
Кромки для труб
К соединениям из труб, в частности к трубопроводам, предъявляются повышенные требования. Они являются наиболее трудными при сварке, требуют прочности, надежности и долговечности. Разделка кромок под сварку трубопроводов из стали определена требованиями ГОСТа 16037.
Большое значение придается перпендикулярности оси трубы к ее торцевой поверхности. Чтобы выдержать это требование, перед началом разделки кромок следует совершить обрезку торцов и проконтролировать получение требуемого прямого угла. Угол раскрытия должен составлять 60-70 градусов. Величина притупления кромок составляет 2-2,5 мм. Кромки под сварку труб могут обрабатываться различными способами: с помощью механической обработки, газовой резкой и другими.
При сборке соединения необходимо отслеживать, чтобы совпадали оси и поверхности стыков. Жесткое требование предъявляется к величине зазора. Его значение находится в диапазоне 2-3 мм. Чтобы не произошло перекоса соединения, зазор должен быть одинаковым по всей окружности.
Интересное видео
Разделка кромок под сварку

Среди важных подготовительных этапов сваривания металлических заготовок является и работа с кромками. В ряде случаев им необходимо придать определенную форму, сделать края косыми. Этот процесс называется разделкой кромок.
- Для чего выполняется разделка кромок при сварке
- Нюансы разделки кромок
- Конструктивные параметры
- Виды разделки кромок
- V-образная
- X-образная
- К-образная
- U-образная
- Смещение кромок сварных стыковых соединений
- Кромки для труб
Для чего выполняется разделка кромок при сварке
Подготовка такого плана необходима для создания прочного сварного соединения, способного выдержать большие механические нагрузки. Суть работы заключается в том, чтобы снять часть металла и создать небольшой скос под углом. Благодаря скошенным кромкам обеспечивается отличный провар по всей ширине заготовки. Помимо этого, электрод гарантировано доберется до корня сварного шва и хорошо его прогреет. Пожалуй, это и будут основные причины, которые оправдывают разделку кромок.
Линейные параметры скосов кромок деталей являются величиной конструктивной и регламентируются соответствующими нормативными документами. Размеры принято разделять в зависимости от способа сварки и формы скосов. Как пример: описанные в ГОСТе 5264 требования содержат нормативы для ручной дуговой сварки. Но они не подходят длят сваривания трубопроводов, нормативы для которых регламентированы ГОСТом 16037. В случаях, когда используется полуавтоматическая сварка или автомат, то нужно руководствоваться положениями ГОСТ 11533.
Нюансы разделки кромок
Разделывание кромок под сварочные работы имеет свои нюансы. Одна из них заключается в том, что по завершению операции ширина сварного соединения будет увеличена. Соответственно, потребуется больше электродов, чтобы создать шов. В некоторых случаях прибегать к разделке не целесообразно. Тогда детали свариваются без такого вида подготовки.

При соединении тонких кромок разделка, как таковая, невозможна. В этом случае для увеличения площади соединения делается отбортовка кромок. Процесс представляет собой загибку кромок обеих соединяемых поверхностей. Сделать это можно как вручную, так и с помощью специальных приспособлений. Если нет под рукой соответствующих механизмов, то достаточно иметь молоток и наковальню или аналогичную поверхность с прямым углом.
Механическое снятие кромок может быть выполнено с использованием абразивных инструментов (болгарка), долблением, строганием или фрезерованием. В любом случае необходим специальный инструмент.
Распространенным способом предварительной подготовки толстых заготовок является использование строгальных станков. Острый и прочный резец ставится под определенным углом и проходит вдоль линии изгиба металла по направляющим станка. За каждый проход снимается некоторое количество металла с заготовки. После первого этапа угол резца меняется, и операция повторяется по новой. Фрезеровальные станки чаще всего применяются в случаях, когда требуется подготовить криволинейные заготовки. Фреза перемещается по линии соприкосновения и снимает фаску.
Для трубопроводов и больших конструкций оптимально использование скалывателей кромок. Они работают по принципу долбления. Абразивная обработка подходит для небольшого размера заготовок и для финишной шлифовки после станочной обработки. Еще один вариант снятия кромки предусматривает применение газового резака. Популярно снятие кромки зигмашиной.

Фаска может быть выполнена с одной или же с обеих сторон. Односторонние скосы обеспечивают простоту выполнения сварочных работ. Двусторонни скосы делаются только в тех случаях, когда сварщик будет иметь доступ к обоим скосам.
Конструктивные параметры
Способ разделки кромок под сварочные работы зависит от конструктивных параметров соединения:
- Угол скоса. На графических материалах и в документации обозначается литерой «β». Обозначает величину угла между торцом детали и скошенной поверхностью. Значение, как правило, находится в диапазоне от 10 до 30 градусов. При разделке только одной кромки угол может составлять и 45 градусов.
- Угол разделки соединения. В описании задания или на чертежах обозначается буквой «α». Термин обозначает величину угла между уже подготовленными скосами. Если кромки обрабатывались одинаково, то значение равно удвоенной величине угла скоса. Логично предположить, что диапазон его значений находится в пределах от 20 до 60 градусов. Важно правильно выбрать угол раскрытия, чтобы обеспечить электроду доступ до корня шва. Только в таком случае обеспечивается хороший провар стыка.
- Притупление. Маркируется буквой «С». Обозначение величины угла кромки, которая не подвергалась обработке. Она может иметь как прямой угол, так и острый. В последнем случае процесс сваривания заготовок будет затруднен. В тонкой части стыка не исключаются прожоги металла. Чтобы исправить ситуацию специалисты прибегают к так называемому затуплению кромок. Глубина обработки может достигать двух миллиметров.
- Зазор. Обозначается через символ «b». Информирует о величине зазора в корне стыка. Сам зазор необходим для того, чтобы обеспечить максимальный провар в корневой зоне. Как правило, его значение составляет порядка 1,5 мм. В зависимости от технических особенностей сварки величина может увеличиваться или уменьшаться.


Виды разделки кромок
Принятая классификация включает все известные сегодня способы разделки кромок свариваемых металлических заготовок. Выбор конкретного варианта базируется на таких параметрах: тип шва, используемая технология сварки, толщина стенок. Приведенные в классификации виды имеют свое название. Оно выражается в виде латинской буквы, на которую похож метод разделки. Три типа имеют прямолинейный скос и только один – криволинейный.

V-образная
Применяется наиболее часто. Популярность обусловлена простотой исполнения и универсальностью: подходит для разделывания металлических заготовок разной толщины в диапазоне от 3 до 26 мм. Способ требует разделок обеих кромок. Величина угла составляет 60 градусов. Отлично подходит для тавровых, стыковых и угловых соединений.
X-образная
Тоже востребованный вариант подготовки кромок. Скосы делаются с обеих сторон. Отлично подходит для подготовки деталей с толщиной стенки от 12 до 60 миллиметров. Угол резки составляет 60 градусов. Сваривается в несколько проходов с каждой стороны, что позволяет снизать расход электродов на формирования шва. При нагреве возможна незначительная деформация.

К-образная
Способ используется очень редко. Кромки подготавливаются только на одной детали, но с обеих сторон. То есть, одна из кромок имеет прямую стенку, а другая – два скоса.
U-образная
Единственный вариант криволинейного скоса, который из-за своей формы еще называются «рюмочным». Именно из-за формы этот вариант разделки кромок является самым трудным. Выполняется с использованием специального оборудования – кромкорезов. Его применение может быть оправдано только в том случае, когда качество шва должно быть безупречным. Обе кромки подготавливаются с одной стороны и имеют идентичные зеркально обращенные скосы. Подходит для стенок в диапазоне толщин от 20 до 60 мм. Метод характеризуется небольшим расходом электродов.
Смещение кромок сварных стыковых соединений
Вовсе не обязательно, чтобы кромки были симметричны по форме и размещались строго параллельно. Допускается их смещение, но только в определенных рамках. Такие допуски регламентируются в нормативной документации. Величина смещения напрямую зависит от толщины соединяемых деталей.

Есть некоторые нюансы при сваривании трубопроводных магистралей. При таких работах требуется высокая точность. Допуск на смещение здесь намного жестче, чем у деталей с плоской поверхностью. Чтобы выдержать регламент и не превысить максимально разрешенные допуски, трубы перед выполнением сварочных работ надежно фиксируются. Наиболее распространенный метод фиксации – выполнение прихваток.
Кромки для труб
Все, что касается сваривания трубопроводов, характеризуется повышенными требованиями к качеству и регламенты работ. Формирование швов на трубных магистралях является достаточно сложным и трудоемким процессом. Разделка кромок под сварку труб прописана в положениях ГОСТа 16037.

Большое внимание уделяется соблюдению перпендикулярность оси трубы по отношению к торцевой поверхности. Чтобы соблюсти требования, необходимо перед началом подготовки кромок обрезать трубу для получения прямого угла. Показатель угла раскрытия тоже варьируется в небольшом диапазоне значений: 60-70 градусов. Допускается притупление кромок на 2-2,5 мм. Обработка торцов возможна любым доступным способом – ручным, механическим, станочным, газовым резаком.
При сборке трубопроводных магистралей важно соблюсти соосность соединяемых элементов и точную стыковку поверхности. Не менее жесткие требования предъявляются и к величине зазоров. Они должны укладываться в диапазон 2-3 мм. Чтобы исключить перекос элементов, зазор должен быть одинаков по всей окружности.
Выполнение отбортовки металла
При производстве изделий цилиндрической или овальной формы, требующих отгибания кромок наружу под углом, применяют отбортовку. Данную операцию выполняют также под фланцы.

Получение борта образуется при растяжении металла. Размер уменьшения толщины металла в месте отбортовки определяется свойствами материала, его параметрами, величиной угла гибки и размера кромки.
Инструменты и приспособления для отбортовки
Технологией получения кромки предусматривается применение молотков из дерева и стали, наковален и скребков, которые должны иметь отполированные рабочие поверхности. При этом она должна быть обработана по заданному радиусу, ее закрепление выполняется в слесарных тисках. В качестве вспомогательных приспособлений используются оправки из дерева и металла и распорные кольца. Для изготовления деревянных оправок применяют древесину твердых пород, а оправки и кольца изготавливают из алюминиевых сплавов или сталей с низким содержанием углерода. Требуется проведение скрупулезной обработки и полировки поверхностей приспособлений.
При выполнении обработки вручную особое внимание уделяется выбору инструментов и приспособлений, а также обработке краев деталей. При большой кривизне обработку выполняют с использованием молотка-наводильника. Деталь должна иметь качественно подготовленные края и должна быть зачищена от заусенцев.
Проведение загиба патрубка (рис. а) осуществляется на наковальне, используя деревянный молоток или молоток-наводильник из стали. До начала операции следует установить размер кромки и отмерять ее от края патрубка.
Процесс отбортовки – основные этапы
Технологией предусмотрено выполнение операции за несколько переходов. К примеру, для получения кромки 40 мм требуется край трубы раздать в стороны на 10-15 мм больше, чем высота патрубка. Он будет составлять 50-55 мм, при этом следует соблюдать диаметр патрубка в ходе дальнейшей операции (рис. б).
При выполнении загиба на высоте 40 мм от края патрубка, без предварительно выполненной разбивки, будет наблюдаться сужение диаметра (рис. в).
После того, как выполнена разбивка конца трубы, начинается операция отбортовки. Для этого деталь устанавливается на наковальню (рис. г) и наискось наносятся удары молотком, предотвращая появление трещин на кромке. Во избежание дефектов, не следует проводить обработку на весу. Выполнение загиба краев осуществляется последовательно, в два-три приема, до того момента, пока не будет достигнут показатель 90°.
Следует проводить равномерное распределение ударов молотком по всему краю, не выполняя излишних ударов в одну точку. При отбортовке и после получения края следует выполнить правку места загиба на накольване, используя гладильный молоток.
Проведение отбортовки вручную является трудоемкой операцией, занимает много рабочего времени, требует расхода материала в большем количестве. При данной операции рекомендуется использовать приспособления и вспомогательные инструменты, оправки и станочное оборудование, существенно повышающие продуктивность и качественные характеристики работы.
Отбортовка на зиг-машине
При загибе краев у цилиндрических деталей операцию можно выполнять на зигмашинах , используя ролики заданной конфигурации и размерных параметров.
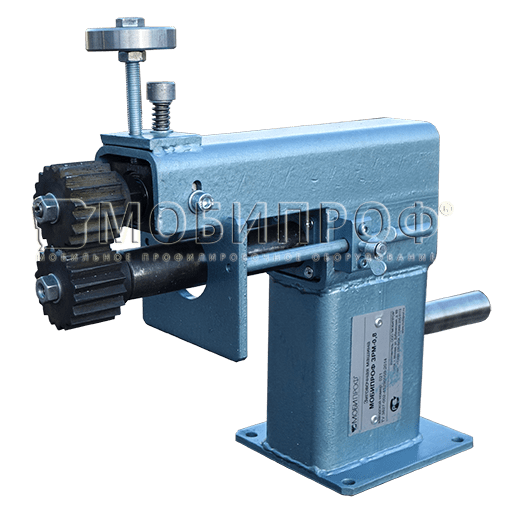
Ручная зиговочная машина ЗРМ-0,8
Для получения малых по величине кромок (не выше 10 мм) на деталях из металла до б=0,5 мм можно использовать настольные зигмашины ручного исполнения. Для краев на изделиях, выполненных из металла до б=1,0 мм, применяется оборудование с приводом.
Процесс образования кромки на зигмашине проводится за несколько межоперационных переходов, учитывая размер металла и кромки:
установка детали выполняется горизонтально, затем проводится её наклон относительно роликов, поэтапно выполняя загиб на заданный угол;
при обработке возможно легкое коробление детали, поэтому её правят на наковальне, используя молоток;
по окончанию обработки выполняют отрезание края по разметке и опиливают напильником.
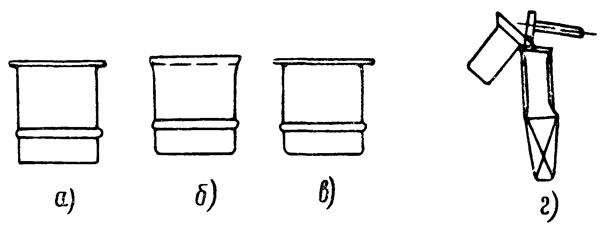
Рисунок: виды труб и их отбортовка
а — готовая труба, б — заготовка трубы с раскошенными краями, в — патрубок, суженный в месте отгиба края, г — загиб патрубка на наковальне.
- Винтовые сваи 76 мм: конструктивные особенности и монтаж
- Быстрый ремонт труб с помощью хомутов без сварки
- Алюминиевый прокат: как выбрать подходящий материал для задачи
- Алюминиевый профиль: свойства, применение и критерии выбора
- Поверка штангенциркулей: как обеспечить точность измерений и избежать дорогостоящих ошибок