Отжиг алюминия режимы
Отжиг алюминия режимы
Отжиг алюминия
Под отжигом алюминия и алюминиевых сплавов обычно понимают полный отжиг, в отличие от частичного отжига, отжига для снятия деформационного упрочнения или отжига в контролируемой атмосфере.
Полный отжиг алюминия и алюминиевых сплавов
После полного отжига все алюминиевые сплавы – как термически упрочняемые, так термически не упрочняемые – получают состояние, которое является самым мягким, самым пластичным и наиболее благоприятным для пластической деформации.
Международное обозначение этого состояния буква «О». Иногда эту букву «О» путают с цифрой «0».
В отечественных стандартах на алюминиевую продукцию есть состояние просто «отжига» и это состояние обозначают буквой «М». По смыслу и по механическим свойствам сплавов в этом состоянии этот «просто» отжиг является именно полным отжигом, как его понимают в международных стандартах.
Температура отжига
Снижение или полное снятие деформационного упрочнения от холодной пластической деформации (нагартовки или наклепа) достигается при нагреве до температуры от 260 до 440 °С. Это справедливо как для термически упрочняемых, так и для термически не упрочняемых алюминиевых сплавов.
Скорость разупрочнения нагартованного материала сильно зависит от температуры. Поэтому время, которое требуется для полного отжига данного алюминиевого сплава с данной степенью нагартовки, может различаться от нескольких часов при низких температурах до нескольких секунд при высоких температурах.
Какова цель отжига – такова температура отжига
Если целью отжига является просто снятие деформационного наклепа, то нагрева до температуры около 345 °С будет вполне достаточно. Если же необходимо удалить упрочнение от термической обработки или даже просто от охлаждения с температуры горячей обработки, то нужна специальная термическая обработка для получения структуры с выделением упрочняющей фазы в виде крупных и отдельно стоящих частиц. Такой термической обработкой и является полный отжиг: выдержка при температуре от 415 до 440 °С и медленное охлаждение со скоростью около 30 °С в час до 260 °С.
Высокие скорости диффузии легирующих элементов в алюминии, которые характерны для такой высокой температуры, длительность выдержки и медленное охлаждение обеспечивают максимальную коалесценцию (укрупнение) частиц упрочняющей фазы, что и дает в результате материалу – алюминиевому сплаву – минимальную твердость.
Выдержка отжига и охлаждение после отжига
При отжиге важно обеспечить, чтобы заданная температура была достигнута во всех частях садки и во всех точках каждого изделия. Поэтому обычно назначают длительность выдержки при температуре отжига не менее 1 часа. Максимальная температура отжига является умеренно критической: рекомендуется не превышать температуру 415 °С из-за возможного окисления и роста зерна. Скорость нагрева может быть критической, например, для сплава 3003, который обычно требует быстрого нагрева для предотвращения роста зерна. Относительно медленное охлаждение на спокойном воздухе или с печью рекомендуется для всех сплавов для минимизации коробления.
Типичные параметры полного отжига для некоторых алюминиевых сплавов представлены ниже.
Параметры полного отжига для снятия деформационного упрочнения
Алюминиевые сплавы
1060, 1100, 1350
3003, 3004, 3105
5005, 5050, 5052, 5083, 5086, 5154, 5182, 5254, 5454, 5456, 5457, 5652
7005
Применяется также для термически упрочняемых сплавов, если целью отжига является только снятие деформационного упрочнения или частичный отжиг.
Температура отжига
Длительность выдержки при температуре отжига
Около 1 часа. Длительность пребывания в печи должна быть не более, чем это необходимо, что довести бы все части садки до температуры отжига.
Охлаждение после отжига
Скорость охлаждения после отжига не имеет значения.
Параметры полного отжига для снятия термического упрочнения
Алюминиевые сплавы
2014, 2017, 2024, 2036, 2117, 2124, 2219
6005, 6061, 6060, 6063, 6066
7079, 7050, 7075, 7079, 7178, 7475
Температура отжига
Длительность выдержки при температуре отжига
От 2 до 3 часов
Охлаждение после отжига
Охлаждение со скоростью около 30 °С в час от температуры отжига до 260 °С. Скорость последующего охлаждения не имеет значения.
Источник: Aluminum and Aluminum Alloys, AMS International, 1993.
Отжиг алюминия
Отжиг алюминия
Для упрочнения алюминиеквого проката алюминий подвергают отжигу и старению. Виды отжига алюминия: гомогенизационный, рекристаллизационный, для разупрочнения сплавов — производится после предварительной закалки и старения.
Отжигу подвергают различные виды алюминиевого проката для придания ему определённых специфических свойств. Отожжённый алюминиевый прокат, естественно, несколько дороже неотожжённого.
Гомогенизационный отжиг алюминия
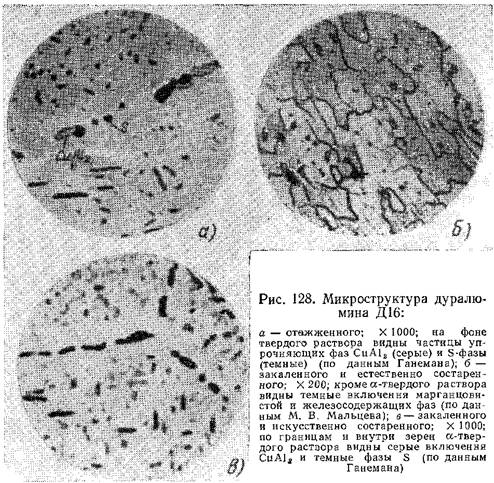
Этому виду отжига подвергают слитки, перед обработкой давлением, для устранения дендритной ликвации, которая приводит к получению неоднородного твердого раствора и выделению по границам зерен и между ветвями дендрнтов хрупких неравновесных эвтектических включений CuAl2 , Mg2Si, Al2CuMg (S-фаза), Al6CuMg4 (Т-фаза) и др. В процессе гомогенизации состав кристаллитов твердого раствора выравнивается, а интерметаллиды растворяются. В процессе последующего охлаждения интерметаллиды выделяются в виде равномерно распределенных мелких вторичных включений (рис. 159, б). Вследствие этого пластичность литого сплава повышается, что позволяет увеличить степень обжатия при горячей обработке давлением, скорость прессова ния и уменьшить технологические отходы. Гомогенизация способствует получению мелкозернистой структуры в отожженных листах и уменьшает склонность к коррозии под напряжением. Температура гомогенизации лежит несколько ниже неравновесного солидуса и для наиболее распространенных сплавов составляет 480—530°С Выдержка колеблется от 6 до 36ч. Охлаждение проводят на воздухе или вместе с печью.
Рекристаллизационный отжиг алюминия
Рекристаллизационный отжиг заключается в нагреве деформированного сплава до температур выше температуры окончания первичной рекристаллизации, применяется для снятия наклепа и получения мелкого зерна. У большинства алюминиевых сплавов при степени деформации 50—70% температура начала рекристаллизации находится в пределах 280—300°С. Температура рекристаллизационного отжига в зависимости от состава сплава колеблется от 300 до 500 °С (высокий отжиг), с выдержкой 0,5—3,0 ч. После рекристаллизационного отжига сплавов, неупроч-няемых термической обработкой, скорость охлаждения выбирают произвольно. Для сплавов, упрочняемых термической обработкой, скорость охлаждения до 200—250°С должны быть
30°С/ч. Отжиг в качестве промежуточной операции применяют между горячей и холодной деформациями.
Разновидностью рекристаллизационного отжига является неполный отжиг (низкий отжиг), который позволяет получить промежуточные свойства — между нагартованным состоянием и рекристаллизо-ванным. В этом случае температура отжига должна быть ниже температуры окончания рекристаллизации для получения полигони зованной структуры или частично рекристаллизованной, когда наклеп снимается частично (температура отжига 150—300°С). Неполный отжиг чаще применяют для деформированных сплавов неупрочняемых закалкой и старением.
Отжиг алюминия для разупрочнения алюминиевых сплавов
Отжиг для разупрочнения сплавов (полный отжиг), проводят при 350—430°С с выдержкой 1—2ч. При этих температурах происходит полный распад пересыщенного твердого раствора и коагуляция упрочняющих фаз. Скорость охлаждения во избежание закалки не должна превышать 30°С/ч. После отжига сплав имеет низкие значения временного сопротивления, удовлетворительную пластичность и высокую сопротивляемость коррозии под напряжением. Отожженный материал способен выдерживать холодную обработку давлением с высокими степенями деформации.
Алюминий — свойства алюминия, ГОСТы, алюминиевый прокат.
| Обработка алюминия | |
| |
| Легкий, нержавеющий, серебристый алюминий относится к группе цветных металлов, применяемых в разных областях народного хозяйства. Изделия из алюминиевых сплавов предназначены для эксплуатации в быт . Читать полностью |
|
| Что такое биметаллическая лента? | |

| |
| Биметаллическая лента представляет собой узколистовое изделие, изготовленное из механически соединенных нескольких частей разнородных металлов или сплавов, один из которых основа, например, медь — . Читать полностью |
|
| Алюминиевые конструкции. Плюсы и свойства | |
.jpg)
| |
| Алюминий стал одним из самых востребованных материалов в строительстве. Современные высотные дома уже почти невозможно представить себе без красивого остекления, а крупный торгово-развлекательный ц . Читать полностью |
|
| Строительное стекло. Все что необходимо знать о стекле (часть 1) | |

| |
| Строительное стекло. Понятия и термины (часть 1) Состав «строительного» стекла Строительное стекло состоит из следующих «ингридиентов»: • кварц (сырье, в виде . Читать полностью |
|
| Как вы думаете, легко ли взломать защитные жалюзи? |
| Как вы думаете, легко ли взломать защитные жалюзи? Поверьте нам, без инструмента – это невыполнимая задача, а, вооружившись специальным инструментом, можно взломать и банковский сейф. Любая огра . Читать полностью |
Опубликовать свою статью можно из личного кабинета фирмы.
Зарегистрироваться и получить личный кабинет — здесь.
Начните ввод города и нажмите «Поиск»:
Поиск
- Москва
- Астана
- Минск
- Санкт-Петербург
- Севастополь
- Тюмень
- Екатеринбург
- Нижний Новгород
- Киев
- Челябинск
- Уфа
- Без привязки к городу
Термическая обработка алюминиевых и магниевых сплавов.
Термическая обработка алюминиевых и магниевых сплавов является ответственной операцией технологического процесса. Цель ее — изменить структуру и физико-химические свойства сплавов. Режим термической обработки выбирают в зависимости от сплавов и метода изготовления из них заготовок и деталей.
Термическая обработка деталей, изготовленных из алюминиевых сплавов, основана на том, что с понижением температуры растворимость многих элементов в твердом алюминии уменьшается. При нагреве под закалку алюминиевые сплавы неполностью кристаллизуются. Если сплав перегрет, в результате чего структура получилась с крупным зерном, то такой сплав бракуется. Поэтому термист должен быть внимателен к нагреву деталей из алюминиевых сплавов.
Термическая обработка деформируемых алюминиевых сплавов. Деформируемые алюминиевые сплавы подвергают таким видам термической обработки, как отжиг, закалка, старение.
Отжиг применяют для заготовок с целью придания материалу пластических свойств, необходимых для выполнения операций, которые связаны с обработкой давлением в холодном состоянии. В зависимости от сплава и назначения полуфабрикатов применяют высокий, низкий и полный отжиг.
Высокий отжиг (310-350°С) предназначается для полного разупрочнения (снятия наклепа) материала, происходящего после холодной пластической деформации сплавов А1, АД, AM и др.
Низкий отжиг (150-300°С) также применяют для сплавов А1, АД, AM, но с целью повышения пластичности при сохранении достаточной прочности, полученной нагартовкой.
Полный отжиг (380-450°С) применяют для полуфабрикатов, изготовленных из термически упрочняемых сплавов Д1, Д16, АК6 и т. д., чтобы получить высокую пластичность и снять упрочнение, полученное в результате закалки и старения.
Для снятия эффективности естественного старения и возвращения материала к свежезакаленному состоянию применяют нагрев в течение нескольких секунд или минут при температуре 200-250°С. Такой вид операции называют отжигом на возврат.
Закалка деформируемых алюминиевых сплавов, в основном дюралюминия Д1, Д16 и Д18, состоит только из одной операции — нагрева с охлаждением в воде при температуре 30- 40°С. Температура закалки для Д1 берется равной 495-505°С, для Д16 — 490-500°С, для Д18 — 495-510°С. Выдержка при нагреве устанавливается в зависимости от размеров деталей,
Особенность дюралюминия заключается в том, что он проявляет повышенную восприимчивость к старению при комнатной температуре. Стабилизация свойств происходит примерно через четверо суток. Искусственное старение дюралюминия неблагоприятно сказывается на механических свойствах и коррозийной стойкости.
Термическая обработка литейных алюминиевых сплавов. В отличие от деформируемых литейные алюминиевые сплавы почти все подвергаются термической обработке.
Для отливок из сплавов применяют несколько видов термической обработки.
Виды термической обработки литейных алюминиевых сплавов
Вид термической обработки
Условное обозначение термической обработки
Искусственное старение без предварительной закалки
Для улучшения обрабатываемости резанием литых деталей и повышения механической прочности
Для снятия литейных и термических напряжений, наклепа и повышения пластичности
Для применения деталей в свежезакаленном состоянии
Закалка и естественное старение
Для повышения прочностных свойств
Закалка и кратковременное старение
Для получения достаточно высокой прочности и повышение пластичности
Закалка и полное искусственное старение
Для получения максимальных прочностных свойств
Закалка и стабилизирующий отпуск
Для получения достаточной прочности и стабильной структуры
Закалка и смягчающий отпуск
Для получения повышенной пластичности за счет снижения прочностных свойств
Циклическая обработка (холодом и последующим нагревом)
Для получения деталей с более устойчивым состоянием по геометрии
Наиболее типичные режимы термической обработки отливок из алюминиевых сплавов:
Режимы термической обработки литейных алюминиевых сплавов
Термообработка алюминиевых сплавов
Термическая обработка алюминиевых сплавов предназначена для корректировки характеристик материала с помощью воздействия высоких температур. Различными способами обработки можно добиться широкого разнообразия структуры и свойств.
Сплавы, которые содержат примеси в размере 15-18%, имеют вид твердого раствора. В качестве дополнительных компонентов применяются медь, магний, цинк, кремний и другие вещества, различное сочетание которых и их процентное соотношение прямо пропорционально влияют на свойства материала.
Для упрочнения алюминиевых сплавов применяется методы термообработки. Путем равномерного нагрева, который регламентируется техническими условиями, получают соответствующую структуру, необходимую для начальной стадии распада твердого раствора.
С помощью термообработки можно получить множество типов структуры материала, которые соответствуют требованиям производства. Термическая обработка позволяет создать структуру, не имеющую аналогов.
На сегодняшний день разработано множество методов термообработки алюминиевых изделий, среди которых наибольшую популярность обрели три: отжиг, закалка, старение.
Особенности термообработки алюминиевых сплавов
Алюминий и его сплавы требуют особого подхода к термообработке для достижения определенной прочности и структуры материала. Очень часто применяют несколько методов термообработки. Обычно, после закалки следует старение. Но некоторые типы материалов могут подвергаться старению без закалки.
Такая возможность появляется после отливки, когда компоненты, при повышенной скорости охлаждения, могут придать металлу необходимую структуру и прочность. Это происходит во время литья при температуре около 180 градусов. При такой температуре повышается уровень прочности и твердости, а также снижается степень тягучести.
Каждый из методов термообработки имеет некоторые особенности, которые стоит учитывать при обработке алюминиевых изделий.
Отжиг необходим для придания однородной структуры алюминиевому сплаву. С помощью этого метода состав становиться более однородным, активизируется процесс диффузии и выравнивается размер базовых частиц. Также можно добиться снижения напряжения кристаллической решетки. Температура обработки подбирается индивидуально, исходя из особенностей сплава, необходимых конечных характеристик и структуры материала.

Важным этапом отжига является охлаждение, которые можно проводить несколькими способами. Обычно проводят охлаждения в печи или на открытом воздухе. Также применяется поэтапное комбинированное охлаждение, сначала в печи, а потом на воздухе.
От скорости снижения температуры напрямую зависят характеристики готового материала. Быстрое охлаждение способствует образованию перенасыщенности твердого раствора, а медленное – значительного уровня распада твердого раствора.
Закалка требуется для упрочнения материала путем перенасыщения твердого раствора. Этот метод основан на нагреве изделий температурам и быстром охлаждении. Это способствует полноценному растворению составных элементов в алюминии. Используется для обработки деформируемых алюминиевых сплавов.
Для использования этого способа нужно правильно рассчитать температуру обработки. Чем выше степень, тем меньше времени требуется на закалку. При этом стоит подобрать температуру так, чтобы она превышала значение, необходимое для растворимости компонентов, но была меньше границы расплава металла.
Методом старения достигается увеличение прочности алюминиевого сплава. Причем необязательно подвергать изделия искусственному старению, так как возможен процесс естественного старения.
В зависимости от типа старения изменяется скорость структурных изменений. Поэтому искусственное старение более предпочтительно, так как оно позволяет повысить производительность работ. Подбор температуры и времени обработки зависит от свойств материала и характеристик легирующих компонентов.
Правильное сочетание уровня нагрева и времени выдержки позволяет повысить прочность и пластичность. Такой процесс называется стабилизацией.
Методы отжига алюминиевых листов
Отжиг алюминиевых сплавов не является обязательным к применению. Но в некоторых случаях без этого способа термообработки невозможно достичь желаемых характеристик материала.
Причиной применения отжига может стать особое состояние сплава, которое может выражаться в понижении пластичности материала.
Применение отжига рекомендуется при наблюдении трех типов состояний:
- Свойственное литым изделиям неравновесное состояние связано с разницей температурных режимов. Скорость охлаждения литых изделий значительно превышает рекомендуемую, при которой достигается эффект равновесной кристаллизации.
- Пластическая деформация. Такое состояние может быть вызвано технологическими требованиями к характеристикам и форме готового изделия.
- Неоднородная структура материала, вызванная иными методами термообработки, в том числе закалкой и старением. В таком случае происходит выделение одного из легирующих компонентов в интерметаллидную фазу, сопровождающуюся перенасыщением компонентов.
Вышеуказанные проблемы могут устранятся методом отжига. Нормализация структуры и состояния алюминиевого сплава сопровождается повышением пластичности. В зависимости от типа неравновесного состояния подбираются различные методы отжига.
На сегодняшний день выделяют три режима отжига:
- Гомогенизация. Предназначен для обработки литых слитков. В процессе термической обработки слитков при высоких температурах достигается равномерная структура. Это позволяет упростить процесс проката с уменьшением количества производственных расходов. В некоторых случаях может применяться для повышения качества деформированных изделий. Температура отжига соблюдается в пределах 500 градусов с последующей выдержкой. Охлаждение можно проводить несколькими способами.
- Рекристаллизация. Применяется для восстановления деформированных деталей. При этом требуется предварительная обработка прессом. Температура отжига варьируется в диапазоне от 350 до 500 градусов. Время выдержки не превышает 2-х часов. Скорость и способ охлаждения не имеет особых рамок.
- Гетерогенизация. Дополнительная отжиг после других методов термообработки. Этот метод необходим для разупрочнения алюминиевых сплавов. Данный метод обработки позволяет понизить степень прочность с одновременным повышением уровня пластичности. Отжиг производится примерно при 400 градусах Цельсия. Выдержка обычно составляет 1-2 часа. Этот тип отжига значительно улучшает эксплуатационные характеристики металла и повышают степень сопротивления коррозии.
Закалка алюминиевых отливов
Закалка подходит не для всех типов алюминиевых сплавов. Для успешного структурного изменения, сплав должен содержать такие компоненты как медь, магний, цинк, кремний или литий. Именно эти вещества способны полноценно растворится в составе алюминия, создав структуру, имеющую отличные от алюминия свойства.
Данный тип термообработки проводиться при интенсивном нагреве, позволяющем составным элементам раствориться в сплаве, с дальнейшим интенсивным охлаждением до обычного состояния.
При выборе температурного режима следует ориентироваться на количество меди. Также, нужно учитывать свойства литых изделий.
В промышленных условиях температура нагрева под закалку колеблется в диапазоне от 450 до 560 градусов. Выдержка изделий при такой температуре обеспечивает расплавление компонентов в составе. Время выдержи зависит от типа изделия, для деформированных обычно не превышает более часа, а для литых – от нескольких часов до двух суток.
Скорость охлаждения при закалке необходимо подбирать так, чтобы состав алюминиевого сплава не подвергался распаду. На промышленном производстве охлаждение проводят с помощью воды. Однако такой способ не всегда оптимально подходит, так как при охлаждении толстых изделий происходит неравномерное снижение температуры в центре и по краям изделия. Поэтому для крупногабаритных и сложных изделий применяются другие методы охлаждения, которые подбираются индивидуально.
Старение алюминиевых сплавов
Старение проводится для улучшения прочностных характеристик изделия. Этот вид термической обработки заключается в выдержке в условиях обычного температурного режима.
Повышение прочности достигается путем распада твердого раствора, что необходимо после закалки, так как закалка приводит к пресыщенности металла.
Существует два способа старения алюминиевых сплавов: естественное и искусственное.Естественное старение происходит без предварительного нагрева при обычных температурах. Это может происходить в условиях обычного склада или промышленного помещения, где температура воздуха не превышает 30 градусов.
Естественное старение возможно из-за особого свойства алюминия, которое называется «свежезакаленное состояние». Свойства изделий значительно отличаются сразу после закалки и после некоторого времени пребывания на складе.
Искусственное старение проводится путем нагрева изделий до температуры 200 градусов. Это активирует процесс диффузии, что способствует улучшенному растворению составных элементов. Выдержка составляет от нескольких часов до нескольких суток.
Следует отметить, что искусственно состаренные сплавы можно вернуть к изначальному состоянию. Для этого нужно нагреть изделие до 250 градусов с выдержкой до одной минуты. Выдержка должна проводится в селитряной ванне в строго определенное время, с точностью до нескольких секунд.
Причем подобный возврат можно выполнять несколько раз, без потери прочности материала, но с небольшим изменением свойств. Возврат состаренного металла обычно проводят с целью восстановления пластичности, необходимой для изменения формы изделия.
Любой из типов термообработки широко используется в промышленности. Благодаря чему у производителей есть возможность получения материалов, полностью соответствующих требованиям производства. Причем такая обработка сплавов позволяет значительно улучшить свойства алюминия и получить материал, не имеющий аналогов.
Главное условие при термообработке – соблюдение требований и рекомендаций к температурному режиму обработки и времени выдержки. Малейшие отклонения могут привести к необратимым изменениям свойств материала
Термическая обработка алюминиевых сплавов


Термическая обработка алюминиевых сплавов
- Термическая обработка алюминиевого сплава Для отверждения алюминиевого сплава используются закалка и старение. Отжиг применяется для снижения пластичности сплавов, устранения неравновесной структуры и структурных деформационных дефектов. Упрочнение алюминиевых сплавов.
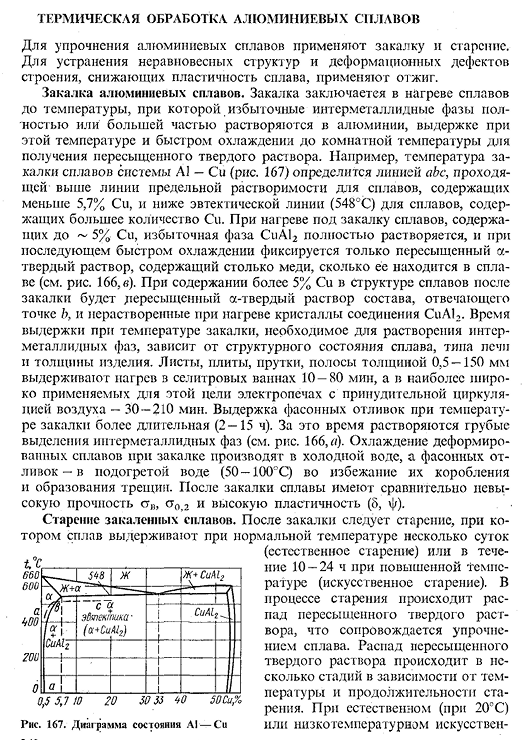
Закалка включает нагрев сплава до температуры, при которой избыток интерметаллической фазы полностью или почти растворяется в алюминии, выдерживание его при этой температуре и быстрое охлаждение до комнатной температуры с получением пересыщенного твердого раствора. Например, температура закалки сплава на основе A1-Cu (рис.167) определяется линией abc и превышает верхний предел растворимости сплава, содержащего Cu, менее чем на 5,7% и
опускается ниже эвтектической линии (548°C) сплава, содержащего много Cu. Людмила Фирмаль
Закалка закаленного сплава, содержащего до 5% Cu, вызывает полное растворение избыточной фазы CuA12 с последующим быстрым охлаждением, фиксируется только пересыщенный α-твердый раствор, и в сплав входит медь (см. Рисунок, 166 с).При содержании более 5% Cu в структуре сплава после закалки происходит пересыщение твердого раствора с соответствующим составом в точке B. кристаллы соединения CuAl2 чрезмерно растворяются при нагревании. Время выдержки при температуре закалки, необходимой для растворения фазы интерметаллического соединения, зависит от структурного состояния сплава, типа печи и толщины изделия. Листы, плиты, прутки, полосы толщиной 0,5-150 мм выдерживают соляные ванны в течение 10-80 мин, а наиболее широко применяются электропечи с принудительной циркуляцией воздуха-нагрев в течение 30-210 мин.
Выдержка формованного изделия при температуре отверждения более длительная (2-15 часов).За это время крупный осадок интерметаллической фазы растворяется (см. рис. 166, а).Охлаждение деформированных сплавов при быстром охлаждении происходит в холодной воде, а отливки, сформированные в горячей воде (50-100°С), предотвращают коробление и растрескивание. После закалки сплав проявляет относительно низкую сверхпроводящую прочность, StO2 и высокую пластичность(6, f).
- Дисперсионно твердеющий сплав. После закалки проводят старение, и сплав выдерживают в течение нескольких дней при комнатной температуре (естественное старение) или при высоких температурах в течение 10-24 часов (искусственное старение).В процессе старения происходит разложение пересыщенного твердого раствора, которое сопровождается упрочнением сплава. Распада пересыщенных твердых растворов происходит в несколько этапов, в зависимости от температуры и срока созревания. Естественная (20°C) или низкая температура искусственная Триста сорок Рисунок 167.Фазовая диаграмма разложение AI-Siyom при старении (ниже 100-150°С) твердого раствора не наблюдается с выделением избытка phase.
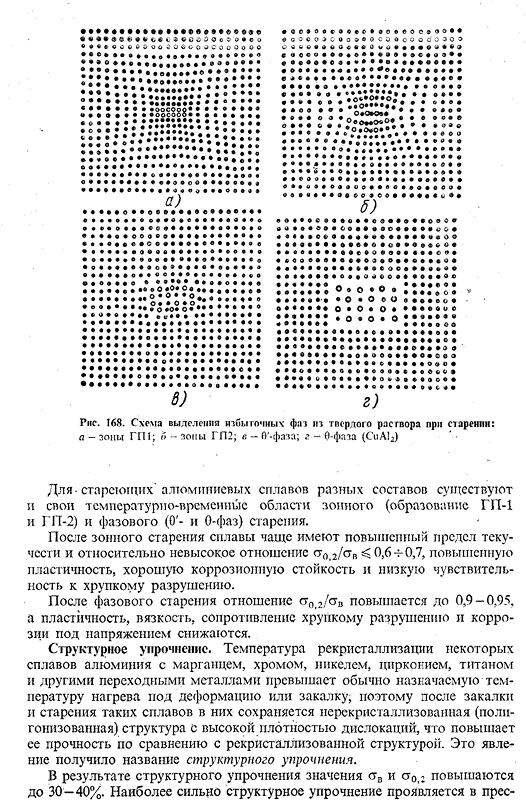
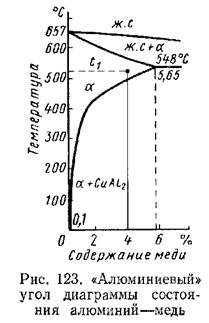
At при этих температурах атомы меди перемещаются в кристаллической решетке твердого раствора на очень короткое расстояние, и в плоскости (100) они собираются в 2-мерное пластинчатое образование(рис.168, а)1 или диск—гиниплеровскую зону(ГП-1).При длине в несколько десятков Ангстрем (30-60 А) и толщине в 5-10 а эти зоны ГП-1 распределены почти поровну внутри каждого кристалла. Концентрация меди в зоне GP-1 ниже, чем CuA12(54%). 1 в то же время (1938) эти 2-мерные структуры были открыты Гинье во Франции и Престоном в Англии. Зона Гвинея-Престо идентифицируется с помощью специальной рентгеновской дифракции. Анализ. Если сплав после короткого периода естественного старения (несколько секунд или минут) нагревают до 230-270°С, а затем быстро охлаждают, то упрочнение полностью исключается,
и свойства сплава соответствуют состоянию только что затвердевшего. Людмила Фирмаль
Это явление называется возвращением. Размягчение при возврате связано с тем, что при этих температурах зона ГП-1 становится неустойчивой и растворяется в твердом растворе, а атомы меди распределяются почти поровну, как и после закалки в объеме каждого кристалла твердого раствора. Затем, когда сплав выдерживается при комнатной температуре, снова образуется зона GP-1 и сплав затвердевает. Однако после возврата и последующего старения коррозионные свойства сплава снижаются, что затрудняет использование возврата в практических целях. Длительная выдержка при 100°С или часах при 150°С приводит к образованию крупных зон ГП-2 (толщина 10-40 а и диаметр 200-300 а) с упорядоченной структурой, отличной от структуры α-твердых растворов (рис.168, 6).Концентрация меди в них соответствует содержанию CuA12.
As температура старения повышается, диффузионный процесс, а следовательно, и процесс структурных изменений, и самотвердеющие, протекают быстрее. При воздействии 150-200°С в течение нескольких часов, где расположена зона ГП-2, образуется промежуточная дисперсия o ’фазы (toinplate) частицы, химический состав которой отличается от стабильной фазы 0 (CuA12), но отличная кристаллическая решетка; o’ фаза последовательно связана с твердым ростом Вор (рис. 168, в).При повышении температуры до 200-250 ° C метастабильная фаза затвердевает и образуется стабильная фаза 0(рис. 168, г). Так, с естественным вызреванием, только зона GP-1 formed. In в случае искусственного старения последовательность структурных изменений определяется ГП-1 — » ГП-2-> 0 ’-«-> 0(CuA12) можно представить в виде схемы. Эта общая схема разложения пересыщенных твердых растворов сплавов A1-Cu справедлива и для других сплавов. Разница сводится к тому, что состав и структура зон, а также образующихся фаз не одинаковы в разных сплавах.
Да. О Да. О Да. Да. е. О, да. Рисунок 168.Схема выделения избыточной фазы из твердого раствора при старении: а-зона GP1; б-зона GP2. в-Б фазы; Р ^ 0 фазы(CuA12) При старении алюминиевых сплавов различного состава также наблюдается температурно-временная область зоны (образование ГП-1 и ГП-2) и старение фазы (фаза О ’и 0). После вызревания зоны, прочность выхода сплава высока, коэффициент st0> 2 / stv
Термическая обработка сплавов цветных металлов
Отжиг. Алюминиевые сплавы подвергают трем видам термической обработки: отжигу, закалке и старению. Основными видами отжига являются: диффузионный (гомогенизация), рекристаллизационныи и термически упрочненных сплавов.
Гомогенизацию применяют для выравнивания химической микронеоднородности зерен твердого раствора путем диффузии, т, е. уменьшения дендритной ликвации в слитках. Так как скорость диффузии увеличивается с повышением температуры, а количество продиффундировавшего вещества тем больше, чем длительнее выдержка, то для энергичного протекания диффузии необходимы высокая температура (близкая к температуре линии солидуса) и продолжительная выдержка.
Для выполнения гомогенизации алюминиевые сплавы (слитки) нагревают до 450—520° С и выдерживают при этих температурах от 4 до 40 ч; после выдержки — охлаждение вместе с печью или на воздухе. В результате гомогенизации структура становится более однородной (гомогенной), повышается пластичность, что значительно улучшает последующую деформацию слитка горячей обработкой давлением. Поэтому гомогенизацию широко применяют для деформируемых алюминиевых сплавов.
Для алюминия и алюминиевых сплавов (а также для других цветных металлов и сплавов) рекристаллизационныи отжиг применяют гораздо шире, чем для стали. Это объясняется тем, что такие металлы, как алюминий и медь (используемые в промышленности в чистом виде), а также многие сплавы на их основе, не упрочняются закалкой и повышение их механических свойств может быть достигнуто только холодной обработкой давлением, а промежуточной операцией при такой обработке (для восстановления пластичности) является рекристаллизационныи отжиг. Кроме того, сплавы, упрочняемые закалкой, часто подвергают холодной обработке давлением с последующим рекристаллиза-ционным отжигом для придания требуемых свойств. Температура рекристаллизационного отжига алюминиевых сплавов 300—500° С, выдержка 0,5—2 ч.
Отжиг термически упрочненных сплавов применяют для полного снятия упрочнения, полученного в результате закалки и старения; он проводится при температурах 350—450° С с выдержкой 1—2 ч и последующим достаточно медленным охлаждением (со скоростью не более 30° С/ч), чтобы обеспечить протекание диффузионных процессов распада твердого раствора и коагуляцию продуктов распада.
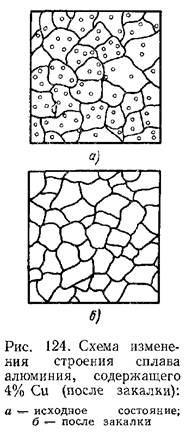
 Некоторые элементы, входящие в алюминиевые сплавы, образуют с алюминием ограниченные твердые растворы переменной концентрации, в которых растворимость элементов с понижением температуры уменьшается. На этом и основывается закалка алюминиевых сплавов.
Некоторые элементы, входящие в алюминиевые сплавы, образуют с алюминием ограниченные твердые растворы переменной концентрации, в которых растворимость элементов с понижением температуры уменьшается. На этом и основывается закалка алюминиевых сплавов.
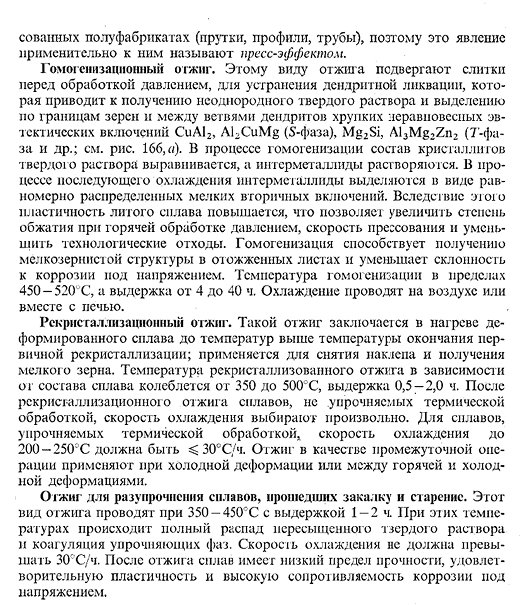
 растворяются, и образуется однофазный твердый а-раствор. Быстрым охлаждением (закалка в воде) фиксируется твердый а-раствор (пересыщенный) меди в алюминии (см. рис. 124, б). После закалки прочность сплава несколько повышается, а пластичность не изменяется.
растворяются, и образуется однофазный твердый а-раствор. Быстрым охлаждением (закалка в воде) фиксируется твердый а-раствор (пересыщенный) меди в алюминии (см. рис. 124, б). После закалки прочность сплава несколько повышается, а пластичность не изменяется.
 протекают следующие процессы.
протекают следующие процессы.
При температуре 20° С (естественное старение) и при
температурах до 100°С (искусственное старение) в пересыщенном твердом растворе возникают области (тонкопластинчатой, дискообразной формы), обогащенные атомами меди, названные зонами Гинье—Престона и обозначаемые Г. П., а для данного начального процесса Г. П. 1. Эти зоны имеют толщину 5—10 А и диаметр 40—100 А. Структура их неупорядоченная, как и твердого раствора. Образование зон Г. П. 1 сопровождается искажением кристаллической решетки (рис. 125), что приводит к повышению механических свойств сплава.
 , и их наличие обусловливает максимальную прочность сплава.
, и их наличие обусловливает максимальную прочность сплава.
 . Но выделения 0-фазы не имеют границ раздела с зернами твердого раствора, т. е. когерентно связаны с решеткой алюминия. Таким образом, появление зон Г. П. 1 и Г. П. 2 — это подготовительные стадии к началу распада твердого раствора (выделению избыточной фазы), а образование б-фазы — начало распада твердого раствора (выделение избыточной фазы).
. Но выделения 0-фазы не имеют границ раздела с зернами твердого раствора, т. е. когерентно связаны с решеткой алюминия. Таким образом, появление зон Г. П. 1 и Г. П. 2 — это подготовительные стадии к началу распада твердого раствора (выделению избыточной фазы), а образование б-фазы — начало распада твердого раствора (выделение избыточной фазы).
При температурах 200—250° С решетка 0-фазы отрывается от решетки твердого раствора (когерентность полностью нарушается) и оформляется в решетку, соответствующую соединению
 (6-фаза).
(6-фаза).
5. Дальнейшее повышение температуры приводит к коагуляции выделившейся 6-фазы, резкому снижению прочности и повышению пластичности.
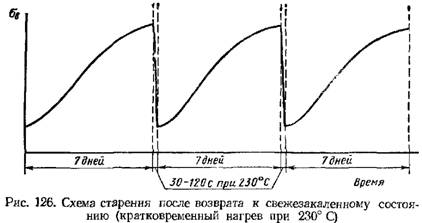


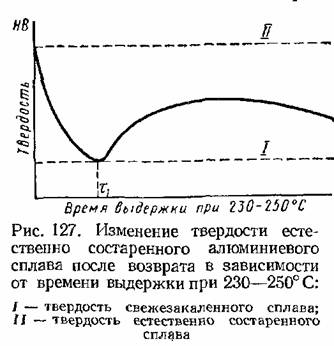
Возврат. В алюминиевомедных сплавах состояние, получившееся в результате естественного или низкотемпературного старения, является неустойчивым. Если такой сплав нагреть до 230— 250° С с короткой (30—120 с) выдержкой, с последующим быстрым охлаждением (в воде), то упрочнение исчезает и сплав по своим свойствам возвращается к свежезакаленному состоянию (рис. 126). Однако после охлаждения естественное старение снова повторяется, и сплав опять упрочняется.
 то за это время произойдет
то за это время произойдет
рассасывание зон Г. П., сплав

 с повышением твердости.
с повышением твердости.

Деформируемые алюминиевые сплавы. Наиболее распространенными деформируемыми алюминиевыми сплавами являются дуралюмины — сплавы алюминия с медью и магнием с добавками марганца (табл. 16).

 . Микроструктура дуралюмина после отжига состоит из твердого а-раствора и включений различных фаз (см. рис. 128, а).
. Микроструктура дуралюмина после отжига состоит из твердого а-раствора и включений различных фаз (см. рис. 128, а).
 (рис. 128, в).
(рис. 128, в).
В закаленном состоянии дуралюмины пластичны и легко деформируются. После закалки и естественного или искусственного старения прочность дуралюмина резко повышается (рис. 129). Максимум прочности получается после естественного старения. При искусственном старении сплав упрочняется тем быстрее, чем выше температура старения, но максимум прочности при этом получается более низким.
Обработка закаленного дуралюмина при низких температурах задерживает распад твердого а-раствора (—5° С); при —50° С распад не происходит. Обработка холодом дуралюмина дает результаты, противоположные результатам обработки холодом закаленной стали (низкотемпературная обработка которой способствует более полному распаду твердого раствора — аустенита).
Период, при котором после закалки дуралюмина упрочнение не наступает, сравнительно невелик и оставляет 1—6 ч. В это время и должны проделываться все операции холодной деформации (штамповка, высадка, расклепка и т. п.)
 (например, для дуралюминов Д16, Д18, ВД17 495—505° С, для дуралюмина Д1 500—510° С, для дуралюмина В65 — 515— 525° С). Указанные температуры нагрева необходимо строго соблюдать при закалке дуралюминов, так как нагрев до температур
(например, для дуралюминов Д16, Д18, ВД17 495—505° С, для дуралюмина Д1 500—510° С, для дуралюмина В65 — 515— 525° С). Указанные температуры нагрева необходимо строго соблюдать при закалке дуралюминов, так как нагрев до температур

выше или ниже рекомендованного интервала приводит к значительному снижению прочности и пластичности.
Снижение механических свойств дуралюмина при нагреве до температуры выше допустимых пределов связано с оплавлением эвтектики сопровождающимся по границам зерен окислением металла, т. е. происходит пережог. При нагреве до температуры ниже допустимых пределов не произойдет максимального растворения упрочняющих фаз.
Вследствие узкого предела допустимых температур нагрева дуралюминов под закалку применяемые печи должны обеспечивать равномерность нагрева и перепад температур, не превышающий интервала температур закалки. Этим требованиям удовлетворяют соляные (селитряные) ванны и электрические печи с принудительной циркуляцией воздуха.
Нагретые алюминиевые сплавы (после выдержки при температуре закалки) охлаждают в холодной воде с температурой не выше 30—40° С с быстрым их переносом из печи (ванны) в закалочный бак. Такие условия охлаждения необходимы для того, чтобы зафиксировать в сплаве твердый раствор и получить в дальнейшем (при старении) необходимое упрочнение, а также для предотвращения межкристаллитной коррозии, склонность к которой повышается даже при незначительном распаде твердого раствора с выделением избыточных фаз по границам зерен.
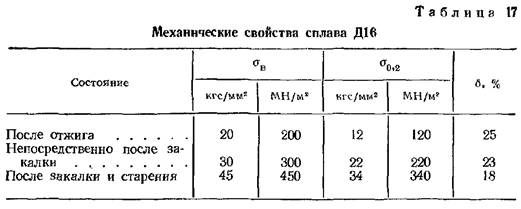
Механические свойства наиболее распространенного дуралюмина Д16 после отжига, непосредственно после закалки и после закалки и старения приведены в табл. 17.
Литейные алюминиевые сплавы. Для литейных алюминиевых сплавов используют различные виды термической обработки в зависимости от химического состава сплава и назначения литых
деталей. Виды термической обработки имеют условные обозначения: Т1 — искусственное старение без предварительной закалки; Т2 — отжиг; ТЗ — закалка; Т4 — закалка и естественное старение; Т5 — закалка и частичное (неполное) искусственное старение; Т6 — закалка и полное искусственное старение; Т7 — закалка и стабилизирующий отпуск; Т8 — закалка и смягчающий отпуск.
Термическая обработка литейных алюминиевых сплавов по сравнению с термической обработкой деформированных сплавов имеет ряд особенностей, что объясняется различным химическим составом, а также тем, что у литейных сплавов структура более крупнозернистая, чем у деформированных. Температура нагрева под закалку у литейных сплавов несколько выше, чем у деформированных, и выдерживать отливки при этой температуре надо более длительное время. Это необходимо для того, чтобы растворить интерметаллические соединения, обычно выделяющиеся по границам зерен, и обеспечить уменьшение ликвации сплава. При закалке литейные сплавы выдерживают при температуре нагрева от 2 до 20 ч. Охлаждают литейные сплавы при закалке в холодной и нагретой (50—100° С) воде, а также и в масле.
Для упрочнения литейные алюминиевые сплавы подвергают (так же как и деформируемые) закалке с получением пересыщенного твердого раствора и искусственному старению (по режимам Т5 и Тб) с выделением упрочняющих фаз, а также (в отличие от деформируемых сплавов) только закалке без старения с получением в закаленном состоянии устойчивого твердого раствора.
Для многих сплавов в зависимости от условий работы деталей рекомендуются различные режимы термической обработки; например, для деталей из сплава АЛ9*—режимы Т4, Т5, Т6, Т7, Т8; из сплава АЛ5 ** — режимы Т1, Т5, Т6, Т7; из сплава АЛ20 *** — режимы Т2, Т5, Т7.

 в течение 3—5 ч — применяют для крупных деталей большой нагруженности, работающих при повышенных температурах и требующих повышенной пластичности и стабильности геометрических размеров.
в течение 3—5 ч — применяют для крупных деталей большой нагруженности, работающих при повышенных температурах и требующих повышенной пластичности и стабильности геометрических размеров.
- Быстрый ремонт труб с помощью хомутов без сварки
- Обслуживание холодильного оборудования: как избежать поломок и лишних расходов
- Поверка штангенциркулей: как обеспечить точность измерений и избежать дорогостоящих ошибок
- Промышленная роботизация производства
- Качественная спецодежда: как проходит сертификация