Пайка медных труб феном
Пайка медных труб феном
Пайка медных труб своими руками

Соединять трубы с помощью пайки в различных целях человечество начало довольно давно. Существует немало причин, по которым этот способ применяется до сих пор, несмотря на наличие различных ультрасовременных методов. С помощью пайки труб можно добиться получения прочного, водонепроницаемого соединения элементов посредством ввода припоя. Данный материал производится из различных металлов, при этом плавится он значительно быстрее деталей, которые необходимо соединить. Если следовать определенным правилам пайки, можно добиться такого шва между элементами, который прослужит достаточно долго, гарантируя практически нулевую вероятность утечки.
Помимо пайки медных труб, которая описывается в данной статье, существует также другой распространенный метод – соединение труб с помощью обжимных фитингов, что является значительно менее надежным.
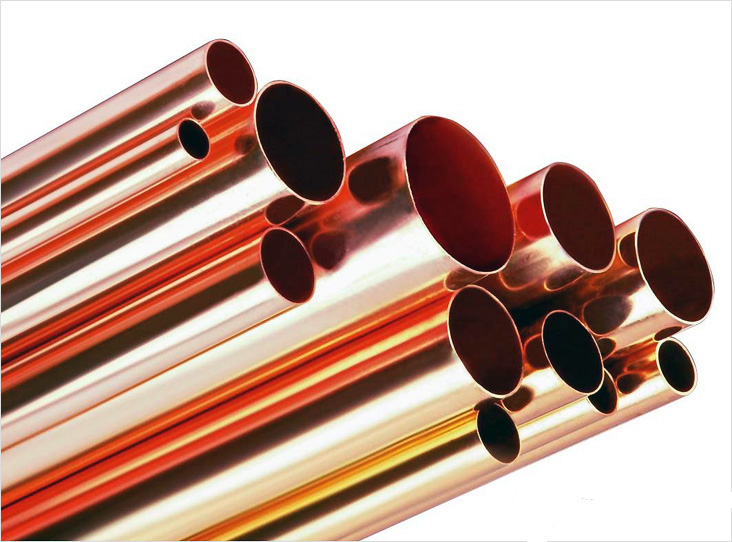
Свойства медных труб
Диапазон сфер использования таких труб весьма широк, именно поэтому довольно часто возникает необходимость произвести пайку медных труб своими руками. Медные трубы используются как для водоснабжения, систем вентиляции, газоснабжения, так и для отопления. Являясь экологически безопасным и чистым материалом, они также обладают свойствами антибактериальными.
Такие трубы вполне можно устанавливать как в открытом пространстве, так как они не подвержены негативному влиянию ультрафиолетовых лучей, так и монтировать в покрытие – свойства меди от этого не ухудшаются. Интересным качеством данного материала также является высокая пластичность – трубы из меди гнутся в любом направлении, после чего остаются пригодными для использования.
Минус пайки медных труб заключается главным образом в высокой себестоимости самого металла.
Инструменты и материалы
Чтобы самостоятельно качественно выполнить пайку труб, нам потребуются следующее оборудование, материалы и инструменты:
- специальные фитинги;
- флюс;
- припой;
- трубогиб;
- ножовка;
- мелкозернистая наждачная бумага;
- щетка или фаскосниматель;
- пропановая горелка;
- труборасширитель;


- строительный фен;
- ветошь.
Подготовительный этап
В работе необходимо не забывать о том, что между соединяемыми деталями должно быть некоторый зазор. Это – одна из причин того, что технология пайки медных труб своими руками является достаточно трудоемким процессом – нужно постоянно следить за своими действиями. Необходимо также проследить за тем, чтобы на трубах не было никаких дефектов – они часто возникают при нарезке труб. Следите за тем, чтобы срезы получались как можно более ровными.
Работая, следует поддерживать чистоту материала – от нее зависит то, насколько крепкий получится шов. Для этого необходимо обработать трубы водой и тряпкой, ликвидировать все загрязнения. Только после такой обработки можно приступать непосредственно к пайке.
Процесс и методы пайки

Пайка медных труб состоит из нескольких шагов, а именно:
- В первую очередь, необходимо разметить трубы и разрезать их на сегменты нужного вам размера. Если вам требуется согнуть трубу, воспользуйтесь специальным инструментом – трубогибом.
- Далее выполняется итоговая очистка поверхности от образовавшейся в процессе резки пыли, загрязнений и заусенцев.
- Необходимо обязательно проверить размеры деталей и зазор (примерно 0,4 мм) перед тем, как соединять фитинг с трубой.
- Затем наносится флюс, который обеспечивает чистоту поверхности и облегчает пайку.
- Собрав детали, приступаем к нагреву. Способы его варьируются в зависимости от того, какого вида пайка медных труб своими руками вами запланирована. При высокотемпературной пайке используется пропановая горелка, паяльник же подойдет для пайки низкотемпературной.
- Далее монтажный слой заполняется припоем. Важно равномерно его распределить по рабочей поверхности.
- По завершении пайки получившийся шов нужно остудить, что можно выполнить с помощью строительного фена.
- Конечный этап – ликвидация лишнего флюса и очистка с помощью воды.
Шевелить спаянные детали нельзя, пока они полностью не кристаллизуются.
Более подробно процесс пайки мы рассмотрим далее, раскрывая суть основных ее видов – низкотемпературного и высокотемпературного.
Низкотемпературная пайка
- Поверхность нужно нагреть горелкой до 200-250 градусов.
- К деталям в нужных местах прикладывается припой.
- Выполняется пайка. Стоит помнить о том, что пламя должно перемещаться постоянно. При плавлении припоя пламя отодвигается для того, чтобы он свободно заполнил зазор. Не стоит добавлять лишний припой – это может привести к его попаданию внутрь трубы.
При осуществлении пайки труб своими руками, ширина соединения может варьироваться от 7 до 50 мм, что идеально подходит работы с изделиями диаметром от 6 до 108 мм. Таким способом сегменты труб зачастую соединены в трубопроводах отопления, водоснабжения.
Высокотемпературная пайка
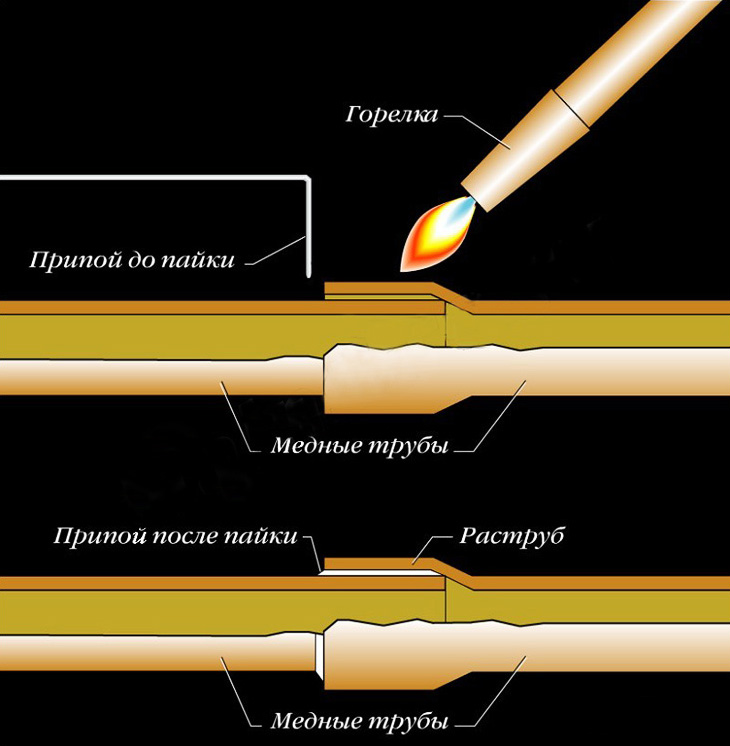
- Такой вид пайки производится при температуре выше +450 градусов. Необходимо нагреть поверхность, после чего – использовать припой. Более прочный, нежели при низкотемпературной пайке, он образует весьма прочный шов. Необходимо, однако, проявить аккуратность – при перегреве изделия могут появиться разрывы.
- Пламя горелки должны быть средним.
- Для фиксации шва в этом случае используется строительный фен, о чем уже упоминалось выше.
Припой для пайки
К наиболее распространенным видам припоев, используемых при пайке медных труб, относятся медно-фосфорные и серебряные припои. Рассмотрим их более подробно:
Медно-фосфорные
Трехкомпонентные медно-фосфорные припои включает в свой состав серебро. Они широко используются в целях высокотемпературной пайки. Такие припои отличаются малой температурой плавления и высокой текучестью, что делает такой процесс, как пайка медных труб своими руками весьма удобным. Кроме того, так как в составе присутствует фосфор, в работе не обязательно использовать флюс. Соединение на основе такого припоя довольно прочно и отличается стойкостью к коррозии. Медно-фосфорные припои для пайки меди, в свою очередь, подразделяются на несколько видов:

1. Припой с содержанием серебра 2%
Данный вид характеризуется средним растеканием, экономичный в использовании. Выдерживает невысокие нагрузки в виде вибрации и ударов.
2. Припой с содержанием серебра 5%
Этот вид более пластичный, способен наиболее качественно заполнить зазоры, так как растекается медленнее всего. Нагрузки данный припой выдерживает несколько более высокие, нежели предыдущий.
3. Припой с содержанием серебра 15%.
Самым пластичным в своей категории является именно этот вид, так как содержание серебра в нем – наиболее высокое. Соответственно, такой припой способен выдержать значительные нагрузки.
Серебряные
Данные припои состоят из 4 компонентов, в которые входит серебро (до 55%). Чаще всего серебряные припои используются в пищевой области.
К ключевым характеристикам материала относится невысокая температура плавления и отличная способность заполнения зазоров. Также, их стоит употреблять, когда речь заходит о таком деле, как пайка медных труб своими руками, по причине устойчивости к значительным нагрузкам вибрационного и ударного характера.
Припои на основе серебра хорошо подойдут для желающих спаять детали арматуры. Использовать их желательно с флюсом.
Данная категория также подразделяется на несколько видов: припои с содержанием 30-, 38-, 40-, 45- и 55% серебра. В соответствии со свойствами серебра, наиболее прочный шов и стойкость к повреждениям обеспечивает использование в пайке припоя с содержанием данного металла в количестве 55%.
К припоям другого вида, использующимся для низкотемпературной пайки относятся оловянные и свинцовые. Последние запрещены для использования в газоснабжении и водопроводных трубах по причине токсичности.
Виды флюса
Флюс – это активное вещество, которое необходимо в целях выполнения максимально качественной пайки. Его использование улучшает текучесть припоя, очищает рабочую поверхность трубы от загрязнений, обеспечивает защитную пленку, предотвращающую негативное воздействие кислорода на шов.
При низкотемпературной пайке рекомендуется использовать флюс для более легкой работы.
Однако, занимаясь пайкой при невысокой температуре, это вещество, как уже говорилось ранее, не используют.

Пайка медных труб своими руками – достаточно кропотливое занятие, однако и его вполне возможно освоить, не будучи специалистом. Грамотно выбрав инструментарий, ознакомившись внимательным образом со всеми рекомендациями и инструкциями, вы легко добьетесь нужного результата.
Пайка медных труб и ее способы
Строительные работы по проведению водопровода сопровождаются необходимостью пайки медных труб. Для осуществления этого есть смысл обратиться к профессионалам или попробовать все сделать самостоятельно. Второй вариант позволит сэкономить большое количество средств, а также подарит бесценный опыт.
Что такое пайка медных труб
Не так часто сейчас встречается медный трубопровод. Обычно трубы изготавливаются из полипропилена или металлопластика. Это объясняется высокой стоимостью меди как материала для целого водопровода. Но среди всех доступных видов труб, медные считаются самыми лучшими.
Детали из меди обладают повышенной прочностью, термостойкостью и гибкостью. Они несоизмеримо долговечнее своих пластиковых аналогов. Их легко спрятать в стену или под бетон. Материал с легкостью выдержит нагрузку.
Так что при выборе материала трубопровода очень часто дают рекомендации рассмотреть медные модели. Они потребуют больших начальных вложений, однако сэкономят много средств в будущем. Стоит отметить, что вкупе с отличными техническими параметрами, медь еще и очень просто монтируется.
Пайка медных участков труб представляет собой их скрепление при помощи температурного воздействия. Медь легко паять даже без предварительной подготовки. Надо соблюдать ряд обязательных правил, которые позволят не бояться за герметичность. Для методов не потребуются дорогие флюсы, так как медь очень вяло взаимодействует с кислородом даже во время тепловой обработки. Детали из меди сохраняют первоначальную форму даже при очень сильном воздействии извне, так что можно не бояться перегреть материал.
Важно! Процесс пайки упрощает то, что в случае неудачного сварного шва его в любой момент допустимо перепаять.
Способы паяния деталей из меди
При помощи сварки надежно скрепляются две медные детали, сохраняя шов герметичным и долговечным. Существует несколько способов, самыми распространенными из которых представляются высокотемпературная и низкотемпературная.
Особенности высокотемпературных соединений
Высокотемпературная пайка медных трубок с помощью газовой горелки включает в себя работу при температуре от 450 градусов. Для скрепления используется припой из тугоплавких металлов. Часто используют серебро или ту же медь. Высокотемпературные соединения называют твердыми.
После сварки между деталями остается очень надежный шов, который с легкостью выдержит высокие температуры, а также практически не подвергается механическим повреждениям.
Процесс основан на повышении температуры металла до его размягчения. В таком состоянии детали очень легко совместить. Стоит отметить, что при таком способе противопоказано искусственное охлаждение металла. Если этим правилом пренебречь, неизбежна потеря прочности.
Способ подходит для деталей с диаметром от 12 до 159 мм. Используется не только для водных, но и для газовых труб. Чаще всего, такое соединение будет полезно для случаев перемещения жидкости с температурой, превышающей 120 градусов. Это позволяет использовать тип для создания отопительных систем.
Низкотемпературная пайка в деталях
Второй вид соединений часто называют мягкой пайкой. Тут используются относительно невысокие температуры до 450 градусов. Припоем являются мягкие металлы, типа свинца или олова.
Шов, полученный в процессе низкотемпературной пайки, менее прочный. Но это компенсируется тем, что на металл в процессе соединения не оказывается сильное температурное воздействие. Таким образом, прочностные характеристики детали остаются на первоначальном уровне.
Такая пайка считается более безопасной для работника, так как шанс получить увечья меньше. Применяется в водопроводных сетях, а также в отопительных. Однако во втором случае температура проходящей жидкости не должна быть выше 130 градусов.
Важно! В газовых сетях такое соединение не используется.
Что понадобится в процессе – оборудование для пайки медных труб
Соединение медных труб подразумевает использование технологий и инструментов. Для реализации любого способа потребуются следующие компоненты:
- Флюс. Паста для пайки и соединения медных труб, необходимая для удаления оксидов с соединяемых поверхностей, а также для улучшения качества сварки. Немного снимает напряжения с деталей, уменьшая поверхностное натяжение.
- Припой для пайки и соединения медных труб. Для высокотемпературной сварки – тугоплавкие металлы, для низкотемпературной – мягкие. Необходимо, чтобы в состав припоя для твердой сварки не входил свинец.
- Труборез. Качественный труборез по металлу, который будет четко отрезать деталь по обозначенной линии. Лезвия должны быть острыми, чтобы металл не гнулся.
- Оборудование для обработки торцевых поверхностей. Напильники, щетки и фаскосниматели помогут подготовить деталь перед сваркой.
- Газовая горелка для нагрева и пайки медных труб. Важно, чтобы у инструмента было узконаправленное пламя, которым можно было бы управлять. Оборудование обычно работает с баллоном, в котором содержится пропановая смесь газов.
- Электрический паяльник. Еще один аппарат для эффективной пайки медных труб, который способен облегчить процесс соединения медных компонентов. Работает с любыми припоями. Отличный вариант для тех мест, где работать горелкой небезопасно.
Дополнительно в процессе сварки могут потребоваться вспомогательные инструменты: маркер, линейка, рулетка, уровень и др. Набор зависит от конкретных условий проведения соединительных работ.
Иногда допускается пайка медных труб строительным феном. Но только в том случае, если устройство способно выдать необходимую для работы температуру.
Технология пайки медных изделий
Сварка медных конструкций происходит в несколько этапов. Рассмотрим каждый этап подробно.
Подготовка материалов
Прежде всего, необходимо заранее подготовить все необходимые материалы и инструменты. Затем нужно отрезать нужный участок от целикового изделия. Медные трубы режутся труборезом, с хорошо наточенным лезвием.
Заготовка устанавливается жестко перпендикулярно лезвию, а сам труборез вертится вокруг нее. Вдумчивый подход к использованию инструмента позволит получить ровный срез, практически без заусенцев. Если и будут неровности, они проявятся внутри трубы. Но важно знать, что использование трубореза немного уменьшает диаметр трубы.
Чтобы этого избежать, пользуются ножовкой по металлу. В данном случае срез получится не такой ровный и аккуратный, но сохранит исходные размеры заготовки.
Необходимо получить срез размером от 0.02 до 0.4 мм. Слишком маленький зазор не даст припою должным образом соединить детали, а слишком большой не дает возможности проявиться капиллярному эффекту.
Полученный элемент обязательно нужно зачистить, чтобы убрать заусенцы и всевозможные загрязнения. Дополнительно соединяемые поверхности необходимо обезжирить растворами.
У второй соединяемой детали необходимо немного расширить диаметр при помощи труборасширителя. Это позволит обеспечить надежное соединение. После подготовки элементов рекомендуется примерить их друг к другу на предмет правильного соединения.
Нанесение флюса
Теперь нужно нанести на обе детали небольшой слой флюса, чтобы убрать лишние продукты окисления. Операция производится при помощи небольшой кисточки. Не рекомендуется оставлять излишки вещества на поверхностях соединяемых элементов. Это приводит к образованию ненужных пор и впоследствии трещин.
Соединение деталей
После нанесения флюса для пайки медных изделий и труб нужно быстро соединить части, чтобы избежать попадания пыли и других загрязнений на область будущего шва. При совмещении посредством фитинга операция производится до упора. Во время движений необходимо вращать элементы друг относительно друга. Это позволит флюсу равномернее распределиться по поверхностям. Излишки флюса убираются.
Низкотемпературная пайка
Такое соединение реализуется при помощи газосварочного оборудования или электропаяльника. Флюс и припой должны соответствовать сварке. Припой нужен легкоплавкий, а флюс низкотемпературный.
Пламя горелки направляется на стык двух элементов. Для равномерного прогрева необходимо постоянно менять положение контактного пятна между огнем и трубой. Во время нагрева на соединительный зазор периодически наносится припой, который затем расплавляется под воздействием температуры.
Расплавленный припой должен полностью заполнить соединительный зазор. Чтобы не мешать данному процессу, рекомендуется не воздействовать некоторое время горелкой на область растекания.
После заполнения зазора необходимо некоторое время дать припою остыть. Остужать его искусственными способами не рекомендуется. Во время сварки нельзя перегревать медь. При перегреве флюс будет разрушаться и не сможет эффективно защищать соединение от окисления. В качестве индикатора используется флюс с примесью припоя. При достижении необходимой температуры в веществе будут наблюдаться расплавленные капли. Это означает, что дальнейший нагрев детали не требуется.
Высокотемпературная пайка
Способ реализуется при помощи газовой горелки. Нагрев должен быть равномерным и максимально аккуратным. Как только медь достигнет температуры 750 градусов, она станет вишневого цвета. Показатель говорит, что можно наносить на зазор припой.
Важно! Припой должен расплавиться от температуры деталей, а не от огня горелки. В этом и заключается основная сложность осуществления метода, а также профессионализм опытных сварщиков. После растекания припоя нужно дать ему остыть. Затем шов протирается с целью убрать остатки флюса.
Техника безопасности при спаивании труб из меди
Сварка представляет собой работу с открытым огнем и очень горячими металлами. Поэтому без ознакомления с правилами техники безопасности приступать к соединению деталей не рекомендуется.
Первым делом важно подумать о защите рук от ожога. Работы проводятся в перчатках, которые плохо проводят тепло.
Во время нанесения флюса необходимо помнить, что состав представляет собой очень агрессивное вещество. Попадание флюса на открытые участки кожи неизбежно приведут к серьезному химическому ожогу.
В качестве одежды выбирать нужно изделия из толстого хлопка, лишенные пропитки. Синтетика в этом деле точно не подойдет, так как она очень чувствительна к высоким температурам.
Помещение, в котором проводятся работы, должно хорошо проветриваться, так как пары флюса опасны для здоровья.
Основные ошибки, допускаемые при пайке
К основным ошибкам, которые часто допускают неопытные сварщики, относят:
- Спайка поверхностей с некоторыми дефектами. Во время соединения мелочей не бывает. Даже незначительный дефект способен ослабить шов.
- Некачественная очистка поверхностей от загрязнений.
- Несоблюдение норм по размерам монтажного зазора. Это приводит к получению негерметичного и недолговечного соединения.
- Малый нагрев деталей. Часто во время работы новички стараются как можно быстрее расплавить припой, не уделяя внимание сами деталям.
- Неравномерное нанесение флюса.
- Перегрев детали, что приводит к сгоранию флюса.
- Если начать проверять на прочность не до конца остывшее соединение. Можно нарушить целостность шва или вовсе разрушить его.
- Несоблюдение техники безопасности. Приводит к травмам, заболеваниям и разным неприятным явлениям.
Новичкам может быть сложно соблюдать все правила проведения процедуры. Поэтому для проведения первых работ рекомендуется пригласить опытного сварщика в качестве консультанта.
Сварка труб представляется действенным методом получения герметичных соединений. Но иногда осуществить этот метод не представляется возможным. Тогда на помощь придут способы соединения медных труб фитингами без пайки. Устройства позволят плотно и герметично совместить детали. Этот способ несколько хуже по качеству, однако представляет собой неплохую альтернативу классической сварке в домашних условиях.
Cs-Cs.Net: Сообщество
Похожие записи
Meldir 28 июля 2015, 15:28
Meldir 19 августа 2015, 16:36
Прямой эфир
- Комментарии
- Публикации
- Комментарии
- Комментарии
- Публикации
Dron9K 10 июля 2021, 19:34
Dron9K 5 июля 2021, 13:59
Redfox 5 июля 2021, 11:04
Redfox 21 июня 2021, 22:24
CS 1 апреля 2021, 08:21
CS 26 февраля 2021, 01:30
CS 5 февраля 2021, 19:36
CS 26 ноября 2020, 11:19
gregory 2 ноября 2020, 23:19
CS 2 ноября 2020, 23:13
CS 11 августа 2020, 20:34
Micik 11 августа 2020, 16:42
mironoff 18 июля 2020, 00:58
KorDen 7 апреля 2020, 19:25
CS 17 марта 2020, 16:58
Funt 12 марта 2020, 23:57
Caesarion 1 марта 2020, 10:38
Redfox 5 февраля 2020, 13:14
tol4ev 25 января 2020, 21:16
CS 14 августа 2019, 09:41
- 3 фазы
- ABB
- IEK
- Knipex
- Legrand
- RJ
- schneider electric
- автоматика
- Атманический идеал
- вода
- Вопрос
- ВРУ
- гильзы
- гофра
- ГРЩ
- Дача
- дом
- Жизнь
- Заземление
- защита
- измерение
- инсталляция
- Инструмент
- кабель
- Клеммы
- Люди
- Меандр
- мебель
- Миссия
- монтаж
- Нева
- Обзор
- Освещение
- Отопление
- перенапряжение
- Плитка
- ПЛК
- подключение
- проводка
- Работа
- Развитие
- ремонт
- Самореализация
- Сантехника
- санузел
- сборка электрощита
- своими руками
- Сделал сам
- Строительство
- стройка
- Счетчик
- Таро
- технология
- узел водоподготовки
- УЗМ-51М
- УЗМ-51МД
- УЗО
- Шкаф
- щит
- щиток
- Щиты
- электрика
- электричество
- электромонтаж
- Электропроводка
- электроустановка
- электрощит
- Этажный щит
- юмор
Блоги
- Как это сделать?2.26
- Мероприятия1.13
- Надо сделать!1.13
- Я — сделал!1.13
- Сцена и Свет0.00
- Тусовки и встречи0.00
- Идеи и Изобретения0.00
- Жизнь и опыт0.00
- Самореализация0.00
- Сантехника0.00
Небольшой ликбез по пайке медных труб. Часть 2.
В первой части я рассказывал о необходимых вещах для того, чтобы приступать к пайке меди. Она пока находится на моем блоге, контакты которого присутствуют в моем профиле, и вы ее можете там найти, но я ее в некоторых местах дополню и скоро перенесу сюда. Мне тут больше нравится.
А вот во второй части я хотел описать непосредственно процесс этой самой пайки. Хотел — описываю. Сама статья написана довольно давно, однако до окончательной верстки руки дошли только-только. Я не претендую на истину в последней инстанции по пайке медных труб, однако некоторый опыт как гидравлических испытаний, спаянных мной соединений, так и работающих водораспределительных систем, вроде говорит о том, что я все делаю правильно ;). Вперед под кат читать и обсуждать…
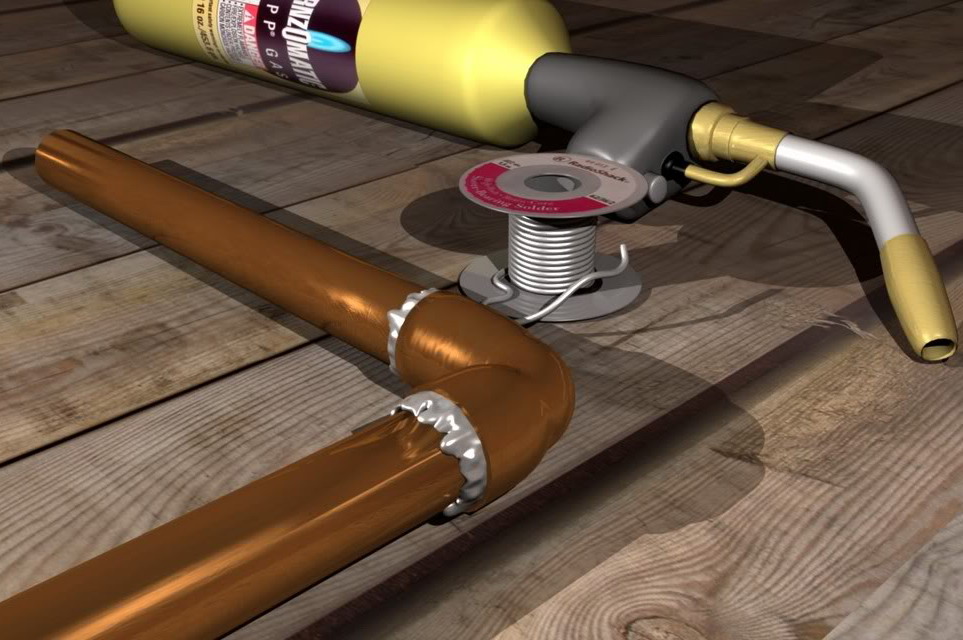
Итак, прежде, чем приступать к процессу пайки, подготовим рабочее место и себя к работам. Для этого необходимо вот что:
— чтобы место было освещено чуть ниже, чем хорошо: это необходимо для того, чтобы видеть процесс пайки и видеть, когда появится зеленый цвет в пламени горелки;
— работать необходимо в перчатках — ожоги получить весьма легко;
— горючих материалов рядом быть не должно;
— емкость с водой рядом — лучше пусть будет;
— плоскогубцы, клещи, тиски — что-то одно точно нужно, т.к. в некоторые моменты пайку можно осуществить, только держа детали инструментом;
— не должно быть сквозняков на рабочем месте;
— должна быть ветошь (хлопчатобумажные тряпочки) для стирания остатков флюса, и иногда для быстрого охлаждения паяного соединения (т.е. намочили тряпочку, и на соединение ее).
Сам процесс подготовки и пайки:
1. Берем трубу, намечаем точку реза;
2. Накладываем труборез на трубу в месте точки реза таким образом, чтобы лезвие ножа проходило через намеченную точку. Обратите еще раз внимание на конструкцию трубореза: она состоит из двух роликов, на которые укладывается труба, и из круглого твердосплавного ножа, который собственно и осуществляет рез;

3. Для того, чтобы резать, необходимо вращать труборез вокруг оси трубы и время от времени немного подкручивать ручку трубореза. Я руководствуюсь в своей работе следующим правилом: семь оборотов трубореза вокруг трубы, дальше подкрутка по оси приблизительно на 45 градусов (т.е. где-то на 1/4 оборота), потом опять семь оборотов вокруг трубы и т.д. до тех пор, пока труба не будет отрезана. Наверное это для кого-то покажется долго, но на мой взгляд труба таким образом меньше изменяет свою геометрию, т.к. если подкручивать слишком сильно, то сечение трубы может поменяться из круглого на овальное, что нам совершенно не нужно (за всю мою практику я с таким не сталкивался, даже когда весьма жестко экспериментировал, но в теории или при работе с мягкой медной трубой такое весьма возможно).
Есть еще одна небольшая тонкость при работе с диаметром медной трубы выше 20 мм: при отрезании необходимо, чтобы лезвие трубореза двигалось назад, иначе есть вероятность того, что лезвие уйдет чуть в сторону и вы начнете вместо отрезания нарезку спирали. Такое в принципе достаточно редко можно поймать на 22 медной трубе, а вот на 28 это правило нужно соблюдать неукоснительно, т.к. там попортить участок реза спиралькой можно весьма легко;
4. Отрезали трубу — снимаем грат. В любой последовательности: хотите сначала снимайте с внутренней поверхности, а потом с наружной, хотите наоборот. Труба после снятия грата имеет фаску как с внутренней, так и с наружной стороны, так что снятие грата, по сути своей, процесс формирования фаски;
Неснятый грат (вид изнути) 
Неснятый грат (вид снаружи) 
Снятый грат (вид изнутри) 
Снятый грат (вид снаружи) 
5. Зачищаем трубу и фитинг зачисткой/ершиком до блеска. Особенно это хорошо видно на трубе;
Четко виден зачищенный участок 
6. Наносим пасту/флюс для пайки. Я наношу исключительно на внешнюю поверхность трубы таким образом, чтобы он равномерно покрыл всю поверхность. Кто-то наносит еще на внутреннюю поверхность фитинга — на мой взгляд это лишнее, т.к. даже при нанесении только на внешнюю поверхность трубы, уже выдавливаются из зазора, а также опыт разъема соединений после нанесения флюса показывает, что его там вполне хватает на две детали. Однако в местах очень ответственной пайки по месту, где нет возможности вращения деталей друг относительно друга, я наношу пасту как на внешнюю поверхность трубы/фитинга, так и на внутреннюю.
Резюмирую: если хотите наносить флюс/пасту и туда, и туда, пожалуйста, наносите, хуже не будет;
Нанесенный флюс 
7. Соединяем детали между собой и, тут небольшая фишка: для того, чтобы распределить флюс/пасту равномерно в месте пайки, прокручиваем соединяемые детали друг относительно друга;
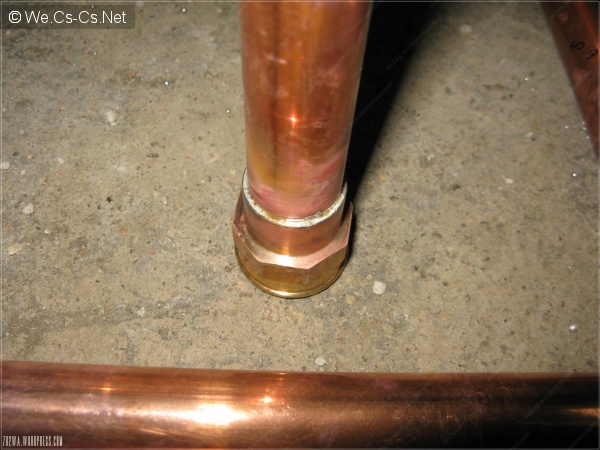
8. Убираем тряпочкой выступившие излишки пасты (смотрим на фото как они выглядят), т.к. не нужно протравливать трубу в месте, кроме места соединения. На этом пункте соединение готово к тому, чтобы его начать паять;
Излишки пасты после вставки фитинга 
9. Берем припой и подгибаем его приблизительно по диаметру трубы. Характерная особенность пайки состоит в том, что пока соединение нагрето и припой расплавлен, существует капиллярный эффект, и поэтому зазор будет втягивать в себя припой. Поэтому если не уследить за тем, сколько вы подаете припоя в зазор, то вполне можно будет увидеть потом с внутренней стороны фитинга вполне-таки приличные наплывы припоя. Исходя из практики (не только моей) зазору хватает ровно того количество припоя, которое равно диаметру трубы, которую паяют. Т.е. прикладываете пруток к трубе, и подгибаете его по диаметру, чтобы в процессе пайки по гибу ориентироваться сколько еще нужно будет подать припоя.
Замечу, что у меня диаметр проволоки припоя — 2 мм, а есть еще 3 (возможно есть и большие диаметры). Если у вас будет припой с диаметром 3 мм, то его понадобится меньше, и там нужно будет это учитывать при гибе прутка;
Отмеряем припой (приблизительно) 
10. Поджигаем горелку, регулируем пламя. В горелку должен подаваться воздух в максимальном количестве, т.е. пламя не должно быть вялым как у свечи, мягким и оранжевым, а должно быть острым и синим;
11. Устанавливаем наше соединение так, чтобы на него можно было свободно направлять пламя горелки, и начинаем прогревать место пайки. Прогревать можете как хотите, но я обычно стараюсь прогревать равномерно все соединение, т.е. направляю пламя на место пайки с разных сторон.
Теперь вопрос в том: сколько нужно держать горелку, чтобы соединение было готово к пайке? Я для себя установил следующий момент: при достижении оптимальной температуры паяемых деталей пламя горелки начинает чуть-чуть окрашиваться в зеленый цвет. Видимо это связано с реакцией разогретой меди с кислородом. Вот как только пламя приобрело зеленоватый оттенок, все, соединение готово к пайке.
Зеленоватый оттенок пламени (фото сделано в темноте, чтобы он был более заметен) 
12. Убираем горелку в сторону и подносим к месту пайки пруток припоя. ВАЖНО: припой должен плавиться именно от соприкосновения с нагретой трубой/фитингом, а не от попадания в пламя горелки. Иначе вы можете попасть в ситуацию, когда соединение еще не прогрето, а припой уже расплавился и заляпал снаружи весь зазор. В итоге внешне все может получиться очень даже и неплохо, но само соединение потечет либо сразу, либо в течение короткого промежутка времени после подачи воды. Именно поэтому нужно убирать горелку перед началом ввода припоя, потому что это показывает вот что: не плавится пруток припоя — значит убираем его, и догреваем соединение, плавится — значит паяем. Как только припой дошел до нашего сгиба, убираем его, и даем соединению остыть.
Схватывается оно в зависимости от диаметра трубы и фитингов и общей площади поверхности: чем меньше диаметр, тем быстрее схватывается, и чем больше концы труб, тем быстрее вся пайка остывает. Все физично: если фитинги большие, то и масса металла больше, а значит и остывать будет дольше, если большая площадь теплообмена, то и остывать будет быстрее.
И еще: в процессе пайки флюс выделяет газы, которые похожи на дым, пугаться этого не стоит, это нормально.
Паяное соединение с остатками флюса (небольшие коричневые пятна на месте пайки) 
13. Ждем окончательного остывания соединения, после чего щеткой/тряпкой смываем продукты от флюса/пасты, чтобы они не продолжали травить металл в месте пайки.
Вот такой процесс пайки получается у меня. Может кто-то делает по-другому, я лично делаю все так, как описал. В результате получается вот такая пайка.

P.s.: На самом деле, гораздо больше времени у меня ушло на то, чтобы описать непосредственно сам процесс. Все пункты, которые я привел выше, легко укладываются в пять-семь минут, после чего вы получаете красивое и надежное соединение.
Пайка медных труб своими руками
Медь лучше паять, чем варить, по нескольким причинам: простота и оперативность проведения работ, нет необходимости в дорогом оборудовании, соединения получаются прочными, надежными и стойкими к высоким температурным и механическим нагрузкам.
Низкотемпературная пайка
Применяется для организации систем водоснабжения, отопления, кондиционирования. Выполняется обычно пропановыми горелками. Температура разогрева трубы: 200-250 градусов. При мягком припое пламя горелки требуется постоянно перемещать, чтобы нагрев соединения был равномерным.

Пример низкотемпературной пайки
Для мягкого припоя используются припои типа S-Sn97Ag5 (L-SnAg5) и S-Sn97Cu3 (L-SnCu3). Данные припои отлично подходят для систем отопления и кондиционеров, ведь они обеспечивают стойкость к коррозии и механическим повреждениям.
Как осуществляется пайка систем отопления и кондиционеров? В случае если припой не плавится при касании прутком, нагрев следует продолжить. Важно постоянно перемещать пламя. Когда припой начинает плавиться, следует пламя убрать и подождать, пока припой не заполнит монтажный зазор. Заполнение зазора происходит полностью, а потому не следует вводить дополнительные объемы припоя, так как это даст излишки, которые могут затечь внутрь соединения.
Что еще важно знать, осуществляя пайку медных труб на отопление и иные системы? Если вы применяете в работе стандартные прутки припоя, объем мягкого припоя должен быть равен диаметру трубы. Для удобства требуемый участок припоя загибается Г-образно. Более подробно о низкотемпературной пайке вы можете посмотреть в специальном видео.
Преимущества данного способа: прочность меди не ухудшается. Недостатки данного способа: худшие механические характеристики.
Высокотемпературная пайка
Применяется в тех случаях, когда систему планируется эксплуатировать при высоких температурных нагрузках (выше 110 градусов). Данный способ часто используется для организации отопительных систем. Твердая пайка выполняется исключительно газопламенным способом, так как для выполнения соединения требуется температура не ниже 700 градусов.

Прибор для высокотемпературной пайки
При применении медно-фосфорного припоя можно обойтись без флюса. Пламя горелки должно быть средним. Требуемая температура пламени: 750-900 градусов. Медные трубы следует нагревать равномерно, причем соединяемые детали могут находиться в любом положении.
При равномерном нагреве концов изделий припой хорошо заполнит монтажный зазор. Проверять готовность соединения можно прутком твердого припоя (по окончании работ он должен плавиться). Для повышения качества работ пруток следует предварительно прогреть.
Именно при этом способе можно использовать строительный фен. Применяется он вместо горелки. Строительный фен можно задействовать только при пайке медных труб небольших размеров. Эксплуатировать фен просто, достаточно применять тот же алгоритм работы, что и при манипуляциях с горелкой. Обучающее видео позволит вам разобраться во всех нюансах пайки.
Преимущества твердого припоя: высокая прочность шва, можно применять в системах, эксплуатируемых при высокой температуре, возможно уменьшение ширины соединения относительно мягкого припоя. Недостатки твердого припоя: происходит отжиг меди, для выполнения работы своими руками требуется опыт и квалификация, в ином случае изделие можно перегреть, что приведет к разрывам.
Флюсы представляют собой активные химические вещества, необходимые для проведения качественной пайки. Они позволяют улучшить растекание припоя, очищают медь от разного рода загрязнений, образуют защитное покрытие от воздействия кислорода.

Флюс для пайки алюминия
При низкотемпературном способе соединения используются низкотемпературные флюсы. При высокотемпературном способе соединения флюсы не требуется, достаточно очистить поверхность перед работой.
Важно: По окончании работ флюс должен быть обязательно удален. В ином случае существует риск возникновения коррозий.
Как выполняется пайка медных труб своими руками?

Требуемые инструменты: труборез, фаскосниматель, труборасширитель, стальной ершик для чистки внутренних поверхностей медных труб, щетка для зачистки соединений,газовая горелка или фен, припой.
Рассмотрим, как паять медные трубы своими руками:
- Посредством трубореза отрезаем трубу необходимой длины. Щеткой снимаем заусеницы, внутреннюю поверхность изделия чистим ершиком;
- Посредством труборасширителя расширяем 2-ой отрезок изделия до требуемого диаметра. Помните, что детали трубопровода должны входить друг в друга с небольшим зазором;
- Щеткой чистим края расширенного элемента трубопровода от загрязнений и заусениц;
- Равномерно наносим флюс на деталь медного трубопровода меньшего диаметра;
- Соединяем обе детали трубопровода. Влажной тканью удаляем излишки флюса;
- Равномерно прогреваем соединение. Когда флюс будет серебристым, работу можно заканчивать;
- К линии стыка деталей трубопровода подносим припой. После того, как он расплавится, припой должен остыть естественным

путем. Дуть на него не нужно;
Научиться паять медные детали трубопровода своими руками просто. Достаточно соблюдать инструкции. Однако если что-то так и осталось для вас непонятным, вы всегда можете включить обучающее видео, где детально рассмотрено, как паять медные трубы.
Способы пайки медных труб своими руками
Сейчас существует множество способов соединить медные трубы: и индукционная пайка медных труб, и капиллярная, и разнообразные фитинги. При этом каждая сварка медных труб имеет свои особенности. В этой статье мы вам подробно расскажем, что нужно сделать, чтобы пайка медных труб своими руками прошла успешно.

Способы пайки медных труб
Среди наиболее простых способов — фитинги для пайки медных труб. Они просты в использовании, их монтаж не требует специальных навыков и особого инструмента. Но есть одна загвоздка: соединение с помощью фитингов возможно только на трубах с резьбой. Что делать, если вам нужно спаять обычные гладкие медные трубы? Кто-то скажет, что может выручить пайка медных труб феном. Но мы не рекомендуем этот метод. Да, пайка медных труб феном возможна (если ваш строительный фен достаточно мощный), но велика вероятность перегрева металла.
Также есть индукционная пайка медных труб. Ее непросто выполнить в домашних условиях, так что особо не будем заострять на этом внимание. Просто посмотрите видео ниже. Еще есть капиллярная пайка медных труб. Она включает в себя высокотемпературную и низкотемпературную пайку. Чтобы выполнить соединение деталей вам понадобится припой для пайки медных труб и обычная газовая горелка. Два эти способа самые распространенные и легко выполнимые дома, так что пайка медных труб твердым припоем с помощью горелки и станет темой нашей статьи.
Высокотемпературный метод
Сварка медных труб с использованием высокой температуры очень популярна. Такая капиллярная пайка медных труб производится при температуре более 400 градусов по Цельсию. В рабочем процессе применяются стандартные припои под пайку для медных труб в мотках. В составе должны быть тугоплавкие металлы, желательно, чтобы припой был полностью медными. Такой припой сформирует качественный и надежный шов. Еще высокотемпературную сварку часто называют твердой.
Пайка медных труб твердым припоем заключается в прогреве металла до температуры примерно 700-800 градусов. При этом припой тоже должен плавиться от газа горелки, а не от температуры самой трубы. Это обязательное условие. Такой метод оправдан, если нужно сварить трубы, по которым будет течь магистральный газ или жидкости высокой температуры.
Низкотемпературный метод
Низкотемпературная капиллярная пайка медных труб происходит с применением тех же инструментов, но медные детали соединяются при температуре ниже 400 градусов. Также в качестве припоя здесь не подойдет твердый материал, нужен мягкий припой из легкоплавкого металла. Мы рекомендуем припой из олова или свинца.
Такую пайку часто называют мягкой. Второе отличие от твердой пайки заключается в том, что здесь припой плавится не из-за пламени горелки, а из-за высокой температуры нагретой детали. Отчего такой способ считается более безопасным для новичков, потому что вероятность получить ожог существенно ниже. Мягкая пайка отлично подойдет для сварки труб небольшого диаметра.
Что нужно для пайки медных изделий
Помимо самих труб вам понадобятся вполне обычные недорогие инструменты и комплектующие. Для защиты деталей вам нужен флюс в виде пасты. Кисточка для его нанесения. Твердый припой для пайки (или мягкий, в зависимости от выбранного способа пайки). При выборе припоя для твердой пайки обратите внимание на упаковку, на ней должно быть указано, что в составе нет свинца. Если приобретаете припой для мягкой сварки, то в составе помимо олова и свинца может быть серебро или висмут. Вне зависимости от назначения, припой для пайки медных труб продается диаметром в 3 миллиметра.
Из инструментов обязательно нужен труборез, с его помощью вы сможете быстро нарезать трубы. Обратите внимание, что труборез должен быть качественным, иначе он может деформировать металл при резке и края труб будут замяты. Также вам понадобится инструмент для снятия фаски и специальная щетка для зачистки труб изнутри. Еще необходим инструмент для расширения труб. Не забудьте про самый главный инструмент — горелку. Ее пламя должно быть узконаправленным.

Если у вас нет возможности работать с открытым огнем и при этом позволяют финансы, то можете приобрести паяльник для медных труб. Он работает от стандартной розетки в 220В. Также такой аппарат может работать с любым припоем. Он заменит все остальные инструменты, но придется потратиться на хороший качественный прибор.
Технология пайки медных труб
Для начала с помощью трубореза отрежьте трубы необходимой длины. После резки на краях трубы могут быть заусенцы, удалите их с помощью инструмента для снятия фасок с металла. Далее зачищает внутреннюю поверхность трубы с помощью специальной длинной щетки. Обезжириваем металл с помощью ацетона или любого другого растворителя. Затем расширите трубу с помощью специального инструмента. Так вы можете соединить две трубы вместе.
Заранее проверьте, чтобы трубы входили друг в друга, но не свободно, а с некоторым усилием. Обязательно оставьте небольшой зазор. Затем наносим флюс на поверхность металла (только в том месте, где труба входит в другую трубу. Чтобы нанести флюс возьмите кисть и равномерно распределите вещество по поверхности металла. Не используйте слишком много флюса, у вас не должно оставаться его излишков на детали.

Если вы используете фитинги для пайки медных труб, то уже можете просто соединить трубы между собой. Вращайте их до упора. Они должны крепко соединиться между собой, а флюс должен равномерно распределиться.
Если нам предстоит мягкая пайка, то включите горелку и подождите, пока она разгорится. Затем поднесите пламя к стыку труб. Двигайте горелку вправо-влево, равномерно разогревая деталь. Затем берем припой и по чуть-чуть прислоняем его к нашему зазору, чтобы припой расплавился.
Как только припой начнет плавиться отводите горелку от трубы, пусть расплавленный металл полностью заполнит зазор. Не нужно припой специально разогревать, он должен плавиться за счет температуры детали. После того, как зазор будет полностью заполнен припоем, полученной конструкции нужно дать остыть. Желательно просто оставить детали на некоторое время и не использовать дополнительных средств охлаждения.
Для соединения труб методом твердой пайки мы так же используем горелку. Нагревайте трубы быстро, но при этом равномерно. Самое главное — избежать перегрева. Так что учитесь работать быстро. Пламя горелки должно быть не слишком интенсивным, просто выше среднего.

Горелку так же плавно перемещаем вправо-влево, но с чуть большей скоростью. Желательно иметь при себе дистанционный термометр, чтобы отследить, что труба нагрелась до 700 градусов. Но если такого прибора нет, то ориентируйтесь на цвет детали, он должен измениться на бордовый. Как только заметите, сразу подавайте в зазор припой. Он мгновенно начнет плавиться из-за высокой температуры детали. Предварительно можете сам припой разогреть горелкой, чтобы потом ускорить процесс.
Идеальный вариант в обоих случаях — это быстрое и равномерное распределение припоя в зазоре. Конечно, с первого раза это вряд ли получится у новичка, но с опытом вы сможете выполнять работу быстро и качественно. После твердой пайки деталь так же нужно оставить остывать, и желательно не прикасаться к ней, чтобы не получить ожог. Затем очистите остатки флюса, если он есть на поверхности металла.
Вместо заключения
Сварка медных труб — это несложное ремесло, ему можно легко обучиться, даже не имея никаких навыков сварки. Пайка медных труб своими руками производится легко и быстро, только помните, что нужно приобретать качественные комплектующие, медные трубы и фитинги под пайку. Поделитесь своим опытом в комментариях, он будет полезен для новичков. Желаем удачи в работе!
Как паять медь: методы, особенности, совместимость с другими металлами

Любой домашний мастер сталкивался с проблемой соединения медных деталей и элементов. Сюда можно отнести как электромонтажные работы, так и соединение медных труб при организации отопительных контуров. Но как правильно подойти к решению подобного вопроса? В сегодняшней статье речь пойдёт о том, как правильно выполнить пайку медных элементов, возможно ли совмещение этого металла с алюминием или нержавеющей сталью, а также какие дополнительные составы потребуются для выполнения подобных работ.
Как спаять медные элементы: общая информация
Наиболее часто встречающаяся проблема – это необходимость пайки скруток медных проводов. Но, независимо от того, какие металлы придётся спаивать, всегда остаётся необходимость очистки поверхностей от жиров и окисла. Для этого используется канифоль, паста для пайки медных труб или паяльная кислота.
Для того чтобы элементы были спаяны прочно, рекомендуется сначала обработать их по отдельности флюсом, после чего облудить – нанести тонкий слой припоя на их поверхности. После этого их можно соединить и, добавив немного припоя, основательно прогреть. Олово расплавится и максимально прочно соединит элементы.

В некоторых случаях вместо паяльника используется газовая горелка. Она применяется, когда спаиваемые детали слишком крупные. В этих случаях даже самый мощный паяльник не способен их прогреть, а значит, о прочном соединении можно забыть. Горелка же прогревает их более основательно.
Некоторые данные по расходным материалам
В качестве расходных материалов в подобной работе используются:
- флюс;
- припой;
- соединительные фитинги.
Стоит разобраться с этими материалами более подробно.

Использование флюса для пайки меди
Флюсом называют различные вещества или их соединения, способные удалить с металлической поверхности различные загрязнения, жиры и оксидную плёнку. В качестве флюса чаще всего используют канифоль или паяльную кислоту, которую можно изготовить в домашних условиях. Для этого необходима обычная серная кислота и цинк. Цинковые таблетки постепенно добавляются в соляную кислоту, с которой вступают в реакцию. О том, что кислота готова к работе, можно узнать по прекращению реакции, называемой травлением.

ФОТО: vashtehnik.ru Различные варианты флюсов – аммиак слишком едкий и лучше от него отказаться
Иногда может возникнуть ситуация, когда под рукой отсутствует какой-либо флюс. Если поблизости есть сосновые доски или ещё лучше деревья, вполне может выручить обычная смола, которая также способна снять окисел и иные загрязнения.

ФОТО: almaty.satu.kz Наиболее оптимальный флюс – это канифоль
Припой для пайки меди и из чего он состоит
Припой – состав с невысокой температурой плавления, способный максимально уплотнить соединение. Обычно это сплав олова и свинца. Причём чем меньше в составе свинца, тем легче будет проходить процесс пайки. В настоящее время довольно популярны стали припои в форме проволоки, внутри которой уже имеется флюс. При работе с ними не требуется предварительная обработка элементов кислотой или канифолью.

ФОТО: promelec.ru Этот припой сразу изготавливается с флюсом, дополнительной обработки поверхности не требует
Фитинги и их применение при пайке
При необходимости пайки медных труб систем водоснабжения или отопления применяются фитинги. Это вспомогательные элементы, обеспечивающие простоту соединения, ответвления или поворота магистральных труб. Более полно пайка медных труб будет рассмотрена ниже.

ФОТО: potok-holoda.ru Фитингов для пайки существует огромное множество
Нюансы самостоятельной пайки меди: что требуется знать
Для того чтобы качественно выполнить пайку, требуется разобрать различные варианты её производства, как при помощи паяльника, так и посредством газовой горелки для пайки медных труб и иных элементов. Попутно рассмотрим различные припои, от тугоплавких до мягких.

ФОТО: vseinstrumenti.ru Горелка для пайки в разобранном состоянии
Использование газовой горелки для пайки меди и иных металлов
Горелка используется при необходимости пайки более габаритных элементов. Это может быть, к примеру, медная посуда, чайник или провода большого сечения. В этом случае в качестве флюса удобнее будет использовать буру. Припой здесь также понадобится высокопрочный, поэтому оптимальным будет применение ПМФ 7 (припой медно-фосфорный). Его температура плавления выше, чем у олова, но горелка легко справится с этой проблемой.
Пайка медных проводов: пошаговая инструкция
Попробуем разобраться, как паять медные провода, на основании фото примеров.





Подробнее с мастер-классом можно ознакомиться в этом видео.
Любой флюс, как и припой для пайки медных проводов можно купить в магазинах хозяйственных товаров. Сегодня на прилавках можно найти различные составы и сплавы, предназначенные для подобных целей.
Различия в работе с мягкими и твёрдыми припоями
Для мелких работ по дому лучше всего использовать мягкие проволочные припои. С ними можно работать даже при помощи маломощных паяльников. А вот твёрдые сплавы требуют более «жёсткого» подхода. Для работы с ними используют молоточные паяльники или горелки.

ФОТО: тд-рубин.рф Твёрдые припои могут продаваться вот такими прутками
Иные варианты пайки: работа с медными трубами и различными металлами
Пайка медных труб требует некоторого опыта подобной работы. Поэтому, если домашний мастер впервые берётся за подобную работу, стоит предварительно потренироваться, чтобы не переделывать несколько раз уже готовую магистраль водоснабжения или отопления. Пайку медных трубок можно производить как твёрдым припоем (при помощи газовой горелки), так и мягкими сплавами. Во втором случае для медных труб уместно использовать молоточный паяльник большой мощности.

ФОТО: m-chel.ru Аккуратная и качественная пайка – залог долговечности соединения
Нюансы пайки медных труб: как всё сделать правильно
В качестве флюса для пайки медных труб лучше всего использовать канифоль. Она наносится ровным слоем на внешние поверхности трубы, после чего на неё насаживается фитинг. С обратной его стороны насаживается вторая часть магистрали. Далее фитинг разогревается при помощи газовой горелки и по швам «укладывается» припой. Под воздействием высокой температуры он плавится, заполняя шов и создавая качественное герметичное соединение.

ФОТО: poliasmet.ru Иногда приходится обходиться без фитингов
Пайка медных труб своими руками не слишком сложна, однако эта работа требует внимательности и аккуратности. Конечно, на словах не всё можно объяснить доходчиво, поэтому предлагаем вниманию Уважаемого читателя видео, как паять медь газовой горелкой, из которого всё станет более понятно.
Разобравшись с вопросом, как спаять медные трубки в домашних условиях, можно переходить к следующей проблеме, а именно к пайке неидентичных металлов (медь с алюминием, железом или нержавеющей сталью).
Как спаять медный провод с алюминиевым
Пайка алюминия с медью – довольно сложный процесс. Нужно отметить, что для алюминия вряд ли подойдёт тот же припой, что и для меди, как и наоборот. Намного проще совместить эти металлы, используя стальную муфту. Хотя на сегодняшний день производитель и предлагает специальные припои и флюсы для подобных целей, стоимость их значительна, что приводит к нерентабельности подобных работ.

ФОТО: kak-eto-sdelat.info Спаивать медь и алюминий достаточно сложно
Вся проблема заключается в конфликтности меди и алюминия. У них разная тугоплавкость, плотность. К тому же алюминий при взаимодействии с медью начинает сильно окисляться. Особенно этот процесс ускоряется при прохождении через соединение электрического тока. Поэтому при необходимости соединения медного и алюминиевого провода лучше всего использовать самозажимные клеммники «WAGO», внутри которых находится контактная паста «Алю Плюс». Именно она снимает окисел с алюминия, предотвращает его последующее появление и способствует нормальному контакту с медными жилами.
Разобравшись, как спаять медь с алюминием, можно переходить к более твёрдым металлам.

ФОТО: mastergrad.com Иногда без подобного соединения не обойтись
Как спаять медь и нержавеющую сталь
При пайке меди с нержавеющей сталью большую роль играет даже не сам материал припоя, а используемый инструмент, хотя и от расходников многое зависит. Наиболее приемлемые материалы в данном случае это:
- медно-фосфорный припой;
- оловянно-серебрянный (Castolin 157);
- радиотехнический.
Некоторые мастера утверждают, что при правильном подходе к работе, подойдёт даже самый обычный припой на основе олова и свинца. Главное – это обязательное использование флюса (бура, паяльная кислота), основательный прогрев и лишь после этого пайка (нанесение припоя).

ФОТО: cusi3.ru Сложная пайка меди и нержавеющей стали
Подобные соединения встречаются редко, а потому специализированные припои для подобных целей имеют довольно высокую стоимость.
Пайка меди с железом – возможно ли это
Подобный вариант возможен, но при соблюдении некоторых условий. К примеру, в качестве нагревателя простая пропановая горелка уже не подойдёт. Необходимо использовать пропан с кислородом. В качестве флюса нужно использовать буру, а вот припоем выступит латунь. Только в этом случае можно надеяться на нормальный результат. Купить припой для пайки меди с железом или нержавейкой несложно. Главное – это понять, будут ли оправданны излишние затраты.

ФОТО: svarkavol.ru Спайка медной и железной трубки также возможна
А сейчас предлагаем посмотреть на то, насколько аккуратно домашние мастера могут выполнять работу по спайке труб магистралей различного назначения.
- Быстрый ремонт труб с помощью хомутов без сварки
- Обслуживание холодильного оборудования: как избежать поломок и лишних расходов
- Поверка штангенциркулей: как обеспечить точность измерений и избежать дорогостоящих ошибок
- Промышленная роботизация производства
- Качественная спецодежда: как проходит сертификация