Пневматический пресс своими руками
Пневматический пресс своими руками
Пневматический пресс своими руками: делаем пневмопресс из газлифта офисного кресла
Для выполнения многих работ в условиях производственных и домашних мастерских очень удобно использовать пресс пневматического типа, который, развивая достаточное усилие, значительно облегчает процесс проведения многих технических процедур. В частности, применяя такое оборудование, можно выполнять гибку изделий из металла, осуществлять высечные технологические операции и безударную клепку, использовать усилие, которое создает такой пресс, для склеивания изделий из древесины и горячего тиснения. Очень удобно, что изготовить простейший, но достаточно эффективный пресс пневматического типа можно своими руками, причем для этого не потребуются дорогостоящие расходные материалы и специальное оборудование.
Самодельный пневмопресс из газового поршня офисного кресла
Подготовка комплектующих
Прежде чем приступать к самостоятельному изготовлению пресса пневматического типа, следует разобраться в принципе его работы. Если гидравлические прессы приводятся в действие благодаря гидронасосу, то в прессовом оборудовании пневматического типа для этих целей используется устройство, вырабатывающее сжатый воздух. В качестве такого устройства может использоваться компрессор или воздушный насос. Сжатый воздух определенного давления подается в пневмоцилиндр или в мембранно-пружинный пневмопривод, на выходном штоке которых и создается требуемое давление.

Устройство газлифта офисного кресла позволяет использовать его в качестве пневматического толкателя
Следует иметь в виду, что пневматические прессы, если сравнивать их с гидравлическими, создают меньшее давление, но во многих случаях его бывает достаточно для выполнения определенных технологических операций.
Итак, для того чтобы сделать простейший пневмопресс, нужно подготовить:
- пневматический амортизатор (такие амортизаторы устанавливаются на офисные и компьютерные кресла);
- воздушный насос или небольшой компрессор;
- резьбовой штуцер диаметром 3 мм;
- соединительный шланг.

Для легкого снятия газлифта с крестовины нанесите проникающую смазку, удалите фиксирующую шпонку и аккуратно выбейте деталь из конусного соединения
Процесс изготовления
Сам процесс изготовления пресса, основой которого будет служить пневматический амортизатор от кресла, осуществляется по следующему алгоритму.
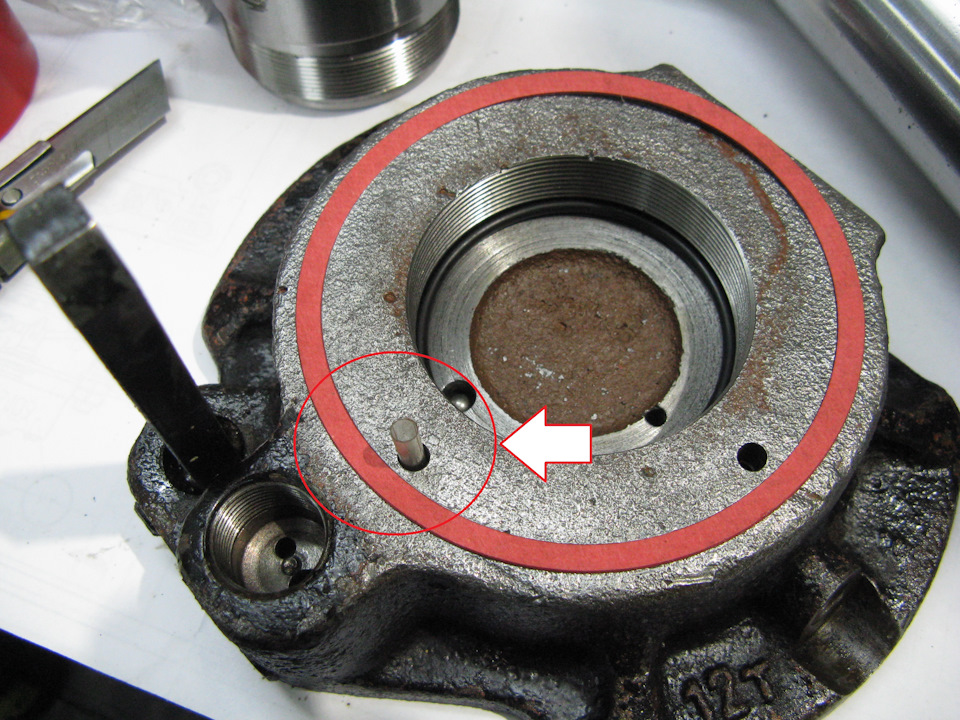
- На боковой части пневматического амортизатора от кресла, используя маркер, отмечают место, на котором будет установлен резьбовой штуцер.
- На отмеченном месте выполняют отверстие соответствующего диаметра, в котором нарезают резьбу для установки штуцера.
- Штуцер вкручивают в подготовленное отверстие, для чего лучше использовать уплотнительную ленту.
- На верхнюю часть штуцера надевают шланг, для более надежной фиксации которого лучше использовать хомут соответствующего размера.
- Второй конец шланга соединяют с выходным штуцером воздушного насоса или компрессора и также фиксируют при помощи хомута.

Разметка места установки штуцера

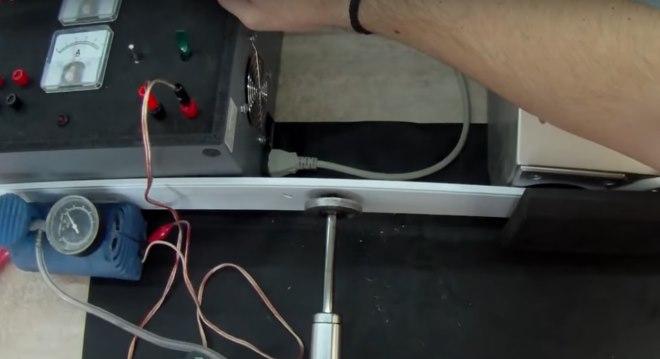
Теперь, когда пневмопресс полностью собран, можно испытать его в работе, для чего достаточно включить воздушный насос или компрессор. После того как воздух из подающего его устройства начнет поступать во внутреннюю часть пневматического амортизатора, выходной шток должен начать двигаться. Если такое движение происходит, то это свидетельствует о правильности выполненных действий.
Проверка работоспособности механизма
Чтобы сделать пресс пневматический настольный более удобным и эффективным в использовании, на рабочем конце его штока можно зафиксировать металлический круг небольшого диаметра, который, воздействуя на обрабатываемое изделие, будет создавать давление на большей площади.
Пресс предложенной выше конструкции при необходимости несложно доработать. В таком же виде его можно использовать для выполнения простейших операций по гибке и высечке. При желании полученную конструкцию можно зафиксировать на основании самого пневматического кресла, где для него уже есть посадочные отверстия. Поступив таким образом, вы получите более удобное в использовании устройство, установленное на надежном основании.
Как сделать функциональный пневматический пресс
Как уже говорилось выше, прессы пневматического типа можно использовать для выполнения горячего тиснения, а также для фанерования шпоном любых древесных материалов (натуральный массив, ДСП, МДФ и др.). Однако для решения таких задач применяется не обычный, а горячий пневматический пресс, который также можно изготовить своими руками. Основное отличие данного пресса от устройства обычного типа заключается в том, что его рабочий орган, который оказывает давление на обрабатываемое изделие, должен нагреваться до определенной температуры.

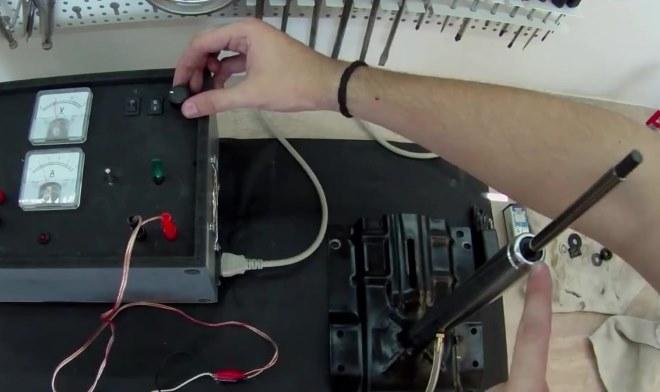
Нагрев будет производится с помощью ТЭН-ов
Для того чтобы обеспечить нагрев рабочего органа пневматического пресса, в последний необходимо встроить электрические ТЭНы, а сам рабочий орган для обеспечения лучшей теплопроводности изготовить из алюминия. Конструкция пресса пневматического горячего типа обязательно дополняется электрической схемой, состоящей из двух независимых частей:
- электронного блока, который отвечает за включение и нагрев электрических ТЭНов (основным элементом такого блока является контроллер температуры, позволяющий поддерживать ее с точностью до половины градуса);
- блока, который будет обеспечивать управление самим воздушным клапаном (благодаря наличию такого блока можно не только управлять процессом подвода рабочего органа к поверхности обрабатываемого изделия (а также отвода от нее), но и регулировать время выдержки пресса в сжатом состоянии).

Терморегулятор с выходом под твердотельное реле
Электрическая схема пресса с нагревательными элементами
Используя такой пресс с различными рабочими насадками, можно решать многие практические задачи, к которым, в частности, относятся:
- выполнение горячего тиснения на изделиях из кожи (обувь, сумки и др.);
- горячая склейка элементов обуви;
- фанерование шпоном изделия из древесины;
- оформление обложек книг, изготовленных из кожи или кожзаменителя.
В заключении ещё один вариант пресса с подогревом для облицовки мебельных панелей, в котором используется элементы электрического теплого пола.
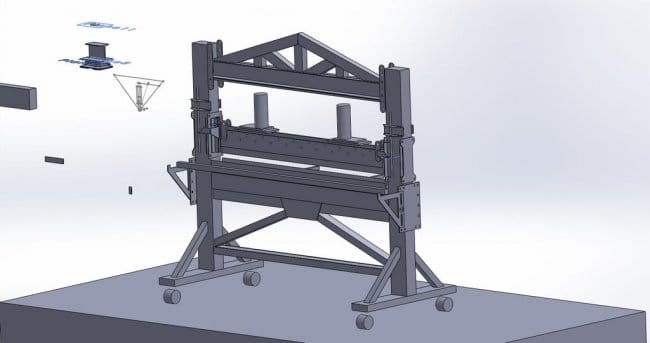
Как сделать 40-тонный пневматический листогибочный пресс





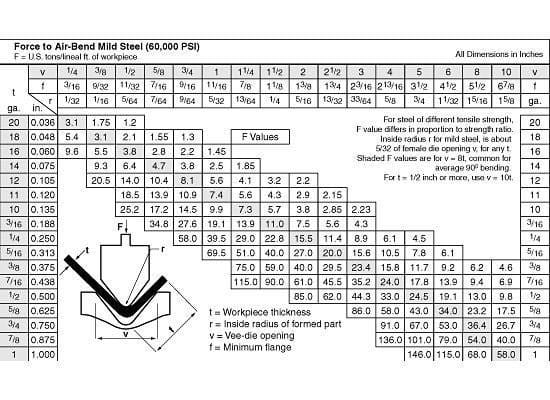
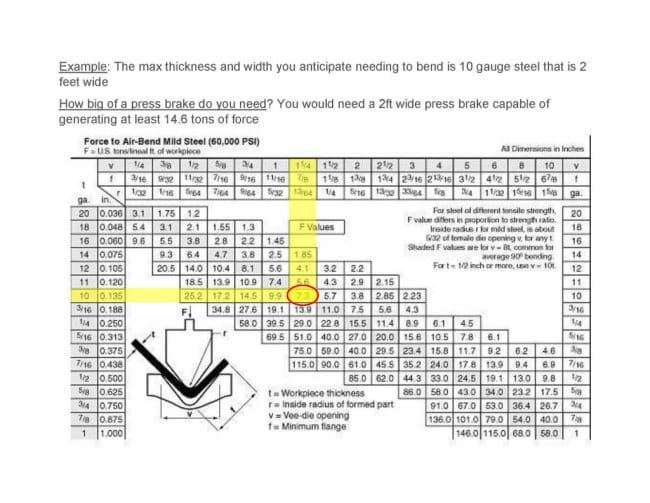
При расчетах использовалась таблица расчетов листогибочного пресса для простой стали. В левой части таблицы выбор толщины стали. В верхней части таблицы указаны варианты размера «v-образного сгиба» (для лучшего понимания см. иллюстрацию на диаграмме). В середине диаграммы показана сила в тоннах на погонный фут.
Как использовать эту диаграмму? Допустим, например, что максимальная толщина и ширина листа который нужно согнуть 10 калибра* и шириной 2 фута. Взгляните на левую часть диаграммы и найдите «10 калибр». Теперь взгляните на верхнюю часть таблицы и выберите размер «v-образного отверстия» (типичный размер v-образной матрицы для стали 10 калибра составляет 1,25 дюйма). Теперь посмотрите на центральную часть диаграммы и посмотрите, где эти два выбора пересекаются. График показывает, что для выполнения этого изгиба требуется 7,3 тонны на погонный фут. Поскольку нам нужно согнуть ширину в 2 фута, то потребуется 14,6 тонны силы.
В этом примере нам понадобится листогибочный пресс шириной 2 фута, способный создавать давление не менее 14,6 тонн. Обладая этой информацией, можно приступить к проектированию собственной машины.
*Единица толщины листов металла. Чем больше калибр, тем тоньше лист. 10-й калибр соответствует толщине листа в 0,1345 дюйма (3,416 мм). Увеличение номера калибра на 1 соответствует уменьшению толщины на 10%.
Перед проектированием, хорошо иметь базовое представление о том, как работают такие станки.
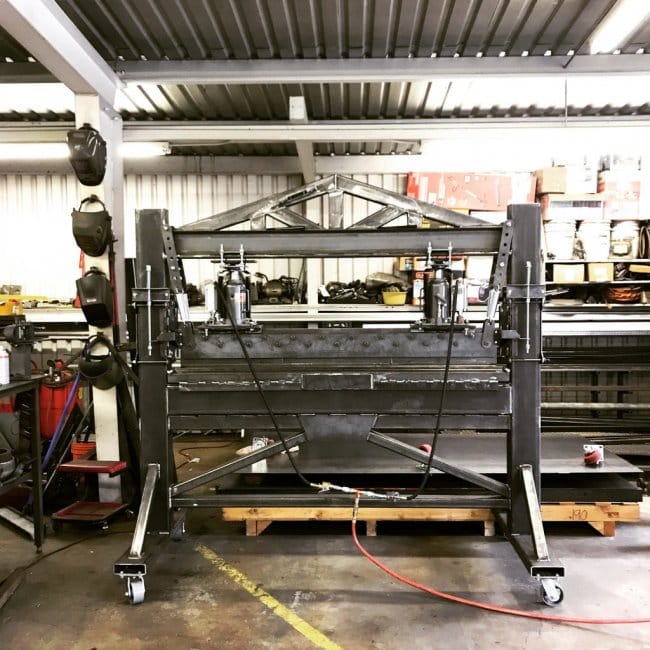
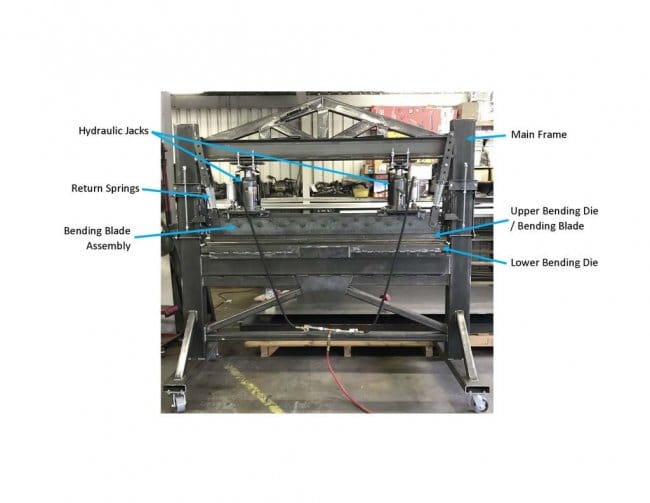
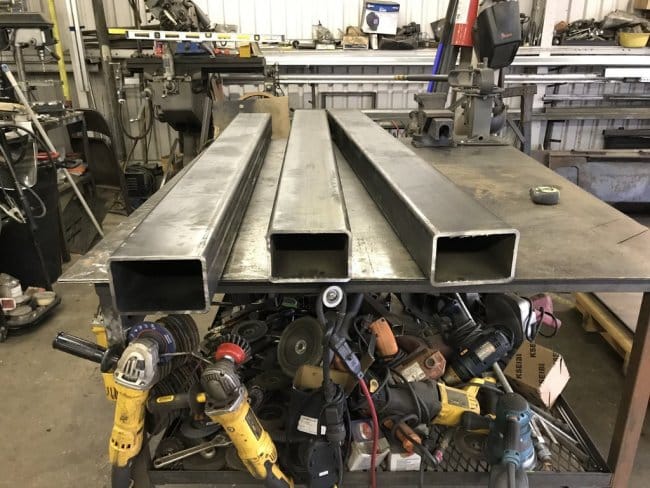
В листогибочном прессе нет ничего слишком научного. Прилагается эскиз, показывающий основные компоненты вместе с некоторыми деталями ниже:
Основная рама — основа станка. По сути, это не что иное, как прямоугольник, сделанный из каких-то массивных материалов. Из-за большого размера мастер добавил несколько ножек и колес.
Нижняя губка- также называемая «v-образная матрица». Заготовка будет вдавлена в «v-образную матрицу» для создания изгиба.
Верхняя губка — также называемая гибочным ножом. Гибочное лезвие будет давить на верхнюю часть заготовки и продавливать материал в «v-образную матрицу».
Узел гибочного ножа — это просто узел, который удерживает верхнюю губку. Он должен быть достаточно крепким, чтобы противостоять деформации при изгибе
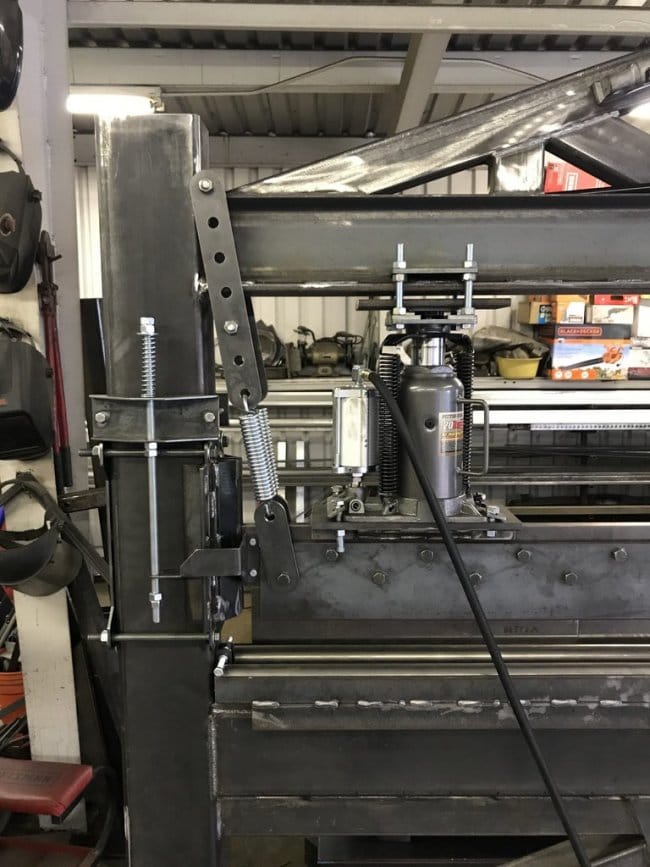
Гидравлические домкраты — мускулы станка. Они создают силу, необходимую для изгиба. У мастера на станке установлены два домкрата, но в зависимости от требуемой мощности возможно и установка одного.
Возвратные пружины будут тянуть узел гибочного ножа вверх после завершения изгиба. Пружины должны обладать достаточной силой, чтобы поднять вес гибочного ножа в сборе.
Есть и другие конструкции подобны станков, но именно подобное устройство лучше всего соответствовал потребностям мастера.
В пользовании мастера имеется широкий выбор оборудования. Например, него есть фрезерный станок, который он использовал для фрезерования моих гибочных штампов. Но если такого станка нет, то можно сделать губку из металлического уголка и полосы или купить имеющуюся в продаже губку и адаптировать ее к своей конструкции.
Несколько примечательных особенностей авторского дизайна станка:
Регулируемое расположение гидравлических домкратов — домкраты перемещаются из стороны в сторону для оптимального позиционирования в зависимости от толщины и ширины обрабатываемой детали.
Регулируемые калибрующие стержни с пружинной компенсацией и регулировкой с обеих сторон обеспечивают постоянный и точный повторный изгиб. Пружины сжатия предотвращают повреждение измерительной системы в случае случайного превышения точки остановки — в качестве альтернативы можно использовать две линейки, установленные с обеих сторон станка.
Гибочное лезвие, основная гибочная планка и нижние штампы, изготовленные из холоднокатаного материала 1018. Он как правило, имеют более высокую твердость, чем заготовка.
Узел нижней губки с регулируемой шириной с использованием двух холоднокатаных арматур диаметром 1,5 дюйма.
Гидравлические домкраты соединены вертикально друг с другом для одновременной работы, но также могут управляться индивидуально для регулировки уровня.
Адаптируемая, регулируемая, модульная и легко ремонтируемая конструкция с минимальным сварочным креплением деталей к основной раме, упрощает модификации и ремонт в будущем
















Шаг третий: пластины
Пластины мастер вырезает с помощью плазмы. Нужны следующие детали
Вертикальные направляющие для гибочного ножа в сборе — 2 шт. Удерживают гибочный нож в вертикальном и устойчивом положении, пока он опускается гидравлическими домкратами.
Пружинные опоры — 4 верхних и 4 нижних опоры помогают прикрепить пружины растяжения к основной раме и к узлу гибочного ножа
Пластины распределения нагрузки — 4 шт. Помогают распределять вверх и вниз нагрузку гидравлических домкратов.
Пластины, удерживающие домкрат — 4 шт. Фиксируются вокруг верхней подушки гидравлических домкратов.






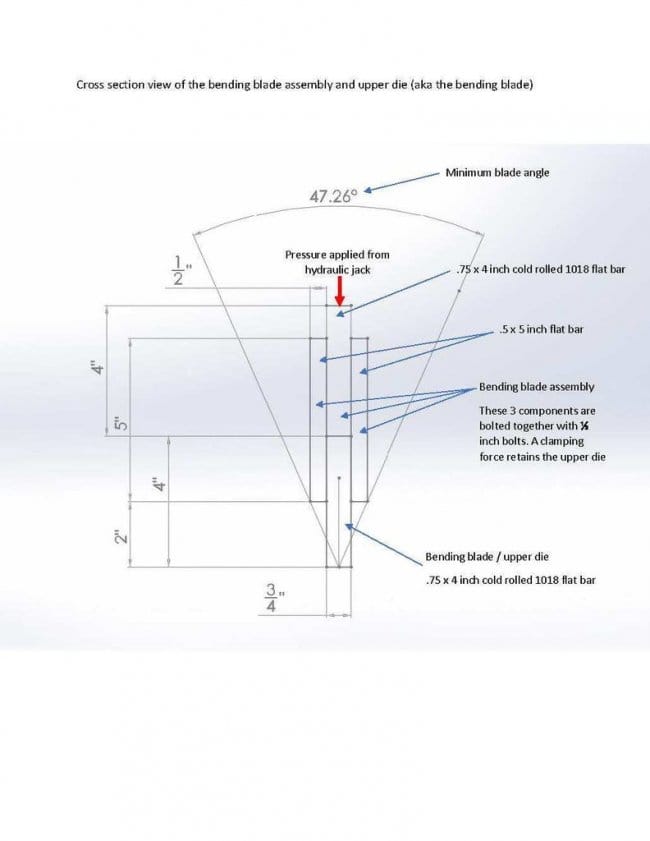
Шаг пятый: верхняя губка или гибочный нож
Это деталь, на которой крепится верхняя губка. Узел изготавливается из холоднокатаной полосы 0,75 x 4 дюйма и горячекатаной полосы 0,5 x 5 дюймов. Равномерно расположенные болты соединяют все три части вместе. Отверстия сверлились на фрезерном станке. Только этот узел гибочного ножа весит примерно 130 кг.
Этот узел разработан для простой и эффективной установки и снятия штампов гибочного ножа. Мастер просто откручиваю болты и секции гибочного ножа снимаются.
















Шаг седьмой: регулировка изгиба
Листогибочные прессы, имеющиеся в продаже, обычно имеют несколько ключевых особенностей:
Можно настроить пресс на остановку под определенным углом изгиба или использовать плашки с фиксированным углом для создания повторяемых определенных изгибов.
Гибочное лезвие будет оставаться в горизонтальном положении, когда оно опускается во время изгиба. Обычно это достигается с помощью электронных систем управления с обратной связью, которые контролируют горизонтальность лезвия, или с помощью торсионной трубки, которая механически поддерживает уровень лезвия.
Данный пресс не имеет ни одной из этих функций. Вместо этого мастер добавил следующее:
Чтобы добиться выполнения одинаковой операции, он разработал систему измерительных стержней. Это механическая система, которая позволяет ему устанавливать точку остановки губки. Пружины сжатия предотвращают повреждение в случае случайного превышения точки остановки. Регулируемая гайка в нижней части шпильки служит точкой остановки.
Пузырьковый уровень служит для контроля деформации губки.










seroga912 › Блог › Гидравлический пресс своими руками

Всем здравствуйте.
Наверное каждый мечтает о прессе, кто-то хочет видеть его на животе, а я давно хотел заиметь его в гараже.
Сегодня поговорим о том как сделать гидравлический пресс своими руками.
Для начала нам потребуются швеллеры. В моём случае это швеллер номер 10 на вертикальные стойки и 12 на горизонтальные перекладины. Металл использовал б/у, когда-то эти швеллеры были столбиками для забора у меня на даче.

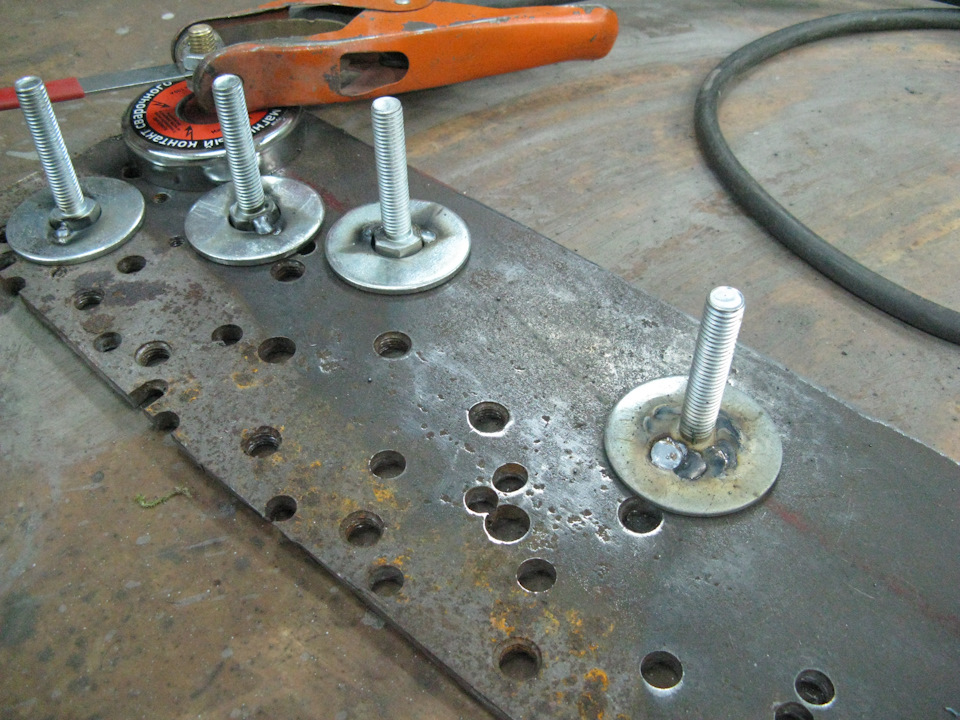
Так как пресс необходимо сделать с регулируемой высотой стола, то необходимо изрядно перфорировать вертикальные стойки. Сверлить начинал на расстоянии 450 от верха, это расстояние примерно равно максимальному ходу домкрата плюс его высота, далее располагал отверстия вначале через 100 мм, затем через 150мм, всего просверлил 7 рядов отверстий.
Сверлить надо биметаллическими коронками на самой малой скорости. Вначале делал это перфоратором, но у него была слишком высокая скорость и коронки либо сгорали, либо обламывались зубья, затем уже сверлил шуруповёртом на малой скорости и всё пошло как по маслу, о да, при сверлении не забываем про охлаждение и добавляем немного масла.


Далее изготовил нижние опоры из 75 уголка. В них сделал регулируемые ножки из болтов М12 и шайб, которые сварив вместе, а в уголке приварил гайки.
Верхние перекладины вначале хотел сделать разборными, поэтому вначале использовал болты ГБЦ М12 и фланцевые гайки, но практика показала, что в таком случае при нагрузке вся конструкция немного играет и впоследствии всё обварил по кругу. Перекладины рабочего стола соединил между собой уголком 50х50 и хорошенько обварил, при этом оставил зазор между вертикальными стойками в пару миллиметров, чтобы стол можно было перемещать по высоте.


Все детали зачистил и подготовил к покраске.
Домкрат.
Вначале делал пресс в расчёте использовать 12-ти тонный советский домкрат, но никак не мог заставить его работать и искал к нему ремкомплект.
В один момент плюнул на поиски ремкомплекта и решил купить китайский 20-ти тонный домкрат.
Домкрат 20т Forsage F-T92004 — цена 85р (

Данный домкрат сварной конструкции, поршень со штоком вставляются как кассета в гильзу. Такая конструкция по логике должна полностью исключать подсосы воздуха.
Но мы же хотим использовать его в прессе, а лучшая конструкция для него — это когда домкрат расположен вверх ногами штоком вниз.
Для этого большинство людей разбирает домкраты и вставляет в заборное отверстие всякие трубочки и прочее. Но есть варианты по-проще — это использовать внешний расширительный бачок и полностью исключить воздух из корпуса домкрата. В таком случае домкрат будет работать при любом расположении хоть боком, хоть вверх ногами, его всегда можно будет снять с пресса и использовать по прямому назначению без каких либо доработок.
Для такой доработки необходим штуцер и отверстие в корпусе. Можно использовать заливное отверстие, но лучше просверлить заглушку на заборной магистрали и нарезав резьбу установить туда штуцер. При таком варианте воздух будет скапливаться в самой верхней точке системы, т.е в расширительном бачке и пососы воздуха в домкрате не страшны.
Штуцер с ёлочкой М10х1 или М3/8 ссылка


Определить заборную магистраль довольно легко — необходимо извлечь нагнетательный поршень, отверстие в котором будет установлен шарик и будет соединять заборный канал.
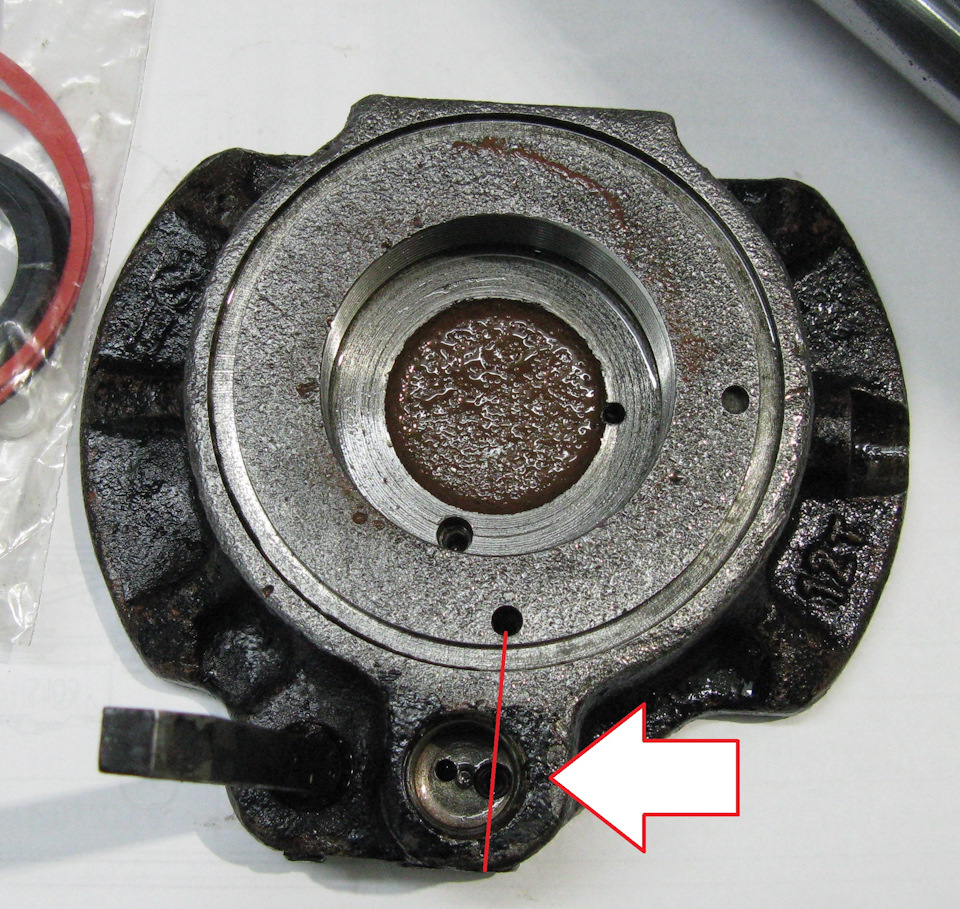
Далее сверлим резьбу. Под заваренной заглушкой установлен шарик, который удерживает фильтр в дократе. Я об этом узнал только когда три раза заточил сверло и заметил, что там оказывается есть шарик.

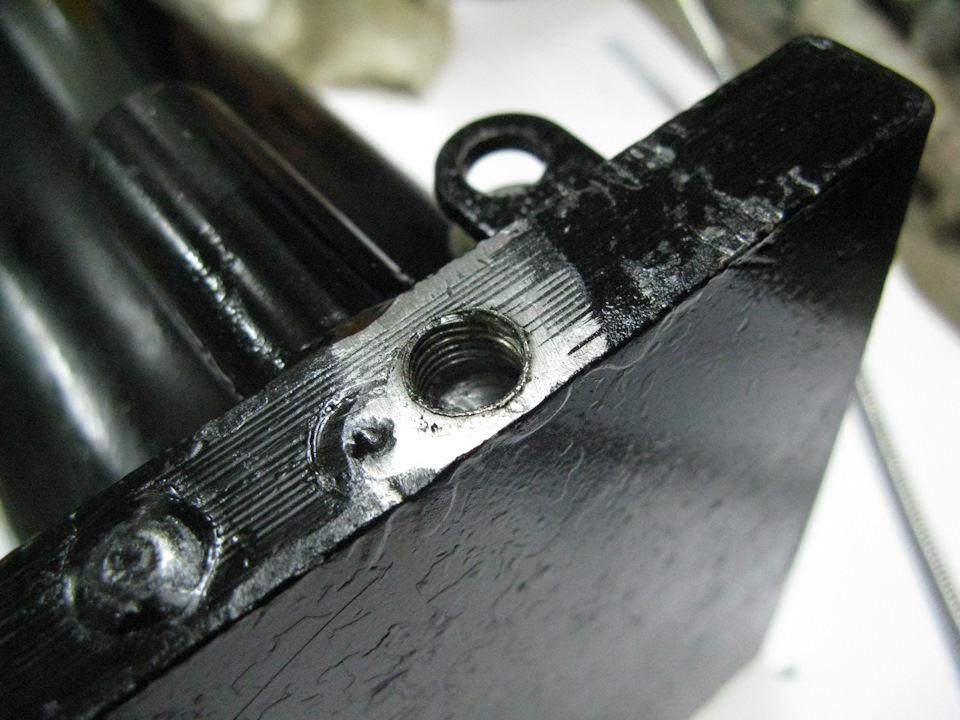
Далее вкручиваем штуцер, подсоединяем трубку с расширительным бачком, кладём домкрат на бок, полностью выдвигаем шток и заполняем домкрат до краёв маслом, затем вдавливаем шток — вуаля и весь воздух полностью вышел из системы.

Теперь домкрат работает вверх ногами. Но радовался я не долго, через какое-то время при нагрузке домкрат стал пропускать масло по уплотнителю штока. Пришлось разбирать и ужасаться мусору внутри нового домкрата, который с переворотом успешно упал на манжету и поцарапал её.
Поэтому в заборное отверстие лучше установить фильтр из металлической губки, т.к. родной фильтр без удерживающего шарика выплывал в соединительную трубку и, естественно, не работал.

Также к недостаткам это домкрата стоит отнести то, что шток в полностью выдвинутом состоянии качается из стороны в сторону. Соответственно при нагрузке перекашивается. Уже разобрав домкрат оказалось что в верхней части у него установлено только два тонких пластиковых кольца, отвечающих за боковые перемещения, чего очень мало.


Поэтому теперь пришлось восстанавливать советский домкрат и найти нужный ремкомплект:
Ремкомплект домкрата 12т УЛИГ.12.3913300 — 9р (
4$)
И принялся я его раскручивать. Ох это ещё та задача. Осилил его гаечку только с помощью двухметровой трубы и большого газового ключа.



Доработки по советскому домкрату полностью схожи тому, что я описал выше, только штуцер на этот раз установил вместо пробки для заправки домкрата, резьба оказалась полностью одинаковой. Но так как домкрат разобрал, то на всякий случай установил в заборное отверстие резервуара маленькую трубочку, чтобы попавший воздух никак не мешал при работе.

На этом доработки домкрата закончились.
Осталось закрепить его на верхней перекладине пресса. Крепил домкрат к пластине 10мм, просверлив во фланцах отверстия под болты. Саму пластину крепил к прессу через съёмные уголки. При таком виде конструкции можно весь узел с домкратом перемещать влево вправо по рабочей зоне.
В качестве возврата штока в исходное положение использовал пружины — одна пара пружин внешним диаметром 30мм. внутри них пара пружин диаметром 20мм.
Кстати, чем более жидкое масло будет залито в домкрат, тем легче он будет возвращаться в исходное положение. Масло в домкрат я заливал ATF для гидроусилителей, т.к. инструментальное масло продаётся канистрами по 20л, но стоит при этом довольно дёшево.

Теперь красим пресс и наслаждаемся результатом.
Самодельный пневматический пресс для столярной мастерской.

Учитывая довольно приличную стоимость гидравлических, пневматических и вакуумных прессов, любая столярная мастерская на начальном этапе развития реализует свои оригинальные технологические решения с самоделками и самопалами. Некоторые довольно удачные, некоторые оказываются ошибкой. Об одном из таких решений данная маленькая статейка.
В одной из столярных мастерских, в которой работаю и на момент написания статьи, столкнулся вот с таким прессом.


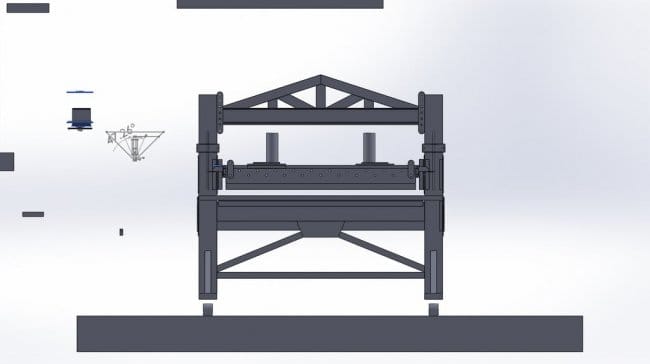
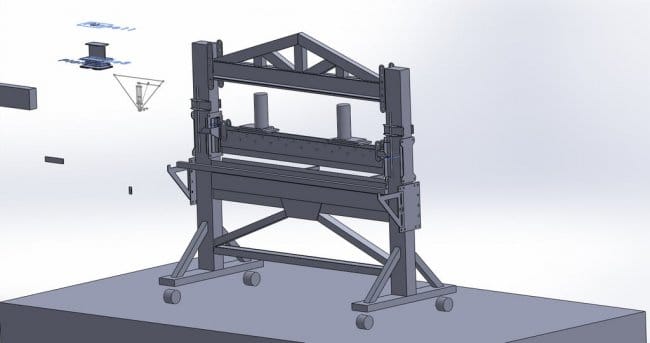
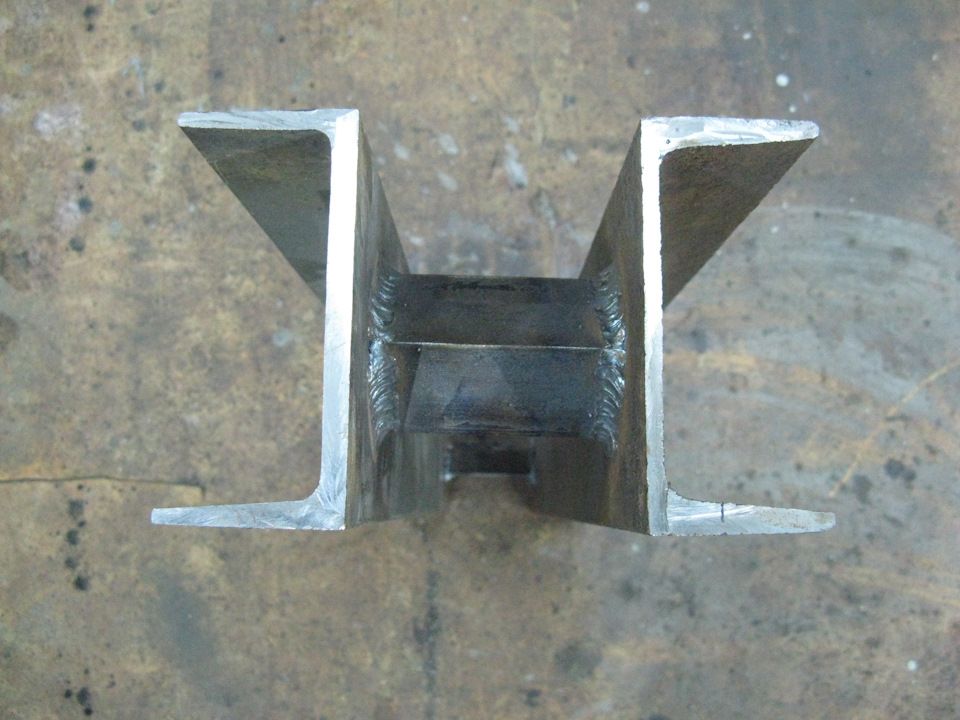
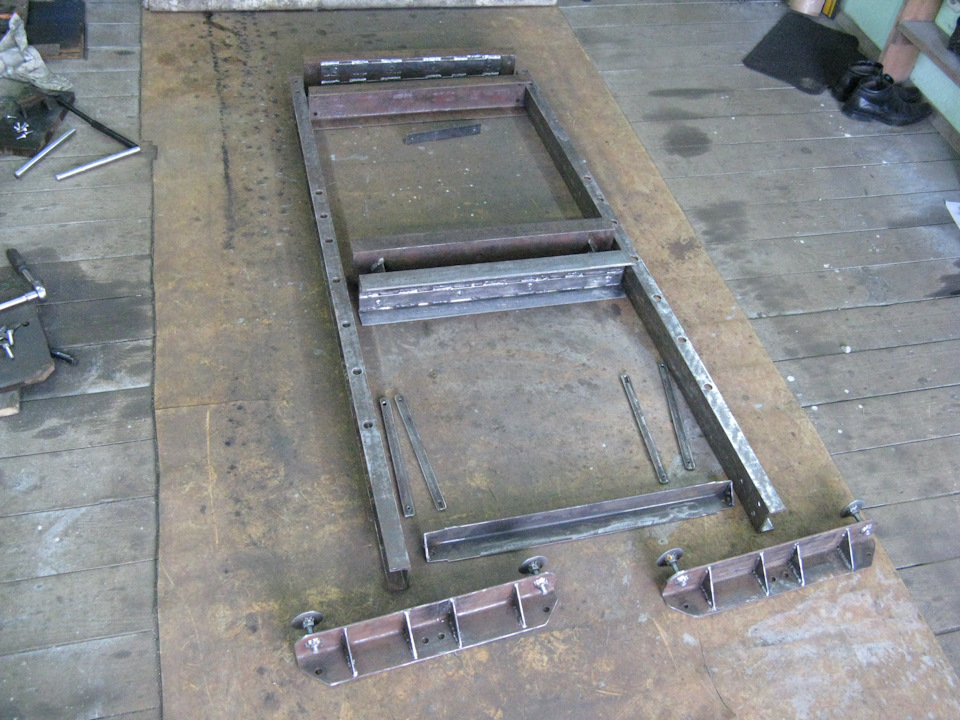
Данная конструкция,общих габаритов 1500х3000мм представляет из себя сварной каркас, состоящий из четырех прямоугольных «колец», двух «плит», между которыми обжимается заготовка и пары рельс, дающих возможность выдвигать нижнюю плиту, для удобства закладывания заготовок.
Рабочая ширина прессования 1200мм. с небольшим запасом и длина 2600мм. с возможностью подложить какой либо длинный плитный материал сверху и снизу заготовок и прессовать до 2800-2900мм. дожимая высовывающиеся края струбцинами.
Плиты изготовлены из фанеры. Иными словами это ни что иное как просто фанерные короба, усиленные изнутри ребрами жесткости из той же фанеры. Короба довольно прочные и ровные, но при давлении легко деформируются.

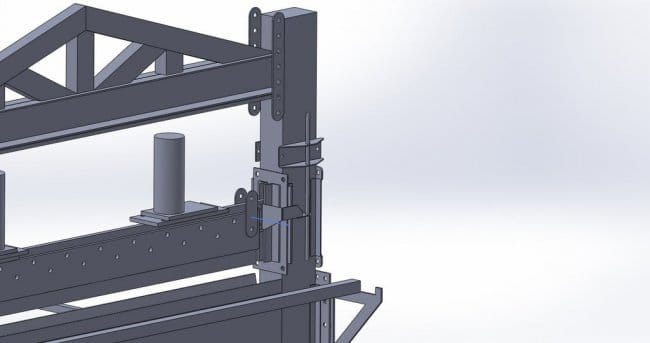
 Вы наверное обратили внимание на винт, который фиксирует верхнюю плиту. Он служит только для того, чтобы притянуть плиту к верхней части сварного каркаса — создать ровный «потолок». Таких винтов четыре и регулируются они торцевым ключом сверху.
Вы наверное обратили внимание на винт, который фиксирует верхнюю плиту. Он служит только для того, чтобы притянуть плиту к верхней части сварного каркаса — создать ровный «потолок». Таких винтов четыре и регулируются они торцевым ключом сверху.
 Между верхней плитой и внутренней горизонтальной плоскостью сварного каркаса — короба из фанеры, тоже имеющие ребра жесткости изнутри. Они служат ограничителями рабочей высоты прессования. говоря простым языком — это прокладки. Чем тоньше прокладка, тем больше возможная толщина прессуемых заготовок. Винты плотно прижимают фанерный короб к прокладкам и дают возможность выравнивать кривизну верхней плиты дополнительными подкладками (полоски МДФ и ДСП на прокладках).
Между верхней плитой и внутренней горизонтальной плоскостью сварного каркаса — короба из фанеры, тоже имеющие ребра жесткости изнутри. Они служат ограничителями рабочей высоты прессования. говоря простым языком — это прокладки. Чем тоньше прокладка, тем больше возможная толщина прессуемых заготовок. Винты плотно прижимают фанерный короб к прокладкам и дают возможность выравнивать кривизну верхней плиты дополнительными подкладками (полоски МДФ и ДСП на прокладках).
Эта система позволяет ослабить винты, выставить необходимую толщину прессования, выровнять плоскость верхней плиты и зажать, создавая прочную ровную поверхность. Подобную трудоемкую процедуру совершают довольно редко, обычно рабочей высоты подъема нижней плиты (60-65мм.) хватает для решения большинства задач — фанерования шпоном заготовок толщиной от 2-3мм. до 40-50мм. или для склейки заготовок суммарной толщиной не превышающей 50мм. Разницу в толщине обычно компенсируют 2-3 листами плитного материала, просто положенных на нижнюю плиту пресса.

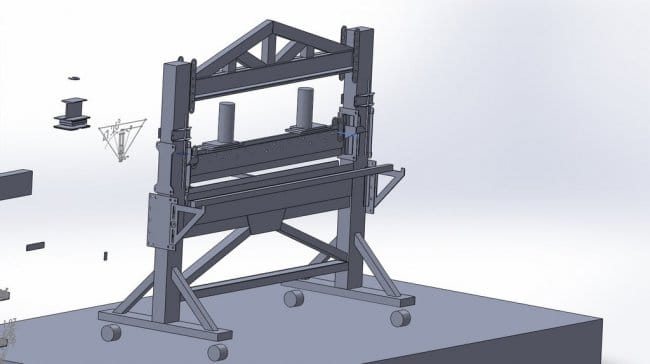
 Подъем нижней плиты осуществляется следующим образом. Под плитой, которая задвигается в каркас по рельсам расположены два сварных обруча. Каждый сварной обруч, в свою очередь состоит из верхнего и нижнего кольца, содержащего внутри простую камеру от колеса автомобиля. Нижняя часть (кольцо) имеет ребра жесткости и приварено к основанию каркаса пресса. Верхняя часть (кольцо) приварено к металлическому листу квадратной формы и зашито фанерой. Верхнее кольцо находится в свободном движении, то есть если мы включим пресс убрав нижнюю плиту, их просто выдавит наверх автомобильная камера.
Подъем нижней плиты осуществляется следующим образом. Под плитой, которая задвигается в каркас по рельсам расположены два сварных обруча. Каждый сварной обруч, в свою очередь состоит из верхнего и нижнего кольца, содержащего внутри простую камеру от колеса автомобиля. Нижняя часть (кольцо) имеет ребра жесткости и приварено к основанию каркаса пресса. Верхняя часть (кольцо) приварено к металлическому листу квадратной формы и зашито фанерой. Верхнее кольцо находится в свободном движении, то есть если мы включим пресс убрав нижнюю плиту, их просто выдавит наверх автомобильная камера.
 К автомобильным камерам подведен шланг, пара ручек, перекрывающих доступ воздуха и датчик давления. Каждая из ручек перекрывает доступ к отдельной камере, но насколько понял, необходимости в этом нет, можно установить и одну ручку — система все равно работает от одного шланга и надуваются обе камеры синхронно.
К автомобильным камерам подведен шланг, пара ручек, перекрывающих доступ воздуха и датчик давления. Каждая из ручек перекрывает доступ к отдельной камере, но насколько понял, необходимости в этом нет, можно установить и одну ручку — система все равно работает от одного шланга и надуваются обе камеры синхронно.
Возможно Михаил — человек который проектировал и изготовлял пресс, допускал возможность перекоса и заклинивания конструкции… если вспомню, при встрече обязательно поинтересуюсь.
Вот так на вскидку не скажу в цифрах давление на 1 сантиметр квадратный, но ориентируясь на датчик давления прессуем обычно до цифры 1 — как правило даже на 0,8. Этого вполне хватает для фанерования заготовок шпоном 0,6мм. При избыточном давлении, свыше данного показателя пресс начинает выгибать. Сварной каркас лишенный продольных направляющих снизу и сверху начинает немного стягивать края. При ослаблении давления пресс принимает свою обычную форму, без видимых последствий, но если прессовать не очень внимательно — пару заготовок загубить можно легко. Надуваются камеры простым компрессором.
У конструкции есть недостатки и их не мало, одним из которых является и выступающие за пределы каркаса рельсы… но все решаемо и на основе этого пресса, основательно продумав конструкцию можно своими силами сделать превосходный пресс. В целом, если усилить каркас продольными направляющими, уменьшить ширину и убрав рельсы (просто заменив переднюю пару металлических колес обычными) — мы получим вполне удобную, надежную и доступную по стоимости конструкцию, которая позволит небогатому читателю заработать на пресс промышленный. Ну а состоятельного читателя эта статья едва ли заинтересует )).
Ну все, надеюсь было интересно. До новых встреч.
Как сделать пресс для сока своими руками
Сок из ягод и фруктов – основа виноделия. Получают его разными способами: ручным, соковыжималкой или прессами.
Ручной отжим большого количества мезги тяжел и неэффективен. Бытовые электрические соковыжималки не выдержат многочасовую нагрузку. Прессы же справляются с большими объемами на ура и сохраняют все полезные свойства сока.
- 1. Принцип работы пресса
- 2. Инструкция по изготовлению пресса своими руками
- 3. Плюсы и минусы самодельного пресса
- 4. Итог
Пресс для отжима сока можно купить в магазине или сделать самому. В этой статье соорудим его своими руками, разберем преимущества и недостатки домашних прессов перед покупными.
Принцип работы пресса, виды конструкций
В корзину пресса кладут мезгу из фруктов или ягод. Под ней стоит поддон для сбора сока с отверстием для стекания в тару. На мезгу начинают давить поршнем, под давлением выходит сок.
Пресс не измельчает косточки, не нагревает мезгу во время отжима — это особенно ценят виноделы.
Виды прессов
Механический винтовой
Сверху рамы прорезается отверстие, в которое вставляется винтовой поршень. К поршню снизу прикрепляется крышка, а сверху ручка в виде перекладины. Сдавливание происходит, когда человек закручивает винт, а крышка начинает давить на мезгу. Простой, дешевый вид пресса для создания или покупки, но с небольшой производительностью. Требует физических усилий.
Гидравлический.
Вместо винтового поршня используют домкрат. Он ставится между крышкой и рамой. Производительность сока с такими прессами лучше механического, так как сила давления больше и требует минимального применения силы. Дороже из-за затрат на домкрат. Бывает механический или электрический.
Пневмопрессы.
Давление в таких прессах идет за счет давления воздуха. Используют тот же домкрат, но пневматической конструкции. Может быть как механический, так и электрический.
Также бывают смешанные варианты. В домашних условиях делают винтовые или гидравлические прессы для сока. Преимущества за конструкцией с домкратом, поэтому сделаем ее своими руками.
Делаем пресс для отжима сока своими руками
Необходимые инструменты:
- пила;
- болты, гайки, саморезы;
- шуруповерт;
- сварочный аппарат;
- шлифовальная машина;
- болгарка;
- гаечный ключ;
- молоток;
- деревянные бруски,доски, отрезы;
- металлические пластины, балки для рамы и поддон.
Конструкция:
- рама;
- емкость для закладывания жмыха;
- поддон;
- домкрат;
- поршень;
- брусочки для регулирования высоты домкрата.
Важно! Все материалы должны подходить для пищевых продуктов. Порода дерева не должна быть смолистой. Варианты – дуб, береза, бук. Металлы – пищевые, нержавеющие. Это касается всех составляющих – от шурупов до поддона.
Подбор материалов для создания пресса очень важен, потому что он может отразиться как на качестве самого пресса, так и на вкусе сока!
Этапы создания
Начать создание пресса стоит с основы – емкости для продукта. Под ее размеры мы будем делать раму и остальные части конструкции. Вариантов несколько: можете сами рассчитать необходимый размер корпуса, а можете ориентироваться на какой-нибудь бак, если таковой имеется. Размеры могут отличаться, смотрите по тому, сколько ягод и фруктов в среднем вы хотите перерабатывать в сок.
Проще ориентироваться на бак (большая прямая кастрюля, бочка, перегонный куб) – по нему вы можете замерить высоту корпуса, следить за количеством реек во время распила дерева.
- Приступим к изготовлению реек. Они должны быть одной длины, ширины, высоты. Толщина реек — не менее 0.5 см, ширина 3-5 см для прочности конструкции. Распилите необходимое вам количество. На бочонок нужно от 20 до 50 реек в зависимости от размера.
- Зашлифуйте рейки, сгладьте углы. Сглаживание необходимо для предотвращения разрыва мешка с продуктом об острые углы. Как плюс — будет аккуратнее выглядеть.
- Из гибкой металлической пластины вырезаются полоски по длине чуть больше окружности корпуса. Нужно учесть их длину с учетом зазоров между рейками и креплением. Зазоры делаем с расстоянием 0,8-1 см. Возьмем 2 полоски шириной 5 см, толщиной до 0,5 см.
- Сверху и снизу каждой рейки размечаем отступы по 6 см, это понадобится для сборки корпуса. Соединяем пластины с рейками саморезами в местах отступа. Отгибаем оставшуюся длину пластины с обеих сторон до угла 90 градусов. Делаем в них отверстия, скрепляем винтом с гайкой. Получаем круглую емкость для закладывания мезги.
2. Крышка-поршень.
Из слитного массива дерева вырезаем круг диаметром на 1-2 см меньше размера емкости для мезги. Шлифуем, полируем. Толщина крышки должна быть не менее 1-1,5 см. Если слитного массива нет – можно скрепить несколько реек в два ряда между собой и вырезать из них круг, тоже зашлифовать.
По желанию сделайте ручки по бокам крышки.
Поддон может быть уже готовым – это посуда из стали высотой стенок 7-10 см. Она должна быть больше по ширине, чем емкость. В поддоне проделываем отверстие сбоку для слива.
Исходим из высоты емкости и ширины поддона. Рама должна быть выше, чем емкость, и чуть шире поддона. Верхняя упорная балка будет широкой, чтобы помещался удлинительный винт домкрата.
Рассчитываем размеры рамы, распиливаем металлические балки до нужной длинны. Свариваем из балок прямоугольник. В низу рамы перпендикулярно привариваем еще несколько балок для устойчивости. Получается крестовина, как на картинке.
По желанию можете сделать брызгогаситель для сока из листа фанеры или же отпилив дно у металлической емкости размером большей корпуса корзины.
Пресс готов. На создание потребовалось 3 дня. Ставите поддон в раму, на поддон корзину. Сверху поршень, бруски по ходу отжима и домкрат. При работе домкратом получаете сок.
Преимущества и недостатки самодельного пресса
Начнем с хорошего: вы сделаете пресс своими руками, подберете размер и конструкцию, удобную лично для вас. А если дома оказались все нужные инструменты, дерево и нержавейка – выйдет такой пресс дешевле покупного. Можно похвастаться перед друзьями и семьей талантом.
Но посмотрим с другой стороны: вы впервые решили сделать вещь своими руками и выбрали пресс. Инструментов нет, материалы и домкрат нужно покупать, а для пищевых продуктов дерево и металл дороже. Без опыта будет трудно получить ровные детали, сварку.
Из-за неправильной конструкции отжим будет слабым, вы впустую убьете силы, время и деньги.
Новичкам советую начать с чего-то попроще, а при сильной нужде купить пресс в магазине. Только выбирайте модели из нержавеющей стали. К примеру, такой, даже домкрат в комплект идет.
Сделать качественный пресс для отжима сока в домашних условиях возможно. Подбор материала и умелые руки дадут прослужить ему десятки лет. Но за неимением материалов опыта задумайтесь о покупке пресса в магазине – сэкономите деньги и время. Лучше потратьте их на производство этого самого сока и создание вина или других напитков.
Пневматический пресс своими руками: делаем пневмопресс из газлифта офисного кресла
Для выполнения многих работ в условиях производственных и домашних мастерских очень удобно использовать пресс пневматического типа, который, развивая достаточное усилие, значительно облегчает процесс проведения многих технических процедур. В частности, применяя такое оборудование, можно выполнять гибку изделий из металла, осуществлять высечные технологические операции и безударную клепку, использовать усилие, которое создает такой пресс, для склеивания изделий из древесины и горячего тиснения. Очень удобно, что изготовить простейший, но достаточно эффективный пресс пневматического типа можно своими руками, причем для этого не потребуются дорогостоящие расходные материалы и специальное оборудование.
Самодельный пневмопресс из газового поршня офисного кресла
Подготовка комплектующих
Прежде чем приступать к самостоятельному изготовлению пресса пневматического типа, следует разобраться в принципе его работы. Если гидравлические прессы приводятся в действие благодаря гидронасосу, то в прессовом оборудовании пневматического типа для этих целей используется устройство, вырабатывающее сжатый воздух. В качестве такого устройства может использоваться компрессор или воздушный насос. Сжатый воздух определенного давления подается в пневмоцилиндр или в мембранно-пружинный пневмопривод, на выходном штоке которых и создается требуемое давление.

Устройство газлифта офисного кресла позволяет использовать его в качестве пневматического толкателя
Следует иметь в виду, что пневматические прессы, если сравнивать их с гидравлическими, создают меньшее давление, но во многих случаях его бывает достаточно для выполнения определенных технологических операций.
Итак, для того чтобы сделать простейший пневмопресс, нужно подготовить:
- пневматический амортизатор (такие амортизаторы устанавливаются на офисные и компьютерные кресла);
- воздушный насос или небольшой компрессор;
- резьбовой штуцер диаметром 3 мм;
- соединительный шланг.

Для легкого снятия газлифта с крестовины нанесите проникающую смазку, удалите фиксирующую шпонку и аккуратно выбейте деталь из конусного соединения
Процесс изготовления
Сам процесс изготовления пресса, основой которого будет служить пневматический амортизатор от кресла, осуществляется по следующему алгоритму.
- На боковой части пневматического амортизатора от кресла, используя маркер, отмечают место, на котором будет установлен резьбовой штуцер.
- На отмеченном месте выполняют отверстие соответствующего диаметра, в котором нарезают резьбу для установки штуцера.
- Штуцер вкручивают в подготовленное отверстие, для чего лучше использовать уплотнительную ленту.
- На верхнюю часть штуцера надевают шланг, для более надежной фиксации которого лучше использовать хомут соответствующего размера.
- Второй конец шланга соединяют с выходным штуцером воздушного насоса или компрессора и также фиксируют при помощи хомута.

Разметка места установки штуцера

Теперь, когда пневмопресс полностью собран, можно испытать его в работе, для чего достаточно включить воздушный насос или компрессор. После того как воздух из подающего его устройства начнет поступать во внутреннюю часть пневматического амортизатора, выходной шток должен начать двигаться. Если такое движение происходит, то это свидетельствует о правильности выполненных действий.
Проверка работоспособности механизма
Чтобы сделать пресс пневматический настольный более удобным и эффективным в использовании, на рабочем конце его штока можно зафиксировать металлический круг небольшого диаметра, который, воздействуя на обрабатываемое изделие, будет создавать давление на большей площади.
Пресс предложенной выше конструкции при необходимости несложно доработать. В таком же виде его можно использовать для выполнения простейших операций по гибке и высечке. При желании полученную конструкцию можно зафиксировать на основании самого пневматического кресла, где для него уже есть посадочные отверстия. Поступив таким образом, вы получите более удобное в использовании устройство, установленное на надежном основании.
Как сделать функциональный пневматический пресс
Как уже говорилось выше, прессы пневматического типа можно использовать для выполнения горячего тиснения, а также для фанерования шпоном любых древесных материалов (натуральный массив, ДСП, МДФ и др.). Однако для решения таких задач применяется не обычный, а горячий пневматический пресс, который также можно изготовить своими руками. Основное отличие данного пресса от устройства обычного типа заключается в том, что его рабочий орган, который оказывает давление на обрабатываемое изделие, должен нагреваться до определенной температуры.

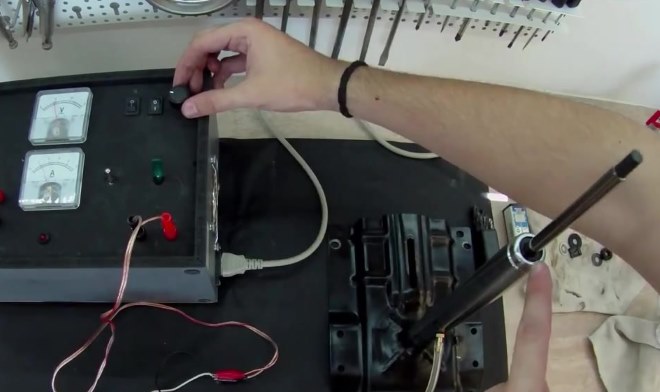
Нагрев будет производится с помощью ТЭН-ов
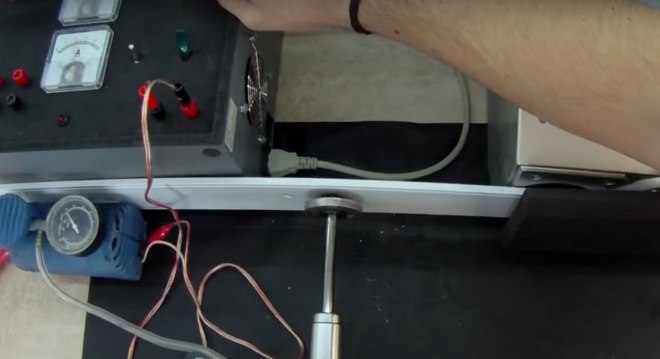
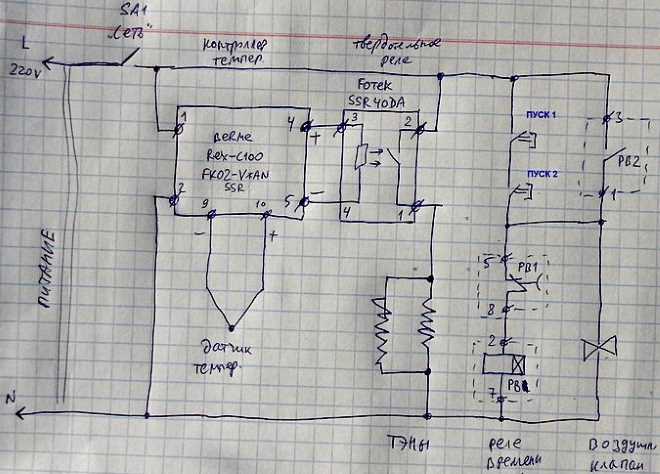
Для того чтобы обеспечить нагрев рабочего органа пневматического пресса, в последний необходимо встроить электрические ТЭНы, а сам рабочий орган для обеспечения лучшей теплопроводности изготовить из алюминия. Конструкция пресса пневматического горячего типа обязательно дополняется электрической схемой, состоящей из двух независимых частей:
- электронного блока, который отвечает за включение и нагрев электрических ТЭНов (основным элементом такого блока является контроллер температуры, позволяющий поддерживать ее с точностью до половины градуса);
- блока, который будет обеспечивать управление самим воздушным клапаном (благодаря наличию такого блока можно не только управлять процессом подвода рабочего органа к поверхности обрабатываемого изделия (а также отвода от нее), но и регулировать время выдержки пресса в сжатом состоянии).

Терморегулятор с выходом под твердотельное реле
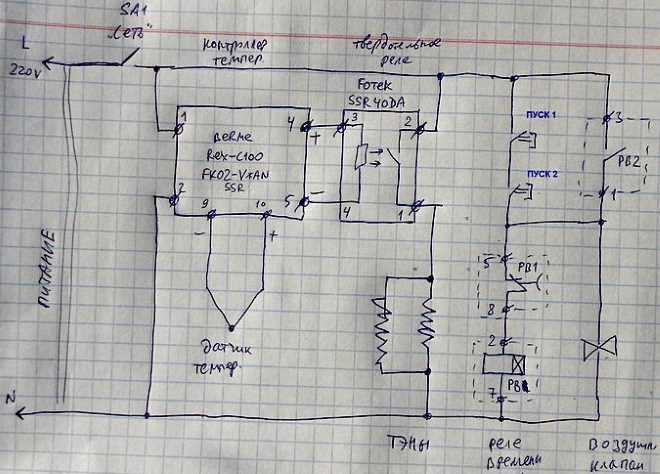
Электрическая схема пресса с нагревательными элементами
Используя такой пресс с различными рабочими насадками, можно решать многие практические задачи, к которым, в частности, относятся:
- выполнение горячего тиснения на изделиях из кожи (обувь, сумки и др.);
- горячая склейка элементов обуви;
- фанерование шпоном изделия из древесины;
- оформление обложек книг, изготовленных из кожи или кожзаменителя.
В заключении ещё один вариант пресса с подогревом для облицовки мебельных панелей, в котором используется элементы электрического теплого пола.