Полуавтоматическая сварка своими руками
Полуавтоматическая сварка своими руками
Сварочный полуавтомат 30А — 160А своими руками

Технические данные нашего сварочного аппарата — полуавтомата:
Напряжение питающей сети: 220 В
Потребляемая мощность: не более 3 кВа
Режим работы: повторно-кратковременный
Регулирование рабочего напряжения: ступенчатое от 19 В до 26 В
Скорость подачи сварочной проволоки: 0-7 м/мин
Диаметр проволоки: 0.8 мм
Величина сварочного тока: ПВ 40% — 160 А, ПВ 100% — 80 А
Предел регулирования сварочного тока: 30 А — 160 А
Всего с 2003 года было сделано шесть подобных аппаратов. Аппарат, представленный далее на фото, работает с 2003 года в автосервисе и ни разу не подвергался ремонту.
Содержание / Contents
- 1 Внешний вид сварочного полуавтомата
- 2 Схема и детали сварочника
- 3 Мотаем сварочный трансформатор
- 4 Будем мотать дроссель
- 5 Корпус и механика
- 6 Файлы
↑ Внешний вид сварочного полуавтомата

Вообще

Вид спереди

Вид сзади

Вид слева
↑ Схема и детали сварочника

В качестве выключателя питания и защиты применен однофазный автомат типа АЕ на 16А. SA1 — переключатель режимов сварки типа ПКУ-3-12-2037 на 5 положений.
Резисторы R3, R4 — ПЭВ-25, но их можно не ставить (у меня не стоят). Они предназначены для быстрой разрядки конденсаторов дросселя.
Теперь по конденсатору С7. В паре с дросселем он обеспечивает стабилизацию горения и поддержания дуги. Минимальная емкость его должна быть не менее 20000 мкф, оптимальная 30000 мкф. Были испробованы несколько типов конденсаторов с меньшими габаритами и большей емкостью, например CapXon, Misuda, но они себя проявили не надежно, выгорали.
Силовые тиристоры на 200А взяты с хорошим запасом. Можно поставить и на 160 А, но они будут работать на пределе, потребуется применение хороших радиаторов и вентиляторов. Примененные В200 стоят на не большой алюминиевой пластине.

Реле К1 типа РП21 на 24В, переменный резистор R10 проволочный типа ППБ.
При нажатии на горелке кнопки SB1 подается напряжение на схему управления. Срабатывает реле К1, тем самым через контакты К1-1 подается напряжение на электромагнитный клапан ЭМ1 подачи кислоты, и К1-2 — на схему питания двигателя протяжки проволоки, и К1-3 — на открытие силовых тиристоров.
Переключателем SA1 выставляют рабочее напряжение в диапазоне от 19 до 26 Вольт (с учетом добавки 3 витков на плечо до 30 Вольт). Резистором R10 регулируют подачу сварочной проволоки, меняют ток сварки от 30А до 160 А.
При настройке резистор R12 подбирают таким образом, чтобы при выкрученном R10 на минимум скорости двигатель все же продолжал вращаться, а не стоял.
При отпускании кнопки SB1 на горелке — реле отпускает, останавливается мотор и закрываются тиристоры, электромагнитный клапан за счет заряда конденсатора С2 еще продолжает оставаться открытым подавая кислоту в зону сварки.
При закрытии тиристоров исчезает напряжение дуги, но за счет дросселя и конденсаторов С7 напряжение снимается плавно, не давая сварочной проволоке прилипнуть в зоне сварки.
↑ Мотаем сварочный трансформатор
![]()
Начинаем намотку — первичка. Первичка содержит 164 + 15 + 15 + 15 + 15 витков. Между слоями делаем изоляцию из тонкой стеклоткани. Провод укладывать как можно плотнее, иначе не влезет, но у меня обычно с этим проблем не было. Я брал стеклоткань с останков всё того же дизель-генератора. Все, первичка готова.
Продолжаем мотать — вторичка. Берем алюминиевую шину в стеклянной изоляции размером 2,8×4,75 мм, (можно купить у обмотчиков). Нужно примерно 8 м, но лучше иметь небольшой запас. Начинаем мотать, укладывая как можно плотнее, мотаем 19 витков, далее делаем петлю под болт М6, и снова 19 витков, Начала и концы делаем по 30 см, для дальнейшего монтажа.
Тут небольшое отступление, лично мне для сварки крупных деталей при таком напряжении было маловато току, в процессе эксплуатации я перемотал вторичную обмотку, прибавив по 3 витка на плечо, итого у меня получилось 22+22.
Обмотка влезает впритык, поэтому если мотать аккуратно, все должно получиться.
Если на первичку брать эмальпровод, то потом обязательно пропитка лаком, я держал катушку в лаке 6 часов.
Собираем трансформатор, включаем в розетку и замеряем ток холостого хода около 0,5 А, напряжение на вторичке от 19 до 26 Вольт . Если все так, то трансформатор можно отложить в сторону, он пока нам больше не нужен.
Вместо ОСМ-1 для силового трансформатора можно взять 4шт ТС-270, правда там немного другие размеры, и я делал на нем только 1 сварочный аппарат, то данные для намотки уже не помню, но это можно посчитать.
↑ Будем мотать дроссель
Берем трансформатор ОСМ-0,4 (400Вт), берем эмальпровод диаметром не менее 1,5 мм (у меня 1,8). Мотаем 2 слоя с изоляцией между слоями, укладываем плотненько. Дальше берем алюминиевую шину 2,8×4,75 мм. и мотаем 24 витка, свободные концы шины делаем по 30 см. Собираем сердечник с зазором 1 мм (проложить кусочки текстолита).
Дроссель также можно намотать на железе от цветного лампового телевизора типа ТС-270. На него ставится только одна катушка.
У нас остался еще один трансформатор для питания схемы управления (я брал готовый). Он должен выдавать 24 вольта при токе около 6А.
↑ Корпус и механика
В подкатушечнике для создания тормозного усилия применена пружина, первая попавшаяся под руку. Тормозной эффект увеличивается сжиманием пружины (т. е. закручиванием гайки).



↑ Файлы
Камрад, рассмотри датагорские рекомендации
Полезные и проверенные железяки, можно брать
Куплено и опробовано читателями или в лаборатории редакции.
Сварочный полуавтомат своими руками
Сварка металлических изделий может выручить хорошего хозяина в любой момент. Поэтому сварочный аппарат можно считать незаменимой вещью в домашнем хозяйстве. С таким аппаратом можно выполнять мелкие ремонтные работы самостоятельно. Наиболее часто сварочные работы необходимы в сельской местности, где может появиться потребность в ремонте заграждений, постройке теплицы или создания любой другой металлической конструкции.
Покупка нового заводского полуавтомата может влететь в немалую копеечку, поэтому у каждого хозяина в какой-то момент возникает дилемма, что делать, покупать новый аппарат или сделать сварочный полуавтомат своими руками.
Наиболее просто своими руками сделать полуавтомат из инвертора. Если в хозяйстве есть обычный инвертор, сделать полуавтомат не составит особого труда, нужно всего лишь соблюдать инструкцию изготовления и приобрести несколько дополнительных деталей.

Но следует отметить, что для выполнения подобных работ нужно иметь базовые знания электротехники и простейших физических законов. При этом важно добросовестно подойти к изготовлению, собрать необходимый инструмент и не бросать начатое дело.
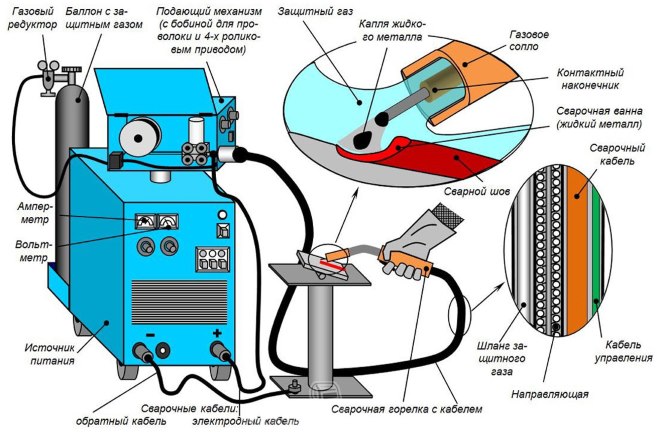
Устройство самодельного сварочного полуавтомата
Схема сварочного полуавтомата довольно проста, и мало чем отличается от обычного сварочного аппарата. Устройство сварочного полуавтомата отличается тем, что вместо классических электродов, которые необходимо менять в процессе роботы, используется присадочная проволока. Такая особенность заключается в том, что там установлен механизм подачи сварочной проволоки, который подает ее в свариваемую область постепенно и непрерывно. Это позволяет выполнять сварочные работы непрерывно, выполняя максимально ровный и равномерный шов.

Устройство сварочного полуавтомата
При этом сопротивление такого аппарата значительно ниже в сравнении с дуговой, поэтому можно выполнить ремонт сварочного полуавтомата своими руками без особых усилий и инструментов.
При подаче проволоки в зоне сварки образуется область расплавленного металла, который моментально соединяет поверхности, буквально склеивая их, образуя максимально качественный шов высокой прочности.
С помощью самодельного сварочного полуавтомата можно сваривать практическая все типы металлических изделий, в том числе нержавеющие стали и цветные металлы. Причем техника выполнения сварочных работ довольно проста и освоить ее легко самостоятельно с помощью обучающих материалов. Но также можно пройти специальные курсы, где вас обучат технике сварки, расскажут о специфике и малейших особенностях использования полуавтомата. Посещая курсы, научиться сварочному делу может даже новичок, никогда не имеющий дело со сварочными аппаратами любого дела.
Грубо говоря, сварочный полуавтомат состоит из трех частей, электрической, ответственной за подачу тока, проволочный механизм, отвечающий за подачу присадочной проволоки, а также горелки, необходимой для создания газовой среды с помощью специального сопла.
Газовая среда необходима для создания защитного инертного облака, которое препятствует окислению расплавленного металла. Для этих целей чаще всего используют углекислый газ. Газовый баллон подключается к аппарату через входной штуцер.

Схема сварочного полуавтомата
В некоторых случаях использование баллона не обязательно, так как можно применять присадочную проволоку со специальным покрытием, которое создает самозащитную среду. Простота использования и отсутствие необходимости в применении баллона сделало полуавтомат с такой проволокой особо популярным среди домашних умельцев.
Принцип работы аппарата довольно простой, от электросети подается переменный ток, который преобразовывается в постоянный. Такую функцию выполняет специальный модуль в совокупности с трансформатором и выпрямителями.
При выполнении сварочных работ важно наблюдать за сохранением баланса силы тока, напряжения и скорости подачи присадочной проволоки. Изменение баланса в любую из сторон может привести к получению некачественного шва. Для сохранения баланса в подобных случаях используют источник питания жесткой вольт-амперной характеристики. Это позволяет в зависимости от скорости подачи присадочной проволоки регулировать напряжение и силу подаваемого тока, что позволяет добиться наиболее качественного соединения.
Необходимые инструменты и материалы
Чтобы изготовить полуавтомат из инвертора нужно подготовить следующее оборудование:
- Инвертор. При выборе этого комплектующего важно обратить внимание на такой показатель как сила формированного тока. Важно чтобы его уровень не был менее 150А.
- Механизм подачи проволоки для полуавтомата. Именно он будет отвечать за непрерывную подачу присадочной проволоки, которая должна ложиться равномерно, без рывков и замедлений.
- Горелка. Это комплектующее отвечает за плавление присадочной проволоки.
- Подающий шланг. Через этот шланг будет происходить подача присадочной проволоки к рабочей области.
- Газовый шланг. Необходимый для подачи защитного газа, обычно углекислого, в сварочную область для защиты шва от окисления.
- Катушка. На катушке должна располагаться присадочная проволока, с которой она должна подаваться без задержек.
- Электронный блок. Необходим для управления работой полуавтомата, с его помощью регулируется сила подачи тока, напряжение и скорость выполнения работы.
Большинство комплектующих можно найти высокого качества без особых усилий и использовать их без значительных изменений. Но особое внимание стоит уделить механизму подачи. Для того что сварочные работы соответствовали всем требованиям, подача проволоки через гибкий подающий шланг должна проводиться в соответствии со скоростью ее плавления.
Учитывая тот факт, что полуавтомат можно использовать для скрепления различных металлов, скорость сварки и тип присадочной проволоки может значительно варьироваться. Именно поэтому очень важно иметь возможность регулировки скорости работы подающего механизма.
Выбор проволоки зависит от целей выполнения сварочных работ и обрабатываемого металла. Присадочная проволока отличатся не только в зависимости от материала, но и от диаметра. Обычно можно найти проволоку диаметром 0,8, 1, 1,2, и 1,6 мм. Соответствующую проволоку нужно предварительно намотать на катушку. От качества выполнения этой подготовительной роботы напрямую зависит качество готового шва.
Затем катушка крепится с помощью специального крепления или самодельной конструкции к аппарату. Во время выполнения работ проволока автоматически разматывается и подается в рабочую область. Это позволяет значительно упростить и ускорить процесс соединения металлических элементов с помощью сварки, делая ее более эффективной и простой для новичков.

Изготовление сварочного полуавтомата
Блок управления состоит из микроконтроллера, необходимого для стабилизации тока. Следует отметить, что именно этот составной элемент отвечает за возможность регулировки тока во время выполнения работ.
Создание полуавтомата из сварочного инвертора
Перед использованием инвертора в качестве основы для сварочного полуавтомата нужно произвести некоторые манипуляции с его составным трансформатором. Его нужно переделать, причем переделка инвертора в полуавтомат не требует особых знаний и усилий, ее легко произвести, соблюдая лишь некоторые правила.
Все, что нужно сделать, это нанести на него дополнительный слой, который должен состоять из медной полосы и термобумаге. Отметим, что ни в коем случае для этих целей нельзя применять обычную медную проволоку, так как она в процессе работы может перегреться и вывести из строя весь аппарат.
Небольшие манипуляции также нужно провести с вторичной обмоткой. Согласно инструкции нужно нанести три слоя жести, изолированную фторопластовой лентой. Концы имеющей и нанесенной обмотки следует спаять. Такая простая манипуляция позволит значительно увеличить проводимость токов.
Очень важно чтобы инвертор был оснащен вентилятором, необходимым для охлаждения аппарата и предотвращения перегрева.
Механизм подачи проволоки
Механизм подачи проволоки для полуавтомата можно приобрести практически в каждом магазине электротехники. Но его также можно произвести самостоятельно из подручных средств. Специалисты рекомендуют для этих целей найти двигатели от автомобильных дворников, пару подходящих пластин, подшипников и ролик диаметром 2,5 см, который необходимо установить на вал двигателя. На пластины в свою очередь устанавливаются подшипники. Полученная конструкция прижимается к ролику с помощью пружины.

Схема регулятора подачи проволоки для сварочного полуавтомата
Намотанная на ролик проволока протягивается между подшипником и роликом. Все комплектующие крепятся на пластине, толщина которой не должна быть менее 1 см, изготовленную из прочного пластика. Вывод проволоки должен совпадать с местом крепления подающего шланга.
Подготовка трансформатора
Подготовка трансформатора состоит из создания дополнительной обмотки, установки необходимых комплектующих и тестового подключения к сети. Собранный сварочный аппарат должен нормально функционировать, не перегреваться после подключения к сети и что очень важно, полноценно откликаться на регулировку тока.
Также очень важно проверить изоляцию и нанести дополнительную при выявлении проблем. Затем проверить работу подающего механизма, скорость и равномерность подачи проволоки.
После подготовки и проверке рабочих узлов можно перейти к выполнению работ.
Источник питания
Питанием для полуавтоматической сварки может служить различный источник, например, ранее упомянутый инвертор, выпрямитель и трансформатор. Электрический ток поступает к сварочному аппарату из трехфазной сети. Рекомендуется при изготовлении самодельного аппарата использовать инвертор.
При соблюдении соответствующих рекомендаций и выборе качественных комплектующих можно получить качественный аппарат, сделанный своими руками, который будет служить в хозяйстве не один год и станет настоящим помощник при выполнении мелкого домашнего ремонта.
Как сделать сварочный полуавтомат своими руками?
Время чтения: 9 минут
Современный полуавтомат — это универсальный помощник и в быту, и в гараже, и на производстве. Полуавтоматическая сварка подходит как для сварки любительской, так и для профессиональных работ. С помощью полуавтомата можно сварить любые металлы, в том числе разнородные. Но, не смотря на то, что полуавтоматы прочно вошли в нашу жизнь, появились они не так уж давно. В 20 веке их роль выполняли трансформаторы, они были мощными, но при этом громоздкими и тяжелыми.
Но с развитием технологий производители смогли разработать сварочный аппарат инверторного типа, на базе которого и стали появляться первые полуавтоматы. Полуавтоматы, по сравнению с трансформаторами, имеют меньший вес и габариты, при этом оснащены дополнительным функционалом и возможностью сварки с применением различных технологий (MMA, MIG/MAG, TIG).
Технологичность полуавтомата стала и плюсом и минусом одновременно: сварщики получили больше возможностей для работы, но при этом должны были заплатить цену в три раза большую. Это не всегда целесообразно, если вы домашний мастер и хотите использовать аппарат от случая к случаю. Ну, а поскольку полуавтоматы сделаны на базе инвертора, то можно самому сконструировать полуавтомат из сварочного аппарата инверторного типа. В этой статье мы расскажем, как сделать полуавтомат своими руками и что нужно учесть.

Устройство полуавтомата
Прежде чем вы приступите к сборке полуавтомата, важно четко осознавать его устройство и принцип работы. Говоря простыми словами, полуавтомат состоит из двух блоков: блок силовой (силовая часть) и блок подающий (подающий механизм). Давайте поговорим о них подробнее.
Вы уже наверняка знаете, что для сварки полуавтомат используется специальная присадочная проволока, которая играет роль электрода. Она является своеобразным проводником тока в зону сварки и позволяет сформировать шов. Если есть проволока, значит она должна как-то подаваться в зону сварки. Это, конечно, можно сделать вручную (в прямом смысле слова подавая пруток в сварочную ванну с помощью рук), но целесообразнее использовать специальный подающий механизм. Обычно он встроен внутрь полуавтомата, но у самодельных агрегатов он зачастую отдельно стоящий.

Блок силовой работает на базе инвертора, который выполняет роль источника тока. Он так же отдельно стоящий в случае с самодельным полуавтоматом.
Это основные компоненты. Помимо них вам понадобится горелка, шланг (он же сварочный рукав) , сопло и прочие элементы, необходимые для работы с газом.
Учтите, что ваш самодельный полуавтомат не будет отличаться компактностью. Особенно, если он будет состоять из двух отдельно стоящих частей. Это, конечно, минус по сравнению с заводскими моделями. Но вы можете собрать удобную тележку для перевозки самодельного аппарата, чтобы нивелировать этот недостаток. В этой статье мы рассказывали, как сделать тележку для полуавтомата. Вы можете модернизировать ее под габариты своего аппарата, снабдить более прочными колесами и усилить конструкцию для большей надежности.
Принцип работы
Чтобы понять принцип работы стандартного полуавтомата не нужно обладать глубокими знаниями в области физики и химии. Ведь принцип довольно прост и понятен даже для новичка.
Сварщик, начиная сварку, направляет горелку в сварочную зону. Одновременно с этим в полуавтоматическом режиме подается сварочная проволока (проволока заправляется в горелку, поэтому в процессе у вас будет занята всего одна рука, что очень удобно). Вместе с проволокой подается струя защитного газа. Между проволокой и заготовкой в смеси газов образовывается разряд, из-за чего металл плавится. Затем он смешивается с расплавленной проволокой, и сварщик может начать формировать шов. Технология проста и понятна, а для ее выполнения нужен лишь баллон с газом и проволока. Газ защищает сварочную зону от окисления, а проволока помогает формировать качественный шов.
Подбор расходных материалов
Поговорим немного о расходниках, которые мы упомянули выше. Подбирая проволоку необходимо обратить внимание на две характеристики: диаметр и состав. Диаметр проволоки должен быть равен толщине металла, который вы будете варить. А состав должен совпадать с составом того же металла.
Теперь о газе. Для сварки можно использовать различные газы, но наш самодельный аппарат будет рассчитан на сварку углекислотой. У вас будет возможность варить без газа, если вы замените обычную проволоку на порошковую. Порошковая проволока не полностью металлическая, ее сердцевина состоит из флюса. Флюс при плавлении проволоки высвобождается и образует пары, которые играют роль защиты от окисления. Но мы не рекомендуем использовать порошковую проволоку постоянно, поскольку она не обеспечивает качественное формирование швов. Эта технология скорее подходит для труднодоступной сварки, чем для повседневной работы.

Мы считаем, что оптимальный набор расходников при домашней сварке — это газовый баллон с углекислотой и обычная металлическая проволока, подобранная в соответствии с параметрами детали. Кстати, вам необязательно покупать огромные баллоны по 40 литров. В продаже есть баллоны по 10 литров и даже по 5 литров. Их можно положить в багажник машины и самому отвезти на дачный участок, не мучаясь с транспортировкой не заказывая баллон у сторонних компаний.
Далее мы расскажем, как собрать полуавтомат сварочный своими руками в домашних условиях и стоит ли вообще заниматься этим, или целесообразнее купить аппарат в магазине. Обо всем по порядку.
Полуавтомат своими руками
Ниже есть видео о том, как сделать сварочный полуавтомат своими руками. Автор приводит довольно подробное описание своего самодельного полуавтомата на базе инвертора для ММА-сварки.
Основа такого самодельного полуавтомата — это сварочный инвертор для ручной дуговой сварки. Подающий механизм автор собрал буквально из подручным материалов. При этом многие компоненты можно купить недорого в интернете и не заморачиваться с самостоятельным изготовлением. Тот же сварочный рукав для полуавтомата своими руками делать нецелесообразно, гораздо проще заказать его по невысокой цене.
Ниже схема полуавтоматической сварки и схема управления сварочным полуавтоматом.


Целесообразность изготовления
Некоторые могут задуматься, стоит ли вообще браться за такое кропотливое дело и собирать самодельный полуавтомат, когда можно купить в магазине и не тратить время. Это резонный вопрос. Предлагаем по порядку перечислить все причины, почему вам стоит сделать свой полуавтомат и в каких случаях это нецелесообразно.
Начнем с цены. Стоимость добротного полуавтомата, который прослужит вам ни один год — минимум 300-400$. И это не считая всех сопутствующих комплектующих, вроде горелки, газовых баллонов, проволоки и т.д. Готовы вы ли вы выложить крупную сумму за аппарат, который будете использовать не регулярно? На наш взгляд, сборка сварочного полуавтомата своими руками логичнее. Лучше потратьтесь на качественную горелку, хорошую маску и присадочный материал.

Экономия при изготовлении самодельного аппарата заключается в использовании недорого инвертора. Все, что вам от него нужно — это большая мощность, поскольку аппарат будет использоваться как «сердце» будущего полуавтомата. Для этих целей можно купить б/у инвертор за смешные деньги и уже переделать в полуавтомат.
Также самодельные сварочные аппараты полуавтоматы, схемы на которые лежат в открытом доступе на многих форумах, развивают ваши навыки в сборке и изготовлении самодельных электроприборов. Наверняка после полуавтомата вам захочется сделать что-то еще, поскольку этот процесс довольно интересный.
Причин, почему не стоит собирать самодельный сварочный аппарат полуавтоматического типа, несколько.
Первая — отсутствие гарантии. Покупая аппарат в магазине, вы получаете гарантийный талон, с помощью которого можете выполнить бесплатный ремонт своего полуавтомата в сервисном центре. Так вы экономите не только силы, но и время. Время — это вторая причина. У вас вряд ли получится собрать полуавтомат за один вечер. Придется как следует поработать над этим.
Последняя причина — это необходимость наличия знаний в области электротехники. Логично, что если вы не знаете основ электротехники, то просто не сможете собрать ни один электроприбор. С другой стороны, как обучиться этим знаниям, если не пробовать?
Вместо заключения
Самодельный сварочный полуавтомат — это хорошая замена заводскому аппарату в условиях домашней сварки. Он неприхотлив к хранению и эксплуатации, а его сборка стоит в разы дешевле. Собирая полуавтомат своими руками, вы точно знаете расположение всех компонентов и их наименования. Поскольку на руках у вас есть схема самодельного сварочного полуавтомата. Так что в случае необходимости можно довольно быстро, просто и недорого починить такой агрегат.
Конечно, не всегда сборка самодельного полуавтомата бывает целесообразной. Если вы планируете выполнять постоянные ремонтные работы, то логичнее купить заводской аппарат с гарантийным обслуживанием и полным функционалом. Ну а если вам просто нужно время от времени выполнять сварку, и при этом вы неплохо разбираетесь в электротехнике, то сборка самодельного полуавтомата может быть очень увлекательным и полезным занятием.
А вы когда-нибудь собирали полуавтомат в домашних условиях? Какие компоненты вы использовали? Согласны ли вы с автором видеоролика, рассказывающим о своем самодельном полуавтомате? Поделитесь опытом в комментариях ниже. Возможно, вы поможете начинающих умельцам в сборке недорого, но функционального полуавтомата. Желаем удачи в работе!
Полуавтомат из сварочного инвертора своими руками: схема, фото, видео
Сварочный полуавтомат – это функциональное устройство, которое можно приобрести готовым или сделать из инвертора своими руками. Следует отметить, что изготовление полуавтоматического аппарата из инверторного устройства – задача не из простых, но при желании ее можно решить. Тем, кто поставит перед собой такую цель, следует хорошо изучить принцип работы полуавтомата, посмотреть тематические фото и видео, подготовить все необходимое оборудование и комплектующие.
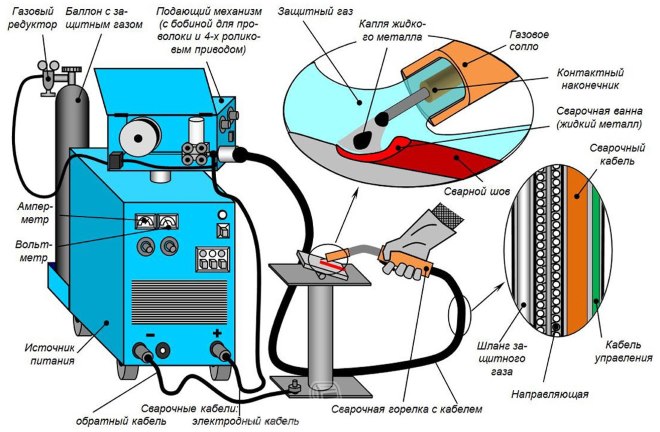
Схема полуавтоматической сварки в среде защитного газа
Что потребуется для переделки инвертора в полуавтомат
Чтобы переделать инвертор, изготовив из него функциональный сварочный полуавтомат, вы должны найти следующее оборудование и дополнительные комплектующие:
- инверторный аппарат, способный формировать сварочный ток силой 150 А;
- механизм, который будет отвечать за подачу сварочной проволоки;
- основной рабочий элемент – горелку;
- шланг, через который будет подаваться сварочная проволока;
- шланг для подачи защитного газа в зону выполнения сварки;
- катушку со сварочной проволокой (такую катушку необходимо будет подвергнуть некоторым переделкам);
- электронный блок, управляющий работой вашего самодельного полуавтомата.
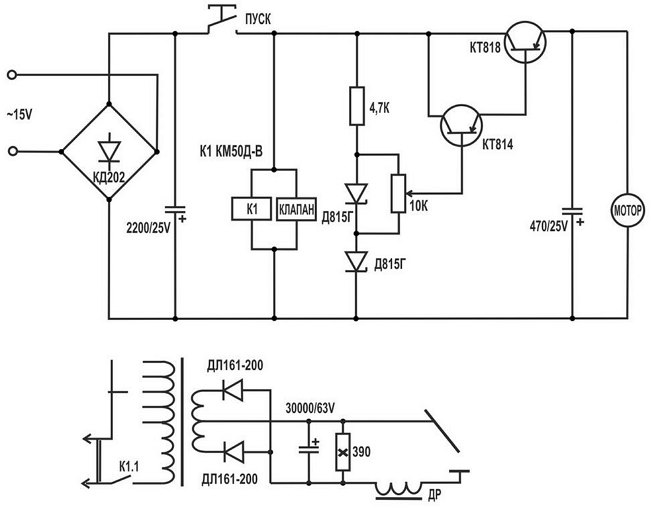
Электрическая схема самодельного полуавтомата
Отдельное внимание надо посвятить переделке подающего устройства, за счет которого в зону сварки подается сварочная проволока, передвигающаяся по гибкому шлангу. Чтобы сварной шов получался качественным, надежным и аккуратным, скорость подачи проволоки по гибкому шлангу должна соответствовать скорости ее расплавления.
Поскольку при сварке с использованием полуавтомата может применяться проволока из разных материалов и различного диаметра, скорость ее подачи должна регулироваться. Именно такую функцию – регулирование скорости подачи сварочной проволоки – как раз и должен выполнять подающий механизм полуавтомата.
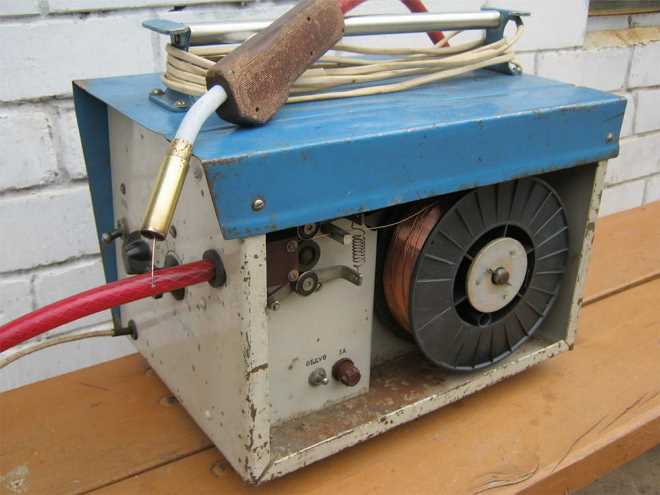
Внешний вид самодельного полуавтоматического сварочника
Самыми распространенными диаметрами проволоки, применяемой при сварке полуавтоматом, являются 0,8; 1; 1,2 и 1,6 мм. Проволоку перед выполнением сварки наматывают на специальные катушки, которые являются приставками полуавтоматических аппаратов, закрепляемыми на них при помощи несложных конструктивных элементов. В процессе выполнения сварки проволока подается автоматически, что значительно сокращает время, затрачиваемое на такую технологическую операцию, упрощает ее и делает более эффективной.
Основным элементом электронной схемы блока управления полуавтомата является микроконтроллер, который отвечает за регулирование и стабилизацию сварочного тока. Именно от данного элемента электронной схемы сварочного полуавтомата зависят параметры рабочего тока и возможность их регулирования.
Как переделать инверторный трансформатор
Для того чтобы инвертор можно было использовать для самодельного полуавтомата, его трансформатор необходимо подвергнуть некоторым переделкам. Выполнить такую переделку своими руками несложно, надо только придерживаться определенных правил.
Чтобы привести характеристики инверторного трансформатора в соответствие с теми, которые необходимы для полуавтомата, следует обмотать его медной полосой, на которую нанесена обмотка из термобумаги. Нужно иметь в виду, что для этих целей нельзя использовать обычный толстый провод, который будет сильно нагреваться.
![]()
Переделанный трансформатор инвертора
Вторичную обмотку инверторного трансформатора также необходимо переделать. Для этого надо сделать следующее: намотать обмотку, состоящую из трех слоев жести, каждый из которых необходимо изолировать при помощи фторопластовой ленты; концы уже имеющейся обмотки и сделанной своими руками спаять между собой, что позволит повысить проводимость токов.
Конструктивная схема инвертора, используемого для его включения в сварочный полуавтомат, должна обязательно предусматривать наличие вентилятора, который необходим для эффективного охлаждения устройства.
Настройка инвертора, используемого для полуавтоматической сварки
Если вы решили сделать своими руками сварочный полуавтомат, используя для этого инвертор, необходимо предварительно обесточить данное оборудование. Чтобы такое устройство не перегревалось, следует разместить его выпрямители (входной и выходной) и силовые ключи на радиаторах.

Силовые диоды на дополнительных радиаторах
Кроме того, в той части корпуса инвертора, где располагается радиатор, нагревающийся сильнее, лучше всего смонтировать термодатчик, который будет отвечать за отключение аппарата в том случае, если он перегреется.
После того как все вышеперечисленные процедуры выполнены, можно соединить силовую часть устройства с его блоком управления и подключить его к электрической сети. Когда индикатор подключения к сети загорится, к выходам инвертора следует подключить осциллограф. С помощью этого прибора надо найти электрические импульсы частотой 40–50 кГц. Время между формированием таких импульсов должно составлять 1,5 мкс, что регулируется изменением величины напряжения, поступающего на вход устройства.
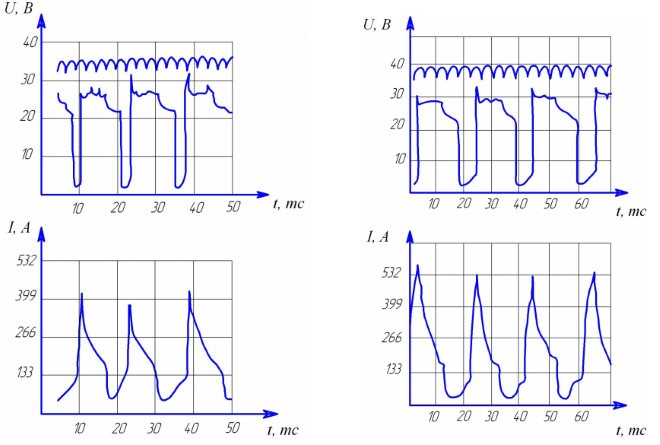
Осциллограмма сварочного напряжения и тока: слева на обратной полярности, справа – на прямой
Необходимо также проверить, чтобы импульсы, отражающиеся на экране осциллографа, имели прямоугольную форму, а их фронт составлял не более 500 нс. Если все проверяемые параметры соответствуют требуемым значениям, то можно подключать инвертор к электрической сети. Ток, поступающий от выхода полуавтомата, должен иметь силу не менее 120 А. Если величина силы тока меньше, это может означать то, что в провода оборудования подается напряжение, величина которого не превышает 100 В. При возникновении такой ситуации необходимо сделать следующее: протестировать оборудование путем изменения силы тока (при этом надо постоянно контролировать напряжение на конденсаторе). Кроме того, следует постоянно контролировать температуру внутри устройства.
После того как полуавтомат протестирован, необходимо проверить его под нагрузкой. Чтобы сделать такую проверку, к сварочным проводам подключают реостат, сопротивление которого составляет не меньше 0,5 Ом. Такой реостат должен выдерживать ток силой 60 А. Сила тока, который в такой ситуации поступает на сварочную горелку, контролируется при помощи амперметра. Если сила тока при использовании нагрузочного реостата не соответствует требуемым параметрам, то величину сопротивления данного устройства подбирают эмпирическим путем.
Как использовать сварочный инвертор
После запуска полуавтомата, который вы собрали своими руками, на индикаторе инвертора должно высветиться значение силы тока, равное 120 А. Если все сделать правильно, то так оно и произойдет. Однако на индикаторе инвертора могут высветиться восьмерки. Причиной этого чаще всего является недостаточное напряжение в сварочных проводах. Лучше сразу найти причину такой неисправности и оперативно устранить ее.
Если же все сделано правильно, то индикатор корректно покажет силу сварочного тока, регулируемого при помощи специальных кнопок. Интервал регулировки рабочего тока, который обеспечивают сварочные инверторы, находится в пределах 20–160 А.
Ориентировочные режимы полуавтоматической сварки стыковых швов
Как контролировать правильность работы оборудования
Чтобы сварочный полуавтомат, который вы собрали своими руками, служил вам длительное время, лучше постоянно контролировать температурный режим работы инвертора. Для осуществления такого контроля необходимо нажать одновременно две кнопки, после чего температура самого горячего радиатора инвертора будет выводиться на индикатор. Нормальной рабочей температурой считается та, значение которой не превышает 75 градусов Цельсия.
Если данное значение будет превышено, то, кроме информации, выводимой на индикатор, инвертор начнет издавать прерывистый звуковой сигнал, на что следует сразу же обратить внимание. В этом случае (а также при поломке или замыкании термодатчика) электронная схема устройства автоматически снизит рабочий ток до значения 20А, а звуковой сигнал будет издаваться до тех пор, пока оборудование не придет в норму. Кроме того, о неисправности оборудования, сделанного своими руками, может свидетельствовать код ошибки (Err), высвечиваемый на индикаторе инвертора.

Настройка режима сварки на инверторе «Ресанта»
В каких случаях используется сварочный полуавтомат
Практика показывает, что полуавтомат лучше использовать в тех случаях, когда требуется получить точные и аккуратные соединения деталей, изготовленных из сталей. При помощи такого оборудования, которое при желании можно изготовить своими руками, выполняют сварные соединения тонкого металла, что очень актуально при ремонте кузова автотранспортного средства.
Научиться работать на таком аппарате тоже несложно: в этом помогут уроки, взятые у квалифицированных специалистов, или обучающее видео.
Устройство и схема самодельного сварочного полуавтомата
Вниманию любителей «чинить» автотранспортные средства своими руками предлагается для самостоятельной сборки авторская схема и конструкция сварочного полуавтомата в углекислотной газовой среде с автоматической подачей сварочной проволоки в зону сварки.
Назначение и описание устройства
Автолюбители знают, что для сварки кузова «железных» коней одного лишь аппарата дуговой электродной сварки переменного тока недостаточно – тонкий металл кузова требует аккуратной и желательно быстрой точечной сварки. Конечно, существует несколько типов сварочных аппаратов разного рода, доступных для частных автовладельцев, например – ацетилено-кислородная сварка или сварка в среде углекислого газа.
Но по сравнению с ацетилено-кислородной сваркой полуавтоматическая сварка в среде углекислого газа имеет существенные преимущества:
- зона термического влияния очень узкая, поэтому деталь деформируется очень мало или вовсе не деформируется;
- краска на детали выгорает тонкой полосой, что уменьшает объем подготовки, рихтовки и окраски изделия;
- т.к. скорость расплавления электродной проволоки очень высока — общая производительность сварки выше в 2-3 раза;
- качество сварочного шва лучше;
- не требуется очень точной подгонки деталей перед сваркой;
- качественный шов получается даже при разных толщинах свариваемых деталей;
- углекислый газ менее дефицитен, чем кислород или ацетилен;
- способ сварки осваивается легко и быстро.
Для полуавтоматической сварки в среде углекислого газа отечественной промышленностью выпускается различное оборудование: А-537, А-537У, А-547Р, А-825М, А-1230М и др., поэтому организациям более интересными могут оказаться именно эти готовые промышленные устройства, а любителям, державшим в руках паяльник автор предлагает самим собрать разработанный им подобный несложный аппарат, который он эксплуатирует уже 3-й год.
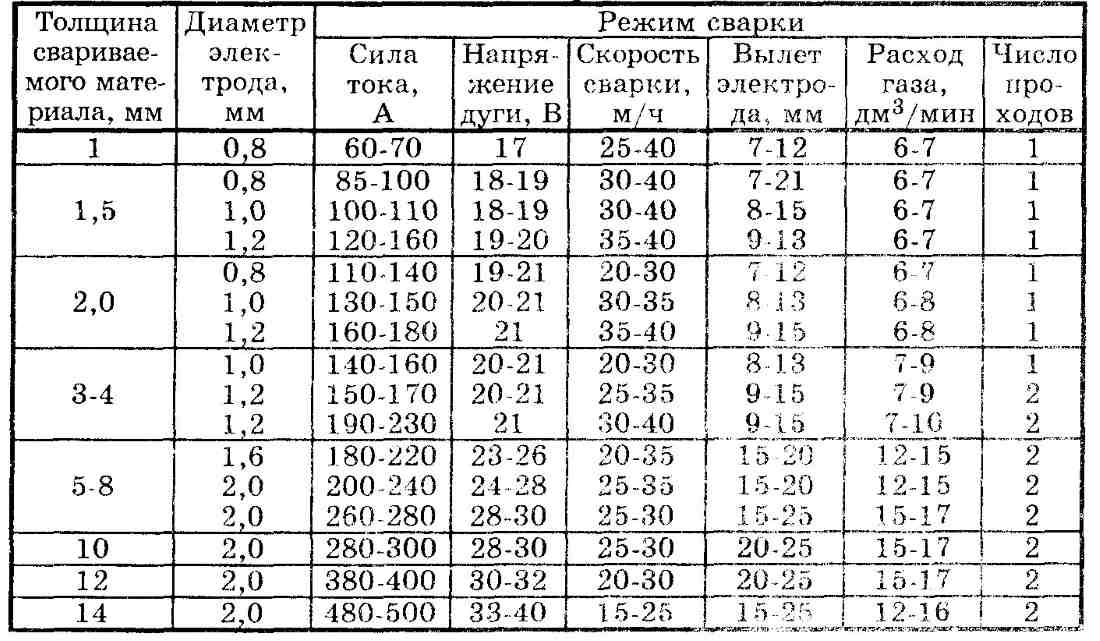
С одной стороны углекислый газ защищает расплавленный металл от воздействия кислорода и азота воздуха, с другой стороны — он разлагается на окись углерода (угарный газ) и кислород, который окисляет металл. Для компенсации окисления применяют специальную омедненую электродную проволоку, содержащую кремний и марганец: Св-08ГС, Св-08Г2С, Св-10ГС, Св-12ГС, как нетрудно догадаться из обозначений — 0.8, 0.8, 1.0 и 1.2 мм диаметром соответственно. Практические числовые данные, которые должны достаточно точно выдерживаться (особенно это касается напряжений) во избежание плохого качества сварки, приведены в таб.1.
Режимы сварки в углекислом газе
Диаметр проволоки, мм
Толщина детали, мм
Сварочный ток, А
Скорость сварки, м/ч
Вылет электрода, мм
Расход газа, л/мин
Автор в своей конструкции использовал 0.8 мм омедненую электродную проволоку, которую удалось купить на рынке. Поэтому схема рассчитана именно на режим работы, соответствующий первой строке таб.1.
Схема устройства

Его основа – мощный сварочный трансформатор Т1, который подключается к сети 220В коммутатором на включенных встречно-параллельно оптотиристорах VS1,VS2, управляемых ключом VT1-VT2 и обеспечивает:
- сварочное напряжение с выходной обмотки II (согласно первой строке таб. 1), выпрямленное мостом VD1…VD5, сглаженное фильтром L1-C1 (R3 балластный резистор, разряжает С1 на холостом ходу);
- напряжение питания (с выходной обмотки III) электродвигателя, подающего сварочную проволоку, который включается ключом VT8 через стабилизатор напряжения C6-DA2-R11-R12-C7 и выходной мощный транзистор VT7;
- напряжение питания (с выходной обмотки III, пониженное до 12 В резистором R9) газового клапана KL1, который включается электронным ключом VT5-VT6.
Переключателем SA2 первичной обмотки можно изменить выходное напряжение примерно от 18. 21В.
Включение аппарата производится нажатием на кнопку SA1 «Пуск», которая подключена на вход каскада на VT3 (с R4C2-цепью на входе), который представляет собой антидребезговый ключ с двумя проводами от кнопки (если желаете, то можно применить стандартные антидребезговые решения на ИМС триггеров, логических элементов, но они требуют три провода от кнопки, а внутри примененного автором стандартного промышленного «держака» сварочного полуавтомата проложено только два провода для кнопки).
К аналогичному ключу на VT4 подключен кремниевый диод VD14, который может быть закреплен в качестве термодатчика на самой горячем узле схемы при его продолжительной работе, подберите резистором R4 подходящий температурный порог срабатывания, при котором VT4 закроется и через DD1.4 отключит все узлы аппарата. Но если Ваша конструкция нигде не перегревается при продолжительной работе, то весь узел VD14-R4-R6-C3-VT4-R7-DD1.4 можно удалить из схемы.
Необходимые фазы управляющих сигналов для выходных узлов аппарата (T1, газового электроклапана KL1, электродвигателя) обеспечивает всего одна ИМС DD1 155ЛА3, которая вместе с вместе с VT1, VT2,VS1,VS2, VT3,VT4 питается стабилизированным DD1 напряжением 5В от низковольтного выпрямителя T2-VD9…VD13.
Выпрямительные диоды VD1-VD5 – мощные, на соответствующий сварочный ток, они могут быть следующих типов: Д151-160 (максимальный прямой ток 160 А), Д161-200 (максимальный прямой ток 200 А), В200-6 (максимальный прямой ток 200 А), В2-200-9 (максимальный прямой ток 200 А). Остальные радиоэлементы, думаю сложностей в выборе или замене не представляют.
Конструкция
Сварочный T1 должен иметь мощность около 2.5-3 кВт. Автор рассчитывал его исходя из имеющегося обмоточного материала, т.е. медной шины сечением 6 х 8 мм для вторичной обмотки II T1 и стержневого (О-образного) магнитопровода (площадь сечения сердечника 42 кв.см., площадь «окна» сердечника 200 кв.см.) на напряжение 21 В и ток 120 А.
Обе обмотки мотаются симметрично, т.е. на стержневой (О-образный) сердечник половину обмотки на каждую сторону. И не забудьте правильно соединить половинки между собой, синфазно (конец одной с началом другой), иначе получите 3 киловаттный электрообогреватель ;-). И то ненадолго: сгорит обмотка или электропроводка без предохранителя. Если будете использовать в своей схеме SA2, то сделайте отводы по 1 витку от края обмотки.
Первичная обмотка I и вторичная III трансформатора T1 намотаны одним и тем же проводом диаметра 2.5 мм в бумажной изоляции.
Низковольтный трансформатор T2 рассчитывается аналогично на выходное напряжение 6В и ток нагрузки 1А.
Дроссель L1 намотан толстым сварочным кабелем на статоре какого-то двигателя с прорезью, т.е. его индуктивность получилась произвольной, порядка 10…20 мкГн. Конденсатор С1 имеет емкость 4000 мкФ, но можно поставить и больше. От стабильности напряжения зависит качество дуги, а следовательно шва сварки.
В качестве двигателя автор использовал двигатель на 24 В стеклоочистителей от «КамАз»-а. Он потребляет ток порядка 3 А.
Газовый клапан — опять-таки с автомобиля – 12-ти вольтовый клапан подачи воды к стеклоочистителю с «восьмерки» (ВАЗ 2108). Потребление — около 0.4 А.
«Держак» сварщика — промышленного производства для сварочных полуавтоматов (тип к сожалению не знаю): резиновый пустотелый шланг
3 см в диаметре, внутри проходит стальная витая «рубашка» для сварочной проволоки и два изолированных провода для кнопки «Пуск». По шлангу подается углекислый газ из баллона. На одном конце шланга – разъем с контактами, штуцером для газового шланга, отверстием для «рубашки» и гайкой, крепящей весь разъем к ответной части. На другом конце шланга – сам «держак»: пластмассовая ручка с нишей под кнопочный переключатель и трубка с наружной резьбой, на которую устанавливается наконечник, сквозь который выходит проволока – рис.3.

Для размещения всех узлов и схемы сварочного полуавтомата своими руками был подобран подходящий металлический корпус на колесиках (туда поместилось все, что обведенно штриховой линией на схеме). Сварочное напряжение снимается с контактных болтов, выведенных в стенку этого корпуса, а остальное размещено так, см. рис.4:

Газовый клапан KL1, а также C7, R11, R13, VT7, VT8, R14 размещены в отдельном небольшом корпусе (тоже с колесиками на одной стороне), на котором также размещен разъем, коммутирующий выше перечисленные элементы с основной платой устройства.
SA1 «Пуск» — кнопка, размещенная в нише «держака» сварщика.
Примечание:
Последний опыт эксплуатации аппарата показал, что в эмиттерную цепь транзистора VT2 стоит установить резистор 1-2 Ома 1Вт для продления ресурса светодиодов в составе опттотиристоров.
Инструкция по сбору самодельного сварочного полуавтомата из инвертора (схема, чертежи, этапы)

С опытом многие профессионалы приходят к выводу, что сварочный полуавтомат это намного больше, чем инструмент. Это универсальный помощник в бытовой сварке как на дачном участке, так и при ремонте автомобиля.
Он не ограничивает вас в выборе материала для сварки и пригодится не только мастеру, но и новичку.
Массовое производство полуавтоматов началось всего несколько лет назад. Сварщики старой школы раньше соединяли конструкции огромными трансформаторами.
Но технологический прогресс двигается вперед и позволил создать переносной и легкий полуавтомат. Появившись на рынке, он быстро показал миру свои преимущества и отправил старые модели на покой.
Сегодня им доступны самые разные виды сварки: ручная дуговая сварка покрытыми (штучными) электродами (MMA), дуговая сварка плавящимся металлическим электродом в газовой среде (MAG/MIG), а также ручная дуговая сварка неплавящимся электродом в среде инертного защитного газа (TIG).
Этого удалось достичь потому что внутри аппарата находится обычный инвертор. Из этого следует, что рабочий полуавтомат можно сделать в домашних условиях, взяв за основу инвертор. В концу этой статьи вы получите все необходимые советы и знания для этого.
- Как устроен полуавтомат?
- Особенности рабочего процесса
- Самодельный полуавтомат
- Метод №1
- Метод №2
- Метод №3
- Итог
Как устроен полуавтомат?
Перед началом работы с любой техникой первым делом нужно ознакомиться с его конструкцией.
В каждом полуавтомате находятся два блока: силовой и подающий.
Силовой блок представлен инвертором, который подает ток. Подающий блок — это отдельное устройство, который подключают для подачи проволоки. Моток проволоки закрепляют в подающем блоке, а конец выходит возле сопла горелки.
Но для наших целей он не очень нужен. Подачу проволоки можно делать самостоятельно, однако это замедлит рабочий процесс и будет крайне неудобно.
Мы описали вам главные элементы аппарата, но этого недостаточно. Вам также понадобится заказать специальные детали, нужные для определенного типа инвертора, а также комплектующие (горелка, рукав, сопло и т.д.).
Особенности рабочего процесса

Освоить работу с полуавтоматической сваркой не так сложно, как может показаться. После прочтения этой статьи с ней справиться даже неопытный сварщик.
Начнем с того, как устроена горелка. Горелка состоит из двух механизмов которые одновременно обеспечивают подачу защитного газа и проволоки.
Первую можно регулировать самостоятельно, однако вторая осуществляется в полуавтоматическом режиме (так и появилось соответствующее название). Из-за этого у сварщика задействована в работе только та рука, которая удерживает горелку.
Вернемся к подаче защитного газа в сварочную точку. Смесь газов окружает конец проволоки и верхний слой материала, и в этой среде возникает электроразряд, который плавит заготовку с проволокой.
Размягченный металл перемешивается с проволокой, и после этого можно делать сварочный шов.
Во время сварки вы не сможете обойтись без проволоки. Газ тоже необходим, поскольку он предотвращает попадание в ванну кислорода. Но даже при отсутствии газа вы можете использовать специальной порошковой проволокой.
Самодельный полуавтомат
Есть разные подходы к созданию самодельного сварочного полуавтомата из инвертора, но мы остановимся на самых практичных и интересных.
Следуя этим инструкциям любой новичок с начальными познаниями электротехники сможет сделать это у себя дома.
Метод №1

Сконструировать полуавтоматическое сварочное устройство можно и дома, используя подручный инвертор. Без него обойтись невозможно.
Подойдет инвертор средней мощности для MMA сварки. Важно, чтобы он был в рабочем состоянии и мог выполнять простые операции.
Далее нужно поменять вольт-амперные показатели (ВАХ) для работы в полуавтоматическом режиме. Тут пригодиться ШИМ-контроллер. Отметим, что этот подход самый трудный и справиться смогут только опытные сварщики.
Необходимо сделать дроссель из дневной лампы, и переключить напряжение на обратную связь. В видеоролике, представленном ниже, вы можете узнать все подробности и схемы этого метода.
Метод №2

Этот способ сбора самодельного сварочного полуавтомата очень простой и его может освоить практически каждый человек, который имел дело с инверторной сваркой. Некоторые модели инверторов можно переключать в режим с жестким изменением ВАХ.
Если у вас есть под рукой такой аппарат, то вы с легкостью можете сделать из него полуавтомат. Останется лишь заказать внешний подающий блок.
Важно иметь под рукой соответствующие провода. Нужно лишь подключить подающий блок к инвертору и вы готовы варить. В этом случае подающий блок выступает в роли дополнения. В видеоролике ниже демонстрируются особенности такого способа.
Метод №3

Последний метод сбора самодельного сварочного полуавтомата покажется не таким простым, ведь тут вам пригодятся определенные знания и умения. Как и в предыдущем случае, вам так же понадобится инвертор-донор.
Любым аппаратом обойтись не получится, потому что необходима именно сборка ZX-7 с шунтом на выходе. Отсутствие форсажа дуги и горячего старта будет только на пользу.
Не забывайте про вольт-амперные характеристики, их тоже нужно изменить. Далее настройте нарастание тока. В зависимости от сборки инвертора, дальнейшие шаги могут отличаться в разных источниках.
Рекомендуем вам прочитать больше информации на специальных форумах. В видеоролике ниже вы можете взглянуть на работу самодельного полуавтомата.
Это вся информация, необходимая вам для того, чтобы из инвертора сделать самодельный сварочный полуавтомат. Этот инструмент пригодится вам в тех случаях, когда под рукой не будет заводской модели.
Переделав его, вы не только сэкономите деньги, но также получите новые умения в электротехнике. Такой полуавтомат не требует тщательного ухода и его можно хранить хоть в подвале, хоть в гараже.
К тому же, починка инструмента не займет у вас много времени и сил, поскольку вы прекрасно понимаете, из каких деталей он состоит.
Важно помнить, что самодельный аппарат не станет вашим идеальным помощником. Не рекомендуется использовать его длительное время.
Во многих нюансах и характеристиках он будет сильно уступать заводским моделям, и вы пойдете на риск, если будете перестраивать его в полевых условиях. Для серьезных сварочных работ будет лучше приобрести инструмент в магазине.
В этой статье мы не смогли осветить все нюансы самостоятельной сборки полуавтомата. Но этой информации вам будет вполне достаточно. Собрать дома его возможно, но процесс этот довольно трудный и не самый выгодный.
Самодельное оборудования практически всегда будет работать хуже заводского. Учитывайте это перед тем, как решитесь на такой шаг. Желаем удачи в работе!