Прокат уголок сортамент
Прокат уголок сортамент
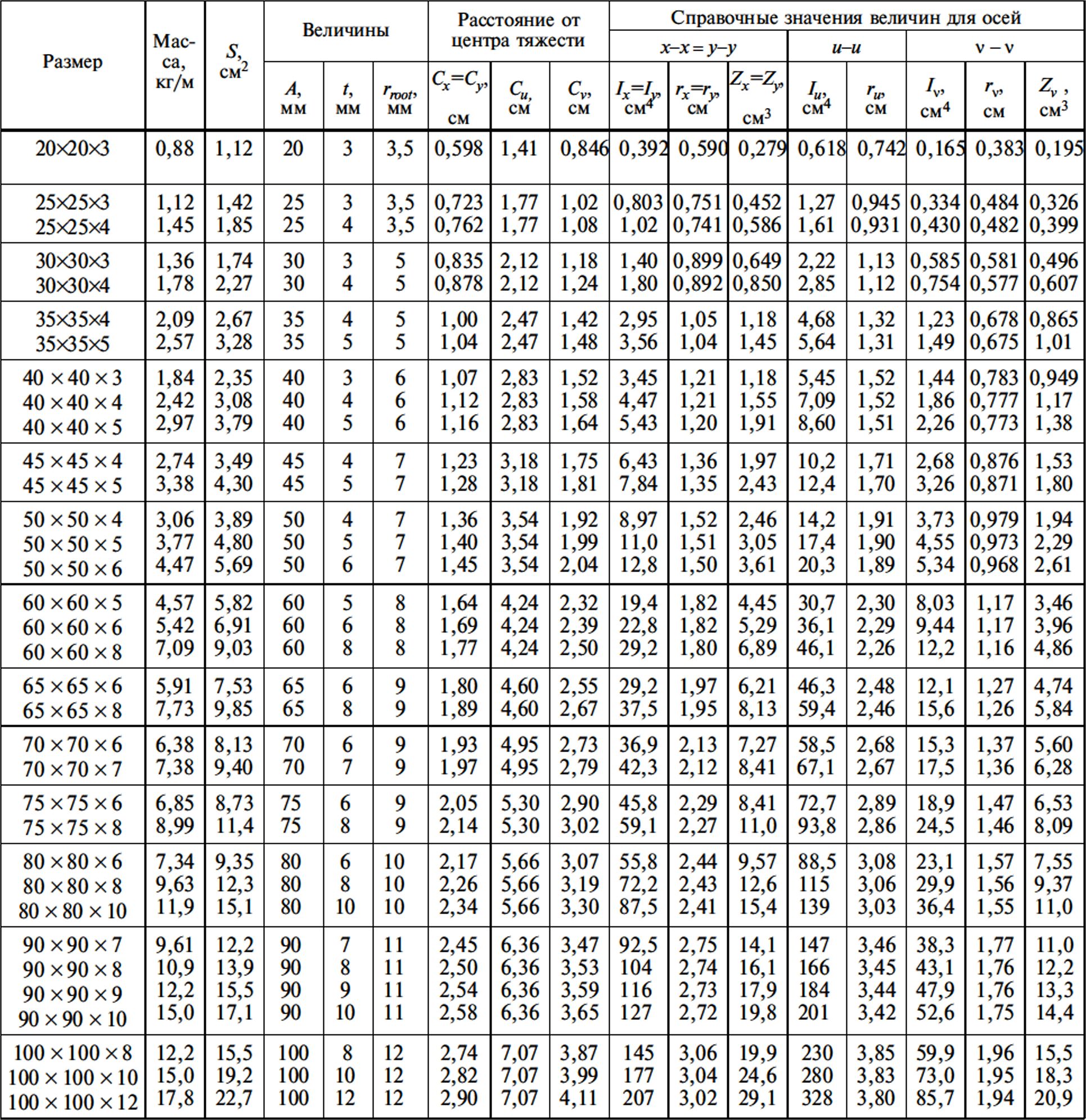
Сортамент равнополочных уголков и ГОСТ 8509-93
Параметры одного из самых востребованных видов металлопроката – уголка стального равнополочного – определяет ГОСТ 8509-93. Использование ГОСТа при производстве такой продукции не только унифицирует ее виды, но и улучшает взаимодействие производителей и потребителей. Размеры и вес равнополочных стальных уголков, которые изготовлены в полном соответствии с нормативным документом, позволяют использовать данные характеристики для точного расчета расхода материала, что очень важно при осуществлении строительных и ремонтных работ.

Фото уголка стального равнополочного
Разновидности стальных уголков равнополочного типа
Уголок равнополочный в зависимости от способа изготовления и используемого для его производства сырья подразделяется на несколько категорий. Все геометрические параметры, а также допустимые отклонения по ним регламентируются двумя нормативными документами:
- ГОСТом 8509-93 (производство горячекатаных уголков равнополочного типа);
- ГОСТом 19771-93 (изготовление равнополочных стальных уголков, полученных методом гибки).
Ознакомиться с требованиями ГОСТ и сортаментом стальных горячекатаных и гнутых равнополочных уголков можно, скачав соответствующие документы в формате pdf по ссылкам ниже.
Отличие равнополочных и неравнополочных изделий состоит в том, что у первых полки имеют одинаковые размеры (ширину), а у вторых – разные. Горячекатаные угловые профили изготавливают по следующей технологии: раскаленную заготовку прокатывают между валами специального прокатного стана, где она, подвергаясь давлению, формируется в изделие с требуемой геометрической формой и размерами.
Для того чтобы изготовить уголок металлический гнутого типа, листовой прокат соответствующего размера сгибают на оборудовании профилегибочного типа или на трубных станах. Горячекатаные профили благодаря особенностям их производства отличаются более высокой прочностью, но и у гнутых уголков есть свои преимущества: высокая точность размеров, легкий вес, широкий сортамент.

Равнополочный уголок является востребованным материалом как в промышленном строительстве, так в частном хозяйстве
В сортаменте равнополочных уголков присутствуют изделия из:
- стали повышенной прочности;
- легированной, высоколегированной стали;
- сплавов, отличающихся повышенной жаропрочностью, жаростойкостью и устойчивостью к коррозии.
Наиболее распространенным материалом для производства гнутого уголка является также углеродистая сталь, характеристики которой должны соответствовать ГОСТу 380-94.
Основные характеристики
По таблице сортамента стальных уголков равнополочного типа можно узнать различные их параметры: массу одного погонного метра; площадь поперечного сечения профиля и другие размеры. Для вычисления массы горячекатаного или гнутого профиля плотность материала, из которого он изготовлен, принимается за 7850 кг/м 3 .
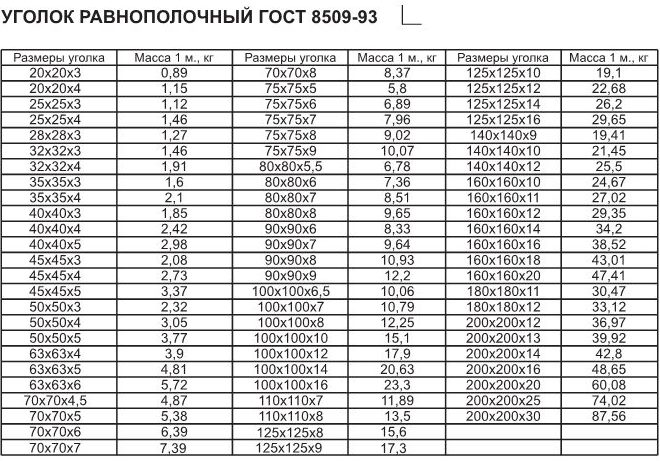
Масса погонного метра уголка равнополочного
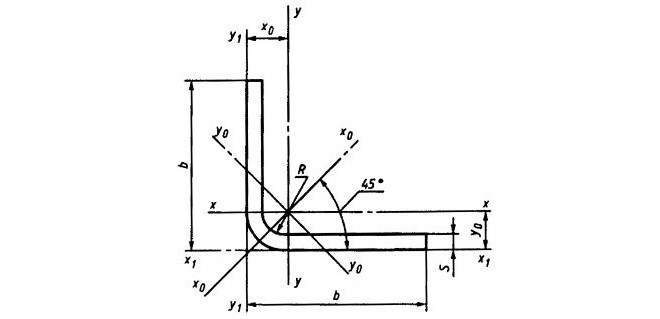
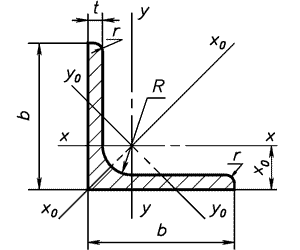
Радиусы закругления профиля равнополочных стальных уголков, приведенные в таблице с сортаментом, не являются контролируемыми параметрами, но они необходимы для калибровки изделий. В таблице сортамента приняты следующие обозначения размеров и других параметров, которыми характеризуется уголок стальной:
- t – толщина стенок полок;
- X0, Y0 – расстояния от наружных граней полок уголка до центра его тяжести;
- R – радиус закругления;
- b – ширина полки;
- r – радиус закругления граней полок;
- I – момент инерции;
- i – радиус инерции;
- F – площадь сечения профиля;
- Ixy – момент инерции, который развивают центробежные силы.
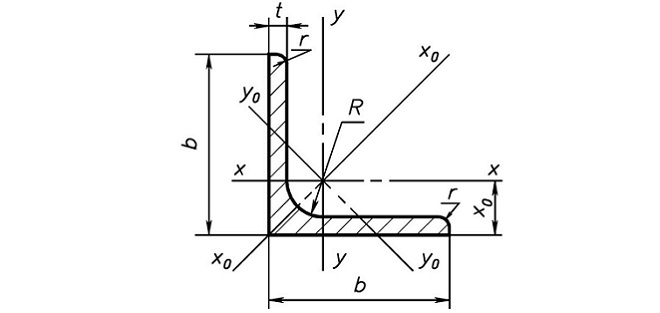
Обозначения основных геометрических параметров горячекатаного уголка. Ниже таблица сортамента данного вида металлопроката
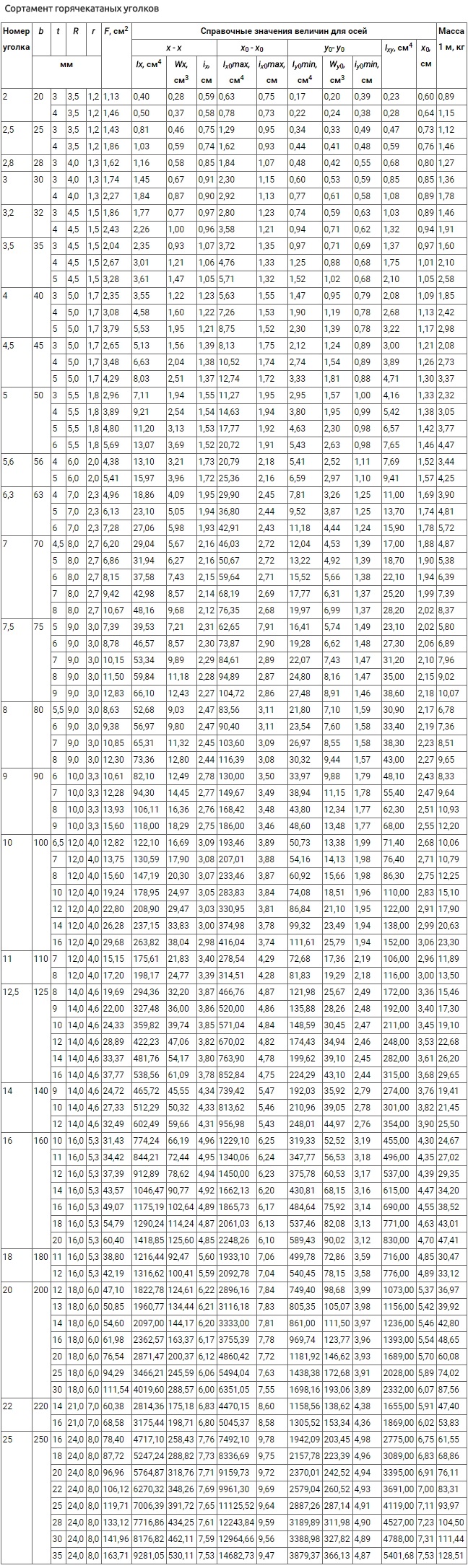
Таблица 1: Сортамент горячекатаных уголков
Равнополочные стальные уголки могут быть обычной точности (маркируются литерой «В») и повышенной (в маркировке присутствует буква «А»). ГОСТом допускаются следующие отклонения ширины полок:
- для продукции № 2–4,5 – ±1 мм;
- № 5–9 – ±1,5 мм;
- № 10–15 – ±2 мм;
- № 16–20 – ±3 мм;
- № 22–25 – ±4 мм.
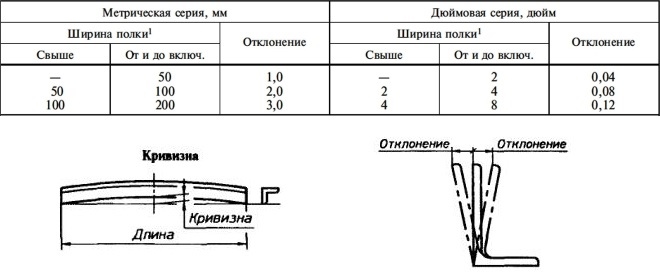
Полки уголка должны быть перпендикулярными по отношению к друг другу в пределах допусков согласно таблице
Толщина полки равнополочного стального уголка в соответствии с ГОСТом может иметь следующие отклонения, измеряемые в миллиметрах (см. таблицу).
Заказчик партии равнополочных стальных уголков может договориться с изготовителем продукции о том, что вместо допустимых отклонений по толщине стенки будет использоваться допуск на отклонения по массе изделия, который может составлять для профилей:
- № 2–7,5: от –5 до +3% (классы «А» и «В»);
- с № свыше 7,5: ±2,5% (класс «А»), от – 5 до +3% (класс «В»).
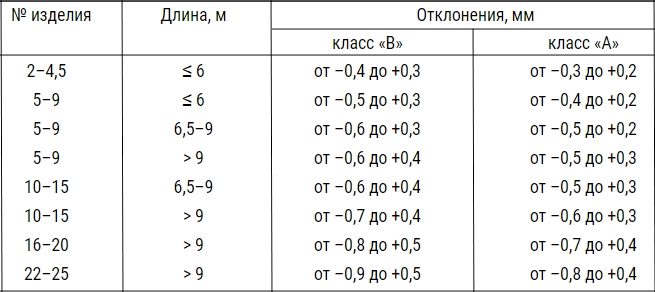
Отклонения в размерах уголка в зависимости от класса
Согласно положениям ГОСТа, стальные уголки, относящиеся к категории равнополочных, могут отпускаться заказчику длиной 3–12 м. По предварительной договоренности заказчика с производителем данная продукция может отпускаться и с длиной, превышающей 12 метров. Так, ГОСТ оговаривает возможность отпуска равнополочных стальных уголков следующих размеров в продольном направлении:
- мерной длины;
- мерной величины с включением в партию изделий немерной длины (количество таких уголков не должно превышать 5% от общего объема);
- длины, которая кратна мерной;
- длины, кратной мерной, при содержании в партии уголков немерной длины (их количество не должно превышать 5% от общего объема);
- немерной длины;
- длины, находящейся в немерном интервале.
Познавательный ролик советских времен, подробно освещающий нюансы производства сортового металлопроката.
Для длины мерных стальных уголков и изделий, длина которых кратна мерной, ГОСТ устанавливает следующие допустимые отклонения:
- не больше 4 метров – 30 мм;
- от 4 до 6 метров – 50 мм;
- свыше 6 метров – 70 мм;
- от 4 до 7 метров (по требованию заказчика) – 40 мм;
- свыше 7 метров (по предварительному согласованию с заказчиком) – 5 мм на каждый дополнительный метр изделия.
Параметры по ГОСТ 19771-93
В соответствии с ГОСТом 19771-93, стальные угловые профили изготавливают трех категорий точности:
- «В» – обычной;
- «Б» – повышенной;
- «А» – высокой.

Процесс формирования профиля гнутого стального уголка
В таблице, в которой представлен весь сортамент гнутых равнополочных уголков, указываются основные параметры таких изделий: масса 1 погонного метра, площадь сечения и др. В таблицах по сортаменту приводятся данные для стальных уголков двух категорий:
- изготовленных из обычной углеродистой стали, полуспокойной и кипящей, а также сплавов, у которых сопротивление на разрыв соответствует показателям до 460 Н/мм 2 ;
- произведенных из обычной спокойной и полуспокойной углеродистой стали и сплавов, сопротивление на разрыв у которых превышает 460 Н/мм 2 .
В таблицах, в которых приведены параметры равнополочных стальных уголков данных категорий, приняты следующие обозначения:
- S – толщина полки;
- Y0, X0 – расстояния между наружными гранями уголка и его центром тяжести;
- R – радиус закругления профиля;
- b – ширина полки;
- I – момент инерции;
- i – радиус инерции профиля;
- F – площадь сечения профиля;
- n=b-S-R/S – отношение расчетной величины свеса полки к ее толщине.
Обозначения основных геометрических параметров гнутого уголка. Ниже таблица сортамента данного вида проката
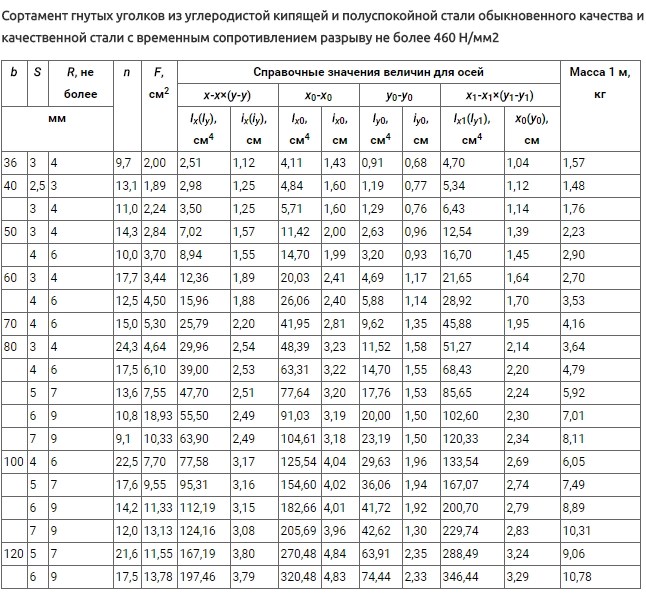
Таблица 2: Параметры уголков из кипящей и полуспокойной стали
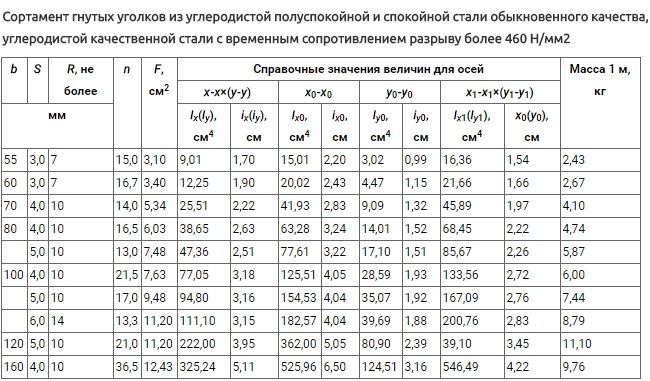
Таблица 3: Параметры и справочные величины для уголков из спокойной стали
Приведенные в таблицах значения площади сечения профиля стального равнополочного уголка, а также вес одного метра изделия рассчитаны с учетом номинальных табличных размеров (при расчетах не учтены допустимые отклонения, которые при производстве металлопродукции неизбежны). Масса одного погонного метра рассчитана с учетом того, что плотность металла, из которого выполнен уголок, равна 7850 кг/м 3 .
Ширина полок стальных уголков в зависимости от того, какой точности соответствует их профилирование, может иметь следующие отклонения:
- высокой точности (до номера 2,5): ±0,75 – ±1,5 мм;
- высокой точности (соответствующие нумерации свыше 2,5): ±1 – ±1,75 мм;
- повышенной точности: ±1,25 – ±2,5 мм;
- обычного класса точности: ±1,5 – ±3 мм.
Равнополочные стальные уголки, выпускаемые в соответствии с указанным ГОСТом, могут отпускаться заказчику следующей длины (в интервале 3–12 м):
- мерной;
- немерной;
- длины, которая кратна мерной;
- мерной, при этом в партии присутствуют изделия немерной длины, количество которых не превышает 7% от общего объема;
- кратной мерной, при этом в партии есть уголки немерной длины, но их количество составляет не больше 7% от общего объема.
Обладая демократичной ценой, горячекатаный и гнутый уголок из обычной углеродистой стали отличается хорошей сопротивляемостью нагрузкам различного типа. Такие характеристики позволяют успешно использовать эти изделия во многих сферах. Стальные уголки данного типа применяют для создания каркасных металлоконструкций различного назначения, а также с их помощью выполняют армирование бетонных конструкций.
При выборе равнополочного стального уголка следует иметь в виду, что он отличается низкой коррозионной устойчивостью. Поэтому в тех случаях, когда устойчивость создаваемой металлоконструкции к коррозии важна, такой уголок рекомендуется заменить на оцинкованные или алюминиевые изделия, которые прослужат намного дольше.
Справочник металлопроката
Уголок стальной
На нашем сайте Вы сможете узнать цены на Уголок стальной в Вашем регионе и выбрать Вашего поставщика.
Неравнополочный уголок — тип профиля из металла, получаемый методом горячей прокатки, используемый как и в возведении зданий, так и в станкостроении. Данный профиль производится горячекатаным способом из непрерывно литой болванки, по своей форме, соответствующей прямоугольнику.
Равнополочный уголок — ведущий тип профильного проката, используемый везде и всюду. Это достаточно дешевый профиль, имеющий высокую прочность в продольном сечении и отличающийся универсальностью использования. Еще одно отличие, как говорилось выше, это одинаковая длина полок.
Данные изделия прекрасно свариваются и монтируется всеми возможными способами.
Способы использования уголка из металла.
Вместе со швеллером, равнополочным уголком и другими видами проката, не равнополочный уголок используется как основная часть для производства рамных и ферменных систем. Уголок имеет огромную прочность в поперечном сечении и небольшой вес, что совместно с его дешевизной делает его очень известным, используемым повсюду.
Равнополочный уголок применяется везде в хозяйстве и в возведении сооружений ― от строительства больших производственных объектов и зданий, связанных со спортом до дачного строительства. Главной областью использования равнополочного уголка является производство ферменных конструкций.
Еще один пример частого применения уголка — в машиностроении и переработке металла.
Структура производства уголка из металла
Неравнополочный уголок выпускается на сортовых станках способом горячего катания. Физические отличия и характеристики, произведенного уголка, существуют в ГОСТ 8510-86. Равнополочный уголок выпускается способом горячего катания из болванок, по своей форме идентичные с квадратом или прямоугольником в соответствии с ГОСТ 8509-93.
По точности прокатки уголки изготавливают:
А — высокой точности
В — обычной точности
По длине уголки изготавливаются:
— Кратной мерной длины
— Ограниченной длины в пределах немерной
Максимально допустимая длина готового профиля ограничена 12 м, однако в отдельных случаях неравнополочный уголок может иметь большую длину.
Основные параметры неравнополочного уголка описываются следующей таблицей:
Действующие стандарты
Номер
Название
ДСТУ 2251-93 ГОСТ 8509-93)
Уголки стальные горячекатаные равнополочные. Сортамент
Уголки равнополочные. Размеры
ДСТУ ISO 657.2-2001>
Профили стальные горячекатаные. Часть 2. Уголки неравнополочные. Размеры>
Уголки стальные горячекатаные неравнополочные. Сортамент
ДСТУ 2254-93 (ГОСТ 19771-93)
Уголки стальные гнутые равнополочные. Сортамент
ДСТУ 2255-93 (ГОСТ 19772-93)
Уголки стальные гнутые неравнополочные. Сортамент
Уголок горячекатаный равнополочный по ДСТУ 2251-93 (ГОСТ 8509-93)
Рис.1. Уголок равнополочный по ДСТУ 2251-93 (ГОСТ 8509-93)
A – ширина полки;
t – толщина полки;
r внутр. – радиус внутреннего закругления;
r внешн. – радиус внешнего закругления полок.
Размеры
Масса 1 м уголка,
Кол-во метров в тонне
Размеры
Масса 1 м уголка,
Кол-во метров в тонне
AхAхt,
мм
мм
кг
AхAхt,
мм
мм
кг
мм
мм
Примечание:
Масса 1 м уголка вычислена по номинальным размерам при плотности материала 7850 кг/м3 и является справочной величиной.
* – размеры, исключенные из последней редакции стандарта.
** – нестандартный размер.
Уголок равнополочный по ISO 657.1-1989 Е
Рис.2. Уголок равнополочный по ISO 657.1-1989 Е
A – ширина полки;
t – толщина полки;
r внутр. – радиус внутреннего закругления;
r внешн. – радиус внешнего закругления полок.
Масса 1м уголка,
Примечание:
Масса 1 м уголка вычислена по номинальным размерам при плотности материала 7850 кг/м3 и является справочной величиной.
Уголок гнутый равнополочный. ДСТУ 2254-93 (ГОСТ 19771-93)
Рис.3. Уголок гнутый равнополочный по ГОСТ19771-93
b – ширина полки;
S – толщина полки;
R – радиус кривизны.
b,
S,
R, не более,
Масса
Количество метров в
Количество метров в
Металлический уголок: описание, виды, особенности, использование
Уголок, если брать информацию из справочника номенклатуры, принадлежит к виду такого металлопроката, который выглядит как две перпендикулярные друг к другу ленты, имеющие пересечение под углом в 90 градусов в виде трапеции или прямоугольника. Физические свойства и виды производства уголка отражены в ГОСТ8509-93 и ГОСТ8510-86. Один из этих ГОСТов соответствует равнополочному, другой – неравнополочному уголку.
Виды уголков и их изготовление
В качестве основания для деления уголков на виды вступают:
· соотношение размеров полок;
· способ изготовления уголка
По соотношению размеров полок различают:
· равнополочный уголок (ширина полок одинакова);
Со стороны физических свойств, жесткость и возможность сопротивления внешнему давлению у неравнополочного уголка неравнозначна — более широкая полка способна вынести гораздо большие нагрузки в продольном сечении и меньшие в поперечном, чем более малая полка. Справочное наименование равнополочных уголков легче, чем неравнополочных: так, равнополочный продукт с шириной полки в 50 мм именуется как «уголок 50».
По виду производства выделяют типы уголков, перечисленные ниже:
· производимые благодаря способу горячей выкатки (здесь в качестве заготовки берется любой схожий по габаритам сортовой прокат);
· производимые благодаря способу горячей перекатки (в качестве заготовки —определенный сортовой прокат квадратной или прямоугольной формы).
Обычно для производства данного профиля берут низколегированную или конструкционную сталь.
Редко ранжирование уголков облегчают, так как: неравнополочные изготавливаются в основном способом горячей выкатки; равнополочные — способом горячей перекатки.
Гнутый уголок можно рассмотреть как отдельный тип. Несмотря, что в справочнике он обладает точно таким же наименованием, как прокатный — как-то: уголок металлический 40×40 — его прочностные свойства и размер допусков разительно меньше прокатного.
Этот тип уголка производится на определенных станках, в которых выполняется последовательный сгиб полосы из разнообразных типов стали.
Классификация по точности изготовления и длине
Что бы заказать уголок, необходимо знать его размеры и точность обработки. Например, информация: металлический уголок 50×50 — достаточно мала, для изготовления. Необходимо следующее:
· уголок вида А (с максимальной точностью изготовления);
· вида В (точность изготовления — средняя).
Фасонный или сортовой прокат уголок, как и любые другие, бывает:
· мерной длины и кратной мерной;
Это ранжирование расширяется следующими строчками:
· мерной длины с малым числом немерной (для партии любого объёма число продуктов немерной длины не может превосходить 5%);
· немерной предельно-допустимой длины.
Ранжирование, исходя из длины уголка, используется только для продуктов, чья длина не превосходит 12 и превышает 4 метров.
Возможности использования данного продукта зависят от его параметров жесткости, которые напрямую прямо-пропорциональны:
· размерам полок, т.е. ширине и длине (исходя из ГОСТа, уголок 100 содержит четко регламентированный интервал толщин полок, тоже— для уголка 70ит.д.);
· виду (гнутый уголок 75 имеет меньшие параметры жесткости и среднее время использования, чем уголок 50);
· типа стали, применяемый для производства продукта.
Частота использования уголка в капитальном строительстве зависит от ширины его полок. Например, он может применяться как замена или дополнение к пруткам — для усиления бетонных конструкций.
Пик изготовления уголков начался тогда, когда каркасное строительство достаточно широко распространилось в нашей стране. Если представить конструкцию каркаса для здания, то это будет система уголков различной длины и ширины, скрепленных между собой. Исходя из того, какие технические характеристики необходимы для возведения каркаса, используется низколегированный или уголок, из конструкционной стали, с той шириной полки, которая необходима.
В строительстве очень часто используют уголок из антикоррозийной стали или, более выносливый к данному процессу, оцинкованный. Уголок из антикоррозийной стали используют в качестве самой основы конструкции, несущей его части, а оцинкованный, как товар, имеющий более высокую цену и на вид кажущийся более эффектно, применяется в тех местах, где непосредственно будет контакт с влагой. Например: оконные и дверные ниши в металлическом каркасном здании.
Помимо строительства, существует еще множество отраслей, где применяется данное изделие. Еще одно его свойство – не способность вступать в химическое взаимодействие с органикой, позволяет ему быть привлекательным для пищевой промышленности и медицины.
Однако, универсальность уголка еще не говорит о том, что все его типы, по которым он классифицируется одинаково востребованы. Изделие с шириной полки 50, значительно доступнее на рынке металлопрокате, нежели угол 100.
Уголок из стали – самый популярный образец металлопроката нашей промышленности на сегодняшний день. Строительное и промышленное направление экономики являются основными в применении уголка из металла. Благодаря употреблению уголка из стали, строительные фирмы могут конструировать металлические системы с различными параметрами прочности и жесткости. При реконструкциях и ремонтах, как жилых, так и промышленных объектов, стальной уголок тоже используют, а также его применяют в различных масштабах, начиная от домиков для рабочих, кончая многоэтажными зданиями. Используется данный продукт как арматура, несущая достаточно большую прочность, для возведения зданий из монолита. Трудно не увидеть с каким количеством задач справляется металлический уголок при использовании в ведущих промышленных отраслях. Благодаря ему, мы можем видеть сегодня различную строительную технику, возведение тоннелей и мостов.
С большим трудом мы можем найти сооружение, объект строительства, где не применяется данный продукт, по своей форме напоминающий букву Г. Они бывают горячекатаными равнополочными (ГОСТ 8509-93), горячекатаными (г/к) неравнополочными (ГОСТ 8510-86), и холодногнутыми равнополочными (ГОСТ 19771-93), и холодногнутыми неравнополочными (ГОСТ 19772-93). Используется уголок из металла обычно в конструкциях из металла, как основных — несущих, так и для их связки, упрочнения, также используется в качестве материалов декора. Выпускается уголок из стали с обычным качествам (ГОСТ 380-88) следующих марок: ст 0, ст 3кп, ст 3сп, ст5пс, уголок высокой жесткости: (ГОСТ 19281-89) сталь 09Г2С.
Самый ходовой тип уголка из высокоуглеродистой стали обыкновенного качества, обычно равнополочный металлический уголок, благодаря применению в возведении промышленных объектов, каркасных конструкций, в приусадебном хозяйстве. Габариты уголка определяются двумя размерами: толщиной и шириной полки в мм. Габариты ширины полки составляют от 20 до 200 мм. И именно благодаря свой уникальной форме из данного строительного проката возможно произвести огромное множество различных конструкций, сооружений и изделий.
Рис.3. Уголок неравнополочный по ГОСТ 8510-86
А – ширина большей полки;
B – ширина меньшей полки;
t – толщина полки;
r внутр. – радиус внутреннего закругления;
r внешн. – радиус внешнего закругления полок.
ГОСТ 8509-93
УГОЛКИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ РАВНОПОЛОЧНЫЕ
Hot-rolled steel equal-leg angles. Dimensions
ГОСТ 8509-93
ОКП 09 3100, 09 3200, 09 3300
Дата введения 1997-01-01
Предисловие
1 РАЗРАБОТАН Украинским научно-исследовательским институтом металловВНЕСЕН Еосстандартом Украины
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации(протокол № 3 от 17 февраля 1993 г.)
За принятие проголосовали:

3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 20.02.96 № 85 межгосударственный стандарт ТОСТ 8509—93 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1997 г.
4 ВЗАМЕН ТОСТ 8509—86
1 Настоящий стандарт распространяется на уголки стальные горячекатаные равнополочные.
2 Размеры уголков, площадь поперечного сечения, справочные величины для осей и масса 1 муголков должны соответствовать указанным на рисунке 1 и в таблице 1, а при поставках на экспорт —приложениям А и Б.

Рисунок 1

Окончание таблицы 1

- Площадь поперечного сечения и справочные величины вычислены по номинальным размерам. Плотность стали — 7,85 г/см 3 .
- Радиусы закругления, указанные на рисунке 1 и в таблице 1, даны для построения калибра и на профиле не контролируются.
Условные обозначения к рисунку 1 и таблице 1:
b — ширина полки;
t — толщина полки;
R — радиус внутреннего закругления;
r — радиус закругления полок;
F — площадь поперечного сечения;
I — момент инерции;
x0 — расстояние от центра тяжести до наружной грани полки;
Ixy — центробежный момент инерции;
i — радиус инерции.
3 По точности прокатки уголки изготавливают:
- А — высокой точности;
- В — обычной точности.
4 Предельные отклонения по размерам уголков не должны превышать указанных в таблице 2.

5 По согласованию изготовителя с потребителем допускается изготовление уголков со смещением предельных отклонений по толщине полки в пределах допускаемых отклонений соответствующей точности.
6 По согласованию с потребителем отклонения по толщине полки допускается заменятьпредельными отклонениями по массе в соответствии с таблицей 3.

7 Отклонение от прямого угла при вершине не должно превышать 357
По согласованию изготовителя с потребителем отклонение от прямого угла при вершине не должно превышать:
- 1.0 мм — для уголков с шириной полки до 50 мм включительно;
- 2.0 мм — для уголков с шириной полки свыше 50 до 100 мм включительно;
- 3.0 мм — для уголков с шириной полки свыше 100 до 200 мм.
8 Притупление внешних углов (в том числе и угла при вершине) не контролируется.
По требованию потребителя притупление внешних углов (в том числе и угла при вершине) не должно превышать:
- 0,3 толщины полки — для уголков толщиной до 10 мм включительно;
- 3.0 мм — для уголков толщиной свыше 10 до 16 мм включительно;
- 5.0 мм — для уголков толщиной свыше 16 мм.
9 Уголки изготовляют длиной от 4 до 12 м:
- мерной длины;
- мерной длины с немерной в количестве не более 5 % массы партии;
- кратной мерной длины,
- кратной мерной длины с немерной в количестве не более 5 % массы партии; немерной длины;
- ограниченной длины в пределах немерной.
9.1 По согласованию изготовителя с потребителем уголки изготовляют мерной и кратноймерной длины с немерными длинами более 5 % массы партии.
9.2 Допускается изготовление уголков длиной не менее 3 м и свыше 12 м.
10 Предельные отклонения по длине уголков мерной длины или кратной мерной не должныпревышать:
- + 30 мм — при длине до 4 м включительно;
- + 50 мм — при длине свыше 4 до 6м включительно;
- + 70 мм — при длине свыше 6 м.
По требованию потребителя для уголков длиной свыше 4 до 7 м предельные отклонения длины не должны превышать + 40 мм, более 7 м — + 5 мм на каждый следующий метр.
11 Кривизна уголков не должна превышать 0,4 % длины.
По требованию потребителя изготавливают уголки, кривизна которых не превышает 0,2 % длины. Для уголков от № 2 до 4,5 включительно кривизну проверяют на длине 1 м.
12 Размеры поперечного сечения уголков, притупление углов измеряют на расстоянии неменее 500 мм от торца штанги.
ПРИЛОЖЕНИЕ А
(рекомендуемое)
ПРОФИЛИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ
ЧАСТЬ 1 .
УГОЛКИ РАВНОПОЛОЧНЫЕ. РАЗМЕРЫ
(ИСО 657-1-89)
1 Область распространения
Эта часть ИСО 657 включает размеры горячекатаных равнополочных уголков.
2 Настоящий стандарт содержит условия данной части ИСО 657. По состоянию на время публикацииданное издание являлось действующим.
Все стандарты пересматриваются, поэтому необходимо использовать стандарты наиболее позднего издания.
Страны-члены МЭК и ИСО должны обеспечиваться действующими международными стандартами.
ИСО 657-5—76. Горячекатаные стальные профили, часть 5. Равнополочные и неравнополочные уголки, предельные отклонения в метрической и дюймовой сериях.
3 Размеры
3.1 Предпочтительные размеры выделены полужирным шрифтом.
3.2 Радиусы внутреннего закругления даны для информации и приведены в таблице А.1.
3.3 Радиус закругления полок не определен, но при необходимости может быть рассчитан.
4 Свойства профиля
Масса, площадь поперечного сечения и справочные значения величин равнополочных уголков приведены для информации в таблице А.1 и рассчитаны при условии, что радиус закругления полок имеет 1/2 значениярадиуса внутреннего закругления.
5 Допуски
Допускаемые отклонения на размеры приведены в таблице Б.1 приложения Б.


Окончание таблицы А.1

1 Страны—члены ИСО могут включать в национальные стандарты требуемые им размеры уголков.
Из приведенного в таблице сортамента на равнополочные уголки в национальный стандарт могут быть включены те размеры уголков, которые обеспечиваются на прокатных станах.
2 Площадь поперечного сечения вычисляют по формуле

где S — площадь поперечного сечения, см 2 ;
rroot — радиус внутреннего закругления, мм;
rtoc — радиус закругления полок, мм;
А — ширина полки, мм.
3 При вычислении массы 1 м плотность стали принята 7,85 кг/дм 3 .
ПРИЛОЖЕНИЕ Б
(рекомендуемое)
ПРОФИЛИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ
ЧАСТЬ 5.
уголки равнополочные и Неравнополочные
В МЕТРИЧЕСКОЙ И ДЮЙМОВОЙ СЕРИЯХ. ДОПУСКИ
(ИСО 657-5-76)
1 Предмет стандарта и область применения
Настоящий международный стандарт регламентирует предельные отклонения размеров горячекатаных стальных равнополочных и неравнополочных уголков в метрической и дюймовой сериях. Размеры уголков в метрической серии должны соответствовать ИСО 657—1 и ИСО 657—2, в дюймовой — ИСО 657—3 и ИСО 657—4.
2 Предельные отклонения по ширине полки
Предельные отклонения по ширине полки должны соответствовать приведенным в таблице Б.1.
Таблица Б.1 — Предельные отклонения по ширине

3 Предельные отклонения по толщине полки
Предельные отклонения по толщине равнополочных и неравнополочных уголков должны соответствовать приведенным в таблице Б.2.
Таблица Б.2 — Предельные отклонения по толщине

1 Для неравнополочных уголков как базовая берется ширина большей полки.
Примечание — Для уголков с длиной полки свыше 75 мм предельные отклонения по массе составляют ± 2,5 % на единицу длины и могут быть заменены предельными отклонениями по толщине. Массаединицы длины уголков приведена в приложении А.
4 Предельные отклонения при порезке на длины
Предельные отклонения по длине при порезке на нормальные и точные длины равнополочных и неравнополочных уголков должны соответствовать приведенным в таблицах Б.З и Б.4 соответственно.
Таблица Б.З — Предельные отклонения для нормальных длин

Таблица Б.4 — Предельные отклонения для точных длин

1 Для неравнополочных уголков как базовая берется ширина большей полки.
5 Кривизна
5.1 Максимально допустимая кривизна для равно полочных и неравнополочных уголков должна соответствовать приведенной в таблице Б.5.

5.2 Кривизна должна быть измерена как показано на рисунке Б. 1.
6 Неперпендикулярность (непараллельность, отклонение от прямого угла)
6.1 Полки должны быть перпендикулярными относительно друг друга в пределах отклонений концов согласно таблице Б.6.
Таблица Б. 6 — Отклонение от прямого угла

1 Для неравно полочных уголков как базовая берется ширина большей полки.

6.2 Отклонение от прямого угла измеряется на концах полок уголков (рисунок Б.2)

Рисунок Б.2
7 Предельные отклонения по массе
Имеющиеся предельные отклонения по массе на единицу длины являются контрольными предельными отклонениями и предварительно должны быть включены в соответствующие национальные стандарты.
Уголки стальные горячекатанные равнополочные ГОСТ 8509-93
Вы можете получить всю необходимую техническую информацию об интересующей Вас металлопродукции из содержания самого ГОСТа.
Мы постарались сделать справочник ГОСТов удобным в работе. Вы можете заказать металлопродукцию либо просто посмотреть цены и наличие прямо из справочника.
УГОЛКИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ РАВНОПОЛОЧНЫЕ
ГОСТ 8509-93
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 3-93 от 17.02.93)
За принятие проголосовали: ->
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 20.02.96 № 85 межгосударственный стандарт ГОСТ 8509-93 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1997 г.
2 По точности прокатки уголки изготавливают:
А-высокой точности;
В-обычной точности.
3 Предельные отклонения по размерам уголков не должны превышать указанных в таблице 2.
5 По согласованию с потребителем отклонения по толщине полки допускается заменять предельными отклонениями по массе в соответствии с таблицей 3.
| Таблица 3 | ||
| Номер уголка | Предельные отклонения по массе , % | |
| I класс | II класс | |
| От2 до 7,5 включ. | + 3-5 | + 3 |
| Свыше7,5 | + 2,5 | -5 |
6 Отклонение от прямого угла не должно превышать 35′.
По согласованию изготовителя с потребителем отклонение от прямого угла при вершине не должно превышать:
0,3 толщины полки-для уголков толщиной до 10 мм включительно;
3,0 мм-для уголков толщиной свыше 10 до 16 мм включительно;
5,0 мм-для уголков толщиной свыше 16 мм.
8 Уголки изготавливают длиной от 4 до 12 м:
мерной длины;
мерной длины с немерной в количестве не более 5 % массы партии;
кратной мерной длины,
кратной мерной длины с немерной в количестве не более 5 % массы партии;
немерной длины;
ограниченной длины в пределах немерной.
8.1 По согласованию изготовителя с потребителем уголки изготавливают мерной и кратной мерной длины с немерными длинами более 5 % массы партии.
8.2 Допускается изготовление уголков длиной не менее 3 м и свыше 12 м.
9 Предельные отклонения по длине уголков мерной длины или кратной мерной не должны превышать:
+ 30 мм-при длине до 4 м включительно;
+ 50 мм-при длине свыше 4 до 6 м включительно;
+ 70 мм-при длине свыше 6 м.
По требованию потребителя для уголков длиной свыше 4 до 7 м предельные отклонения длины не должны превышать + 40 мм, более 7 м-+ 5 мм на каждый следующий метр.
10 Кривизна уголков не должна превышать 0,4 % длины.
По требованию потребителя изготавливают уголки, кривизна которых не превышает 0,2 % длины. Для уголков от № 2 до 4,5 включительно кривизну проверяют на длине 1 м.
11 Размеры поперечного сечения уголков, притупление углов измеряют на расстоянии не менее 500 мм от торца штанги.
ПРИЛОЖЕНИЕ А (рекомендуемое)
ПРОФИЛИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ
ЧАСТЬ 1. УГОЛКИ РАВНОПОЛОЧНЫЕ. РАЗМЕРЫ
(ИСО 657-1-89) 1 Область распространения
Эта часть ИСО 657 включает размеры горячекатаных равнополочных уголков.
2 Настоящий стандарт содержит условия данной части ИСО 657. По состоянию на время публикации данное издание являлось действующим.
Все стандарты пересматриваются, поэтому необходимо использовать стандарты наиболее позднего издания.
Страны-члены МЭК и ИСО должны обеспечиваться действующими международными стандартами.
ИСО 657-5-76. Горячекатаные стальные профили, часть 5. Равнополочные и неравнополочные уголки, предельные отклонения в метрической и дюймовой сериях.
3.1 Предпочтительные размеры выделены полужирным шрифтом.
3.2 Радиусы внутреннего закругления даны для информации и приведены в таблице А.1.
3.3 Радиус закругления полок не определен, но при необходимости может быть рассчитан.
3 При вычислении массы 1 м плотность стали принята 7,85 кг/дм 3 .
ПРИЛОЖЕНИЕ Б (рекомендуемое)
ПРОФИЛИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ
ЧАСТЬ 5. УГОЛКИ РАВНОПОЛОЧНЫЕ И НЕРАВНОПОЛОЧНЫЕ В МЕТРИЧЕСКОЙ И ДЮЙМОВОЙ СЕРИЯХ. ДОПУСКИ (ИСО 657-5-76)
1 Предмет стандарта и область применения
Настоящий международный стандарт регламентирует предельные отклонения размеров горячекатаных стальных равнополочных и неравнополочных уголков в метрической и дюймовой сериях. Размеры уголков в метрической серии должны соответствовать ИСО 657-1 и ИСО 657-2, в дюймовой-ИСО 657-3 и ИСО 657-4.
2 Предельные отклонения по ширине полки
Предельные отклонения по ширине полки должны соответствовать приведенным в таблице Б.1.
| Таблица Б.1 | Предельные отклонения по ширине | |||||
| Метрическая серия , мм | Дюймовая серия , дюйм | ||||
| Ширина полки 1 | Предельные | Ширина полки 1 | Предельные | ||
| Свыше | От и до включ. | отклонения | Свыше | От и до включ. | отклонения |
| — | 50 | + 1,0 | — | 2 | + 0,04 |
| 50 | 100 | + 1,5 | 2 | 4 | + 0,06 |
| 100 | 150 | + 2,0 | 4 | 6 | + 0,08 |
| 150 | 200 | + 3,0 | 6 | 8 | + 0,12 |
1 Для неравнополочных уголков как базовая берется ширина большей полки.
3 Предельные отклонения по толщине полки
Предельные отклонения по толщине равнополочных и неравнополочных уголков должны соответствовать приведенным в таблице Б.2
| Таблица Б.2 | Предельные отклонения по толщине | |||||
| Метрическая серия , мм | Дюймовая серия , дюйм | ||||
| Ширина полки 1 | Предельные | Ширина полки 1 | Предельные | ||
| Свыше | От и до включ. | отклонения | Свыше | От и до включ. | отклонения |
| — | 50 | + 0,5 | — | 2 | + 0,02 |
| 50 | 100 | + 0,8 | 2 | 4 | + 0,03 |
| 100 | 150 | + 1,0 | 4 | 6 | + 0,04 |
| 150 | 200 | + 1,2 | 6 | 8 | + 0,05 |
1 Для неравнополочных уголков как базовая берется ширина большей полки.
Примечание —
Для уголков с длиной полки свыше 75 мм предельные отклонения по массе составляют + 2,5 % на единицу длины и могут быть заменены предельными отклонениями по толщине. Масса единицы длины уголка приведена в приложении А.
4 Предельные отклонения при порезке на длины
Предельные отклонения по длине при порезке на нормальные и точные длины равнополочных и неравнополочных уголков должны соответствовать приведенным в таблицах Б.3 и Б.4 соответственно.
5 Кривизна |
||||||||||||||||
5.2 Кривизна должна быть измерена как показано на чертеже Б.1.
6 Неперпендикулярность (непараллельность, отклонение от прямого угла)
ГОСТ 8509-93
М Е Ж Г О С У Д А Р С Т В Е Н Н Ы Й С Т А Н Д А Р Т
УГОЛКИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ РАВНОПОЛОЧНЫЕ
Сортамент
Hot-rolled steel equal-leg angles.
Dimensions
ГОСТ 8509-93
Дата введения 1997-01-01
1 Настоящий стандарт распространяется на уголки стальные горячекатаные равнополочные.
2 Размеры уголков, площадь поперечного сечения, справочные величины для осей и масса 1 м уголков должны соответствовать указанным на рисунке 1 и в таблице 1, а при поставках на экспорт — рекомендуемым приложениям А и Б.
Т а б л и ц а 1 (начало)
Т а б л и ц а 1 (продолжение)
1 Площадь поперечного сечения и справочные величины вычислены по номинальным размерам. Плотность стали — 7,85 г/см 3 .
2 Радиусы закругления, указанные на рисунке 1 и в таблице 1, даны для построения калибра и на профиле не контролируются.
Условные обозначения к рисунку 1 и таблице 1:
b — ширина полки;
t — толщина полки;
R — радиус внутреннего закругления;
r — радиус закругления полок;
F- площадь поперечного сечения;
I — момент инерции;
x0 — расстояние от центра тяжести до наружной грани полки;
Ixy — центробежный момент инерции;
i — радиус инерции.
3 По точности прокатки уголки изготавливают:
А — высокой точности;
В — обычной точности.
4 Предельные отклонения по размерам уголков не должны превышать указанных в таблице 2.
Т а б л и ц а 2
5 По согласованию изготовителя с потребителем допускается изготовление уголков со смещением предельных отклонений по толщине полки в пределах допускаемых отклонений соответствующей точности.
6 По согласованию с потребителем отклонения по толщине полки допускается заменять предельными отклонениями по массе в соответствии с таблицей 3.
Т а б л и ц а 3
7 Отклонение от прямого угла при вершине не должно превышать 35′.
По согласованию изготовителя с потребителем отклонение от прямого угла при вершине не должно превышать:
1,0 мм — для уголков с шириной полки до 50 мм включительно;
2,0 мм — для уголков с шириной полки свыше 50 до 100 мм включительно;
3,0 мм — для уголков с шириной полки свыше 100 до 200 мм.
8 Притупление внешних углов (в том числе и угла при вершине) не контролируется.
По требованию потребителя притупление внешних углов (в том числе и угла при вершине) не должно превышать:
0,3 толщины полки — для уголков толщиной до 10 мм включительно;
3,0 мм — для уголков толщиной свыше 10 до 16 мм включительно;
5,0 мм — для уголков толщиной свыше 16 мм
9 Уголки изготавливают длиной от 4 до 12 м:
мерной длины с немерной в количестве не более 5 % массы партии;
кратной мерной длины,
кратной мерной длины с немерной в количестве не более 5 % массы партии;
ограниченной длины в пределах немерной.
9.1 По согласованию изготовителя с потребителем уголки изготавливают мерной и кратной мерной длины с немерными длинами более 5 % массы партии.
9.2 Допускается изготовление уголков длиной не менее 3 м и свыше 12 м.
10 Предельные отклонения по длине уголков мерной длины или кратной мерной не должны превышать:
+ 30 мм — при длине до 4 м включительно;
+ 50 мм — при длине свыше 4 до 6 м включительно;
+ 70 мм — при длине свыше 6 м.
По требованию потребителя для уголков длиной свыше 4 до 7 м предельные отклонения длины не должны превышать + 40 мм, более 7 м — + 5 мм на каждый следующий метр.
11 Кривизна уголков не должна превышать 0,4 % длины. По требованию потребителя изготавливают уголки, кривизна которых не превышает 0,2 % длины. Для уголков от № 2 до 4,5 включительно кривизну проверяют на длине 1 м.
12 Размеры поперечного сечения уголков, притупление углов измеряют на расстоянии не менее 500 мм от торца штанги.
Характеристики металлического уголка

Уголком называют фасонный металлопрокат, имеющий сечение Г-образной формы. Металлический уголок выпускается в широком сортаменте и используется практически во всех отраслях народного хозяйства. По форме выделяют два типа этой продукции: равнополочную, наиболее распространенную, и неравнополочную, мало представленную на рынке. Стальной уголок производят двумя способами: горячей прокаткой и гибкой из холодно- или горячекатаного листа.
Сортамент горячекатаного уголка

Высокая прочность этой продукции обеспечивает ее применение для создания конструкций, работающих под воздействием серьезных нагрузок. Сортамент равнополочного горячекатаного уголка регламентируется ГОСТом 8509-93. Стандартом предусмотрены два класса точности прокатки:
- А – повышенной;
- В – обыкновенной.
В производстве углового проката используется углеродистая сталь обыкновенного качества и качественная конструкционная. Для изготовления ответственных конструкций и элементов машин и механизмов используют уголок из низколегированных сталей типа 09Г2С, 10ХСНД. Такая продукция может эксплуатироваться в широком диапазоне температур (-70…+450°C), поэтому востребована в регионах с суровым климатом.
Таблица размеров и массы наиболее распространенного сортамента стального равнополочного уголка по ГОСТу 8509-93
| Ширина полки, мм | Толщина полки, мм | Масса 1 метра, кг | Ширина полки, мм | Толщина полки, мм | Масса 1 метра, кг |
| 20 | 3 | 0,89 | 63 | 4 | 3,9 |
| 4 | 1,15 | 5 | 4,81 | ||
| 25 | 3 | 1,12 | 6 | 5,72 | |
| 4 | 1,46 | 70 | 5 | 5,38 | |
| 30 | 3 | 1,36 | 6 | 6,39 | |
| 4 | 1,78 | 7 | 7,39 | ||
| 35 | 3 | 1,6 | 75 | 5 | 5,8 |
| 4 | 2,1 | 6 | 6,89 | ||
| 5 | 2,58 | 7 | 7,96 | ||
| 40 | 3 | 1,85 | 8 | 9,02 | |
| 4 | 2,42 | 80 | 6 | 7,36 | |
| 5 | 2,98 | 7 | 8,51 | ||
| 45 | 3 | 2,08 | 8 | 9,65 | |
| 4 | 2,73 | 90 | 7 | 9,64 | |
| 5 | 3,37 | 8 | 10,93 | ||
| 50 | 3 | 2,32 | 9 | 12,2 | |
| 4 | 3,05 | 100 | 7 | 10,79 | |
| 5 | 3,77 | 8 | 12,25 | ||
| 6 | 4,47 | 10 | 15,1 |
Основные характеристики равнополочного гнутого металлического уголка

Эта металлопродукция производится на профилегибочных станах из листовых горяче- или холоднокатаных заготовок без нагрева. Имеет меньшие прочностные характеристики, по сравнению с горячекатаными изделиями, и меньший вес (для малых партий эта разница незначительна). Внешнее отличие – наружные скругленные уголки, у горячекатаного уголка – четкие, прямые.
Сортамент углового равнополочного гнутого профиля регламентируется ГОСТом 19771-93. По точности профилирования различают три класса: А – высокой точности, Б – повышенной, В – обычной.
Основные области применения равнополочного горячекатаного и гнутого уголка: производство строительных конструкций, изготовление ограждений, навесов, ворот, калиток, элементов машин и механизмов, в мебельной промышленности, для реализации архитектурных и дизайнерских проектов.
Вес металлического уголка — формулы и таблица
Вес 1 м погонного равнополочного и неравнополочного уголка можно определить по таблице или по упрощенной формуле:
M = (A+B)*t*ρ, в которой
M – масса 1 м погонного, кг;
A – ширина полки, м;
B – ширина второй полки, м, для равнополочных изделий A=B;
t – толщина полки, м;
ρ – усредненная плотность стали, равная 7850 кг/м 3 .
Еще один вариант определения веса уголка – онлайн-калькулятор, который при введении данных показывает табличное значение массы металлоизделия. Если табличное значение отсутствует, калькулятор просчитывает массу по упрощенной формуле.
Таблица массы уголка горячекатаного равнополочного и неравнополочного
- Быстрый ремонт труб с помощью хомутов без сварки
- Обслуживание холодильного оборудования: как избежать поломок и лишних расходов
- Поверка штангенциркулей: как обеспечить точность измерений и избежать дорогостоящих ошибок
- Промышленная роботизация производства
- Качественная спецодежда: как проходит сертификация