Развальцовка стальных труб
Развальцовка стальных труб
Развальцовка труб: тонкости технологии и основные инструменты
Специалистам часто приходится изменять как конфигурацию, так и другие геометрические параметры трубопроката для решения различных задач. Чаще всего для изменения формы и размеров трубного изделия используется такая технологическая операция, как развальцовка. Следует иметь в виду, что данная операция в корне отличается от той, которую называют вальцовкой, причем различия эти существенны.
Концы этих медных труб развальцованы: расширены до определенной формы и подготовлены для соединения
Развальцовка и вальцовка
Прежде всего, следует понимать, что развальцовка труб не может называться вальцовкой, так как суть у этих технологических операций совершенно разная.
- Вальцовка, для выполнения которой используется специальный вальцеватель (станок, оснащенный рабочими валками), – это технологическая операция, в процессе которой осуществляется деформирование листового проката или металлической трубы в радиальном направлении. При помощи такой операции, в частности, из листового металла формируют изделия цилиндрической или конической формы, а также изготавливают из круглого трубопроката изделия с другой формой поперечного сечения.
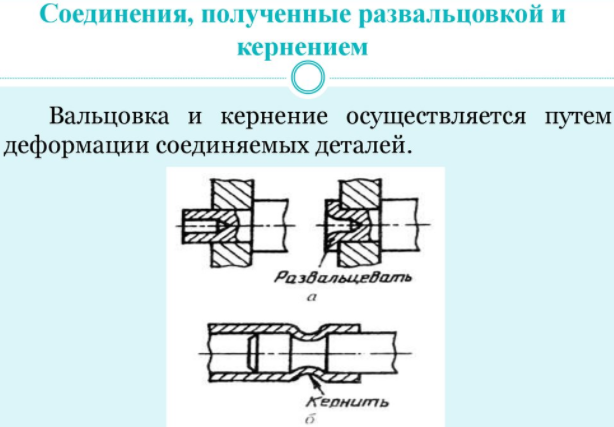
- Инструмент для развальцовки не содержит в своей конструкции рабочих валков, а суть самой процедуры заключается в том, что пластической деформации подвергается только конец трубы, при этом его внутренний и наружный диаметры увеличиваются до требуемых параметров. Необходимость в выполнении такой операции чаще всего возникает в тех случаях, когда два отрезка трубы требуется надежно соединить между собой.

Разновидности развальцовки трубок
Чтобы получить надежное и герметичное соединение двух труб, используют различные методы – пайку, применение накидных муфт и других фитинговых элементов и т.д. В некоторых из таких случаев (в частности, при пайке и использовании накидных муфт) концы трубных изделий необходимо расширить. Для выполнения этой процедуры и требуется развальцовщик.
Многие домашние мастера под развальцовкой подразумевают и другие технологические операции, целью которых также является пластическая деформация отдельного участка трубного изделия. Сюда можно отнести, например, завальцовку и гибку.
- Завальцовка – процедура, подразумевающая не расширение, а сужение края трубы. При этом используется метод простого обжатия, для чего применяют обычные клещи или миниатюрные вальцы. Необходимость в выполнении такой операции возникает в тех случаях, когда на конце трубы надо нарезать резьбу, используя для этого ручной инструмент.
- Гибка – технологическая операция, для выполнения которой используются специальные устройства с рабочими вальцами и которую часто также называют развальцовкой, хотя это в корне неправильно. Целью гибки, которой могут подвергаться как мягкие медные трубки, так и трубопрокат из стали и других металлов, является не расширение, а изгиб отдельной части изделия под требуемым углом.
Таким образом, под вальцовкой и развальцовкой следует понимать совершенно разные технологические операции.

Развальцовка трубок в процессе установки кондиционера
Как развальцевать трубу
Задаваясь вопросом о том, как развальцевать трубу, следует иметь в виду, что подвергаться такой процедуре могут только изделия, изготовленные из достаточно пластичного материала. Сюда, в частности, можно отнести мягкие трубки из меди и алюминиевых сплавов, а также из отдельных марок нержавейки. Для выполнения такой технологической операции может быть использован как серийно изготовленный развальцовщик, так и самодельное устройство. Между тем развальцовка стальных труб большого диаметра или изделий, изготовленных из другого металла, должна выполняться с применением профессионального оборудования.
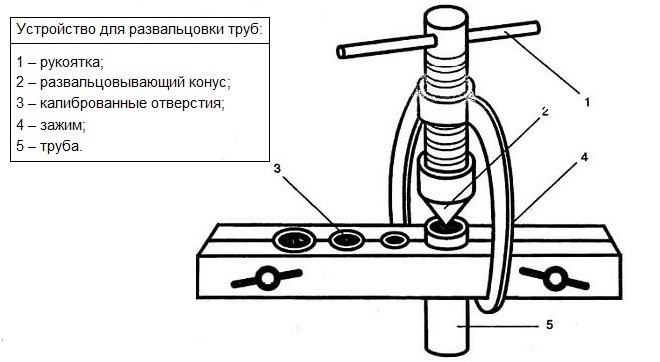
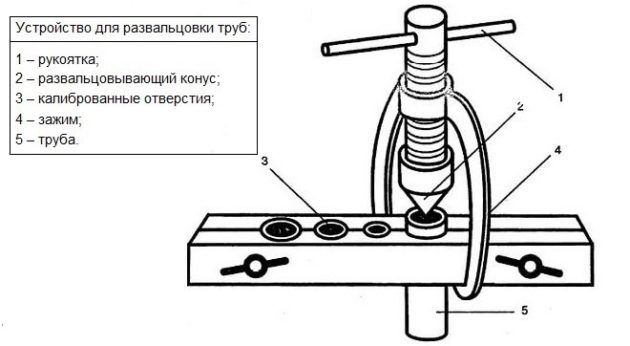
Приспособление для развальцовки труб
Как же развальцовывать трубы в домашних условиях? Развальцовке в таких ситуациях чаще всего подвергаются трубки из меди и других мягких металлов, но вне зависимости от материала изготовления изделий такая технологическая операция выполняется в следующей последовательности:
- Конец трубы тщательно зачищают, с его поверхности удаляют заусеницы.
- Затем на него устанавливают специальную муфту и помещают в приспособление для развальцовки.
- Если для выполнения развальцовки используется развальцовщик ручного типа, то процесс ее выполнения выглядит следующим образом: при завинчивании винта конус развальцовывающего устройства, оказывая механическое воздействие на внутреннюю поверхность трубы, деформирует ее.
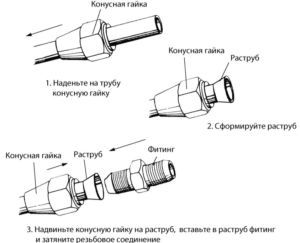
- После того как конец трубки принимает воронкообразную форму с углом скоса, равным примерно 45°, приспособление для развальцовки снимают.
- Разъемную муфту, которая предварительно была надета на трубку, перемещают к ее торцу и закручивают гайку.
В том случае, если развальцовщик применяется для подготовки трубок к пайке, резьбовая разъемная муфта не используется.
Инструменты и приспособления
Для развальцовки трубок в зависимости от материала их изготовления могут быть использованы различные приспособления. Если необходим развальцовщик для обработки трубок из меди, то для этого вполне подойдет и самодельное устройство для развальцовки трубок.
В случае развальцовки медных трубок своими руками требуется не столько сила воздействия, сколько аккуратность. Формируемая при выполнении такой процедуры воронка на конце медной трубы должна быть без дефектов, перекосов и сколов.
Разновидности ручных приспособлений для развальцовки
Для выполнения развальцовки может использоваться и изготовленный своими руками инструмент. Перечислим приспособления, требующиеся в таких случаях чаще всего:
- устройство, конструкция которого состоит из двух частей – фиксатора, которым обеспечивается удерживание трубки определенного диаметра, а также конуса, соединенного с винтом (фиксатор представляет собой металлическую пластину, в которой выполнены отверстия различного диаметра);
- экстендер – это устройство рычажного типа, рабочим органом которого является регулируемая расширительная головка для обработки труб различного диаметра (разводные лапки такого устройства, которое фиксируется в определенном положении, воздействуют на внутренние стенки трубы, растягивая их).
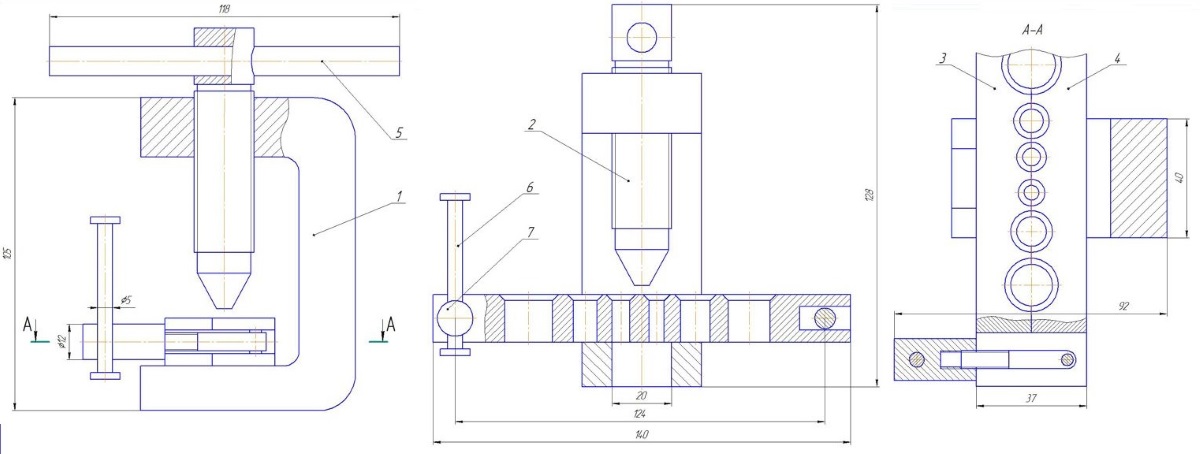
Чертеж самодельного приспособления для развальцовки трубок (нажмите для увеличения)
Ручное приспособление для развальцовки следует использовать максимально аккуратно, в противном случае у обрабатываемой трубы могут сформироваться стенки различной толщины.
Профессиональное приспособление для развальцовки – это устройство, оснащенное электрическим приводом. Рабочая головка такого устройства, выполненная в форме конуса, прокатывается по внутренней поверхности трубы, пока изделие не приобретет требуемую форму и не достигнет заданных геометрических параметров.
При использовании таких устройств для развальцовки удается добиться более высокой равномерности толщины стенок и симметричности геометрических параметров трубных изделий.
Обзор технологии и оборудования для развальцовки труб
Развальцовка труб — это процесс по изменению конфигурации края трубы для придания полому изделию требуемой формы по расширению или сужению диаметра.

Развальцовка — это процесс по частичному изменению конфигурации края трубы для придания полому изделию требуемой формы по расширению или сужению диаметра путем заданной деформации металла.
Сферы применения
Применение на практике развальцовки труб имеет несколько специфичное положение. Это связано с тем, что сам метод соединения труб с помощью развальцовки довольно старый технологический прием, который с развитием промышленности был в основном заменен другими типами соединений. А вот ряд конкретных сфер применения развальцовки так и не нашли должной технологической замены и используются в своем неизменном виде до сих пор. Для примера приведем наиболее характерные и часто встречающиеся сферы применения развальцовки, а именно:
Это связано с тем, что сам метод соединения труб с помощью развальцовки довольно старый технологический прием, который с развитием промышленности был в основном заменен другими типами соединений. А вот ряд конкретных сфер применения развальцовки так и не нашли должной технологической замены и используются в своем неизменном виде до сих пор. Для примера приведем наиболее характерные и часто встречающиеся сферы применения развальцовки, а именно:
- В энергетической промышленности при изготовлении решеток водотрубных теплообменников с целью создания прочного герметичного соединения между медными или латунными трубами и цилиндрическими отверстиями стальной трубной решетки. А также на предприятиях жилищно-коммунального хозяйства для уже соответственно ремонта этих водотрубных теплообменников. Развальцовку все реже используют для закрепления труб в различном котельном оборудовании как конденсаторы, парогенераторы, экономайзеры и маслоохладители.
- В сфере бытового хозяйства для создания разъемных соединений из медных трубок, при монтаже систем кондиционирования. С помощью медных трубок и соединяют внешние и внутренние блоки сплит-системы, по которым и циркулирует хладагент.
- В пищевой отрасли при изготовлении промышленных холодильных камер для создания надежных разъемных соединений медных и латунных трубок непосредственно на месте монтажа оборудования, позволяя со стандартным оборудованием вписываться в любую конфигурацию помещений.
- В альтернативной энергетики при монтаже тепловых насосов, для соединения медных трубок по полной аналогии со сплит-системами.
- На предприятиях автопрома при изготовлении быстроразъемных соединений стальных трубок для гидравлической тормозной системы или медных трубок для гидравлической системы сцепления автомобиля. А также развальцовку методом штамповки применяют при изготовлении различных радиаторов охлаждения для двигателей внутреннего сгорания.
Особенности технологии

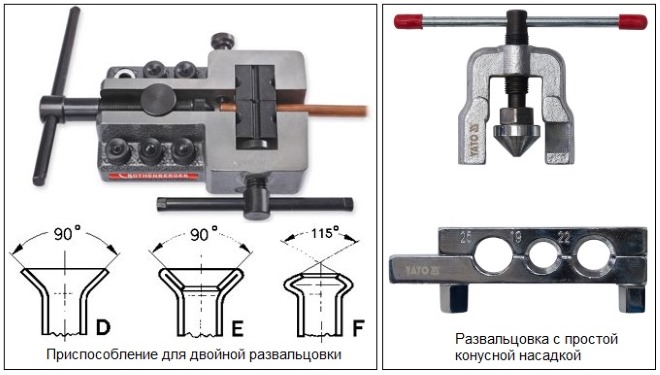
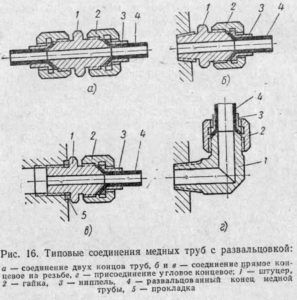
Но основные три типа развальцовки являются наиболее распространенными и применяются как в автомобилестроения, так и при монтаже различного энергетического оборудования. К ним относится:
- простая одинарная развальцовка под конус типа «D», делается под углом в 45 градусов в виде одинарной воронки, для ее изготовления подойдет большинство ручных приспособлений для развальцовки трубок;
- двойная развальцовка трубок под конус типа «E» также выполняется под углом в 45 градусов в виде одинарной воронки с двойным усиленным краем трубки, для ее выполнения подойдет уже более специализированный инструмент для развальцовки со специальными насадками;
- одноразовая развальцовка стальных труб под грибок типа «F», выполняется специальной эксцентриковой развальцовкой.
Развальцовка труб является достаточно непростой в технологическом плане операцией и требует тщательной подготовки. Поэтому для получения качественного соединения с помощью развальцовки необходимо выполнять и соблюдать следующие условия:
- срез трубы должен быть идеально ровным,
- стенки трубы, предназначенной под развальцовку, должны иметь одинаковую толщину по всему диаметру;
- место развальцовки должно быть идеально ровным и гладким, при этом не должно иметь следов остаточной деформации и трещин.
Технология развальцовки трубок

Технологию развальцовки трубок можно привести на примере работы ручного инструмента для развальцовки, состоящего из основания с раззенкованными отверстиями на основные типоразмеры труб и соответствующего им набора насадок.
Перед началом работ трубку необходимо ровно обрезать, так, чтобы срез был строго перпендикулярным центральной оси. Рекомендуется использовать специально приспособленные для этого труборезы. После этого отрезанный край трубы обрабатываем напильником или срезаем фаску с помощью риммера и тем самым удаляем все заусенцы с внутренней и внешней части торца.
Далее, в отверстие основания строго по диаметру вставляется трубка и зажимается прочной металлической рамкой так, чтобы край трубки немного выступал над плоскостью уровня основания.
Берем соответствующую отверстию насадку, представляющую с одной стороны стальной цилиндрический предмет с поверхностью конусообразной формы и приспособлением для прижимного винта на другой стороне. В зависимости от вида будущего соединения насадка для развальцовки может иметь различную форму, поэтому подбираем поверхность необходимой конфигурации.
Установив нужную нам насадку, начинаем постепенно закручивать винт центрирующего стержня, давя поверхностью насадки на трубку, постепенно прижимая ее к краям отверстия в основании. По завершении операции винт стержня раскручивается, основание разбираем и развальцованная трубка свободно достается из приспособления.
Самое главное, не забывать одевать гайку штуцера на трубку заранее, в противном случае вам придется повторить все операции в той же последовательности еще один раз.
Совет: как и при любой обработке металлических изделий, рекомендуется место развальцовки заранее смазать небольшим количеством машинного масла.
Применяемое оборудование
Следующей категорией ручного инструмента для развальцовки служат различные наборы, в комплект которых, как правило, входят:
- две планки основания со специальной формы отверстиями, соответствующих основным типоразмерам стальных и медных трубок, в количестве от 5 до 11 штук в зависимости от комплектации и цены,
- приспособление развальцовки с резьбой для крепления пяти сменных штампов.
- набор сменных штампов.
Нередко такие наборы комплектуют ручными роликовыми, предназначенными для резки алюминиевых, латунных, медных, стальных и металлопластиковых труб с диаметром от 3 до 29 мм включительно.
Стоит отметить, что по многочисленным отзывам на форумах в интернете пользователи обращают внимание на прямую зависимость качества и надежности в работе таких инструментов от стоимости наборов. Как правило, дешевый станок для развальцовки трубок быстро ломается и не рекомендуется для использования при больших объемах работ.
Следующей категорией приспособлений являются различные виды станков для развальцовки трубок. Они отличаются более надежными и качественными узлами, высокой стоимостью и предназначаются для профессионального применения.
На станках развальцовку труб производят с помощью электрического, гидравлического или пневматического привода с применением контроллеров крутящего момента для полной автоматизации рабочих процессов.
Специфика развальцовки стали и алюминия.
При неуверенности в достаточной пластичности материала стальных или алюминиевых трубок их рекомендуется предварительно перед развальцовкой нагревать соответственно для стали до 500-600⁰ C, а для алюминия до 200-300⁰ C.
Как выполнить развальцовку трубок
Вам необходимо поменять стальную или медную трубку в вашем автомобиле, а специализированный инструмент для развальцовки отсутствует, причем идея найти его или купить связана с определенными трудностями. Вот тут и пригодиться совет, как развальцевать трубку своими руками.
- Для начала берем два небольших деревянных бруска, подобрав размеры и толщину так, чтобы можно было зажать их в обычных тисках.
- Зажимаем выбранные бруски в тисках и по центру шва их соединения сверлим сквозное отверстие диаметром той самой стальной или медной трубки, которую вам надо развальцевать.
- Далее, с одной стороны отверстия сверлом большего диаметра высверливаем небольшое конусообразное углубление. Все основание готово.
- Закрепляем трубку в изготовленном основании из двух деревянных брусков и прочно зажимаем всю конструкцию в тисках. Трубка должна возвышаться на один-два миллиметра над поверхностью брусков.
- Берем стальной шарик от подшипника диаметром примерно в полтора-два раза большим, чем у трубки и не очень сильными ударами молотка начинаем процесс развальцовки. Если трубка начнет проскальзывать в деревянном основании, то, по необходимости, обматываем ее тонкой наждачной бумагой.
Совет. Если «развальцованное» соединение подтекает, то для устранения течи можно подложить тонкую свинцовую шайбу между трубкой и штуцером.
Если вы знаете свой способ развальцовки или у вас есть особый опыт в этом деле, поделитесь им в блоке комментариев.
Техника самостоятельной развальцовки труб
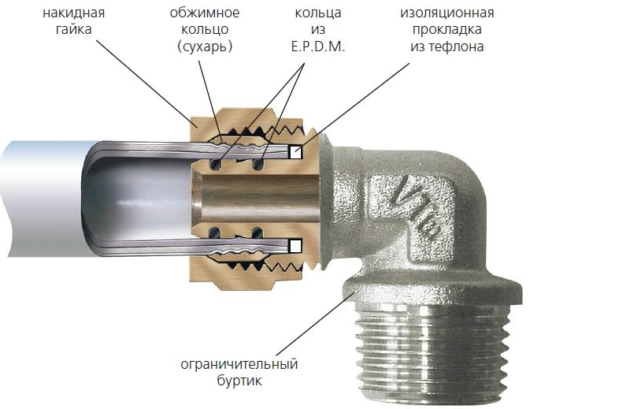
Существует множество способов соединения труб. Иногда возникают сложности в применении какого-либо из них. Причиной тому может быть незаметное на первый взгляд различие в диаметре, неравномерно сформированные стенки. Решением вопроса может стать вариант стыковки с помощью накидных муфт. Но для этого необходимо разобрать такое понятие как развальцовка торца труб.
Что собой представляет развальцовка
Под развальцовкой понимают процесс получения на конце трубы конической юбки. Диаметр такого образования превышает диаметр исходного материала. Это возможно за счет растяжения металла. Чем сечение развальцованного участка больше, тем меньше толщина его стенки. Любые трубы из мягкого материала (алюминий, медь, их сплавы, некоторые марки нержавейки) можно развальцевать ручным способом. Твердый металл подвергают машинной обработке. Не следует путать развальцовку с вальцовкой труб.

В каких случаях применяют развальцовку
Есть несколько причин, по которым необходимо обращаться к этому методу.
Чтобы получить разъемный стык. В кондиционерах, холодильных установках, гидравлических и других системах, где положен контроль за рабочей жидкостью, применяют соединение труб при помощи муфт. Если нужно уйти от сварки цветных металлов или сварки в целом.
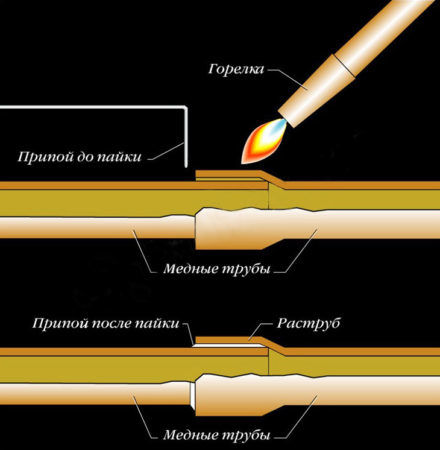
Применение пайки на медных трубках. Эффективно спаять две трубы можно только при условии достаточного соприкосновения их поверхностей. Это достигается либо вставкой одного диаметра в другой, либо (при одинаковых диаметрах) развальцовкой торцов и увеличением площади прилегания элементов. В противном случае соединение труб разорвется под действием вибрации или стороннего усилия.
Для упрощенной фиксации торца трубы. В декоративных и других целях, когда трубу следует зафиксировать, например, торцом к плоскости, применяют развальцовку и фиксацию шайбой.
В сложных конфигурациях. В тех случаях, если внутри трубы прокладывают электрические жгуты и необходимо прохождение через различные изгибы. Тогда всю трассу разбивают на отдельные элементы и стыкуют муфтами.
Инструменты для проведения работ
Развальцовку труб можно осуществить двумя способами: ручным и машинным. Первый применим для мягких металлов с небольшим диаметром. Второй – для больших диаметров сталей с возможным разогревом торца заготовки.
Стандартный ручной развальцовывающий станок состоит из:
- Рукояти и направляющего стержня. С их помощью осуществляется поступательно — вращательное движение конуса для развальцовки.
- Направляющего зажима. Удерживает стержень напротив заготовки.
- Конуса развальцовывающего. Непосредственно воздействует на торец трубы, формируя юбку.
- Станины тисочного типа. Она имеет калиброванные отверстия под разный диаметр трубок.
Ручное приспособление для двойной развальцовки труб. Механизм может производить несколько операций с торцом трубы, делать одинарную воронку, «грибок», двойную воронку.

Экспандер для увеличения диаметра торца трубы. Представляет собой ручной рычажный инструмент. Его рабочим органом является специальная головка, которая имеет возможность расширяться при воздействии на рычаг. С помощью этого устройства также можно делать развальцовку, но юбка будет не конусной. В обработанный таким образом край трубы можно вставить другую трубу и дальше применить пайку либо сварку.

Молоток с головкой из латуни плюс вальцовочный инструмент, изготовленный из твердой стали. Комплект предназначен для создания раструбов с углом в 45 градусов, но с помощью него сложно идеально развальцевать трубу.

Профессиональная установка для развальцовки снабжена электрическим приводом. Основной элемент устройства – головка конусовидной формы. Рабочая деталь, вращаясь, прокатывается по внутренней плоскости торца трубы. Таким образом, торец постепенно раскрывается, образуя юбку.

Получения конического раструба
Для понимания технологии процесса можно взять пример развальцовки трубок из меди. Порядок проведения работ следующий:
- Трубу тщательно торцуют. Для качественной развальцовки угол между торцом и плоскостью должен быть строго 90 градусов.
- Обработка металла рабочей части заключается в зачистке и удалении заусениц и окислов.
- На трубку надевают резьбовую муфту.
- Заготовку зажимают в станине в посадочном отверстии соответствующего диаметра. Конец трубы (рабочая часть) на несколько миллиметров должен выступать над станиной.
- Завинчивая винт, упирают развальцовывающий конус в торец и производят давление до тех пор, пока деформация участка не достигнет предела – будет образована юбка, скошенная под углом в 45 градусов.
- Вынимают заготовку из станины, муфту перемещают к обработанному краю.
Чтобы легче воздействовать конусом на заготовку, рабочую поверхность лучше покрыть смазочным материалом. Винт перемещать вперед- назад, постепенно достигая нужного результата – это поможет избежать возможного разрыва металла в районе деформации.
Работа ручным экспандером имеет свой алгоритм действий:

- Торец заготовки насаживают на подходящий диаметр головки до упора (диаметров в наличии несколько).
- Удерживая стационарную рукоять, подвижную перемещают по окружности, тем самым разводя губки головки. Работу проводят без насилия, чтобы не разорвать трубу.
- После получения расширения диаметра снимают заготовку с инструмента.
- Проверяют легкость вхождения второй трубы в полученный раструб.
Изготовление самодельного вальцовочного инструмента
Не всегда нужно приобретать заводской станок для развальцовки труб, тем более, если операция единичная. В этом случае можно воспользоваться обычным конусом и молотком, но для большей точности результата работы лучше изготовить простой самодельный инструмент. Основные части приспособления:
- Станина. ЕЕ изготавливают из стального уголка длинной 200 мм, шириной полки в 32 мм и толщиной стенки – 5 мм.
- Болты М8 два штуки. С помощью них стягивают станину.
- Тиски. В них зажимают станину.
- Конусные оправки (развальцовывающий конус). Заказывают у токаря, либо самостоятельно вытачивают из стальной болванки.
Инструмент для проведения работ:
- Электрический наждак;
- Дрель;
- Болгарка с обрезным кругом по металлу.



- Заготовку из стального уголка разрезают на два отрезка длиной по 100 мм.
- Соединяют заготовки (чтобы в торце получилась буква «Т») и зажимают в тисках.
- Просверливают два отверстия в уголках под болт М8.
- Стягивают заготовки между собой болтами.
- Просверливают отверстия под разные диаметры медных трубочек (диаметром не более 8 мм) по линии соприкосновения двух уголков.
- В каждом отверстии выбирают небольшие фаски.
Полученный инструмент готов к работе, его применяют так же, как и заводской.
Заключение
Описанные в статье материалы не исчерпывают знаний в области работы с трубами и правильной организации соединений. Но все же некоторые освещенные практические моменты помогут избежать сложностей, используя метод развальцовки.
Видео по теме: Развальцовка трубок
Развальцовка труб
Развальцовка труб – формообразующая процедура контролируемой радиальной деформации кромки изделия с целью устройства соединений трубопровода. Выполняется в компании «ГидроПАРТ» на современном оборудовании. Мы работаем с высокоточной техникой и в строгом соответствии стандартам развальцовки JIC-37°.
Обеспечиваем исключительное качество соединений труб с:
- трубными решетками;
- подключаемыми приборами;
- смежными секциями магистралей.
Наши специалисты подберут необходимый зазор и проведут грамотную развальцовку трубной кромки любого типа трубопровода. Мы работаем с системами теплоснабжения, водообеспечения и водоподготовки, газоснабжения, с пожарными магистралями и сетями кондиционирования. Цены на развальцовку труб приемлемы и определяются параметрами процесса.

Преимущества передовой технологии развальцовки труб
Наша проверенная технология обеспечивает достойное качество результата:
- полностью готовое изделие для устройства разных типов соединений (классическое муфтовое, прессованное гаечное, комбинированное сварное);
- труба с формованными концами выверенного наружного диаметра;
- ровная гладкая поверхность после обработки.
Использование высокоточного программируемого оборудования для развальцовки гидравлических труб по технологии JIC-37° позволяет исключить риски деформации трубной конструкции, снижения срока ее службы. Разрывы при выполнении соединений исключены благодаря выверенным размерам деформированного диаметра кромки.
Мы работаем с проектами любого инженерного назначения. Проводим развальцовку тонкостенных стальных, алюминиевых, медных труб. Подберем параметры формованных концов для секций трубопровода, работающего в условиях постоянной вибрации, высокого давления, разных температурных режимов.
Компания «ГидроПАРТ» выполняет одностороннюю и двустороннюю развальцовку отрезов, готовых трубных секций, отдельных трубок. Современное передовое оборудование позволяет нам работать с широким диапазоном диаметров заготовок. Развальцуем трубы от 4 до 50 мм в диаметре.

Как проводится развальцовка гидравлических труб?
Будучи опытным ответственным исполнителем на рынке подготовки и устройства трубопроводов Московской области, мы организуем полное сопровождение процесса. Тактика развальцовочных операций включает все необходимые этапы:
- грамотная подготовка материала: чистка, выравнивание, подрезка кромок, шлифовка поверхности;
- вычисление точных размеров увеличенного внешнего диаметра труб, подлежащих соединению, и задание полученных размеров на оборудовании;
- собственно, механическая операция развальцовки металлических труб – поступательное раздвижение краев трубного конца с получением равномерной толщины обработанной стенки по всей окружности.
У нас есть достаточный ресурс для обработки больших партий труб разной толщины стенок из различного материала. Развальцовка алюминиевых и стальных труб осуществляется в короткие сроки. При необходимости и по вашей заявке развальцуем уже изогнутые секции или прямые отрезы. Есть возможность развальцовки сразу после гибки (подготовка трубного материала перед формированием сборного трубопровода). Вы экономите свое время, силы и средства, заказывая все необходимые виды обработки в одном месте.
Что в результате?
Наши специалисты имеют опыт работы с профессиональным развальцовочным оборудованием. Мы действуем быстро, точно, без ошибок. Обращайтесь, компания «ГидроПАРТ» гарантирует качество будущих соединений и максимальный цикл жизни магистралей, изогнутых и развальцованных на нашем оборудовании.
- честную цену развальцовки труб;
- качественное соединение для быстрого монтажа трубопровода;
- исключительную надежность герметичного соединения.
Сотрудничество с профессионалами «ГидроПАРТ» – ваша гарантия качественного устройства магистралей широкого спектра назначений (от классических водопроводов до пневматических, пожарных, нефтепроводов и т. д.) под нашу ответственность.
Развальцовки для стальных труб в Москве
- Прочие инструменты для ремонта автомобиля
- Материалы для сантехнических работ
- Наборы ручного инструмента
- Трубогибы

Развальцовка металлических трубок
Инструмент для развальцовки труб (10 предметов)
Развальцовка для труб из цветных металлов с труборезом STAYER MASTER 2370_z01
Набор дюймовый для резки, развальцовки и расш. труб Зубр 23615-H10
Вальцовка+труборасширители DSZH CT-275
Сервис Ключ Развальцовка металлических трубок (СК)
Вальцовка+труборасширители Becool BC-275 (1/8″-3/4″)
Развальцовка FIT 70680
HOEGERT Набор для развальцовки труб 3-19 мм
Инструмент для развальцовки VFT-808-is VALUE (вальцовка с эксцентриком и труборез)
Набор для развальцовки трубок 10пр.(4,8-15,9мм) (АвтоDело) 40408
Инструмент для развальцовки VFT-808-mis VALUE (вальцовка с эксцентриком и труборезом)
Развальцовщики WP Прибор для вальцовки трубок FTD 350
Развальцовка Stayer 2369
Развальцовка металлических трубок Сервис ключ 70619
Набор CT-275L (вальцовка 1/8″ — 3/4″, труборасширитель 3/16″ — 3/4″)
Развальцовка металлических трубок Сервис ключ 70619
Набор для развальцовки труб 9 пр. 67962107 AIST
Набор для резки, развальцовки и расширения под пайку Зубр 23616-H10
Приспособление для развальцовки трубок, 4-16 мм мастак 102-12001
Вальцовка DSZH Набор развальцовочный CT-275L
Развальцовка для труб из цветных металлов «Stayer» (диаметр труб: 5/8″, 5/16″, 3/16″, 1/4″, 3/8″, 1/2″ мм)
Инструмент для развальцовки VFT-808-mi VALUE (вальцовка с эксцентриком)
Набор для развальцовки труб VFT-808-I (в кейсе)



STAYER развальцовка для труб 2369_z01
Вальцовка DSZH CТ-1226 АL, в кейсе с труборезом
Развальцовщик ЗУБР 23618-5/8
Развальцовщик STAYER 2370
Вальцовка DSZH ST-806FT-L (1/4″ — 3/4″; 6 — 19мм; облегченная, с ограничителем подачи трубы; с труборезом и риммером в кейсе)
Зубр Набор «мастер» универсал для резки, развальцовки и расширения под пайку труб с толщиной стенки до 1мм, в боксе 23616-H10
Вальцовка труб любых размеров в Москве
Для просмотра видео требуется современный браузер с поддержкой видео HTML5.
Вальцовка труб любых размеров в Москве
Способы вальцовки и развальцовки труб
Главное назначение вальцовки круглых труб заключается в их деформации для приобретения ими нужных форм. При помощи специального инструмента или оборудования можно изогнуть заготовку или изменить ширину ее сечения. Чем качественнее устройства, тем более равномерного изменения формы можно добиться.
Процесс обработки краев трубного проката, благодаря которому его диаметр может сужаться или расширяться, называется развальцовкой. Эта операция используется для изделий разных размеров:выполняется развальцовка трубок и небольшого диаметра сечения, и тех, из которых предстоит собрать габаритный трубопровод.
Выбор способа вальцовки зависит от целей и используемого оборудования. Кроме развальцовки и гнутья над заготовкой можно выполнить такие действия, как наматывание и растяжение.
Вальцовка (вальцевание) труб и металла: особенности технологии
Вальцовка труб как часть процесса формирования металлических изделий
Особенности вальцовки труб
Как происходит вальцовка труб
Стоимость вальцовки труб
Окончательная стоимость проекта зависит от нескольких факторов:
- формы сечения заготовок (вальцовка проф трубы традиционно дороже, чем круглой);
- свойств металла (так, вальцовка трубы из нержавейки относится к более простым операциям, чем работа с алюминием или медью);
- размера сечения.
На итоговую сумму может повлиять даже объем заказа. Многие исполнители, в том числе и мы, предлагают хорошие скидки за серийность. Например, развальцовка нержавеющих труб и развальцовка стальных труб из черного проката будут стоить примерно одинаково, так как материал имеет похожие свойства и трудоемкость операции примерно одинакова.
Развальцовка труб при монтаже теплообменного оборудования
Специфическая терминология разных методов вальцовки
Кроме понятий “вальцовка трубы по радиусу” и “развальцовка трубок” существует и ряд других терминологических описаний разных процессов вальцевания. В частности, привальцовка — этим словом называется первичный процесс воздействия инструмента на трубу, когда в результате начавшегося расширения ликвидируется зазор между ним и ее краями.
Производственники часто пользуются в речи и таким понятием, как завальцовка труб: для описания процесса, когда сечение трубы не расширяется, а сужается. Добиться этого эффекта для проката с небольшим диаметром сечения можно таким простейшим инструментом, как молоток и тиски. Завальцовку часто используют, если трубы были разрезаны неаккуратно и требуется “спрятать” неровные кромки.
Вальцовка трубы в соседних регионах
Вальцевание труб — достаточно востребованная услуга, и чем на большем расстоянии от МКАД находится исполнитель, тем привлекательнее могут быть его расценки. К нам нередко обращаются заказчики, которые в стремлении сэкономить пытались заказать вальцовку алюминиевых трубок или другие работы в городах Подмосковья и даже в соседних областях.
Итог, увы всегда был печален: видимую экономию уничтожали расходы на перевозку. В своих поисках такие клиенты неизменно возвращались обратно в столицу и искали вальцовку и развальцовку металлических трубок по приемлемой цене уже здесь.
Качественная гибка и вальцовка медной трубы в Москве
На самом деле предложения, достойные по цене и качеству, можно найти и в пределах МКАД. Чтобы вальцевать трубу, не обязательно ездить за тридевять земель. На площадях нашего цеха имеется всё оснащение для профессиональной вальцовки и гибки. И, конечно, специалисты, отвечающие за каждый производственный этап. Мы берем в работу любые заготовки и выполняем операции любой сложности, в том числе развальцовку медных трубок: приспособление для этого у нас тоже есть.
- Быстрый ремонт труб с помощью хомутов без сварки
- Обслуживание холодильного оборудования: как избежать поломок и лишних расходов
- Поверка штангенциркулей: как обеспечить точность измерений и избежать дорогостоящих ошибок
- Промышленная роботизация производства
- Качественная спецодежда: как проходит сертификация