Разводной станок для ленточных пил своими руками
Разводной станок для ленточных пил своими руками
Заточка и разводка ленточных пил
Для того чтобы обработка разнообразных материалов производилась правильно, необходимо ухаживать и следить за состоянием ленточнопильных приспособлений. С этой целью используются станки для заточки и разводки ленточных пил. Своевременный уход обеспечит длительную эксплуатацию инструментов.
Конструкция ленточной пилы
Ленточные пилы – это особая беспрерывная конструкция, которая характеризуется наличием режущих элементов с одной стороны. Это режущий элемент, с помощью которого производятся работы по дереву. Наиболее часто ленточные пилы применяются в разнообразных ленточнопильных полотнах. С их помощью осуществляется резка разнообразных деталей. С помощью этих полотен обеспечивается достаточно высокое качество реза. Обеспечивается все это только в том случае, если пила имеет хороший развод. Также инструмент необходимо своевременно обслуживать.

Ленточные пилы производятся из сверхпрочного металла, что обеспечивает не только высокое качество реза, но и длительность эксплуатации пилы. Зубья имеют универсальный угол, что позволяет максимально качественно проводить распиловку материала.
Формы режущей части и угол заточки полотен
Геометрия режущих элементов ленточных пил может быть разнообразной, что напрямую зависит от материала, который предназначается для распиловки. Станки по дереву наиболее часто оснащаются специальными пилы, с помощью которых можно проводить:
- столярные работы;
- распиливать бревна и брусья;
- использовать на делительных пилах.
Угол заточки при этом определяется строго производителем инструмента. Передний угол заточки будет максимально маленьким при использовании твердой древесины. Ленточные пилы по металлу оснащаются пилы с различной формой полотна, что напрямую зависит от используемого для распиловки металла. Если необходимо провести резку тонкостенных металлов и при этом иметь тонкую стружку, передний угол реза при распиловке которого будет равняться нулю, тогда используется стандартная резка. Угол заточки может быть разнообразным. Он напрямую зависит от строения приспособления.

Зуб, который имеет положительный передний угол, имеют те пилы, которые широко используются для распиловки металла с толстыми стенками. Шаг полотна, с помощью которого осуществляется распиловка тонкого металла, достаточно небольшой. Для того чтобы разрезать толстостенный металл, необходимо использовать приспособления, которые имеют большое количество полотен. В некоторых случаях оборудование имеет переменный шаг, что позволяет устранить эффект резонанса. Изменение расстояния между зубьями напрямую зависит от определенной группы.
Развод режущих элементов ленточной пилы
Развод – это отгиб полотен ленточных пил в разные стороны. Это позволяет значительно снизить трение полотна и предотвратить его зажатие. Для обеспечения свободного передвижения полотна о стенки распиливаемого материала его ширина должна быть больше, чем толщина этого материала.

Типы разводок ленточных пил
Развод может иметь несколько разновидностей. У разных производителей он может иметь различные названия. Наиболее часто может быть:
- Стандартным, который характеризуется противоположным отгибанием режущих элементов в разнообразные стороны. Наиболее часто она используется для ленточных пил, которыми осуществляется распиловка твердого материала.
- Волнистым, который относится к категории сложных конструкций. Развод в данном случае имеет переменное значение. При этом образовывается своеобразная волна.
Развод заключается в отгибе не всего полотна, а только определенной части его вершины. Параметры определяются строго производителями инструмента. Их диапазон составляет от 0,3 до 0,7 миллиметров.
Защищающим. Развод заключается в загибании двух зубьев. При этом третий остается на месте. Предназначается для ленточных пил по обработке особо твердого материала. По форме каждый третий зуб напоминает трапецию. Местом расположения является центр полотна. С его помощью осуществляется максимально правильное направление пильной ленты.
Станки по дереву характеризуются универсальной конструкцией пильного инструмента. Развод для обработки мягких пород должен характеризоваться большими размерами, чем в оборудовании для обработки твердых пород. Но развод не должна быть таковым, чтобы по центру располагался клин без выреза. Развод должен характеризоваться одинаковым расположением всех режущих элементов. Разводить зубья необходимо таким образом, чтобы отклонение было не более 0,1 миллиметра. Если пилы будут располагаться неравномерно, то это приведет к тому, что ленточнопильное оборудование в процессе работы будет отходить в сторону.
Рекомендации по заточке
Во время работы полотна очень часто наблюдается его разрыв. Это объясняется тем, что плохо осуществляется его заточка. Это объясняется концентрацией напряжения в профиле полотна, если заточка проведена на некачественном уровне. Необходимость в проведении процедуры определяется по состоянию ленточных пил. Если шероховатость поверхности пропила увеличивается, то это приводит затуплению инструмента.
Заточка инструмента осуществляется с помощью алмазных, электрокорундовых, эльборовых дисков. Их выбор напрямую зависит от особенностей обрабатываемого материала. Заточка полотна, материалом производства которого выступает инструментальная сталь, осуществляется корундовыми кругами. Процедура для биметаллических инструментов осуществляется правильно в том случае, если используется алмазный или эльборовый круг. Как провести эту процедуру расскажет инструкция. Самое главное, чтобы в процессе не изменился угол.
Для заточки могут использоваться круги различных диаметров. Выбор одного из них определяется параметрами приспособления. С этой целью наиболее часто используются профильные, плоские, тарельчатые, чашечные круги. Правильно выполняется заточка в том случае, если окружная скорость составляет от 20 до 25 метров за секунду.

Принцип заточки ленточных полотен
При наличии на приспособлении зазубрин на краю заготовки будут наблюдаться выкрашивания. Именно поэтому необходимо, чтобы заточка проводилась правильно. Во время этого процесса необходимо работать не только с передней, но и с задней частью полотна. Заточка приспособлений может осуществляться разными кругами. При этом необходимо учитывать угол расположения полотна. Если вы хотите провести процедуру правильно, то вам нужно научиться ей у специалиста.

Для того чтобы ленточнопильное оборудование работало качественно, необходимо не только правильно подбирать его, но и своевременно его затачивать. С этой целью наиболее часто используются специальные круги. Данная процедура является максимально простой, что позволяет ее с легкостью произвести мастеру без соответствующего опыта.
Разводной станок для ленточных пил своими руками

Развод ленточных пил
Процессом развода считается операция, связанная с отгибанием зубьев пилы в разные стороны для того, чтобы снизить трение ленты пилы о боковые поверхности пропила и исключить ее зажатие. Для свободного движения полотна в древесине необходимо обеспечивать ширину пропила, превосходящую толщину полотна, не менее чем на 30-60%.
Разводка делится на несколько видов, причем у них пока нет устоявшихся названий, поскольку производители пил называют их по-разному.
Стандартную разводку характеризует поочередное отгибание зубьев разные стороны.

Схема стандартной разводки
При зачищающей разводке зубья пильного полотна делятся по три, два из которых отгибаются в разные стороны, а третий остается на месте.


Схема зачищающей разводки
Ее преимущественно применяют при работе с твердыми породами древесины. Трапецеидальная форма каждого третьего зуба, остающегося по центру пилы, задает направление всей пильной ленте.
Наиболее сложной в исполнении является волнистая разводка, поскольку каждый последующий зуб в полуволне отгибается на все более возрастающую величину.

Схема волнистой разводки
При любом типе разводки зуб отгибается не от основания, а с отступом от него на 33-67% высоты зуба. Несмотря на то, что каждый производитель диктует свои требования по поводу показателей, связанных с разводом, все они не выходят за пределы 0,3-0,7 мм.
Общепринято деревья с мягкой древесиной пилить ленточными пилами, имеющими большой развод, а с твердой – малый. Но в любом случае развод должен быть таким, чтобы пиление происходило без образования вырезанного клина по центру.
Все зубья при разводе должны отгибаться на одну и ту же величину с допускаемой погрешностью до 0,1 мм. Если разводка будет неодинаковой, то пилу будет тянуть в направлении большего развода.
Приспособления для развода
Для развода существуют специальные разводные приспособления, отличающиеся большим разнообразием и функциональными возможностями. Сегодня многие специалисты по достоинству оценивают устройство для разводки пил «КЕДР» за его надежность, простоту и удобство в работе, а также невысокую цену.
Он представляет собой станок ручного применения, который обеспечивает точность разводки в 5 мкм. Станок снабжен специальными поддерживающими стойками для облегчения его применения. Наличие на станке индикатора часового типа максимально повышает точность разводки.
Тщательно продуманная конструкция разводного устройства «КЕДР» обеспечивает производительное и эффективное использование всего ресурса пилы, заданной производителем. Его можно легко настроить под необходимые параметры развода для обеспечения оптимальной ширины распила. В результате можно обойтись меньшей мощностью двигателя, т. к. снижаются силы трения при пилении.
Этот разводной станок легко и просто обеспечивает разводку, при которой сопротивление пилению минимально.
Каждая из пород дерева имеет характерную жесткость. В зависимости от этой характеристики, шаг зубьев пилы должен различаться. Для жестких пород шаг должен быть меньше.
Несмотря на явные преимущества данного станка над другими устройствами аналогичного назначения, он обладает доступной ценой, что также способствует все большему его признанию на просторах России.
Станок для разводки ленточных пил «КЕДР» обладает следующими техническими характеристиками:
- габаритными размерами – 28,5х12,1х36 см;
- шириной пил для развода – до 5 см;
- шагом разводимых пил – 2,2 см;
- весом – 5,2 кг.
Напомним и о более простых устройствах для развода пил-ножовок. Их применение для ленточных пил сопряжено с низкой точностью и большой трудоемкостью. Их использование оправдано только в случае отсутствия специальных устройств.

Разводка
Признаки правильно разведенной пилы
О правильности развода можно судить по содержимому распила, заполненного смесью, 2/3 которой представляют опилки и 1/3– воздух. На практике это проявляется в том, что пила с правильной разведкой эвакуирует из распила более 4/5 объема древесной мелочи.
При очень большой разводке в распиле нарастает объем воздуха и при этом ухудшается удаление отходов. При малом разводе зубьев доска покрывается слоем из плотно спрессованных горячих опилок.
При слишком большом разводе пиление будет с рывками, при малом – станет волнообразным. Считаем нелишним напомнить еще раз, что разводится только верхняя часть зуба, чтобы пиление происходило только острым уголком у самой вершины зуба. Перед разводом пила точится с минимумом съема металла, буквально ограничивается зачисткой заусенцев.
Почему пила плохо пилит?
Это может быть следствием большого угла заточки зуба, что сопровождается при входе пилы в древесину скачком вверх. Затем обычно пиление протекает нормально до самого конца, но на выходе из бревна пила падает вниз. Такой режим пиления называют «отжатием», поскольку пила отжимается. Выход из положения – уменьшение угла заточки градуса на 2-3.
При значительном угле заточки и недостаточном разводе пила в начале входа в бревно совершает скачок вверх и форма доски получается кривой в «виде сабли». Качество доски восстанавливается уменьшением угла заточки градуса на 2 и увеличением развода. Доска получится похожей «на саблю» и при «нырянии» пилы вниз. Это есть совместное следствие малого угла заточки и недостаточной разводки. Выйти из этого положения можно увеличением заточного угла на два градуса и увеличением развода.
Если доска обильно облеплена рыхлыми на ощупь опилками, то это сигнализирует о малом разводе, который требует увеличения при одновременном уменьшении угла заточки.
Пропил в виде волны при острой пиле вызывается слишком маленьким разводом, который необходимо довести до нормальной величины.
Пиление тупой, ни разу не переточенной пилой приведет к тому, что она треснет по ложбинкам зуба. Это же может произойти, если пытаться распустить дерево пилой, развод которой недостаточен для данной работы или продолжать пилить уже затупленным полотном.
На пиле могут образоваться трещины с тыльной стороны, когда расстояние между задними упорами направляющих роликов и задней частью полотна слишком велико.
Явление «накатывания» опилок на полотно наблюдается, когда зубья пилы не слишком разведены и в пропиле нет нужного объема воздуха. В этом случае пила разогревается из-за трения об опилки, что приводит к напеканию древесной пыли на полотно пилы.
Если «накатывание» опилок занимает внутреннюю поверхность зуба, а полотно пилы чистое, то это объясняется рядом причин: плохой заточкой (слишком большой подачей или толстым съемом материала, приводящим к плохому качеству поверхности впадины зуба), чрезмерно огромным заточным углом зубьев или продолжением пиления затупленной пилой.
Иногда наблюдаются трещины со стороны впадин зубьев. Обычно так происходит, когда при переточках за один проход снимается много металла, что ведет к перекалу кромки зуба.
Многих проблем удастся избежать, если уделять достаточно внимания заточному камню, постоянно и тщательно его заправлять.
Надо помнить, что какой бы хороший станок не применялся для роспуска древесины, это всего лишь привод для пилы. Качество и эффективность работы по распилу на 90% связано с правильным обслуживанием пилы и лишь на 10% от общего состояния станка.
Заточной угол определяется углом отхода кромки зуба от вертикальной линии. Желательный в большинстве случаев угол заточки равен 10-12 о . Если распиливаются твердые породы и мерзлая древесина, то величина угла заточки должна быть 8-10 о . Для распиловки мягких пород он увеличивается до 12-15 о .
Разводка зубьев сильно сказывается на свойствах режущей кромки зуба. Надо помнить, что заточка зубьев уменьшает их высоту, а значит и разводку.
Заточные показатели пилы ленточного типа в функции от породы распускаемой древесины показаны в нижеследующей таблице.
| Хар-ка лезвия |
Очень мягкие породы |
Породы средней мягкости | |||
| Свежая смолистая |
Свежая несмолистая | Вяленая пролежавшая 3-5 лет | Мороженая | ||
| Угол заточки | 12-16 | 12-16 | 12 | 8-12 | 8-10 |
| Высота зуба | 6,4мм* | 4,8мм* | 4,8мм* | 4,8мм* | 4,5мм* |
| Разводка зуба | 0,61-0,66мм | 0,58-0,61мм | 0,51-0,56мм | 0,41-0,46мм | 0,41-0,46мм |
| Твердые породы | |
| Свежая | Вяленная |
| 10-12 | 8-10 |
| 4,5мм* | 4,0мм* |
| 0,41-0,46мм | 0,41-0,46мм |
* — наименьшее допустимое значение.
Эти табличные данные не носят директивного характера, поэтому к каждой породе древесины необходим индивидуальный подбор параметров инструмента. Качество распиловки связано не только с удачным подбором этих показателей, но и от места, где идет применение, или от региона произрастания древесины, которая доставлена сюда на распиловку. Дело в том, что даже деревья одной и той же породы, могут иметь разную плотность и смолистость, обусловленную регионом.
Чтобы придать ленточной пиле большую стойкость и получить качественный рез, необходимо обильное смачивание полотна водой при распиловке деревьев с большим содержанием смолы. Пилам же для распиливания деревьев с малым содержанием смолы нужен мыльный раствор для смачивания. В мороз пилу лучше всего смачивать соляркой.
Виды устройств для разводки ленточных пил
Разбираем подробно что такое разводной станок для ленточных пил и зачем он нужен, как он работает и как им пользоваться при разрезании сплошного металла.

Разводные станки для ленточных пил — оптимальное решение для грамотного выполнения разводки зубьев. Благодаря правильной геометрии станка при нажатии на зубья исключается их поломка, даже если они имеют повышенную твердость.
Если вы ознакомитесь с видами станков и принципами работы, вы сможете выбрать оптимальный вариант из обширного ассортимента агрегатов, представленных на рынке.
Как развести ленточную пилу
Ленточная пила на ленточнопильном станке — это замкнутая гибкая стальная лента, по одному краю которой расположены зубья. Разводной станок для ленточных пил поможет правильно выполнить разводку зубьев, что обеспечит эффективную работу и долговечность пилы.
Под разводкой зуба подразумевается расстояние, на которое отклоняется зуб от плоскости полотна пилы. Чем больше разводка ленточных пил, тем шире пропил и, как следствие, мощность двигателя должна быть больше.
Разводка зубьев преследует цель создания зазора для свободного движения пилы в пропиле. Она заключается в подборе баланса:
- создание уменьшения трения (перегрева) пилы при движении ее в пропиле и увеличение срока службы полотна;
- пропил должен быть при этом не широким чрезмерно, чтобы влияние на мощность двигателя было минимальным;
- рационально подобранное расстояние позволит уменьшить отходы (опилки), которые напрямую зависят от ширины пропила.
Величина разводки ленточных пил зависит от размеров заготовки, вида металла, его прочностных характеристик. При разрезании сплошного металла больших размеров заготовки применяется чередование узкой и широкой разводки зубьев, чтобы избежать эффекта защемления пилы.

Таким образом, правильно выполненный развод на ленточной пиле — залог успешного, качественного и эффективного распила заготовки, а значит — получение элементов, отвечающих высоким требованиям.
Принцип работы разводных станков
- однорычажным;
- двухрычажным;
- выполнять разводку одновременно на два зуба;
- ручным;
- полуавтоматом;
- автоматом.
Также имеются приспособления, с помощью которых можно контролировать и разводить ленточные пилы. Их устанавливают и крепят на рабочем столе.
Станок для разводки ленточных пил, к какому бы виду он не относился, преследует одну конечную цель — отогнуть зубья пилы на определенное расстояние. Для установки этого расстояния используется индикатор, который помещается в нужное положение в начале работы и фиксируется.
Ручные станки обеспечивают индивидуальное разведение каждого отдельного зуба при помощи толкателя. Отводится зуб на величину большую, чем требуется, а при возврате толкателя зуб отпружинивает на несколько значений назад. Поэтому выполняется 2-3 нажатия, что способствует более мягкому и предотвращающему поломки изгибу. При этом для правильной разводки зубья захватываются на 2/3 высоты.
При автоматическом режиме разводки на станках лента пилы устанавливается на штанги, которые регулируются в зависимости от ее длины. Затем задаются параметры: количество зубьев, величина развода. Автомат производит сам подачу и отсчет зубьев, обеспечивает работу толкателя и остановку при обработке заданного количества зубцов.
Есть возможность остановки устройства в любой точке и проведение замера развода. Разводомер показывает результат выполнения работы станком-автоматом. Возможен развод как каждого отдельного зубца, так и ускоренный режим, который позволяет одновременно толкателям воздействовать на два зуба в противоположных направлениях. Зажим пилы в станке при помощи центральной пластины обеспечивает точный результат.
Обилие видов, постоянное совершенствование и автоматизация разводных станков для ленточных пил позволяют им выполнять работу с высокой степенью точности. Это обеспечит получение продукции прекрасного качества, которая будет реализовываться на рынке по более высоким ценам.
Разводной станок своими руками
Основные элементы самодельного станка:
- надежные металлические пластины (одна подвижная), между которыми устанавливается полотно пилы;
- педаль для надавливания;
- толкатель — болт с кусочком сверла (инструментальная сталь);
- рычаг для подачи пилы через два зуба.
С помощью болта регулируется величина расстояния для отклонения зубьев.
Самодельное разводное устройство обеспечит подготовку инструментов, которые используются в домашнем хозяйстве, где не требуются высокоточные распилы заготовок. Самодельные станки применяются также при невысокой загрузке оборудования.
Можно ли обойтись без станка
Пропил следует одеть на зуб пилы и отвести его в нужную сторону. Надо позаботиться о том, чтобы каждый разводимый зуб имел одинаковый с иными угол отклонения от полотна.
Таким образом, разводить ленточные пилы можно различными способами в зависимости от ваших потребностей и возможностей, а также от тех требований, которым должны соответствовать распиленные элементы. Современный рынок предлагает множество вариантов ручных, автоматических и полуавтоматических агрегатов, на которых разводомер контролирует зазор. Каждый желающий может выбрать именно тот вариант, который ему наиболее подойдет.
САМОДЕЛКИН ДРУГ

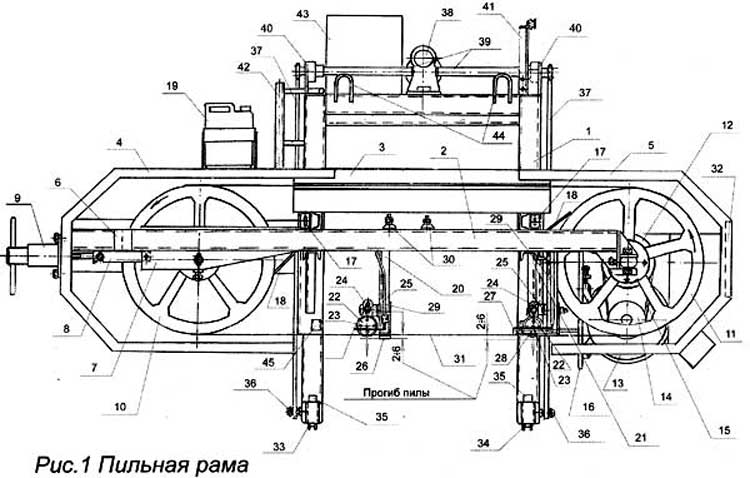
Ленточная пилорама своими руками чертежи
Уважаемые посетители сайта «Самоделкин друг« из представленного материала вы узнаете как можно самостоятельно сделать свою собственную ленточную пилораму. Каждый мастеровой человек мечтает иметь в своем хозяйстве свою собственную пилораму, потому как ее наличие в десятки раз уменьшит расходы на пиломатериал. При помощи данного станка можно самому распускать бревна на доски и бруски, так же отличный вариант и для тех кто строится, тоесть доски можно производить непосредственно на месте строительства будущего дома. А так же возможно открыть свою частную пилораму и распускать доски уже за деньги и пополнять семейную казну дополнительным заработком. Вообщем станочек очень хорош со всех сторон, да и самостоятельная его сборка опять же обойдется куда дешевле заводского аналога, потому как много запчастей можно использовать б/у и имеющихся в наличии у автолюбителя, к примеру : колеса от легкового автомобиля, ступицы, подшипники, болты и прочее что можно раздобыть в гараже)
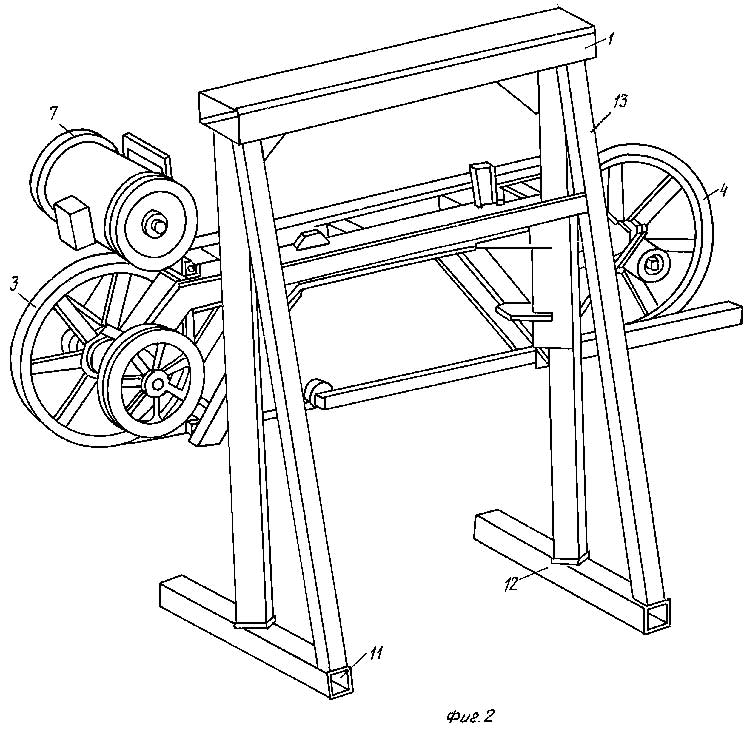
Конструкция ленточной пилорамы представляет из себя 1. рельсовую дорожку 2. станину с силовым агрегатом 3. полотно 4 механизмы регулировки и натяжения 5. каретка 6. ровная поверхность (желательно фундамент-плита)
И так, давайте ознакомимся с перечнем необходимых составляющих для сборки станка. А так же разберем весь процесс поэтапно.
Материалы
- уголок 100х100, швеллер, рельса от узкоколейки (для изготовления рельсового полотна)
- колеса от легкового автомобиля
- ступицы
- подшипники
- профтруба квадратного сечения
- шпилька с резьбой
- цепь
- домкрат
- капельница
- силовой агрегат (бензиновый или электродвигатель)
- арматура
- болты, гайки, шайбы, граверы
- листовой металл 1 мм
- шкив
- ремень
Инструменты
- сварочный аппарат
- дрель
- наждак
- болгарка
- молоток
- рулетка
- набор гаечных ключей
- уровень (лазерный)
- линейка
- уголок
Процесс сборки ленточной пилорамы своими руками.

И так, первым делом стоит ознакомится с чертежами, потому как любое дело начинается с разметки, как говорится «Семь раз отмерь, один раз отрежь.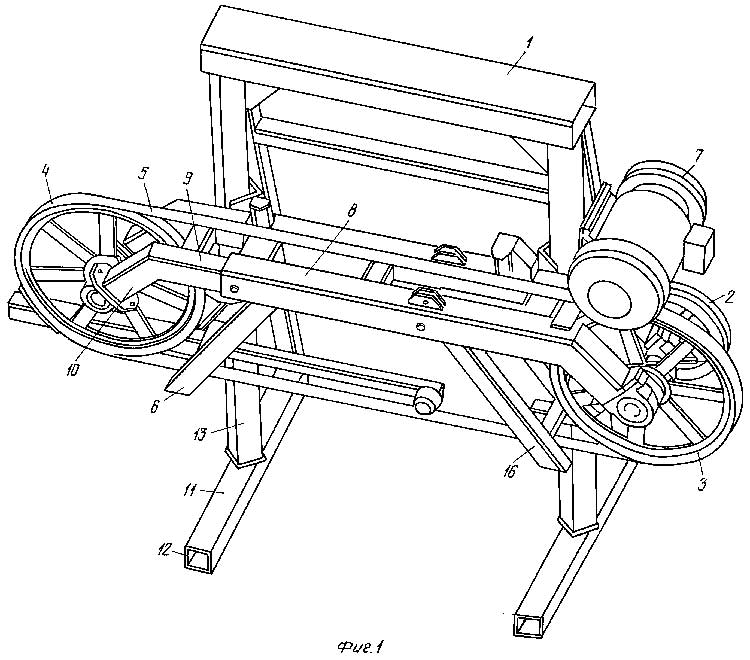
 Так с чертежами ознакомились, а теперь хочется еще отметить то, что самодельные пилорамы бывают нескольких видов
Так с чертежами ознакомились, а теперь хочется еще отметить то, что самодельные пилорамы бывают нескольких видов
1 Ленточная пилорама с электродвигателем. 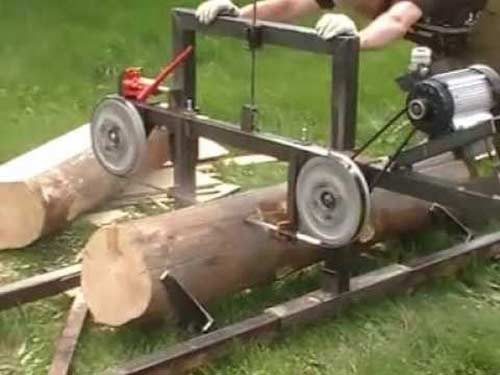 2. Ленточная пилорама с бензиновым двигателем.
2. Ленточная пилорама с бензиновым двигателем.  3 Шинная пилорама.
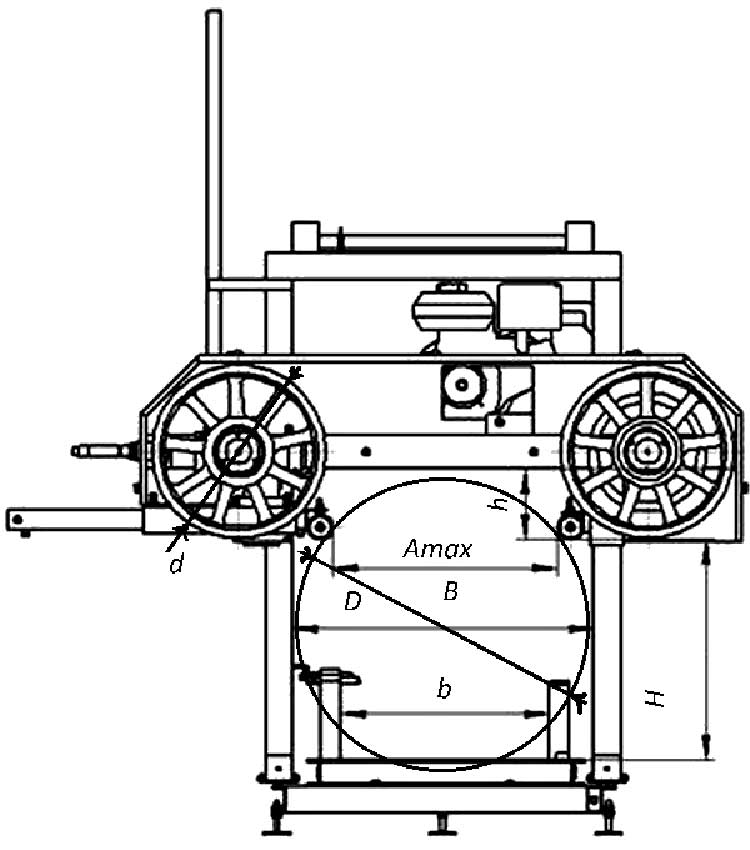
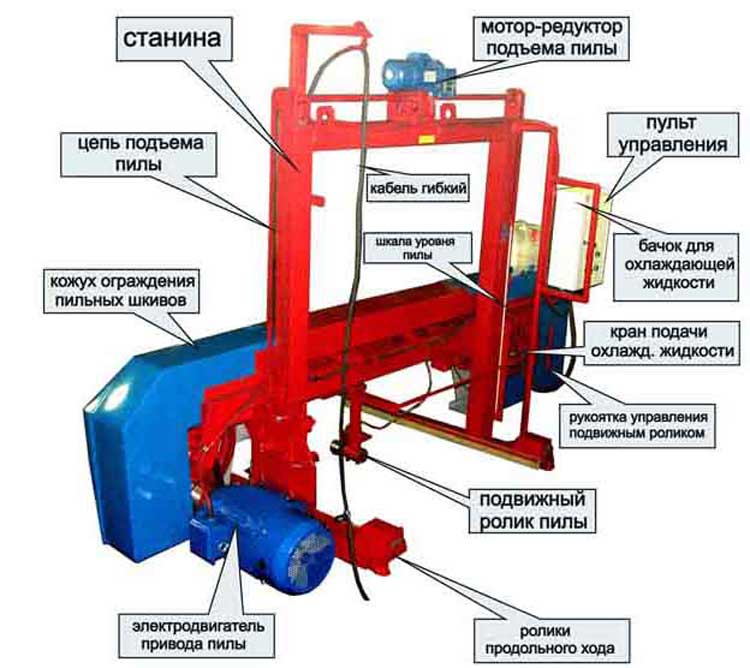
3 Шинная пилорама. Принцип работы ленточного станка для распиловки древесины. Полотно натягивается на 2 горизонтально расположенных шкива, в данном случае это обычные автомобильные колеса с покрышкой и камерой, неоспоримый плюс данной конструкции в том, что можно производить натяжение пильного подкачкой шин.
Принцип работы ленточного станка для распиловки древесины. Полотно натягивается на 2 горизонтально расположенных шкива, в данном случае это обычные автомобильные колеса с покрышкой и камерой, неоспоримый плюс данной конструкции в том, что можно производить натяжение пильного подкачкой шин. 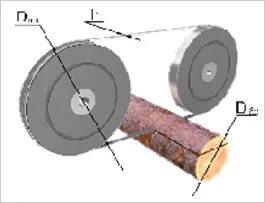 Ограничитель и поддерживающие ролики располагаются непосредственно в нижней части.
Ограничитель и поддерживающие ролики располагаются непосредственно в нижней части.  Чтож принцип работы надеюсь понятен, далее стоит позаботится о размещении рельсовой дороги по которой будет ходить каретка с пильным полотном и распускать бревна на доски. Площадка должна быть размерами не менее 3 х 6 м, а самое главное ровной! Поэтому необходимо под пилораму залить плиту-фундамент и выровнять до идеально ровной поверхности. Копается углубление, укладывается песчаная подушка и заливается армированная плита из бетона.
Чтож принцип работы надеюсь понятен, далее стоит позаботится о размещении рельсовой дороги по которой будет ходить каретка с пильным полотном и распускать бревна на доски. Площадка должна быть размерами не менее 3 х 6 м, а самое главное ровной! Поэтому необходимо под пилораму залить плиту-фундамент и выровнять до идеально ровной поверхности. Копается углубление, укладывается песчаная подушка и заливается армированная плита из бетона.  Далее идет установка самой рельсовой дороги, ее в лучшем случае можно сделать из рельс от узкоколейной железной дороги, но таковое трудно достать, так что придется делать из швеллера либо уголка. Обратите внимание. На фото уголок расположен ребром вверх.
Далее идет установка самой рельсовой дороги, ее в лучшем случае можно сделать из рельс от узкоколейной железной дороги, но таковое трудно достать, так что придется делать из швеллера либо уголка. Обратите внимание. На фото уголок расположен ребром вверх. 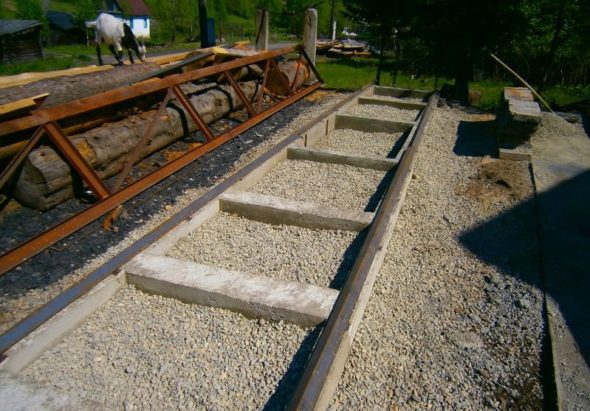 Соединять уголок между собой можно сваркой, но при нагреве металла его может повести, а нам нужна идеально ровная дорога, так же можно крепить рельс непосредственно к бетонному основанию при помощи анкерных болтов.
Соединять уголок между собой можно сваркой, но при нагреве металла его может повести, а нам нужна идеально ровная дорога, так же можно крепить рельс непосредственно к бетонному основанию при помощи анкерных болтов. 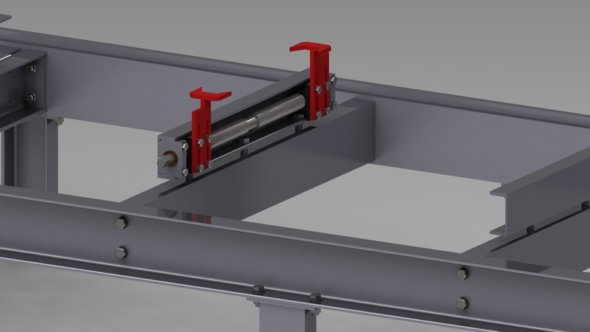 Опорные ролики можно сделать из обычных подшипников, либо заказать у знакомого токаря.
Опорные ролики можно сделать из обычных подшипников, либо заказать у знакомого токаря.  После чего изготавливается непосредственно сама пильная рама, где используются трубы разного диаметра которые можно вставить одна в другую. за счет чего ползун может подниматься вверх и вниз.
После чего изготавливается непосредственно сама пильная рама, где используются трубы разного диаметра которые можно вставить одна в другую. за счет чего ползун может подниматься вверх и вниз.  Рама же сварена из профтрубы квадратного сечения.
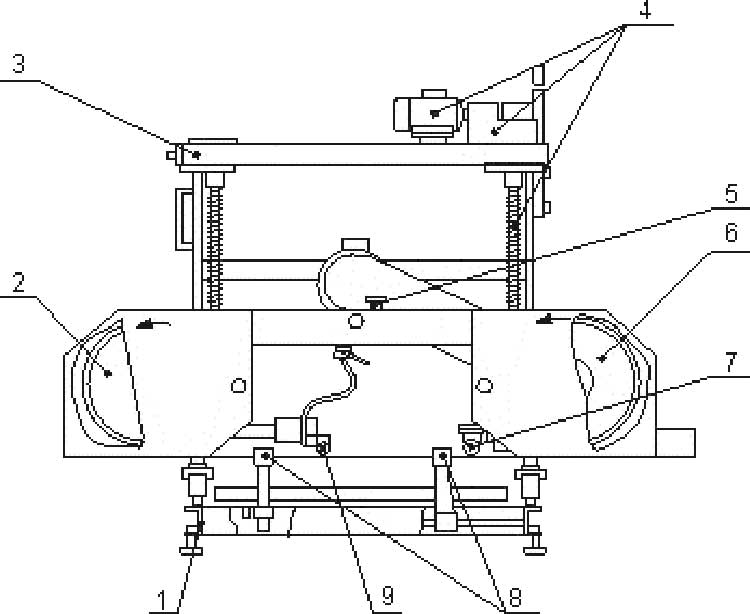
Рама же сварена из профтрубы квадратного сечения.  В нижней части устанавливают опорные ролики. они должны соответствовать ширине рельсовой дороги.
В нижней части устанавливают опорные ролики. они должны соответствовать ширине рельсовой дороги.  Далее изготавливается механизм подъема.
Далее изготавливается механизм подъема. 


 После чего устанавливаются шкивы и ступицы.
После чего устанавливаются шкивы и ступицы. 
 Подключение к силовому агрегату.
Подключение к силовому агрегату.  Выравнивание и поддержка пильного полотна осуществляется за счет подшипников.
Выравнивание и поддержка пильного полотна осуществляется за счет подшипников. 
 Сверху в обязательном порядке следует установить защитный кожух из металла. Техника безопасности здесь превыше всего, потому как полотно может и вылететь .
Сверху в обязательном порядке следует установить защитный кожух из металла. Техника безопасности здесь превыше всего, потому как полотно может и вылететь .  Механизм натяжения можно сделать из небольшого домкрата.
Механизм натяжения можно сделать из небольшого домкрата.  После полной сборки пилорамы проводится пробный запуск, если все в порядке, то отключается двигатель и укладывается и крепится бревно.
После полной сборки пилорамы проводится пробный запуск, если все в порядке, то отключается двигатель и укладывается и крепится бревно. 
 Распускается бревно на доски. Так же можете посмотреть работу лесопилки наглядно на видео.
Распускается бревно на доски. Так же можете посмотреть работу лесопилки наглядно на видео.
Вот такая замечательная пилорама вообщем то получилась, теперь распускай доски и бруски для строительства и ремонта сколько угодно, только успевай бревнышки подкидывай)
Ленточная пила своими руками

Друзья, Привет. Хочу представить Вам самоделку, которую я сделал около года назад. Это ленточная пила по дереву. Конструкция у неё не очень сложная, и при должных навыках повторить её сможет практически каждый мастер с небольшим набором инструментов.
Из инструмента нужно: Сварка, шлифмашинка, лобзик, дрель, коронки, ручной инструмент.
Ленточная пила представляет из себя металлический каркас, на котором установлены два колеса . На эти колёса надевается пильная лента. Одно из этих колёс ведущее, и приводится в действие электродвигателем. Начнем с колес. Колёса решил изготовить из фанеры Так как фанеры нужной толщины не нашлось, пришлось изготовить из двух половин толщиной16 мм. Пильная лента у меня была 1920 мм. Чтобы полотно сильно не заламывалось, диаметр колёс выбрал 200мм. Чтобы сделать два колеса, нужно выпилить 4 заготовки. В моём случае толщина одной составляла 16 мм. Нижнее колесо должно приводиться в движение двигателем, поэтому я выпилил ещё две заготовки меньшего диаметра. Получается, верхнее колесо состоит из двух частей, а нижнее из четырёх.
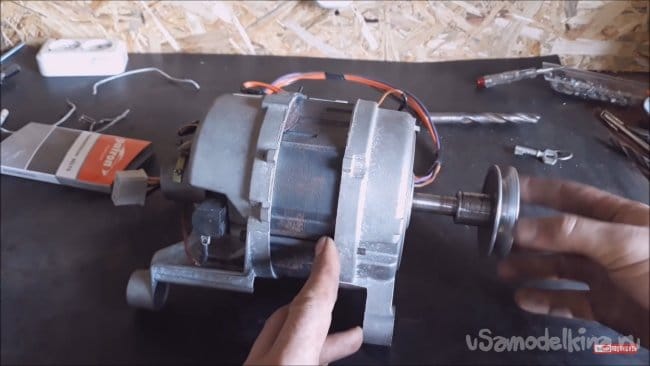
Дальше нам понадобится боковые крышки от двигателей старых стиральных машин. Они будут служить корпусами подшипников. Отрезаем всё лишнее как показано на фото. В дисках коронкой на 40 делаем центральные отверстия. Далее складываем наш пакет, по бокам устанавливаем крышки и дрелью сверлим 4 отверстия. Все фанерные диски хотел сначала склеить, но потом подумал, что это будет лишним и стяжка на 4 шпильки М8 даст неплохую жесткость. Такую же процедуру нужно повторить и с верхним колесом. В принципе колёса готовы, но есть один нюанс. Они жутко кривые и очень сильно бьют. Долго думал, как их выровнять и пришёл к такому решению. На крышках есть отверстие с резьбой, вроде М4. Порывшись в запасах, нашёл на шкив от старой стиральной машины.







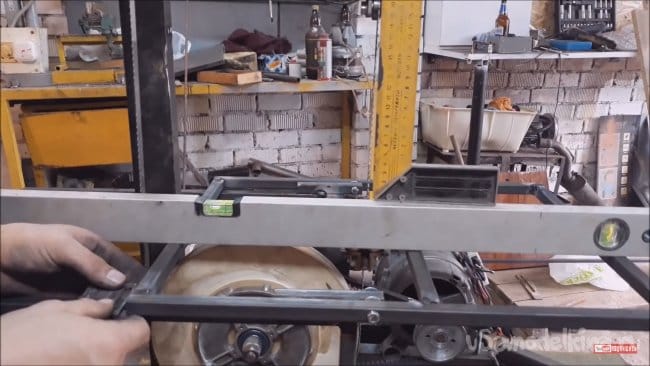
Из уголка 50×50 было сварено основание в форме прямоугольника. На одной из коротких сторон перпендикулярно была приварена стойка, состоящая из профильной трубы 40×40 и усиленная 50 уголком.
Все пилил по месту, поэтому точных размеров не скажу. На рамке посередине приварил поперечину, к ней небольшую стойку и верхнюю поперечину, к которой будет крепиться ось колеса. Думаю, на картинке всё будет понятно. Если чего не так, внизу под текстом будут ссылочки на видео, там можно будет всё подробно рассмотреть. К верхней поперечине ось решил тупо приварить. Кстати, оси вытачивал сам на своём тв-16. Ещё забыл сказать, что между крышками была установлена распорная втулка, изготовленная из водопроводной трубы. Подогнал диаметр оси под внутренний диаметр подшипников и с одного края нарезал резьбу.
Колесо надевается на ось и упирается в выступ, с другой стороны, через шайбу затягивается гайкой и контрогается. Ось сначала прихватил сваркой, потом отдел колесо, к нему приложил уровень и выровнял его относительно рамы и вертикальной стойки. Потом ось окончательно была заварена. С одной стороны рамы временно установил мотор и накинул ремень. Мотор кстати от стиральной машинки автомат мощностью около 400 Вт. На канале есть ролик по изготовлению контроллера на базе Arduino для управления такими моторами. Этот контроллер позволяет регулировать обороты с поддержкой мощности. Также в скором будущем выложу сюда статью с подробнейшим описанием по сборке такого контроллера. Подождите немного. Включил всё это дело в розетку и потихоньку добавлял оборотов. Всё крутится, ничего не трясётся, подшипники не греются.






Теперь приступим к установке верхнего колеса. Здесь немного всё сложнее. Это колесо должно двигаться в двух плоскостях. В верх-вниз для того чтобы натягивать ленту и отпускать натяжку для её замены. Также колесо должно наклоняться. Это нужно для регулировки ленты, чтобы она бегала строго по центру колеса. Решение этой проблемы выглядело так.
Взял два отрезка трубок длинной около 30 см. По торцам приварил гайки. В двух кусках 50 уголка на равном расстоянии просверлил отверстия и болтами прикрутил трубки. Получилось что-то вроде параллельных направляющих. Теперь из двух уголков варим что-то похожее на профильную трубу, предварительно вставив туда трубку. Получились подвижные элементы. Соединяем их перемычкой. Теперь из этой же трубы нарезаем 4 кусочка. Два из них привариваем по краям, внизу подвижной рамки, это важно, а оставшиеся два ввариваем внутри уголка.
Через трубки продеваем подходящую ось. К этому подвижному уголку будет перевариваться ось верхнего колеса. Верх подвижной рамки тоже скрепляем уголком. Здесь будет просверлено отверстие и приварена удлиненная гайка. В неё будет вкручена длинная шпилька, которая будет проходить через верхний уголок. Там будут установлены шайбы и две законтрогаенные гайки сверху и снизу уголка. На шпильку накручена рукоятка. Это позволит перемещать каретку для натяжки. С обратной стороны каретки внизу также приваривается перемычка, просверливается отверстие и вкручивается болт. Он упирается в уголок с осью и позволяет регулировать наклон верхнего колеса. Как же тяжело это писать так, чтобы было понятно. Когда всё готово, эту конструкцию можно приварить к стойке. Я делал так. Верхний и нижний уголок, на которых держатся трубки, изначально брал длиннее, так как не представлял, как всё это вместе сложится. К торцам колес прикладывал уровень и выставлял колёса строго вертикально относительно стойки. То есть пильное полотно должно двигаться параллельно стойке. Далее отмечал верхний и нижний уголок и отрезал.
Теперь прикладывал уровень к торцам колес и фиксировал струбцинами. Я использовал уровень с одной стороны колеса, а с другой ровную рейку. Так мы добьемся положения колес в одной плоскости. Когда всё выставлено, можно приварить раму верхнего колеса к центральной стойке. После сварки можно накинуть пильную ленту и попробовать включить. Стоять лучше сзади станка, дабы не травмироваться. Перед пуском колёса обязательно прокрутить в ручную. Сначала лента будет сваливаться, но вы поймете, как её правильно отрегулировать. И только после того как она будет стабильно бежать посреди колеса, можно включить двигатель. Если всё хорошо продолжаем дальше . Если лента всё равно пытается слететь с колес, значит где-то неправильно сварили или не отрегулировали.

























После сборки и тестов станок был покрашен. Мощи мотора вполне хватает для повседневных задач. очень часто использую для выпиливания реек из обрезков от большой пилорамы.
Очень тяжело все это описывать словами. Лучше один раз увидеть. Прикреплю видео. Там более подробно можно все рассмотреть. До новых встреч. Пока!
Ленточнопильные станки по металлу своими руками
В данной статье представлены инструкции по изготовлению и сборке ленточнопильных станков по металлу, а также собраны виды подобных механизмов для производства оборудования с оптимальными техническими характеристиками.
- Виды
- Видео изготовления самоделок
- Самодельный с маятниковым механизмом, гидроцилиндром, ускорением распила
- Станок с сечением реза до 250 мм
- Изготовление станка с червячным редуктором
- Часть 1
- Часть 2
- Часть 3
Ленточнопильные станки являются одной из востребованных категорий оборудования для обработки металлов. На данных механизмах с высокой мощностью выполняются прямые и фигурные резы различных видов заготовок: листы, трубы круглого, квадратного и прямоугольного сечения, профильный прокат.
 Ленточнопильный станок Витязь 8Л131. Фото Стербруст
Ленточнопильный станок Витязь 8Л131. Фото Стербруст
Резка на ленточных машинах характеризуется высокой производительностью и точностью, незначительными потерями металла, возможностью регулирования угла пропила и выполнения обработки заготовок, которые собраны в пачки. Именно это делает машины популярными.
 Ленточный вертикальный станок СРЗ-200-02. Фото Ростанко Завод
Ленточный вертикальный станок СРЗ-200-02. Фото Ростанко Завод
Большое количество видов ленточных механизмов позволяет исполнителям выбрать оптимальное решение:
- автоматические, полуавтоматические и ручные;
- вертикальные и горизонтальные;
- одно- и двухколонные (стоечные);
- настольные и напольные;
- с поворотным и неповоротным столом;
- с ЧПУ;
- гидравлические.
Но данное оснащение обладает и важным недостатком — это высокая стоимость, которая зависит от вида станка. Альтернатива проста — изготовление (сборка) машины своими руками.
Видео изготовления самоделок
Далее представлены видеообзоры самостоятельного изготовления ленточных машин.
Самодельный с маятниковым механизмом, гидроцилиндром, ускорением распила
Составными частями оснащения и его основными отличительными характеристиками являются:
- расширительный бачок гидроцилиндра;
- регулировка подачи пилы;
- ременная передача на 3 скорости;
- асинхронный двигатель, работающий от сети 220В, мощность — 0.75кВт;
- червячный редуктор;
- направляющие пильного полотна состоят из трех подшипников 6000RS;
- регулировка рабочей зоны полотна;
- узел натяжения полотна;
- регулировка наклона шкивов, диаметром 173 мм.;
- размеры полотна 13х0,65х1510 мм.;
- пружины-противовесы;
- маятниковый механизм;
- тиски из УСП, ширина губок — 180, высота — 120, полезное раскрытие — 170 мм..
Выполняется демонстрация распила чугунной детали диаметром 130 мм., время работы — 25 минут, дюралюминий Д16Т диаметром 60 мм.
Станок с сечением реза до 250 мм
В видеообзоре демонстрируется работа и конструкция ленточной пилы с сечением реза до 250 мм.
Рабочая и ускоренная подача траверсы реализуется с помощью шарико-винтовой подачи и шагового двигателя, мощностью 1 кВт.
Управление механизмом осуществляется с помощью панели управления.
Изготовление станка с червячным редуктором
Часть 1
Подробная инструкция по изготовлению ленточного станка по металлу, обладающего следующими отличительными свойствами и особенностями конструкции:
- редуктор 1-30;
- размеры полотна — 2480х27х0,9 мм.;
- размеры роликов (подшипников) под полотно — 22х8х7 мм.;
- двигатель — 1,1 кВт, 1400 об./мин.;
- диаметр шкивы — 300 мм.;
- максимальный диаметр круглых заготовок — 220 мм.;
- угол наклона станины — 50 градусов.
Часть 2
Часть 3
Возможно, посмотрев ролики, вы решите, что легче купить станок. Тогда можно выбрать продавцов в этом разделе. Производители (зарубежные и российские) также предлагают широкий выбор агрегатов. Кстати, можно приобретать оснащение в кредит и в лизинг. Компании, предоставляющие эти услуги представлены здесь.
Если будут нужны комплектующие, например, пилы и другие компоненты и расходники, можно обратиться в компании из этого списка.
Поломки ленточных станков возможно исправить, обратившись к специалистам по ремонту.
Для выполнения распила нестандартных деталей рекомендуется прибегнуть к услугам ленточнопильной резки, которая выполняется профессионалами на мощном и своеремнном оснащении.