Режимы фрезерования стали
Режимы фрезерования стали
Режимы фрезерования стали



Расчет режимов резания (фрезеровки)
Основными параметрами задающими режимы резания являются:
-Частота вращения вала шпинделя (n)
-Скорость подачи (S)
-Глубина фрезерования за один проход
Требуемая частота вращения зависит от:
-Типа и характеристик используемого шпинделя
-Режущего инструмента
-Обрабатываемого материала
Частота вращения шпинделя вычисляется по следующей формуле:
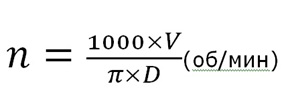
D – Диаметр режущей части рабочего инструмента, мм
π – число Пи, 3.14
V – скорость резания (м/мин) — путь пройденный точкой (краем) режущей кромки фрезы в минуту.
Скорость резания (V) берется из справочных таблиц (См ниже).
Обращаем ваше внимание на то, что скорость подачи (S) и скорость резания (V) это не одно и то же.
При расчетах, для фрез малого диаметра значение частоты вращения шпинделя может получиться больше, чем количество оборотов, которое в состоянии обеспечить шпиндель. В данном случае за основу дальнейших расчетов величины (n) берется фактическая максимальная частота вращения шпинделя.
Скорость подачи (S) – скорость перемещения режущего инструмента (оси X/Y), вычисляется по формуле:

fz — подача на один зуб фрезы (мм)
z — количество зубьев фрезы
n — частота вращения шпинделя (об/мин)
Подача на зуб берется из справочных таблиц по обработке тех или иных материалов.
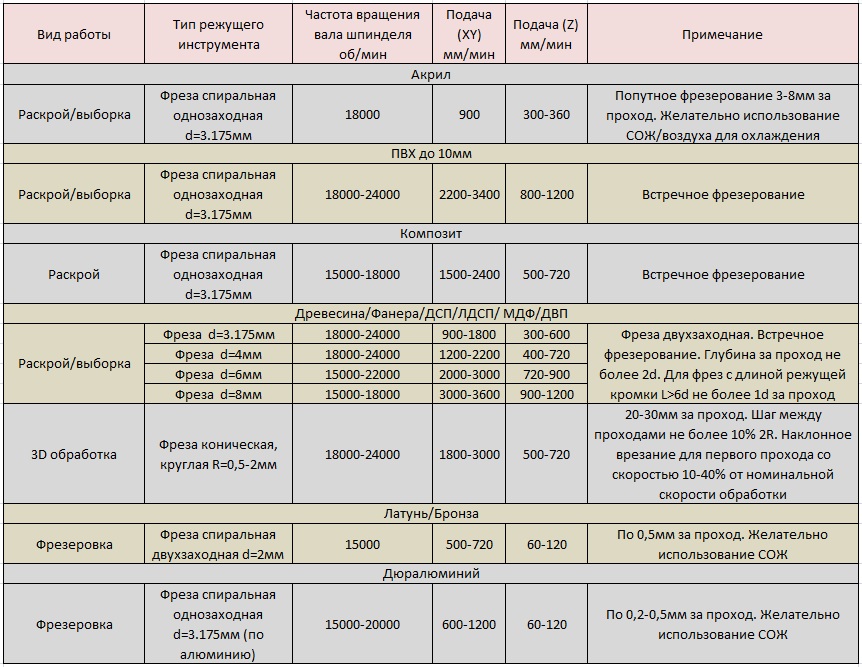
Таблица для расчета режимов резания:

После теоретических расчетов по формулам требуется подкорректировать значение скорости подачи. Необходимо учитывать жесткость станка. Для станков с высокой жесткостью и качеством механики значения скорости подачи выбираются ближе к максимальным расчетным. Для станков с низкой жесткостью следует выбрать меньшие значения скорости подачи.
Глубина фрезерования за один проход (ось Z) зависит от жесткости фрезы, длины режущей кромки и жесткости станка. Подбирается опытным путем, в ходе наблюдения за работой станка, постепенным увеличением глубины резания. Если при работе возникают посторонние вибрации, получаемый рез низкого качества – следует уменьшить глубину за проход и произвести коррекцию скорости подачи.
Скорость врезания по высоте (ось Z) следует выбирать примерно 1/3 – 1/5 от скорости подачи (S).
Краткие рекомендации по выбору фрез:
При выборе фрез нужно учитывать следующие их характеристики:
-Диаметр и рабочая длина. Геометрия фрезы.
-Угол заточки
-Количество режущих кромок
-Материал и качество изготовления фрезы.
Лучше всего отдавать предпочтение фрезам имеющих максимальный диаметр и минимальную длину для выполнении конкретного вида работ.
Короткая фреза большого диаметра обладает повышенной жесткостью, создает значительно меньше вибраций при интенсивной работе, позволяет добиться лучшего качества съема материала. Выбирая фрезу большого диаметра следует учитывать механические характеристики станка и мощность шпинделя, чтобы иметь возможность получить максимальную производительность при обработке.
Для обработки мягких материалов лучше использовать фрезы с острым углом заточки режущей кромки, для твердых – более тупой угол в диапазоне до 70-90 градусов.
Пластики и мягкие материалы лучше всего обрабатывать однозаходными фрезами. Древесину и фанеру – двухзаходными. Черные металлы – 3х/4х заходными.
Материал и качество фрезы определяют срок службы, качество реза и режимы. С фрезами низкого качества сложно добиться расчетных значений скорости подачи на практике.
Примерные режимы резания используемые на практике.
Данная таблица имеет ознакомительный характер. Более точные режимы обработки определяются исходя из качества фрез, вида станка, и др. Подбираются опытным путем.
Полезные ссылки:
Новинки:
Планшетные плоттеры (флюгерный, биговочный, осциллирующий, тангенциальный нож)
Normal 0 false false false RU X-NONE X-NONE
Режимы резания при фрезеровании
Содержание: Скрыть Открыть
- Особенности фрезерования
- Параметры режима резания
- Ширина и глубина
- Подача и скорость фрезы
- Рекомендации при выборе режима

Выбор режима резания играет основную роль при любой металлорежущей операции, и особенно при фрезеровании. От этого зависит производительность работ, возможность максимального использования ресурсов станка, стойкость инструмента и качество конечного результата. Для выбора режима резания разработаны специальные таблицы, но есть ряд общих понятий, которые необходимо знать любому фрезеровщику.
Особенности фрезерования
Процесс фрезерования является одним их наиболее сложных из всех видов металлообработки. Основной фактор – это прерывистый характер работы, когда каждый из зубьев инструмента входит в кратковременный контакт с обрабатываемой поверхностью. При этом каждый контакт сопровождается ударной нагрузкой. Дополнительные факторы сложности – более одной режущей поверхности и образование прерывистой стружки переменной толщины, что может стать серьёзным препятствием для работы.
Поэтому очень важен правильный подбор режима резания, что позволяет добиться максимальной производительности оборудования. Сюда входит правильный выбор подачи, скорости и силы реза, а также глубины удаляемого слоя что позволяет получить необходимую точность при минимальных затратах и износе инструмента.
Параметры режима резания
Основными характеристиками, которые регулируются в процессе фрезерования и являющиеся составляющими режима резания являются:
- глубина реза – это толщина металла снимаемая за один проход. Выбирается с учетом припуска на обработку;
- ширина реза – показатель ширины снимаемого слоя металла по направлению перпендикулярному направлению подачи;
- подача инструмента – перемещение обрабатываемой поверхности относительно оси фрезы. В расчете режима используются такие показатели как подача на один зуб, в минуту и на один оборот. На величину подачи влияет прочность инструмента и характеристики оборудования.
Ширина и глубина
Данные параметры имеют важное значение для рационального выбора режима фрезерования. Глубина, как правило, устанавливается на максимально допустимое значение для уменьшения количества проходов. При повышенных требованиях к чистоте и точности обработки применяются черновой и чистовой проходы, соответственно, для съёма основной массы металла и калибровки поверхности. Количество черновых проходов может быть увеличено для повышения качества реза.
При выборе глубины также необходимо учесть припуск на обработку. Как правило, несколько проходов применяется при значении припуска более 5 мм. При последнем черновом проходе оставляют около 1 мм на чистовую обработку.
При подборе ширины необходимо учесть, что при одновременной обработке нескольких деталей учитывается общее значение. Выбирая данные значения необходимо учесть и состояние поверхности заготовки. При наличии следов литья, окалины или загрязнений необходимо увеличить глубину реза. В противном случае возможно скольжение зуба, дефекты поверхности, быстрый износ режущих кромок.

При выборе глубины реза существуют следующие типовые рекомендации:
- Чистовая обработка – до 1 мм.
- Черновая по чугуну и стали – от 5 до 7 мм.
- Черновая для разных марок стали – от 3 до 5 мм.
Подача и скорость фрезы
Величина подачи зависит, в первую очередь от типа обработки – черновая или чистовая. При чистовом резе подача определяется требованиями к качеству поверхности. При черновом необходимо учесть несколько факторов:
- жесткость заготовки, инструмента и станка;
- материал заготовки и фрезы;
- угол заточки фрез;
- мощность привода станка.

Скорость обработки определяется по нормативам, в которых учитывается тип инструмента и материал заготовки. Данный параметр выбирается по стандартной таблице.

Необходимо учесть, что значения в таблице приведены для стандартной стойкости инструмента. Если фреза не соответствует стандартным параметрам, то необходимо учесть поправочный коэффициент который зависит от ширины инструмента (для торцовых фрез), свойств заготовки, угла фрезы и наличия окалины.
Рекомендации при выборе режима
Идеально подобрать режим обработки практически невозможно, но есть ряд рекомендаций, которым желательно следовать:
- Диаметр инструмента должен соответствовать глубине обработки. Это позволяет провести обработку в один проход, но для слишком мягких материалов есть риск снятия стружки большей толщины, чем необходимо.
- По причине ударов и вибрации желательно начать с подачи порядка 0,15 мм на зуб и затем регулировать в большую или меньшую сторону.
- Не желательно использовать максимальное количество оборотов, это может привести к падению скорости реза. Повысить частоту можно при увеличении диаметра инструмента.
Определение режима реза производится не только с помощью таблиц. Большую роль играет знание особенностей станка и личный опыт фрезеровщика.
Скорость и режимы резания при фрезеровании: как посчитать по таблице
Фрезерный станок – универсальный аппарат для металлообработки, на нем можно сделать большинство операций в короткие сроки. Но для каждой отдельной процедуры, для каждого обрабатываемого материала необходимо подстраиваться. Мы расскажем, как произвести расчет режимов и скорости резания при фрезеровании по формулам и таблицам.
Суть процесса
Технологически это снятие верхнего слоя сырья с поверхности. В результате получается стружка, которая отводится в выбранном направлении. Смысл в том, что режущая кромка касается определенных точек – тех, где необходимо создать паз или другое отверстие.
Заготовка из металла, пластика или дерева, оргстекла помещается на прочную станину и надежно закрепляется несколькими зажимами. Далее выбирается подходящее оборудование. Он зажимается в станке на движущимся шпинделе.
Резец погружается в материал на определенную глубину. Когда включается электродвигатель, резак начинает движение – вокруг своей оси или вперед, как при дисковом инструменте. Одновременно с этим выбирается подача – это передвижение заготовки и/или режущей кромки.
Вместе с нажимом под воздействием механического давления происходит обработка – постепенно убирается верхний слой поверхности.
Цель фрезеровки – глубокая черновая или чистовая металлообработка, а также в зависимости от фрезы и задачи, это может быть:
- создание определенного профиля – вырезка канавок, пазов;
- нарезка зубцов на зубчатых колесах и прочих деталях;
- поддержание определенной формы элемента;
- сверление отверстий;
- нарезание внутренней и внешней резьбы;
- обрезка торцов;
- художественное вытачивание узоров и гравировка.

Весь процесс отличается прерывистым характером – фрезеровщик делает паузы, чтобы направить резец, задать скорость и направление движения. Основные подачи:
- вращательная;
- перемещение по горизонтали и вертикали.
Особенности выбора режима резания фрез при фрезеровании
Стоит отметить, что есть несколько этапов металлообработки:
- Обдирной – очень грубое снятие верхнего слоя, часто заключается в устранении явных дефектов, а также в том, что убирается ржавчина.
- Черновой – обработка первичного типа, когда нужно устранить поверхность и снять стружку. При этом класс точности и шероховатости довольно низкий. Припуск оставляется достаточно большой – до 7 мм.
- Получистовой. На этой стадии производится зачистка и подготовка к финальным этапам. Особенность в том, что выбирается более тонкий инструмент, стружка получается тоньше, а точность увеличивается до 4-6 класса.
- Чистовой – Часто это последний уровень обработки, достигается оптимальная шероховатость. Размеры подгоняются очень точно.
- Тонкий (финишный) – сверхточное фрезерование на высоких скоростях. Снимается минимальная металлическая пыль.
- Шлифование – применяются резцы с напылением из абразивных частиц.

В зависимости от этапа делается расчет режимов резания при фрезеровании – его можно произвести онлайн или воспользоваться формулами и таблицами. Соответственно, выбирается тип сверла.
Выбор инструмента
В качестве оснастки фрезерных станков используются различные фрезы. Это приспособления для резки, изготовленные из инструментальной стали высокой прочности. Есть множество признаков, согласно которым происходит классификация:
- по материалу их режущих элементов;
- по расположению режущих частей зубьев;
- по виду заточки зубьев;
- по направлению зубьев (винтовые, наклонные и т.д.);
- по конструкции изделия (составное, цельное, сборное);
- по виду крепления режущих элементов.
- по назначению – название резца созвучно с задачей фрезеровщика. Рассмотрим некоторые из разновидностей.
Для плоских поверхностей
В основном при обработке плоскостей применяются цилиндрические и торцевые фрезы, а также дисковые – для распиловки. Если инструмент в виде цилиндра, то он может быть нескольких типов – с цельными или сменными режущими краями. Крупные монолитные обычно применяются на первых стадиях металлообработки, при черновых работах, в то время как небольшие и разборные – для чистовой.
Торцевой резец больше подходит для протяженных заготовок. Тогда ее зубья могут быть по бокам – с торца. Если это большой складной инструмент, то его используют, соответственно, для широких поверхностей.
Использование твердосплавных резцов обязательно, если вы имеете удовольствие работать с плохо обрабатываемыми тугоплавкими материалами. Но стоит учесть, что понадобится защитная ширина и протяженность режущей кромки, тогда будет отходить хорошая стружка.
Для художественного фрезерования
Декоративные металлические вставки пользуются особенной популярностью в интерьере жилья или офисного помещения, но также такие элементы можно добавлять при проектировании автомобилей, при гравировке любых изделий, например, наручных часов, и в прочих случаях.
В основном для этих целей применяются концевые или дисковые насадки. Более современный, производительный и точный способ – использование лазерных станков с ЧПУ, они быстро и идеально верно повторяют заданные контуры, наносят углубления и узоры. Их можно приобрести в интернет-магазине https://stanokcnc.ru/.
Режимы резания при фрезеровании концевыми или пазовыми фрезами идеально подходят для создания паза, канавки. Они могут иметь от 1 до 4 и более заходов, различную ширину и длину зубцов, сменные насадки или монолитные. Изготавливаются они из любого пригодного материала. Большое многообразие позволяет выбрать инструмент в зависимости от назначения. К слову, они подходят как для ручного управления станком, так и для числового.
Дисковые прекрасно справляются со множеством задач – начиная от грубой и быстрой распиловки, заканчивая тонкой, практически ювелирной работой по декоративному металлическому элементу.
Для обработки кромок
К сожалению, не каждый срез обладает идеальными характеристиками: гладкий, без зацепок и заусенцев, с правильным классом шероховатости и точности. То же касается всех углов – к ним сложно подобраться, по крайней мере не так легко, как к прямой поверхности. Для этого используют следующие насадки:
- Отрезная и шлицевая могут быть применимы для отделения одной части материала от основного массива.
- С помощью угловой можно обрабатывать углы и край. При этом есть две разновидности данного инструмента – с одной и двумя режущими кромками.
- Фасонная применяется для деталей с нестандартным и сложным изгибом – для круглых, вогнутых поверхностей. Очень часто используется для нарезания некоторого крепежного инструментария.
Обычно все из представленных видов имеют варианты с монолитным изготовлением из твердоплавкого сырья, а также складные – со съемными насадками. Первый вариант больше подходит для черновой металлообработки, а второй – для чистовой и тонкой.

Как посчитать режимы и скорость резания по параметрам
При выборе количества оборотов необходимо смотреть на множество факторов, каждый из которых имеет значение. Есть специальные таблицы для расчета, их мы приведем ниже. А пока познакомимся с важными особенностями.
Ширина фрезерования
Это то, как много будет в единый момент времени сниматься стружки с заготовки. Конечно, чем больше, тем выше продуктивность. Но это может повлиять на качество, особенно если лезвие не одинаково заточено по всей длине режущей кромки, а также если в обрабатываемом материале есть прочные включения, которые могут повредить саму инструментальную сталь. Особенности:
- Ширина среза зависит напрямую от того, какой диаметр у инструмента. Таким образом, параметр не регулируется во время выбора режима резания на фрезерном станке, но имеется в виду фрезеровщиком, когда он устанавливает определенную оснастку.
- Использование таких резаков приводит к изменению других параметров, все они взаимосвязаны. В частности, снижается срок эксплуатации насадки, если есть неблагоприятные условия на 75%. Таким образом, мы рекомендуем увеличивать ширину среза только в случае, если вы точно уверены в высоком качестве стали, а также в остальных факторах.
Положительно сказываются фрезы большого диаметра на количество проходов. Обычно требуется много раз пройтись по одному месту, но, например, при создании неглубоких канавок можно ограничиться одним разом.
Глубина резания
Это расстояние, которое определяется от поверхности обрабатываемой детали до предполагаемой линии среза. То есть то, какой будет убран слой. Особенности:
- Зависимость от материала: не каждая сталь позволит делать глубокие канавки, хрупкие сплавы могут переломиться.
- Черновая обработка позволяет задавать большую глубину резки, даже припуска на нее определяются сразу до 8 мм, в то время как чистовая – нет. Чем выше предполагаемая точность, тем меньше глубина.
- Естественное ограничение – длина режущей кромки инструмента.
Параметр определяет производительность оборудования, потому что при небольшом расстоянии за один проход приходится тратить в два-три раза больше времени.
Скорость
Это период, за который материал проходит полное изменение на нужную глубину при заданных прочих параметрах. От него напрямую зависит производительность, а также аккуратность среза и длительность эксплуатации рабочего инструмента.
Дадим приблизительные рекомендации, которые ориентированы на сырье:
Количество оборотов в минуту
Нержавейка – обладает составом, сложным к обработке из-за включения определенных химических веществ.
Бронза – очень мягкая, не имеет твердых включений, поэтому с ней можно работать на высоких скоростях.
Латунь – можно работать очень быстро, но нужно учесть, что при повышении нагрева материал становится очень пластичным, может непроизвольно деформироваться, поэтому нужно использовать охлаждающие составы.
Алюминий. Характерно уточнение, как и для латуни, насчет температурного режима. Вторая особенность – большое разнообразие алюминиевых сплавов, в которых нужно разбираться.
Частота вращения
По сути, этим термином также называется скорость, поскольку именно от количества оборотом вращения шпинделя, который держит резец, зависит быстрота. Мы рекомендуем не доверять таблицам, а произвести расчет самостоятельно по формуле: n=1000 V/ π*D, где:
- n – частота вращения;
- π – число Пи;
- V – рекомендуемые обороты резания;
- D – диаметр.
Подача на зуб: формула
Этим термином определяется движение заготовки навстречу фрезе. От него многое зависит, в том числе:
- насколько много можно снять стали за один проход;
- общая производительность механизма;
- какую обработку можно произвести: черновую или чистовую.
Этот показатель относится уже именно к инструменту, он характеризует то, как перемещается стол станка относительно зубца за один период его вращения.
Формула: S=fz*z*n(мм/мин), где:
- fz – подача на зуб;
- z – количество зубьев;
- n – частота вращения шпинделя, как ее вычислять, написано ранее.
Результат записывается в мм/мин.

Так как все параметры взаимосвязаны, приведем такой пример.
Когда увеличивается темп всего аппарата, обороты снижаются, потому что становится больше осевая нагрузка.
Правила выбора режима резания при фрезеровании фрезами — таблицы и советы
 На предприятиях, в составе которых есть подразделения, занимающиеся поверхностной обработкой заготовок, на основе нормативных документов составляются специальные карты, которыми руководствуется оператор при изготовлении той или иной детали. Хотя в некоторых случаях (к примеру, новое оборудование, инструмент) нюансы технологических операций фрезеровщику приходится определять самостоятельно. Если маломощный станок эксплуатируется в домашних условиях, тем более, никаких официальных подсказок под рукой, как правило, нет.
На предприятиях, в составе которых есть подразделения, занимающиеся поверхностной обработкой заготовок, на основе нормативных документов составляются специальные карты, которыми руководствуется оператор при изготовлении той или иной детали. Хотя в некоторых случаях (к примеру, новое оборудование, инструмент) нюансы технологических операций фрезеровщику приходится определять самостоятельно. Если маломощный станок эксплуатируется в домашних условиях, тем более, никаких официальных подсказок под рукой, как правило, нет.
Эта статья поможет не только понять, на основе чего производится расчет режима резания при фрезеровании и выбор соответствующего инструмента, но и дает практические рекомендации, которые достаточны для обработки деталей на бытовом уровне.
 Особенность фрезерования в том, что режущие кромки вступают в прямой контакт с материалом лишь периодически. Как следствие – вибрации, ударные нагрузки и повышенный износ фрез. Наиболее эффективным режимом считается такой, при котором оптимально сочетаются следующие параметры – глубина, подача и скорость резания без ухудшения точности и качества обработки. Именно это позволяет существенно снизить стоимость технологической операции и повысить производительность.
Особенность фрезерования в том, что режущие кромки вступают в прямой контакт с материалом лишь периодически. Как следствие – вибрации, ударные нагрузки и повышенный износ фрез. Наиболее эффективным режимом считается такой, при котором оптимально сочетаются следующие параметры – глубина, подача и скорость резания без ухудшения точности и качества обработки. Именно это позволяет существенно снизить стоимость технологической операции и повысить производительность.
Предусмотреть буквально все нюансы фрезерования невозможно. Заготовки, подлежащие обработке, отличаются структурой, габаритами и формой; режущие инструменты – своей геометрией, конструктивным исполнением, наличием/отсутствием защитного слоя и тому подобное. Все, что изложено по режимам резания далее, следует рассматривать всего лишь как некий ориентир. Для уточнения конкретных параметров фрезерования следует пользоваться специальными таблицами и справочными данными.
Выбор инструмента
Главным образом это относится к его диаметру. В чем особенность подбора фрезы (все виды описаны здесь) по этому параметру?
-
Повышение диаметра автоматически приводит к увеличению стоимости инструмента. Взаимозависимость двух показателей – если подача возрастает, то скорость резания падает, так как она ограничивается структурой обрабатываемой детали (см. ниже).

Скорость резания
В зависимости от материала образца можно ориентироваться на следующие показатели (м/мин):
-
древесина, термопласты – 300 – 500; ПВХ – 100 – 250; нержавейка – 45 – 95; бронза – 90 – 150; латунь – 130 – 320; бакелит – 40 – 110; алюминий и его сплавы – 200 – 420.

Частота вращения фрезы
Простейшая формула выглядит так:
n (число оборотов) = 1000 Vc (желаемая скорость реза) / π D (диаметр фрезы).

Подача
На этот параметре фрезерования следует обратить пристальное внимание!
Долговечность фрезы и качество обработки заготовки зависят от того, какой толщины слой снимается за одну проходку, то есть при каждом обороте шпинделя. В этом случае говорят о подаче на 1 (2,3) зуба, в зависимости от разновидности инструмента (фреза одно- , двух- или трехзаходная).
Рекомендуемые значения подачи «на зуб» указываются производителем инструмента. Фрезеровщик по этому пункту режима резания сталкивается с трудностями, если работает с фрезами «made in China» или какого-то сомнительного (неизвестного) происхождения. В большинстве случаев можно ориентироваться на диапазон подачи (мм) 0,1 – 0,25. Такой режим подходит практически для всех распространенных материалов, подвергающихся обработке фрезерованием. В процессе реза станет понятно, достаточно или несколько «прибавить» (но не раньше, чем после 1-го захода). А вот менее 0,1 пробовать не стоит, разве только при выполнении ювелирной работы с помощью микрофрез.
Полезные советы
-
Превышение значения оптимальной подачи чревато повышением температуры в рабочей области, образованием толстой стружки и быстрой поломкой фрезы. Для инструмента диаметром свыше 3 мм начинать следует с 0,15, не более Если скорость фрезерования детали повысить за счет оптимального использования возможностей оборудования не получается, можно попробовать установить фрезу двухзаходную. При выборе инструмента нужно учитывать, что увеличение длины режущей части приводит к снижению подачи и увеличению вибраций. Не следует стремиться повысить скорость обработки за счет замены фрезы на аналогичную, но с большим количеством зубьев. Стружка от такого инструмента отводится хуже, поэтому часто приводит к тому, что качество фрезерования резко снижается. В некоторых случаях, при полной забивке канавок, фреза начинает работать «вхолостую». Толку от такой замены никакого.
Вывод
Качественного фрезерования можно добиться только опытным путем. Конкретные станок + инструмент + практический опыт, навыки. Поэтому не стоит слепо доверять даже табличным данным. Например, в них не учитывается степень износа фрезы, с которой предстоит работать. Не нужно бояться экспериментировать, но начинать всегда следует с минимального значения параметров. Когда мастер «почувствует» и станок, и фрезу, и обрабатываемый материал, он сам определит, в каком режиме стоит работать.
Режимы резания при фрезеровании – как выполнить аналитический расчет?
От правильности выбора режимов резания при обработке металлических изделий на фрезерных станках зависит качество производимых работ. По этой причине аналитический расчет таких режимов должен осуществляться максимально грамотно и качественно.
1 Оптимальный режим резания – что под ним понимают?
При фрезеровании обработка деталей по своей сути намного сложнее, чем при точении. Связано это с тем, что любой зуб фрезерного инструмента при каждом обороте фрезы сначала входит, а затем выходит из контакта с обрабатываемым изделием. Причем процесс его входа в контакт сопровождается ударом достаточно ощутимой силы. Кроме того, с детали при фрезеровании снимается прерывистая стружка, толщина которой не является постоянной (при точении сечение стружки всегда имеет один и тот же показатель).
По указанным причинам оператору необходимо очень ответственно выполнять расчет режимов резания, чтобы добиться максимальной производительности фрезерного агрегата на самых выгодных условиях его функционирования с учетом мощности оборудования.

Под такими условиями понимают режимы резания, обеспечивающие оптимальное сочетание подачи при фрезеровании, скорости и силы процесса, глубины срезаемого металлического слоя с целью получения заданной чистоты и точности обработки при минимальных затратах на нее.
На любом металлообрабатывающем предприятии имеются стандартные нормативы, в которых даются четкие рекомендации, облегчающие выбор варианта резки различных заготовок. С их помощью можно разрабатывать операционные карты и непосредственно технологический процесс, в который включаются все элементы фрезерования. Но многие параметры, указанные в таких нормативах, не подходят для случаев, когда используется новое оборудование и современный режущий инструмент. В подобных ситуациях оператору приходится самостоятельно производить расчет режимов обработки. Далее мы опишем их основные элементы.
2 Материал и геометрия рабочего инструмента
Материал, из которого сделана фреза, напрямую влияет на возможности и качество режущих операций. Наиболее эффективным инструментом признаются фрезы из быстрорежущей стали и резцы с пластинками из твердых сплавов. Их используют в настоящее время для большинства фрезерных операций, но при условии, что технический потенциал станков (показатель мощности их двигателя, скорость вращения шпинделя и так далее) позволяет работать с такими приспособлениями.

Некоторые агрегаты старых моделей просто-напросто не могут применять твердосплавный и быстрорежущий инструмент. Тогда на них работают обычными концевыми и иными фрезами. Если же изделие после фрезерования должно иметь высокую точность и чистоту поверхности, и при этом скорость выполнения процедуры не имеет большого значения, лучше использовать приспособления из обычных легированных и углеродистых сталей.
Геометрия режущей части инструмента также влияет на выбор конкретного режима обработки детали. Форму и размеры, которые имеет зуб фрезы, задние и передние ее углы, параметры переходной кромки и углов подбирают из специальных таблиц. В них даются сведения о том, какие размеры обязан иметь зуб и все указанные углы при работе с заготовками, сделанными из различных материалов (легированные, жаропрочные, углеродистые стали, сплавы на основе меди, чугун). При использовании быстрорежущего инструмента все нужные параметры берутся из другой таблицы.

Современные комбинаты по производству фрез в большинстве случаев поставляют их с четко обозначенными геометрическими размерами, которые оговорены в соответствующих Госстандартах. Каким-либо образом изменить геометрию такого инструмента фрезеровщик не может, поэтому ему требуется правильно сделать выбор нужного ему приспособления (например, торцевой фрезы) из набора имеющихся рабочих приспособлений. Особых проблем при этом у опытного специалиста не возникает, так как он может воспользоваться таблицами с рекомендованными геометрическими величинами фрезерного инструмента.
3 Глубина и ширина фрезерной обработки
Для рационального фрезерования любых изделий указанные параметры имеют огромное значение. Глубина (иными словами – толщина срезаемого слоя) представляет собой дистанцию между обработанной и обрабатываемой поверхностями. Величина срезаемого слоя обычно подбирается максимально большой, всегда стараются делать всего один проход инструмента с целью получения заданного результата фрезерования.
Если же поверхность готовой детали должна иметь повышенную чистоту и точность, следует осуществлять операцию в два прохода – черновой, а затем чистовой. Иногда величина срезаемого слоя высока и даже два прохода не позволяют качественно выполнить операцию. В данном случае требуемая глубина достигается посредством выполнения двух черновых проходов.

Кроме того, нужной толщины срезаемого слоя не всегда удается добиться за один проход на старых фрезерных агрегатах. Их силы (мощности электрооборудования) просто-напросто не хватает. В подобных ситуациях также рекомендуется делать две черновые процедуры. Под шириной фрезерования понимают ширину обрабатываемого изделия. Если на станке фрезеруется сразу несколько деталей, которые крепятся в зажимном механизме параллельно друг другу, учитывается их общая ширина.
Величину заготовок оператор узнает из рабочего чертежа, прилагаемого к каждому изделию, которое ему нужно обработать. Ширина и глубина, как элементы фрезерования, определяются достаточно легко даже неопытными рабочими. Но здесь стоит помнить, что показатель срезаемого слоя при работе с отливками и поковками из стали и чугуна, на поверхности которых имеются загрязнения, литейная корка или окалина, берется больше величины загрязненного слоя.
Если не прислушиваться к этому совету, зуб инструмента будет скользить по загрязненной поверхности и оставлять на ней дефекты в виде черновин. Необходимый показатель срезаемого слоя будет достигнут и в этом случае, но режущая кромка фрезы быстро придет в негодность. Да и затраты силы (мощности) оборудования потребуются значительные.

Стандартные рекомендации по величине срезаемого слоя:
- 0,5–1 мм – чистовая обработка;
- 5–7 мм – черновая обработка по чугунному и стальному литью;
- 3–5 мм – черновое фрезерование деталей из сталей разных марок.
Соблюдение данных показателей срезаемого слоя обычно гарантирует высокое качество обработки заготовок на станках любой мощности.
4 Выбор диаметра инструмента
Показатель срезаемого слоя, а также ширина обработки обуславливают выбор диаметра рабочего приспособления. Подбор сечения фрезы для резания производится по трем таблицам для разных видов инструмента:
- дискового;
- торцового;
- цилиндрического.
Производительность фрезерной обработки зависит от грамотного подбора сечения фрезы, так как диаметр инструмента влияет на величину среза. Она будет при идентичной глубине фрезерования и подаче приспособления тем меньше, чем большее сечение имеет фреза. Производя расчет режимов обработки, это всегда нужно принимать во внимание.

Отметим, что оператору станка проще работать со срезами большой толщины (чем меньше глубина резания, тем выше удельное давление, а значит, необходимо затрачивать больше силы для обработки). По этой причине при любой возможности он должен подбирать фрезу с минимальным диаметром. Сечение рабочего инструмента также влияет на расстояние, которое преодолевает фреза при одном проходе. Данный показатель называют величиной пути. Формула для его расчета учитывает величины перебега и врезания инструмента, а также непосредственно длину обрабатываемой детали.
Показатель перебега чаще всего равняется 2–5 миллиметрам. С целью снижения холостого хода фрезерного агрегата (по сути – для уменьшения величины перебега) нужно брать фрезы малого сечения. Расчет показателя врезания осуществляется по формуле, учитывающей глубину обработки детали на конкретном станке определенной мощности. Для большинства фрез любых типов готовые значения пути врезания даются в таблицах. Найти в них эти элементы несложно.

Еще одной величиной, на которую влияет сечение инструмента, является крутящий момент определенной силы. Шпинделю агрегата следует сообщать меньший момент при малом диаметре фрезы, увеличивая его при повышении сечения приспособления для резания.
Учитывая все сказанное, может показаться, что целесообразнее всего производить выбор фрезы с малым сечением. Но это не так. Проблема заключается в следующем: со снижением диаметра инструмента для него необходимо подбирать оправку с малой жесткостью (так как фреза будет тонкой). А это ведет к потребности снижать величину срезаемой стружки с детали, то есть к необходимости уменьшать силы давления на оправку. Эффективность режима фрезерования при этом, как вы сами понимаете, снижается.
5 Расчет подачи фрезы и его особенности
При чистовом фрезеровании подача зависит от того, какой чистотой должна будет характеризоваться обработанная поверхность изделия, при черновом – от следующих факторов:
- показатель жесткости схемы «деталь/фреза/станок»;
- материал, из которого изготовлена деталь;
- углы заточки рабочего инструмента;
- величина мощности (силы) привода фрезерного агрегата;
- материал инструмента для резания.

Главным первоначальным показателем, по которому выполняется выбор подачи для черновой обработки, считается величина S(зуб). Она зависит от варианта монтажа (по отношению к детали, подвергаемой обработке) режущего инструмента, который определяет:
- толщину стружки;
- параметр угла, под которым зуб начинает взаимодействовать с заготовкой;
- величину угла, при которой зуб фрезы выходит из детали после ее обработки.

Показатель S(зуб), как и иные элементы фрезерной обработки металлических заготовок, важен для правильного расчета режимов резания. Вручную его никто не высчитывает. Обычно пользуются стандартными таблицами, составленными для разных видов рабочего инструмента.
Выбор подачи при чистовой обработке также производится по табличным данным. Здесь есть один нюанс. На каждый зуб инструмента при чистовой обработке приходится очень малая величина подачи. Поэтому в таблицах даются значения на полный оборот инструмента, а не на один его зуб.
6 Как выполнить расчет скорости резания?
Скорость фрезерования определяется по специальным нормативам, включающим в себя множество карт для разных типов фрез и обрабатываемых материалов (для стали, алюминия и пр.). В таких картах учитываются мощности станков и другие их технические показатели. Выбрать нужную скорость обработки за счет этого достаточно просто.
Обратите внимание – стандартные таблицы для установления скорости содержат информацию для условий фрезерования одним инструментом при определенном уровне стойкости фрезы. Если стойкость инструмента отличается от табличного стандартного показателя, расчет скорости осуществляют с учетом поправочных коэффициентов. Последние созданы на основании следующих данных:
- для торцового инструмента – ширина обработки;
- свойства (механические) фрезеруемой заготовки;
- величина основного угла фрезы в плане;
- отсутствие либо наличие на детали окалины.

В описываемых нормативах для определения скорости указываются такие элементы – минутная подача и количество оборотов. Кинематика, показатели силы и технических возможностей шпинделя конкретного оборудования для фрезерования нередко отличаются от табличных данных. В подобных ситуациях рабочий на свое усмотрение подбирает рациональную скорость функционирования станка. При этом он обязан сделать выбор таким образом, чтобы фреза не затуплялась преждевременно.
Отдельно отметим, что при фрезеровании заготовок из алюминия рекомендуется назначать высокоскоростные режимы их обработки. Они обеспечивают при малых затратах силы электрооборудования большую глубину резания. Если же работать с деталями из алюминия на медленных скоростях, увеличивается риск выхода фрез из строя, ввиду того, что получающаяся мягкая стружка полностью забивает канавки инструмента.
Скорость вращения фрезы по металлу
Содержание
Скорость вращения фрезы по металлу
Скорость вращения фрезы по металлу и иные параметры резания устанавливаются индивидуально для каждой операции. Это:
частота вращения фрезы по металлу;
Детально рассмотрим выбор каждого параметра.
Частота вращения фрезы по металлу (скорость резания)
Это самый важный параметр фрезерования. В зависимости от него определяется, за какой период с поверхности заготовки будет снят слой металла определенной толщины. В первую очередь, частота вращения фрезы по металлу зависит от характеристик заготовки. Расскажем об особенностях обработки некоторых материалов.
Алюминиевые сплавы. Они распространены максимально широко. Причем существует множество вариантов исполнения. От них зависят эксплуатационные характеристики материалов и параметры их обработки. Частота вращения фрез по металлу при обработке сплавов на основе алюминия варьируется в пределах от 200 до 420 м/мин. Кстати, у алюминия низкая температура плавления. При высоких скоростях резания поверхности становятся пластичными.
Латунь. Этот сплав широко применяется при производстве запорной арматуры. Латунь отличается высокой мягкостью. Поэтому для резания этого сплава устанавливают скорость резания в диапазоне от 130 до 320 м/мин.
Бронза. Это еще более мягкий сплав. Для него скорость резания подбирается в диапазоне от 90 до 150 м/мин.
Нержавеющая сталь. Для работы с этим материалом устанавливают минимальную скорость резания. Она варьируется в пределах от 45 до 95 м/мин.
Скорость резания фрезы по металлу при работе с иными материалами также варьируется, изучите информацию в таблице.

Изображение №1: таблица режимов фрезерования при обработке различных материалов
На что влияет скорость резания
От скорости резания фрезы по металлу зависят качество обработки заготовок, производительность, а также степень износа инструмента. Расскажем обо всем в деталях.
Производительность. Чем выше скорость резания, тем выше производительность оборудования. Это особенно важно при серийном и массовом производстве.
Качество получаемой поверхности. Чем выше скорость резания фрезы по металлу, тем лучше качество. Именно поэтому при финишной обработке устанавливают максимально допустимое значение. Получается требуемая шероховатость. При черновой обработке — наоборот, устанавливают низкую скорость резания.
Скорость износа инструмента. Чем выше скорость резания фрезы по металлу, тем сильнее она изнашивается. Ухудшаются точность и производительность. Для продления сроков службы фрез используют смазывающе-охлаждающие жидкости.

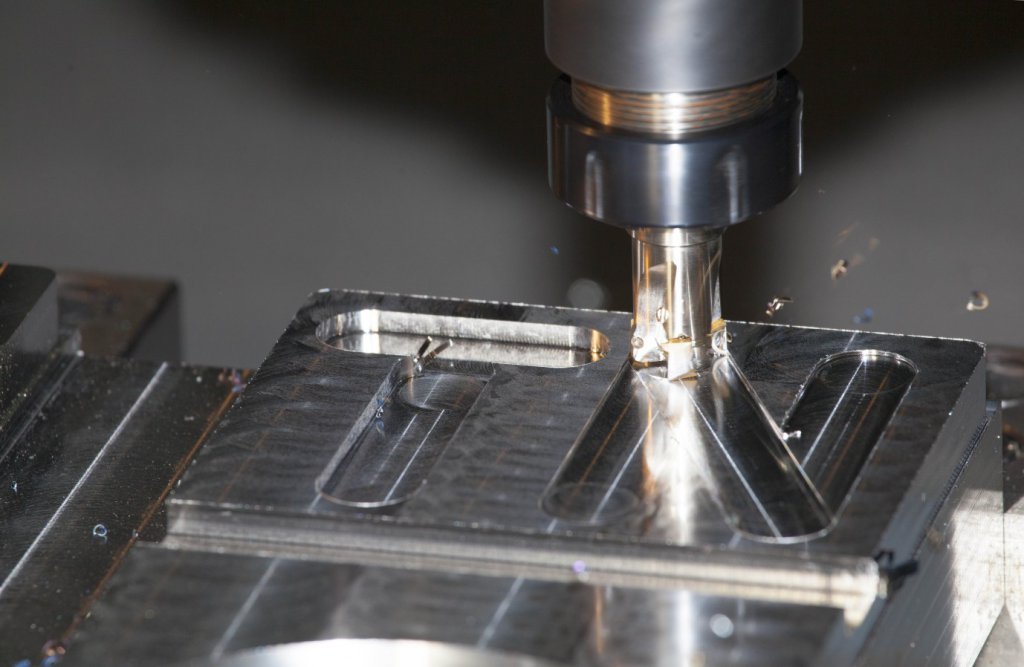
Фотография №1: фрезерование со смазывающе-охлаждающей жидкостью
Подача фрезы
Подачу фрезы по металлу выбирают в зависимости от следующих параметров резания.
Толщина металла, снимаемая за один проход.
Производительность оборудования для фрезерования.
Качество обработки заготовки.
Скорость резания фрезы по металлу и подача связаны между собой. Расскажем об основных моментах.
Уменьшение подачи. Приводит к возможности повышения скорости резания. Это улучшает качество обрабатываемых поверхностей. При чистовом фрезеровании заготовок устанавливаются минимальная подача и максимальная скорость резания. При соблюдении всех правил получаются практически зеркальные поверхности.
Увеличение подачи. Скорость резания снижается. Это связано с увеличением осевой нагрузки при снятии больших слоев металла за проходы. При увеличении подачи выше допустимого значения инструмент может поломаться.
Ширина фрезерования
Расскажем о важных особенностях выбора ширины фрезерования.
При увеличении ширины фрезерования возрастает количество металла, снимаемого за один проход. Это приводит к уменьшению скорости резания и износу инструмента.
Ширину фрезерования выбирают в зависимости от диаметров инструментов.
От ширины фрезерования также зависит число проходов. Все рассчитывается индивидуально.
На диаграмме ниже представлено соотношение ширины фрезерования и диаметра фрезы.

Изображение №2: диаграмма соотношения ширины фрезерования и диаметра фрезы
Полезные советы по выбору режимов резания
На выбор скорости резания фрезы по металлу, подачи и ширины обработки также оказывают влияние следующие моменты.
Габариты заготовок. Для обработки больших деталей используют инструменты с максимальным показателем износостойкости. Они не перегреваются при высоких нагрузках.
Тип применяемого оборудования. При обработке деталей на станках с ЧПУ устанавливаются более высокие параметры. Это связано с технологическим возможностями оборудования. При обработке деталей на обычных станках мастера устанавливают более низкую скорость резания фрез.
Материал фрезы. Также оказывает сильное влияние на выбор режимов резания. Для обработки большинства заготовок на высокой скорости используют инструменты, изготовленные из качественной быстрорежущей стали (Р6М5К5 и пр.). Твердосплавные фрезы применяют при резании труднообрабатываемых материалов.
Характеристики фрезы. К самым важным относятся диаметр инструмента и угол заточки режущей кромки. С увеличением диаметра скорость резания фрезы по металлу снижается.
Качество фрезерования. При черновой обработке заготовок устанавливают малую скорость резания, но применяется большая подача. При чистовом фрезеровании — все наоборот.
Поставленная задача. К примеру, при фрезеровании канавок и различных технологических отверстий режимы резания выбираются индивидуально.
Процесс охлаждения. При использовании СОЖ можно увеличить скорость резания и подачу.
Выбор режима резания в зависимости от материала заготовки
Выбор режима резания предполагает учет следующих особенностей материалов заготовок.
Степень обрабатываемости. Она, главным образом, зависит от пластичности материалов.
Твердость. С ее увеличением сложность обработки возрастает.
Дополнительные технологии обработки заготовок. Это закалка, отпуск, ковка и пр. Они изменяют твердость и иные характеристики материалов.
В размещенной ниже таблице приведены стандартные режимы резания при обработке различных материалов.

Изображение №3: стандартные режимы фрезерования
Где купить фрезы по металлу
Заказать фрезы по металлу для выполнения различных операций вы можете непосредственно у нас. Всегда в наличии инструменты следующих типов.
- Быстрый ремонт труб с помощью хомутов без сварки
- Обслуживание холодильного оборудования: как избежать поломок и лишних расходов
- Поверка штангенциркулей: как обеспечить точность измерений и избежать дорогостоящих ошибок
- Промышленная роботизация производства
- Качественная спецодежда: как проходит сертификация