Режимы плазменной резки металла
Режимы плазменной резки металла
Методические рекомендации по подбору технологических параметров резки.
Рекомендации по подбору параметров резки
Кислородная резка
Кислородная резка основана на сгорании металла в струе технически чистого кислорода. Металл при резке нагревают пламенем, которое образуется при сгорании какого-либо горючего газа в кислороде. Кислород, сжигающий нагретый металл, называют режущим. В процессе резки струю режущего кислорода подают к месту реза отдельно от кислорода, идущего на образование горючей смеси для подогрева металла. Процесс сгорания разрезаемого металла распространяется на всю толщину, образующиеся окислы выдуваются из места реза струёй режущего кислорода.
Металл, подвергаемый резке кислородом, должен удовлетворять следующим требованиям: температура воспламенения металла в кислороде должна быть ниже температуры его плавления; окислы металла должны иметь температуру плавления ниже, чем температура плавления самого металла, и обладать хорошей жидкотекучестью; металл не должен иметь высокой теплопроводности. Хорошо поддаются резке низкоуглеродистые стали.
Для кислородной резки пригодны горючие газы и пары горючих жидкостей, дающие температуру пламени при сгорании в смеси с кислородом не менее 1800 гр. Цельсия. Особенно важную роль при резке имеет чистота кислорода. Для резки необходимо применять кислород с чистотой 98,5-99,5 %. С понижением чистоты кислорода очень сильно снижается производительность резки и увеличивается расход кислорода. Так при снижении чистоты с 99,5 до 97,5 % (т.е. на 2 %) — производительность снижается на 31 %, а расход кислорода увеличивается на 68,1 %.
Технология кислородной резки. При разделительной резке поверхность разрезаемого металла должна быть очищена от ржавчины, окалины, масла и других загрязнений. Разделительную резку обычно начинают с края листа. Вначале металл разогревают подогревающим пламенем, а затем пускают режущую струю кислорода и равномерно передвигают резак по контуру реза. От поверхности металла резак должен находиться на таком расстоянии, чтобы металл нагревался восстановительной зоной пламени, отстоящей от ядра на 1,5-2 мм, т.е. наиболее высокотемпературной точкой пламени подогрева. Для резки тонких листов (толщиной не более 8-10 мм) применяют пакетную резку. При этом листы плотно укладывают один на другой и сжимают струбцинами, однако, значительные воздушные зазоры между листами в пакете ухудшают резку.
На машинах МТР «Кристалл» применяется резак «Эффект-М». Особенность резака — наличие штуцера для сжатого воздуха, который, пройдя через внутреннюю полость кожуха, истекает через кольцевой зазор над мундштуком и создает колоколообразную завесу, что локализует распространение продуктов сгорания и защищает элементы конструкции машины от перегрева.
Параметры режимов резки низкоуглеродистой стали приведены ниже в таблице 1:
1. Толщина разрезаемого металла
5. Давление кислорода
6. Скорость резки
7. Расход кислорода
8. Расход пропана
9. Ширина реза
10. Расстояние до листа
Воздушно-плазменная резка
Процесс плазменной резки основан на использовании воздушно-плазменной дуги постоянного тока прямого действия (электрод-катод, разрезаемый металл — анод). Сущность процесса заключается в местном расплавлении и выдувании расплавленного металла с образованием полости реза при перемещении плазменного резака относительно разрезаемого металла.
Для возбуждения рабочей дуги (электрод — разрезаемый металл), с помощью осциллятора зажигается вспомогательная дуга между электродом и соплом — так называемая дежурная дуга, которая выдувается из сопла пусковым воздухом в виде факела длиной 20-40 мм. Ток дежурной дуги 25 или 40-60 А, в зависимости от источника плазменной дуги. При касании факела дежурной дуги металла возникает режущая дуга — рабочая, и включается повышенный расход воздуха; дежурная дуга при этом автоматически отключается.
Применение способа воздушно-плазменной резки, при котором в качестве плазмообразующего газа используется сжатый воздух, открывает широкие возможности при раскрое низкоуглеродистых и легированных сталей, а также цветных металлов и их сплавов
Преимущества воздушно-плазменной резки по сравнению с механизированной кислородной и плазменной резкой в инертных газах следующие: простота процесса резки; применение недорогого плазмообразующего газа — воздуха; высокая чистота реза (при обработке углеродистых и низколегированных сталей); пониженная степень деформации; более устойчивый процесс, чем резка в водородосодержащих смесях.

Рис. 1 Схема подключения плазмотрона к аппарату.

Рис. 2 Фазы образования рабочей дуги
а — зарождение дежурной дуги; б — выдувание дежурной дуги из сопла до касания с поверхностью разрезаемого листа;
в — появление рабочей (режущей) дуги и проникновение через рез металла.
Технология воздушно-плазменной резки. Для обеспечения нормального процесса необходим рациональный выбор параметров режима. Параметрами режима являются: диаметр сопла, сила тока, напряжение дуги, скорость резки, расстояние между торцом сопла и изделием и расход воздуха. Форма и размеры соплового канала обуславливают свойства и параметры дуги. С уменьшением диаметра и увеличением длины канала возрастают скорость потока плазмы, концентрация энергии в дуге, её напряжение и режущая способность. Срок службы сопла и катода зависят от интенсивности их охлаждения (водой или воздухом), рациональных энергетических, технологических параметров и величины расхода воздуха.
При воздушно-плазменной резке сталей диапазон разрезаемых толщин может быть разделён на два — до 50 мм и выше. В первом диапазоне, когда необходима надёжность процесса при небольших скоростях резки, рекомендуемый ток 200-250 А. Увеличение силы тока до 300 А и выше приводит к возрастанию скорости резки в 1,5-2 раза. Повышение силы тока до 400 А не даёт существенного прироста скоростей резки металла толщиной до 50 мм. При резке металла толщиной более 50 мм следует применять силу тока от 400 А и выше. С увеличением толщины разрезаемого металла скорость резки быстро падает. Максимальные скорости резки и сила тока для различных материалов и толщины, выполненные на 400 амперной установке приведены в таблице ниже.
Скорость воздушно-плазменной резки в зависимости от толщины металла: таблица 2
Режимы. таблица 3
Режимы воздушно-плазменной резки металлов. таблица 4

Рис. 3 Области оптимальных режимов резки металлов для плазмотрона с воздушным охлаждением (ток 40А и 60А)

Рис. 4 Области оптимальных режимов для плазмотрона с воздушным охлаждением (ток 90А).

Рис. 5 Зависимость выбора диаметра сопла от тока плазмы.

Рис. 6 Рекомендуемые токи для пробивки отверстия.
Скорость воздушно-плазменной резки, по сравнению с газокислородной, возрастает в 2-3 раза (см. Рис. 7).

Рис. 7 Скорость резки углеродистой стали в зависимости от толщины металла и мощности дуги.
Пологая нижняя линия — газокислородная резка.
При воздушно-плазменной резке меди рекомендуется применять силу тока 400 А и выше. Замечено, что при резке меди с использованием воздуха во всём диапазоне толщины и токов образуется легко удаляемый грат.
Хорошего качества реза при резке алюминия, с использованием воздуха в качестве плазмообразующего газа, удаётся достигнуть лишь для небольших толщин (до 30 мм) на токах 200 А. Удаление грата с листов большой толщины затруднительно. Воздушно-плазменная резка алюминия может быть рекомендована лишь как разделительная при заготовке деталей, требующих последующей механической обработки. Припуск на обработку допускается не менее 3 мм.
ПЛАЗМЕННАЯ РЕЗКА:
| СУЩНОСТЬ СПОСОБА |
Плазма — ионизированный газ, содержащий электрически заряженные частицы и способный проводить ток. Ионизация газа происходит при его нагреве. Степень ионизации тем выше, чем выше температура газа. В центральной части сварочной дуги газ нагрет до температур 5000 . 30 000 °С, имеет высокую электропроводность, ярко светится и представляет собой типичную плазму. Плазменную струю, используемую для сварки и резки, получают в специальных плазмотронах, в которых нагревание газа и его ионизация осуществляются дуговым разрядом в специальных камерах.
Процесс плазменной резки основан на использовании воздушно-плазменной дуги постоянного тока прямого действия (электрод-катод, разрезаемый металл — анод). Сущность процесса заключается в местном расплавлении и выдувании расплавленного металла с образованием полости реза при перемещении плазменного резака относительно разрезаемого металла.
Для возбуждения рабочей дуги (электрод — разрезаемый металл), с помощью осциллятора зажигается вспомогательная дуга между электродом и соплом — так называемая дежурная дуга, которая выдувается из сопла пусковым воздухом в виде факела длиной 20-40 мм. Ток дежурной дуги 25 или 40-60 А, в зависимости от источника плазменной дуги. При касании факела дежурной дуги металла возникает режущая дуга — рабочая, и включается повышенный расход воздуха; дежурная дуга при этом автоматически отключается.
Применение способа воздушно-плазменной резки, при котором в качестве плазмообразующего газа используется сжатый воздух, открывает широкие возможности при раскрое низкоуглеродистых и легированных сталей, а также цветных металлов и их сплавов.
Преимущества воздушно-плазменной резки по сравнению с механизированной кислородной и плазменной резкой в инертных газах следующие:
— простота процесса резки; применение недорогого плазмообразующего газа — воздуха;
— высокая чистота реза (при обработке углеродистых и низколегированных сталей);
— пониженная степень деформации;
— более устойчивый процесс, чем резка в водородосодержащих смесях.
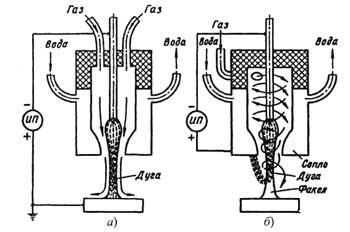 |
| Рис. 1 Конструкция плазмотронов с аксиальной (а) (прямого действия) и тангенциальной (б) (косвенного действия) подачей газа |
Вдуваемый в камеру газ (рис. 1), сжимая столб дуги в канале сопла плазмотрона и охлаждая его поверхностные слои, повышает температуру столба. В результате струя проходящего газа, нагреваясь до высоких температур, ионизируется и приобретает свойства плазмы. Увеличение при нагреве объема газа в 50 . 100 и более раз приводит к истечению плазмы с высокими околозвуковыми скоростями. Плазменная струя легко расплавляет любой металл.
На практике находят применение два основных способа включения плазменных горелок (см. рис. 1). В первом — дуговой разряд существует между стержневым катодом, размещенным внутри горелки по ее оси и нагреваемым изделием (плазменная струя прямого действия). Такие плазмотроны имеют кпд выше, так как мощность, затрачиваемая на нагрев металла, складывается из мощности, выделяющейся в анодной области, и мощности, передаваемой аноду струей плазмы.
Во втором — дуга горит между катодом и соплом, которое подключается к положительному полюсу источника питания (плазменная струя косвенного действия). Струей газа, истекающей из сопла, часть плазмы столба дуги сжимается и выносится за пределы плазмотрона. Тепловая энергия этой плазмы, складывающаяся из кинетической и потенциальной энергий ее частиц, используется для нагрева и плавления обрабатываемых изделий. В большинстве случаев общая и удельная тепловые энергии невелики, поэтому такие плазмотроны используют для сварки тонких изделий в микроплазменных установках для пайки и обработки неметаллов, так как изделие не обязательно должно быть электропроводным.
Для надежной стабилизации дуги и оттеснения ее от стенок сопла применяют осевую или тангенциальную подачу газа (см. рис. 1). Для устранения турбулентностей в осесимметричных потоках их формируют с помощью специальных конструкций сопл и вкладышей.
В дуговых процессах с неплавящимся электродом изменение силы тока при изменении напряжения дуги приводит к неравномерности глубины проплавления металла и нарушению стабильности процесса. Поэтому при плазменно-дуговой сварке оптимальными внешними характеристиками источника питания являются крутопадающие или даже вертикальные характеристики, позволяющие значительно изменять напряжение при постоянстве силы тока. Источники питания с вертикальными характеристиками появились сравнительно недавно, применительно к плазменно-дуговым процессам.
Существует специальное оборудование для ручной и механизированной плазменно-дуговой сварки, наплавки и резки. Оно отличается от ранее описанных сварочных устройств конструкцией горелки-плазмотрона. Существует множество горелок, отличающихся конструкцией катода (стержневой, полый, дисковый), способом охлаждения (водой, воздухом), способом стабилизации дуги (газом, водой, магнитным полем), родом тока, составом плазмообразующей среды и т.д.
С увеличением скорости истечения плазменной струи нарушается ламинарность потока. Кроме того в засопловом участке степень обжатия столба дуги уменьшается. В связи с этим в последние годы получают все большее распространение горелки с вторичным фокусирующим и защитным потоком газа (рис. 2). Газ подается под углом к оси горелки и как бы омывает столб дуги, интенсивно охлаждая его, благодаря чему при удалении от сопла несколько уменьшается диаметр столба дуги. При этом высокая концентрация плазменного потока достигается при сравнительно малой скорости истечения. Такие горелки, называемые иглоплазменными или микроплазменными, позволяют получить остроконечную плазменную дугу в области малых токов (0,5 . 30 А).
Дуговая плазменная струя — интенсивный источник теплоты с широким диапазоном технологических свойств. Ее можно использовать для нагрева, сварки или резки как электропроводных металлов, так и неэлектропроводных материалов, таких как стекло, керамика и др.
Тепловая эффективность дуговой плазменной струи зависит от силы сварочного тока и напряжения, состава, расхода и скорости истечения плазмообразующего газа, расстояния от сопла до поверхности изделия, скорости перемещения горелки (скорости сварки или резки) и т.д. Геометрическая форма струи может быть также различной (квадратной, круглой и т.д.) и определяться формой выходного отверстия сопла.
| ТЕХНИКА СВАРКИ |
Питание дуги, как правило, осуществляется переменным или постоянным током прямой полярности (минус на электроде). Возбуждают дугу с помощью осциллятора. Для облегчения возбуждения дуги прямого действия используют дежурную дугу, горящую между электродом и соплом горелки. Для питания плазмообразующей дуги используются источники сварочного тока с рабочим напряжением до 120 В, а в которых случаях и более высоким; для питания плазмотрона, используемого для резки, оптимально напряжение холостого хода источника питания до 300 В.
Плазменной струей можно сваривать практически все металлы в нижнем и вертикальном положениях. В качестве плазмообразующих газов используют аргон, азот, смесь аргона с азотом и водородом, углекислый газ и воздух (в основном для резки). В качестве электрода применяют вольфрамовые стержни или специальные медные со вставками из гафния или циркония.
К преимуществам плазменной сварки относятся высокая производительность, малая чувствительность к колебаниям длины дуги, устранение включений вольфрама в металле шва. Без скоса кромок можно сваривать металл толщиной до 15 мм с образованием провара специфической формы. Это объясняется образованием сквозного отверстия в основном металле, через которое плазменная струя выходит на обратную сторону изделия. Расплавляемый в передней части сварочной ванны металл давлением плазмы перемещается вдоль стенок сварочной ванны в ее хвостовую часть, где кристаллизуется, образуя шов. По существу, процесс представляет собой прорезание изделия с заваркой места резки.
Плазменной струей можно сваривать стыковые и угловые швы. Стыковые соединения на металле толщиной до 2 мм можно сваривать с отбортовкой кромок, при толщине свыше 10 мм рекомендуется делать скос кромок. В случае необходимости используют дополнительный металл. Для сварки металла толщиной до 1 мм успешно используют микроплазменную сварку струей косвенного действия, в которой сила сварочного тока равна 0,1 . 10 А.
Резка плазменной струей основана на расплавлении металла в месте реза и его выдувании потоком плазмы. Плазменную струю используют для резки металла толщиной от долей до десятков миллиметров. Для резки металла малой толщины используют плазменную струю косвенного действия. При повышенной толщине металла лучшие результаты достигаются при плазменной струе прямого действия. При резке даже углеродистых сталей во многих случаях она более экономична, чем газокислородная, ввиду высокой скорости и лучшего качества реза.
В зависимости от металла в качестве плазмообразующих газов можно использовать азот, водород, аргоно-водородные, аргоно-азотные, азото-водородные смеси. Использование для резки смесей газов, содержащих двухатомные газы, энергетически более эффективно. Диссоциируя, двухатомный газ поглощает много теплоты, которая выделяется на холодной поверхности реза при объединении свободных атомов в молекулу. В последнее время, когда появилась возможность использовать водоохлаждаемые циркониевые и гафниевые электроды, в качестве режущего газа стали использовать и воздух. Сварку и резку можно выполнять вручную и автоматически.
Скорость воздушно-плазменной резки в зависимости от толщины металла.
Максимальная скорость резки (м/мин) металла в зависимости от его толщины, мм
Режимы плазменной резки
На возможности плазменной резки, напрямую воздействует правильно выбранный режим. Он определяет не только производительность выполняемых процессов, но и качество реза. Влияет на угол скоса кромок и образование грата.

Выбор правильного режима
Правильная организация подачи тока играет важную роль. Она предопределяется техническими характеристиками плазмотрона и используемым режимом резки. Неправильно выбранный режим резки может привезти к двойному дугообразованию (когда дуга горит с электрода на сопло, а с сопла на металл). Это разрушает сопло и электрод, также деформирует края вырезаемой заготовки. Чтобы правильно выбрать режим, следует знать некоторые показатели. В первую очередь, его выбор зависит от:
- типа разрезаемого материала;
- диаметра сопла;
- толщины разрезаемого листа;
- средней ширины реза;
- силы тока;
- напряжения;
- скорости резки.

Для ориентирования в выборе режима можно воспользоваться данными из нижеприведенной таблицы. В ней представлены средние параметры, на примере воздушно-плазменной резки.
| Тип разрезаемого металла | Толщина(мм) | Диаметр сопла(мм) | Сила тока А | Скорость резки(м/мин) | Средняя ширина реза(мм) |
| Сталь | 1-10 | 0,9-1,1 | 40-60 | 2-0,2 | 1-1,3 |
| 10-15 | 1,4 | 60-90 | 1,8-0,3 | 1,5-1,8 | |
| 15-20 | 2,7 | 90- 140 | 1,5-0,5 | 1,8-2,2 | |
| 20-25 | 1,9 | 100-150 | 1,2-0,15 | 2-2,5 | |
| Алюминий | 1-15 | 1,4 | 60-90 | 1,5-0,5 | 1,5-2 |
| 10-30 | 1,7 | 90-140 | 1,2-0,5 | 2-2,5 | |
| 20-40 | 1,9 | 100-150 | 0,5-0,1 | 2,5 | |
| Медь | 10 | 3 | 300 | 3 | 3 |
| 20 | 1,5 | 3,5 | |||
| 30 | 0,7 | 4 | |||
| 40 | 0,5 | 4,5 | |||
| 50 | 0,3 | 5,5 | |||
| 60 | 3,5 | 400 | 0,4 | 6,5 |
С учетом поставленных задач для плазменной резки, показатели могут быть изменены. После того, как необходимые параметры выставлены, следует проверить работу аппарата. Для этого надо сделать пробный надрез с завышенной силой тока. Так можно отрегулировать скорость раскроя и силу тока.
Эффективная резка различных металлов
При плазменной резке также следует обращать внимание на выбор газов, при помощи которых осуществляется обработка разных видов металла. Для резки алюминия и сплавов используется азот. А если ширина листа более 20 мм, то азотно-водородные смеси, свыше 100 мм аргоно-водородные. Для алюминия воздушно-плазменная резка применяется в качестве разделительной, для производства заготовок. Которые в дальнейшем подвергнутся механической обработке.

Резка меди может проводиться в: азоте, аргоно-водородной смеси и сжатом воздухе. Для обработки меди требуется мощная дуга, так как она обладает теплопроводностью. Что касаемо плазменной резки высоколегированных сталей, то для толщины 60 мм эффективно применять ручную в азоте и воздушно-плазменную. Свыше 60 мм – азотно-кислородные смеси. Нержавеющие стали обрабатываются: до 20 мм – в азоте, свыше – в азотно-водородной смеси. Возможно применение сжатого воздуха. Его используют и для резки углеродистых сталей.
Технология и выбор параметров режима плазменной резки
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Материалы
Рабочие плазмообразующие среды должны обеспечивать:
- эффективное формирование режущей дуги
- получение высококачественных кромок реза
- эффективную передачу разрезаемому металлу тепловой энергии, заимствованной в столбе дуги
- длительную работу формирующих элементов плазмотрона
- получение дополнительной энергии для резки за счет экзотермических реакций
- экономичность и безопасность работы.
Рабочие среды наиболее широко используются в виде технических газов: азота, аргона, водорода, кислорода, сжатого воздуха и др.

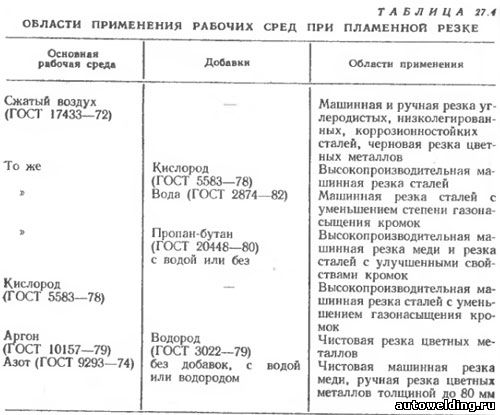
Рабочую среду выбирают с учетом ее свойств (табл. 27.3) и свойств обрабатываемого материала. Инертные газы обеспечивают получение наиболее чистых поверхностей реза, что особенно важно для резки цветных металлов. Двухатомные газы улучшают передачу энергии дуги разрезаемому металлу за счет механизма диссоциации — рекомбинации. Кислородсодержащие среды повышают энергетическую эффективность резки металлов, экзотермически реагирующих с кислородом, что обеспечивает для них наиболее высокую производительность резки.
Наибольшее применение в РФ получила резка на основе использования плазмы кислородсодержащего сжатого воздуха (воздушно-плазменная резка). Области рационального использования сред указаны в табл. 27.4.
Перспективно использование интенсифицирующих плазмообразующих сред. При воздушно-плазменной резке обогащение воздуха кислородом обеспечивает повышение производительности резки сталей без увеличения затрат энергии и способствует улучшению качества металла на кромках. Подача воды в плазменную дугу также улучшает качество заготовок из сталей и способствует повышению скорости резки. Если к плазмообразующему воздуху добавлять углеводороды, заметно возрастает скорость резки меди и ее сплавов и существенно улучшается качество заготовок.
Выбор параметров режима
Технологический процесс плазменной резки включает в себя следующие операции: врезание (с кромки листа или, при необходимости, с пробивки исходного отверстия), резку прямолинейных и криволинейных участков заданного контура и завершение реза. Основной операцией является прямолинейная резка заготовок с вертикальными кромками.
В составе назначаемых режимов и условий резки указывают рабочую плазмообразующую среду, рабочий ток, диаметр и длину сопла, расход рабочей среды, расстояние от рабочего торца плазмотрона до поверхности металла, а также рабочее напряжение дуги и скорость резки.
Ток I, напряжение U, тепловой к. п. д. η дуги, удельный вес γ, толщина δ, энтальпия плавления S разрезаемого металла, ширина реза b определяют скорость резки:
W = 0,24IUη/γbδS. (27.2)
При резке стали δ=1 см, γ = 7,8 г/см 3 , S= 13,06 кДж/г током I=300 А при U = 180 В с η = 0,3 и b=0,4 см W=4 см/с, или 2,4 м/мин. При резке в окислительных средах реакция окисления повышает скорость. При заданном режиме скорость резки можно регулировать (рис. 27.2).
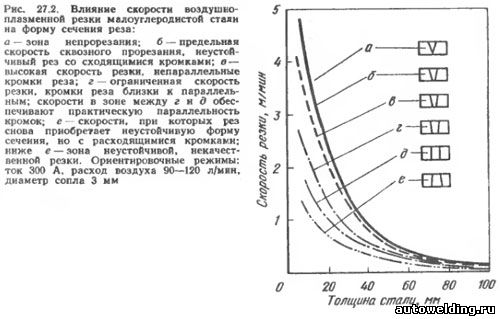
Максимально возможная скорость резки на прямолинейных участках ограничивается уровнем, выше которого не достигается сквозное прорезание металла (рис. 27.2, а). При скорости ниже этого уровня металл прорезается полностью (рис.27.2, б), но качество резки характеризуется большой неперпендикулярностью кромок, шероховатостью поверхностей, большой глубиной литого участка зоны термического влияния и т. д.
С ограничением скорости резки (рис. 27.2, в, г) качество заготовок повышается, хотя затраты энергии и материалов возрастают, производительность резки снижается. При скоростях резки ниже максимальных в 1,5—2,5 раза (рис. 27.2, д) кромки реза становятся параллельными между собой и перпендикулярными к поверхности листа, шероховатость становится минимальной и вырезаемая заготовка по большей части может быть использована без дополнительной механической обработки. При дальнейшем снижении скорости резки (рис. 27.2, е) процесс и качество заготовок теряют стабильность, что неприемлемо.
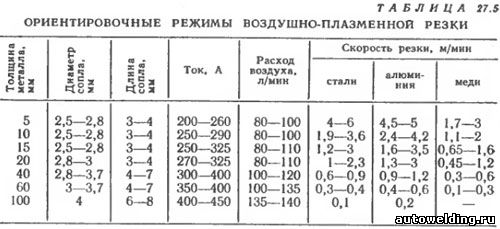
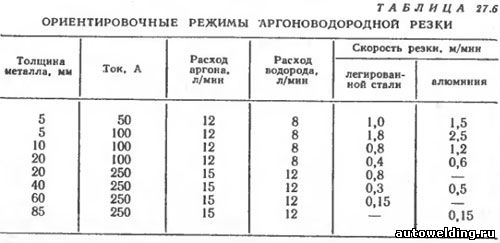
Ориентировочные режимы и условия резки (для машинной прямолинейной резки) приведены в табл. 27.5, 27.6. Скорость резки на криволинейных участках (с малыми радиусами кривизны) понижают на 30—50 % во избежание искажения формы кромок в результате отставания режущей струи (аналогично газопламенной кислородной резке). Аналогично снижают скорость резки при завершении реза с целью сквозного прорезания металла на концевом участке у нижних кромок.
Если резку начинают на поверхности листа, начальное отверстие в металле пробивают вне контура детали (на отходе). При механизированной резке пробивку производят в движении машины с приподниманием и последующим опусканием плазмотрона. Пробивка производится при скорости движения машины меньшей против заданной в 1,5—2 раза.
Врезание с кромки металла или начального отверстия при толщине металла 20—30 мм не требует специальных приемов и регулировки скорости. Контроль полноты прорезания можно вести наблюдая за отклонением от вертикали факела режущей струи на выходе из листа. Вначале врезания ось и передняя граница факела отклоняются в сторону, противоположную резке, но при правильно установленной скорости передняя граница факела вскоре занимает вертикальное положение или близкое к нему. Такое положение в процессе резки свидетельствует о рациональной скорости. При слишком малой скорости весь факел ориентируется по вертикали, а его передняя граница неустойчива и отклоняется в направлении движения резака.
Резка металла с помощью плазмореза

Содержание:
- 1. Что нужно знать о безопасности?
- 2. Как подготовить аппарат к работе?
- 3. Как правильно подобрать силу тока?
- 4. Как разжигать плазменную дугу?
- 5. Как поддерживать расстояние между горелкой и металлом?
Плазменная резка получила широкое распространение в различных отраслях производства, ведь с ее помощью можно разрезать практически любые токопроводящие металлы: от алюминия и нержавейки до углеродистой стали и титана. Этот метод используют как на крупных предприятиях, так и в небольших частных мастерских. Овладев основными приемами плазменной резки, Вы сможете легко выполнять прямые и фигурные резы, делать проемы и отверстия в металлических заготовках, выравнивать кромки листов и выполнять более сложные работы. Впервые работая с плазморезом, хочется, чтобы результат оправдал ожидания. Но, к сожалению, не у всех начинающих резчиков это получается. Для примера приведем наиболее распространенный случай из практики. Пользователь работает с купленным недавно плазморезом. Но почему-то возникают проблемы: то дуга нестабильная, то пламя гаснет, то аппарат вовсе отключается. Возникает подозрение – некачественный ток в центральной электросети. Пока время уходит на поиск и устранение неполадок, работа стоит. А на самом деле причина может быть в другом. Сколько раз случалось, когда пользователи во всем винили центральную проводку, а на деле оказывалось, что было неправильно выставлено давление воздуха или сила тока. Чтобы такого не случилось, при работе с плазморезом нужно учесть множество нюансов.
Освоить азы технологии плазменной резки не так сложно, главное – детально во всем разобраться. Мы расскажем обо всем по порядку. А начать нужно с вопроса безопасности проведения работ. Ведь от соблюдения правил зависит Ваше здоровье.
Что нужно знать о безопасности?

Сначала перечислим факторы, которые представляют опасность при работе с аппаратом плазменной резки: электрический ток, высокая температура, ультрафиолетовое излучение, раскаленный металл. Чтобы защитить себя, нужно работать в специальной экипировке. Глаза должны быть защищены очками или щитком сварщика (стекла 4 или 5 класса затемнения), руки – перчатками, ноги – штанами из плотной ткани и закрытой обувью. Стоит отметить, что при работе с резаком образуется газ с примесями озона, водорода и частиц металла. Наиболее опасными являются окислы марганца, соединения кремния и хрома, окись титана, которые представляют угрозу не только для легких, но и для других внутренних органов. Чтобы не вдыхать эти вредные пары, нужно обеспечить в помещении хорошую вентиляцию, а на лицо надевать защитную маску.
Что касается электробезопасности, то нужно соблюдать несколько обязательных требований:
- Плазменная резка должна подключаться в сеть с предохранителем или автоматическим выключателем.
- Параметры тока в электросети должны соответствовать характеристикам устройства.
- Обязательно убедитесь в том, что обеспечено хорошее заземление розеток, а также рабочей подставки аппарата и находящихся поблизости металлических предметов.
- Проверьте электрические и силовые кабели на предмет повреждений. Не используйте их, если изоляция повреждена.
Ответственный подход и соблюдение мер безопасности помогут Вам избежать травм, а также снизить риск получения профессиональных заболеваний.
Как подготовить аппарат к работе?
Подробный алгоритм подключения плазмореза к электросети и источнику сжатого воздуха Вы найдете в инструкции, поэтому мы не будем заострять внимание на этом этапе. Лучше обозначим наиболее важные аспекты, которые напрямую влияют на качество выполнения работ.
Аспект 1: Установите аппарат таким образом, чтобы к его корпусу был обеспечен доступ воздуха для охлаждения. Это позволит трудиться продолжительное время и избежать отключений оборудования в связи с перегревом. При этом на него не должны попадать капли расплавленного металла и какие-либо жидкости.
Аспект 2: Позаботьтесь о подаче качественного воздуха от пневмосети или компрессора. Установите влагомаслоотделитель, чтобы частицы масла и воды не попали в резак. В противном случае увеличится износ расходных материалов, а также может прийти в негодность сам плазмотрон. Убедитесь, что давление подаваемого воздуха соответствует параметрам аппарата плазменной резки. При недостаточном давлении дуга будет нестабильна (появятся наплывы и шлак в месте реза), а при избыточном могут прийти в негодность важные рабочие элементы.
Аспект 3: Тщательно подготовьте заготовку перед тем, как ее резать. Если на поверхности есть краска или ржавчина, нужно ее счистить, чтобы при нагреве металла не выделялись ядовитые пары. Кроме того, не рекомендуется резать без предварительной очистки резервуары и емкости, в которых были горючие вещества.
Помните, что правильно проведенные подготовительные работы являются гарантией эффективности использования плазменной резки. Теперь перейдем к рассмотрению самого процесса резки металла.
Как правильно подобрать силу тока?
Чтобы получить ровный и аккуратный рез, без окалины, наплывов и шлака, нужно грамотно выставить на аппарате силу тока, необходимую для разрезания конкретной заготовки. Для этого нужно знать, какая сила тока приходится на расплавление 1 мм материала. Для разных видов металла будет свое значение:
- При работе с чугуном и сталью – 4 А.
- При работе с цветными металлами и их сплавами – 6 А.

К примеру, для обработки стального листа толщиной 20 мм на аппарате нужно выставить силу тока не менее 80 А, а для работы с алюминиевым листом такой же толщины – 120 А. Но это еще не все, что нужно учесть при работе. Чтобы металл успел расплавиться в месте реза, но при этом не деформировался при тепловом воздействии плазмы, важно подобрать оптимальную скорость ведения резака. Она может быть от 0,2 до 2 м/мин., в зависимости от выставленной силы тока, толщины заготовки и вида металла, Конечно, первое время новичку будет сложно измерить скорость и подобрать наиболее подходящую, это придет с опытом. А на первое время запомните простое правило: ведите горелку так, чтобы искры были видны с обратной стороны разрезаемой заготовки. Если их не видно – металл разрезан не насквозь, скорость большая. Но слишком медленное ведение резака, особенно при высокой силе тока, может стать причиной образования окалины, угасания дуги и ухудшению качества реза.
Как разжигать плазменную дугу?
Прежде чем приступать к резке, нужно сделать продувку резака газом. Для этого нажмите и отпустите кнопку поджига на резаке, плазмотрон перейдет в режим продувки. Выждите не меньше 30 секунд, прежде чем зажигать дугу, за это время из резака должен удалиться конденсат и инородные частицы. После этого можно нажимать на кнопку розжига – появится дежурная или, как ее называют, пилотная дуга. Как правило, пилотная дуга горит не более 2 секунд. Поэтому за это время должна зажечься рабочая дуга. У разных моделей плазморезов это происходит по-разному, в зависимости от типа поджига. Различают:
- Контактный – для получения рабочей дуги необходимо короткое замыкание, которое возникает следующим образом: после того, как зажглась дежурная дуга, при нажатии на кнопку блокируется подача воздуха – контакт замыкается. После автоматического открытия воздушного клапана контакт размыкается, а поток воздуха выводит искру из сопла. Между электродом с отрицательной полярностью и металлом с положительной полярностью возникает плазменная дуга. Помните, что контактный поджиг не значит, что нужно прислонять сопло к металлу.
- Бесконтактный – такой тип розжига используется в аппаратах, сила тока которых превышает 50 А (его еще называют осциллятором или высокочастотным зажиганием). Дежурная дуга имеет высокую частоту тока и высокое напряжение, она возникает между электродом и соплом. При приближении сопла к поверхности разрезаемой заготовки образуется рабочая дуга.
После зажигания рабочей дуги, пилотная гаснет. Если Вам не удалось с первого раза получить рабочую дугу, то нужно отпустить кнопку на резаке и вновь нажать ее – это будет новый цикл. Дуга может не разжигаться из-за недостаточного давления воздуха в пневмосистеме, неправильной сборки плазмотрона или неполадок в работе электроэлементов. Выключите аппарат, проверьте правильность подключения и давление на входе. Еще раз попробуйте осуществить розжиг.
Также стоит помнить, что в процессе резки рабочая дуга может гаснуть. Это может случиться по причине износа электрода, но чаще всего проблемы возникают при несоблюдении расстояния между резаком и деталью. Естественно, это сказывается на скорости выполнения работ и на качестве реза.
Как поддерживать расстояние между горелкой и металлом?

Бывают аппараты плазменной резки, которые рассчитаны на разрезание металла с упором на сопло, то есть, вплотную к заготовке – соблюдать расстояние не нужно. Но большинство моделей оборудования для этого не предназначено – сопло будет быстро изнашиваться, резак будет отключаться. Для них оптимальным расстоянием между заготовкой и соплом будет 1,6-3 мм. Если превысить его, то дуга будет затухать, придется поджигать ее снова – аккуратного реза не получится. Особенно важно поддерживать одинаковое расстояние при выполнении кропотливых работ, например, фигурной резки. Чтобы удерживать зазор, многие пользователи устанавливают на резак специальную дистанционную направляющую, и опираются ею на заготовку, а не соплом.
Не забывайте, что держать резак нужно таким образом, чтобы сопло было перпендикулярно заготовке. Угол отклонения не должен превышать 10-50 градусов, иначе рез будет неаккуратным. Если Вы режете металлическую заготовку, толщина которой не превышает 25% от максимально допустимой производителем, держите горелку не перпендикулярно поверхности, а под небольшим углом. Так Вы сможете избежать сильной деформации тонкого металла. При этом следите, чтобы расплавленный металл не попадал на сопло резака.
Помните, что сопло и электрод являются оснасткой, которая подвержена наибольшему износу при выполнении работ. Своевременно заменяйте эти элементы, согласно требованиям инструкции. Тогда во время плазменной резки будет обеспечена стабильная дуга, не будет наплывов и шлака на обрабатываемой поверхности – рез будет аккуратным и ровным.
Надеемся, что наша статья была Вам полезна, и эту информацию Вы будете успешно применять на практике. Подробнее о том, как использовать плазменную резку, Вы узнаете из инструкции конкретной модели аппарата. Соблюдая все правила Вы быстро «набьете руку» и будете справляться как с простыми работами, например, нарезкой профиля или металлических листов, так и с более сложными – вырезанием отверстий и различных фигур.
Параметры плазменной резки
Существуют определенные параметры, определяющие процесс плазменной резки. На него влияют многие факторы, в том числе факельный зазор (зазор межу листом и соплом), состав плазмообразующего газа, скорость перемещения резака, сила тока дуги. Причем одни из них напрямую зависят от других.
Плазмообразующий газ
Считается, что в ручной плазморезке наиболее эффективно в качестве плазмообразующего газа использовать обычный воздух. И это отлично – ведь что может быть доступнее и дешевле? Вот только воздушная смесь хорошо зарекомендовала себя при раскрое листов толщиной до 25 мм. Причем использование воздуха приводит к азотированию кромки. Такое явление наблюдается при насыщении кромки реза входящим, в состав воздуха, оксида азота.
При автоматической плазменной резке, как правило, применяют двойной газ. Листы толщиной +/-25 мм раскраивают с помощью водяного тумана (дополнительного газа) и азота (основного). К сожалению, на более тонких листах водяной пар достаточно интенсивно охлаждает рез. При этом не обеспечивается прогрев близлежащих участков металла. В результате на нижней поверхности образуется шлак, а кромка получается слишком грубой.
Для раскроя листов толще, чем 25 мм, большинство производителей плазменных резок рекомендуют использовать водород или аргон в качестве основного газа, а двуокись углерода или азот – как дополнительный. Применение водородно-азотистой смеси приводит к минимизации нитрирующего эффекта.
Углекислый газ значительно дороже азота. Но он незаменим, когда необходимо получить чистые кромки и максимально уменьшить вредные испарения, сопровождающие процесс резки металла.
Следует отметить, что процесс раскроя стальных листов зависит не только от выбора плазмообразующих газов. Важное значение здесь играет оптимальное давление, под которым находится газ. От этого параметра зависит срок службы сопла и качество реза.
Так, если давление повышено, в начале процесса не удается получить качественной кромки. При пониженном же давлении наблюдается недостаточное охлаждение плазмотрона. А это приводит к раздвоению дуги и разрушению сопла. В таблице ниже показано, как действуют различные газы на процесс резания металлов:
Ток дуги
 От этого параметра напрямую зависит толщина раскраиваемого металла и срок эксплуатации сопла и электродов. Каждый комплект сопло-электрод имеет свое значение номинального тока. При резке металла на плазменной установке допустимый ток дуги составляет до 95% от номинального. Увеличивая ток дуги, необходимо синхронно увеличивать размер выходного диаметра сопла.
От этого параметра напрямую зависит толщина раскраиваемого металла и срок эксплуатации сопла и электродов. Каждый комплект сопло-электрод имеет свое значение номинального тока. При резке металла на плазменной установке допустимый ток дуги составляет до 95% от номинального. Увеличивая ток дуги, необходимо синхронно увеличивать размер выходного диаметра сопла.
Факельный зазор
От данного параметра зависит:
- перпендикулярность образуемых
кромок; - плотность плазменной дуги;
- ее устойчивость.
Чтобы избежать кромочных дефектов, необходимо выдерживать постоянным факельный зазор. Уменьшение его величины приведет к преждевременному сгорания и электрода, и дорогостоящего сопла. Особенно опасным является контакт сопла и листа, когда факельный зазор равен нулю. Чтобы избежать разрушения сопла по этой причине,
плазменные установки, выпускаемые компанией «ТеплоВентМаш», оборудованы датчиками контроля высоты. Такие стабилизаторы позволяют автоматически поддерживать оптимальный, заданный оператором, факельный зазор.
Скорость плазменной резки
Именно скорость перемещения резака определяет качество реза. От нее зависит присутствие шлака под листом и на сложность его удаления. Если скорость невелика, возникнет перерасход плазмообразующего газа. А на нижней части листа появится легко удаляемый «низкоростный» шлак.
При повышенной скорости перемещения сопла линия реза становится волнистой. На нижней же части листа появляется плохо отделимый «высокорослый» шлак.
Идеальной скоростью резания листового металла считается такое перемещение резака, при котором угол отставания между прорезанием верхней и нижней кромок не превышает 5 градусов.
Угол наклона кромок и ширина реза
 ГОСТ 14792-80 определяет четыре главнейших параметра, влияющих на качество раскроя листового металла. К ним относятся:
ГОСТ 14792-80 определяет четыре главнейших параметра, влияющих на качество раскроя листового металла. К ним относятся:
- линейное отклонение;
- неперпендикулярность торцовой
поверхности; - её шероховатость;
- зона термического воздействия.
На точность и качество реза определяющее влияние оказывает угол наклона кромок и ширина реза. А вот форма кромок и размеры реза зависят от тока и напряжения дуги, скорости перемещения плазмотрона и расхода плазмообразующего газа.
На ширину реза влияют ток дуги и размер выходного отверстия в сопле. Стоит хоть немного увеличить эти параметры, как тут же ширина реза увеличится. Чтобы оценить ширину шва, можно увеличить диаметр выходного отверстия в сопле в 1,5 раза.
Для получения точных размеров вырезаемых заготовок, необходимо сдвинуть плазмотрон «в металл» на полуширину реза. Если
купить станок плазменной резки с ЧПУ, это произойдет автоматически. В нашем оборудовании встроены специальные корректоры (или компенсаторы реза). Они устанавливают эквидистантную траекторию перемещения инструмента.
Вырезаемая деталь будет меньше положенного (если рез широк) из-за частичного разрушения электрода, повышенного тока дуги, завышенного факельного зазора, низкой скорости резки или уменьшенный расхода плазмообразующего газа.
Причиной узкого реза (и, соответственно, больших размеров заготовки) являются малый факельный зазор, пониженная дуга тока, перерасход плазмообразующего газа и завышенная скорость перемещения резака.
Углом наклона кромок считают угол, образованный перпендикуляром к поверхности листа и обработанной плоскостью. Если подвод плазмообразующего газа тангенциальный, правая и левая кромки реза отличаются углами наклона. Закручивание газового потока по часовой стрелке приводит к тому, что, по ходу движения плазмотрона угол правой кромки составит от 1 до 3 градусов, а левой – от 3 до 8. Если угол кромки превышает 5 градусов, следует пересмотреть параметры резки.
Остались вопросы? Задайте их нашим специалистам!
Отправьте заявку и наш менеджер свяжется с вами в течение 3 минут!
- Винтовые сваи 76 мм: конструктивные особенности и монтаж
- Быстрый ремонт труб с помощью хомутов без сварки
- Алюминиевый прокат: как выбрать подходящий материал для задачи
- Алюминиевый профиль: свойства, применение и критерии выбора
- Поверка штангенциркулей: как обеспечить точность измерений и избежать дорогостоящих ошибок