Ролики для трубогиба своими руками
Ролики для трубогиба своими руками
Ролики для трубогиба: характеристика, виды и изготовление

- Характеристика
- Назначение
- Виды
- Как сделать своими руками?
Круглые, а также профильные трубы нередко используются в согнутом виде для изготовления различных конструкций. Чтобы добиться положительного результата, обязательно нужно учесть оптимальные характеристики роликов для трубогиба. Пора выяснить, каковы их виды и процесс изготовления таких роликов в домашних условиях.


Характеристика
Размеры роликов для трубогиба оказывают прямое влияние на его практические свойства. Так, при минимальном радиусе выгибания 6 мм расстояние на свободном крае от места крепления до точки загиба составит 10 мм. Если же первая величина вырастает до 90 мм, то вторая составит как минимум 58 мм. Эти цифры относятся только к латунной и медной круглой трубе, но уже и их достаточно, чтобы представлять некоторые особенности. Диаметр изготавливаемой детали обычно составляет 60 мм, а их ширина — 98 мм.


Назначение
Сделанные самостоятельно конструкции или же готовый набор для гибки круглой трубы очень важны. Во многом именно от них зависит практически достигаемый результат. Ролики ограничивают величину участка, на котором происходит соприкосновение. Но они легко движутся по всему периметру обрабатываемой заготовки. Воздействие на различных участках оказывается однородно, потому исключается появление вмятин, трещин или плохо обработанных зон.
Важно: термин «обкатные» трубогибы, встречающийся в различных источниках, обозначает те же самые роликовые устройства. «Космической» точностью круглые элементы, используемые в бытовой гибочной технике, не отличаются. Все равно любые конструкции, которые обрабатываются с их помощью в процессе эксплуатации приспосабливаются к меняющимся условиям. Но само изготовление такого узла должно быть очень аккуратно, иначе будет появляться «пропеллер» и другие характерные дефекты.
Разумеется, из-за повышенной нагрузки любые сорта дерева и пластмассу рассматривать всерьез не стоит — подходит исключительно металл.

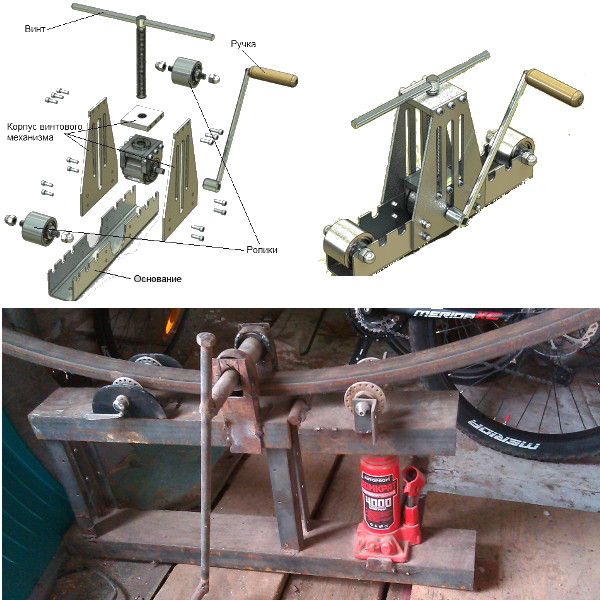
Центральный ролик играет главную роль в работе устройства. Именно он давит на трубу (профильный элемент). Одновременно с механическим воздействием сверху этот ролик «протаскивает» заготовку вдоль других компонентов. Такую деталь трубогиба вставляют в держатель, соединяемый с поворотным винтом. Именно манипуляции с винтом, опуская весь механизм, помогают создать необходимое усилие.

Боковые роликовые блоки, как следует из их названия, ставятся слева и справа. Расстояние между их краем и центром винтового блока должно быть одинаково. Сверху будет укладываться профиль. Меняя расстояние между самими роликами, корректируют величину изгиба.
Рекомендация: во многих самодельных конструкциях вместо стандартного заводского роликового блока используют его точно отрезанную половинку. Это позволяет упростить и облегчить всю конструкцию.

Как сделать своими руками?
Изготовление ручного трубогиба и роликов для него обычно не вызывает проблем. Но необходимо все же учесть ряд практических нюансов. Так, внутренние радиусы роликов либо насадок для круглых труб следует подбирать «с запасом». Тогда даже работа с наиболее крупными заготовками на довольно изношенном станке не вызовет проблем. Целесообразно прижимающий ролик для обработки прямоугольных труб делать с незначительной выпуклостью в средней части.
Она обеспечит вдавливание верхней стенки трубы внутрь и исключит полностью ситуацию, когда заготовка «раздается в стороны». Важно: плоскости роликовых элементов должны быть строго параллельны. Тогда и «эффекта вентилятора» удастся избежать. Полезно предусмотреть регулировку высоты роликов при помощи подставок. Тогда даже если первоначальный расчёт для трубогибочного станка будет немного ошибочен, трудности удастся преодолеть.

Готовя трубогиб для круглых труб, ролики также надо брать с окружностью. Внимание: «настоящие» ролики без токарного станка сделать практически невозможно. Есть только несколько эрзацев, которые временно выручают при острой необходимости:
обрезка металлических стержней до нужной величины (с последующей шлифовкой);
применение бочонков с внутренним отверстием;
посадка на вал старых ненужных подшипников (заблаговременно накаленных пропановой горелкой и затем проваренных при вращении вместе с валом).


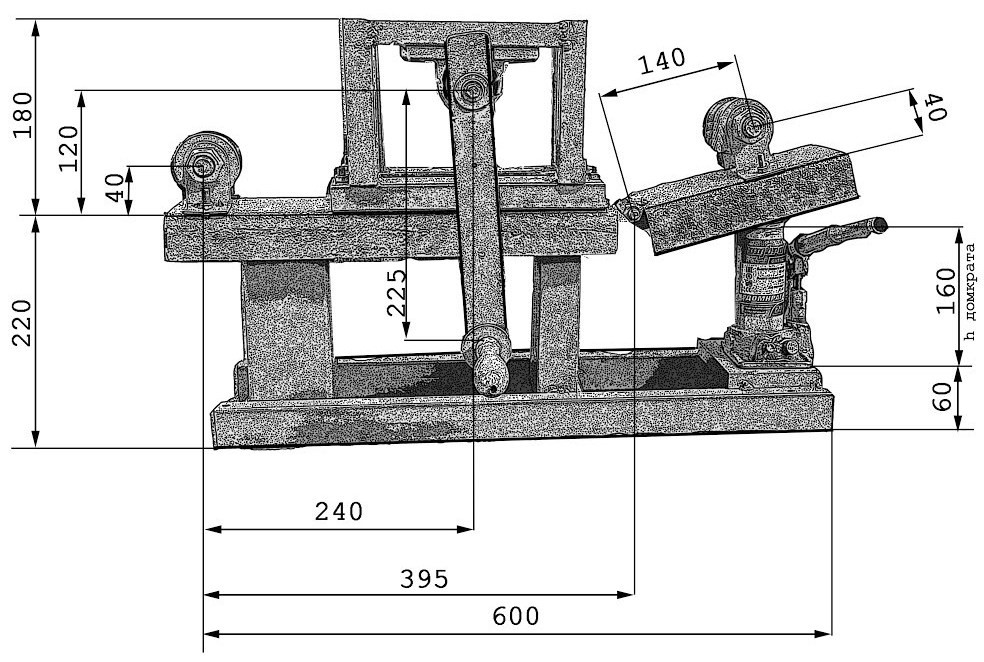
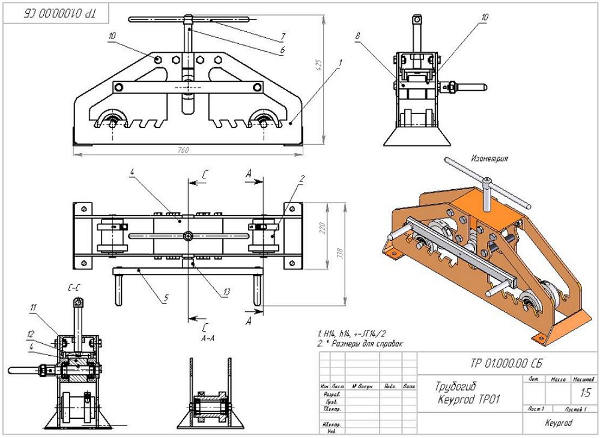
Эксперты полагают, что надо выбирать те чертежи, где прижимной ролик помещен в нижней части рамы. Это улучшит контроль за гибочным процессом. Верхняя конструкция не будет перекрывать обзор. Вот так выглядит один из возможных вариантов чертежа трубогиба. (Фото 1)
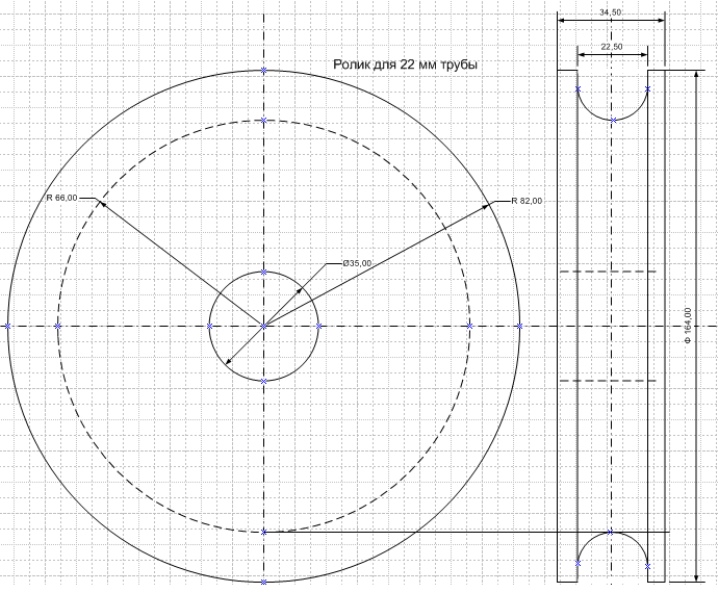
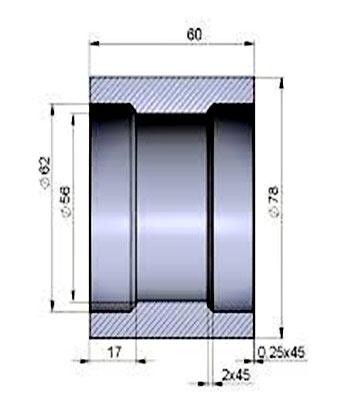
А вот так выглядит одна из схем самих роликов для обработки круглых труб. (Фото 2)
О роликах для трубогиба смотрите далее.
Самодельный профилегиб без токарных работ.
У вас есть знакомый токарь, который сможет выточить валы для трубогиба? Если нет, то эта статья для вас. Предлагаем сделать профилегиб самой простой конструкции без применения токарных работ. Он будет явно не для выставки высоких технологий, но свою функцию точно выполнит.
Данный станок еще называют профилегиб, так как он в основном предназначен для гибки профильного металла – профильной трубы, швеллера, уголка и полосы. При наличии специальных роликов позволяет гнуть круглые трубы. От стандартного трубогиба он отличается тем, что гнет трубы не просто на заданный угол, а гнет их в дугу или кольцо.
Важные технические моменты при изготовлении профилегиба.
- Во время гибки профильная труба деформируется, и ее боковые стороны выдавливает наружу. Причем чем меньше радиус гибки, тем больше наблюдается выдавливание боковых стенок трубы. Также на одной из её сторон образуются заломы. Данные заломы никак не влияют на прочность согнутой трубы, просто они имеют некрасивый вид. Для исключения заломов на необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки. Чем меньше радиус гибки, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.
- Если прокатывать профильную трубу на роликах без боковой реборды, то существует вероятность гибки трубы винтом. Это связано с тем, что во время прокатывания труба может сдвинуться и ее положение относительно оси ролика будет не перпендикулярно, а под каким-то градусом. Чтобы избежать данных проблем, нужно гнуть профильную трубу на роликах с направляющими ребордами.
- Усилие, которое необходимо приложить, чтобы свести ролики и тем самым согнуть трубу, зависит от расстояния межу роликами. Другими словами, чем меньше это расстояние, тем большее усилие необходимо приложить, чтобы свести ролики между собой. Особенно это заметно, если конструктивно трубогиб изготовлен с центральным подвижным роликом и его зажим осуществляется винтом.
- Расстояние между роликами также влияет на длину трубы, которую можно будет согнуть на данном профилегибе. Короткие трубы невозможно гнуть на станке, у которого большое расстояние между роликами. По этим причинам ролики делают съемными, чтобы их можно было переставить.
- Чем меньше диаметр роликов, тем меньше будет пятно контакта между трубой и роликом и тем больше вероятность проскальзывания трубы во время ее гибки. На профессиональных станках ролики изготавливают диаметром по 100-200мм, и они позволяют гнуть профильные трубы большого сечения. Для домашнего использования подойдут ролики диаметром примерно от 20мм.
- Чем больше ведущих роликов, тем меньше вероятность проскальзывания трубы. Если вы собираетесь гнуть трубу больших сечений, то желательно сделать два приводных ролика.
- Если центральный подвижный ролик поджимается с помощью винта, то для облегчения его вращения необходимо подложить под него шарик от подшипника. Тогда пятно контакта между винтом и опорной частью уменьшится и крутить винт будет гораздо легче. Винт лучше выбирать с трапецеидальной резьбой, а не с метрической. Трапецеидальная резьба может нести гораздо большую осевую нагрузку, чем метрическая.
- Для гибки круглых труб понадобиться специальные ролики с полукруглым профилем. Если гнуть круглую трубу на прямых роликах, то ее будет плющить и с неё получиться овал.
Как сделать ролики для профилегиба.
Ролики можно изготовить разными способами, даже на первый взгляд самыми необычными. Например, в качестве роликов можно использовать велосипедные ступицы. Такие ступицы не выдержат большие нагрузки, но согнуть трубу сечением 20х40 мм им будет вполне по силам.
В качестве роликов можно использовать обычный лом. Его просто отрезаем в нужную длину и одеваем на такой ролик подшипник подходящего диаметра. Например, лом диаметром 30мм, под него хорошо подойдут подшипники №306 ГОСТ8338-78. Чтобы подшипники не смещались вдоль оси ролика, достаточно капнуть сваркой около обоймы подшипника.
Ролики можно изготовить из трубы и покупных шайб. На рисунке ниже хорошо видна конструкция ролика.
Если у вас нет подходящих шайб, то их можно сделать самостоятельно. Как их сделать смотрите ниже в статье. Вместо болта в ролик можно вставить металлический круг нужного диаметра и обварить.
Как закрепить подшипники на каркасе профилегиба.
Лучший вариант, это если подшипники применить в уже готовом корпусе. Если нет таких подшипников, то используем любые подходящие без корпуса. Их не обязательно жестко крепить к каркасу трубогиба. Можно сделать под них подставки из профильной трубы или уголков. Ниже на фото представлены различные варианты крепления подшипников.




Конструктивные особенности профилегибов.
Такой станок можно сделать практически из любого металлолома. Каркас должен быть достаточно жестким, из чего он будет сделан не важно. В основном его делают из швеллера, так как он достаточно жесткий и имеет широкую поверхность для установки валов.
При изготовлении нужно отталкиваться от тех материалов, которые есть у вас в наличии.
Один из главных компонентов трубогиба – это силовой узел. Его делают либо из домкрата или из винта с резьбой. Если в наличии есть винт, то можно сделать станок с центральным подвижным роликом. Винт, кстати, можно взять от старого нерабочего домкрата или со струбцины. Винт должен быть мощным, не менее 16мм в диаметре.
Если же есть домкрат, то можно выбирать какой вид профилегиба сделать. Можно сделать станок с крайним подвижным роликом и переламывающейся станиной или с центральным подвижным роликом и крайними неподвижными роликами.
Конструкция в принципе неважна, труба в любом случае будет гнуться. Если есть в наличии звездочки и цепь, например, велосипедные, то имеет смысл соединить два вала цепью и таким образом сделать их оба приводными валами. Это сильно поможет при гибке профильных труб большого сечения, например, 40х60 и больше. Трубы небольшого сечения гнуться хорошо и на одном приводном ролике. Если же ролики проскальзывают, то нужно немного ослабить давление подвижного ролика и тогда проскальзывание прекратиться.
Ручку приводного ролика можно сделать из обычной велосипедной педали или сделать круглый штурвал.
Если предполагается гнуть трубу в кольцо, то следует предусмотреть возможность снять верхний ролик, иначе кольцо будет невозможно вынуть из станка.
Ниже представлено несколько фотографий с различными конструктивными особенностями.




Как сделать ручной профилегиб с обкатным роликом.
Данный вид станка позволяет гнуть профильные и круглые трубы на угол 90 градусов и более.

Работа такого станка основана на обкатке трубы роликом. Профиль ролика должен соответствовать профилю трубы. Это условие предотвращает нежелательные деформации трубы в месте сгиба. То есть выпячивание её стенок и заломы исключены. Данный станок позволяет гнуть профильные и круглые трубы.
Чтобы согнуть трубы круглого сечения, понадобятся ролики с полукруглым профилем. Здесь к сожалению, невозможно обойтись без токарных работ. Но для гибки труб профильного сечения можно изготовить ролики самостоятельно.
Как сделать ролики для гибки профильной трубы методом обкатки.
Такие ролики довольно легко сделать. Понадобиться листовой металл, дрель, машинка УШМ (болгарка) и болт.
- Берем листовой металл и размечаем круг.
- Обрезаем болгаркой металл вокруг размеченного круга.
- Сверлим по центру заготовки отверстие под болт.

4. Вставляем в отверстие болт, зажимаем его гайкой и закрепляем конструкцию в патроне дрели.

5. Обрабатываем край заготовки с помощью дрели и болгарки. В УШМ нужно установить зачистной диск.

6. Собираем обработанные заготовки в ролик. Обратите внимание, ролик по центру имеет выступ примерно 5 мм. Если вы прочитали всю статью, то уже должны знать его назначение. Такой выступ по центру ролика нужно делать только на центральном неподвижном ролике, на обкатном он не нужен.
Важные моменты при изготовлении трубогиба с обкатным роликом.
В поворотном кронштейне трубогиба необходимо предусмотреть отверстия для установки роликов под разные трубы.
Отверстия должны быть на определенном расстоянии от центра неподвижного ролика. Чтобы сделать их правильно, нужно сначала установить центральный ролик, вложить в него трубу, затем к трубе прижать обкатной ролик. А теперь самое главное, обкатной ролик следует отодвинуть таким образом, чтобы образовался зазор между трубой и ним примерно в 4-6мм. Вот это и будет место, где должно быть отверстие. На поворотном кронштейне в этом месте сверлим отверстие.
Вы скажете зачем этот зазор нужен? Дело в том, что зазор между обкатным роликом и заготовкой в начальном положении снижает деформации стенки трубы с наружной стороны сгиба. Другими словами, трубу во время гибки меньше будет вытягивать из зажима и повыситься качество гибки.
Также нужно понимать, что для каждой трубы существует свой минимальный радиус сгиба. Если трубы пытаться гнуть меньше этого радиуса, то с высокой вероятностью она согнется с заломами. Поэтому диаметры центральных неподвижных роликов должны выбираться в соответствии с минимальным радиусом сгиба.
Как сделать профилегиб своими руками
При обустройстве участка или при подготовке к дачно-огородному сезону возникает необходимость в дугах из профильной трубы. Они нужны при устройстве теплицы, сборке беседки или навеса. Покупать уже гнутые дуги накладно — цена выше раза в два чем на такой же ровный прокат. Выход — сделать своими руками, а чтобы облегчить процесс (руками это очень тяжело) надо сделать трубогиб для профильной трубы. Нужны будут швеллера или уголки, прокатные ролики и еще некоторое детали. Из инструментов — болгарка с диском по металлу, сварочный аппарата, линейка.
Конструкция профилегиба
Станок для гибки профильной трубы конструктивно отличается от обычного. Это связано во-первых, с большей устойчивостью профиля к изгибающим нагрузкам, а во-вторых, с тем, что радиус изгиба требуется обычно большой. Потому в конструкции присутствуют три ролика. Два из них установлены стационарно, один остается подвижным. При помощи подвижного ролика и изменяется радиус кривизны. Вообще трубогиб для профильной трубы есть двух видов: со средним подвижным роликом и с крайним (правый или левый — по желанию).
 Трубогиб для профильной трубы своими руками можно сделать разных размеров
Трубогиб для профильной трубы своими руками можно сделать разных размеров
Устройство трубогиба со средним подвижным роликом
Два крайних ролика крепятся на корпусе неподвижно. Они приподняты над плоскостью основания. Для среднего ролика варится специальная П-образная станина. В середине ее перемычки устанавливается длинный прижимной винт большого диаметра. К нижнему концу этого винта крепится третий валик (можно приварить). Вращая этот винт валик опускается и поднимается, изменяя радиус изгиба профильной трубы.
 Конструкция трубогиба для профильной трубы с подвижным средним роликом
Конструкция трубогиба для профильной трубы с подвижным средним роликом
К одному из неподвижных роликов приваривается тучка, при помощи которой труба прокатывается через станок. Чтобы для прокатки можно было прилагать меньшие усилия, два неподвижных валика соединяются при помощи цепи. Для эффективной передачи крутящего момента к валикам приваривают звездочки (можно от велосипеда), к ним подбирают цепь. Такой простейший механизм делает гибку профильной трубы намного проще.
С крайним подвижным валиком
В данной конструкции подвижным делают правый или левый ролик. Он двигается вместе с частью основания. Эта часть соединяется с остальной станиной при помощи мощных металлических петель.
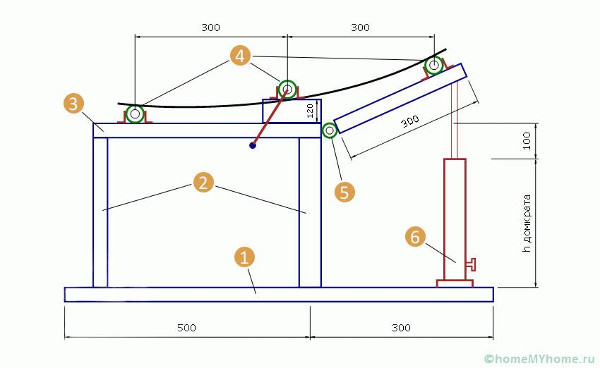
 Чертеж гибочного станка для профильной трубы с подъемной платформой
Чертеж гибочного станка для профильной трубы с подъемной платформой
Изменять высоту можно при помощи домкрата, как показано на чертеже. Высота платформы в этом случае выбирается в зависимости от высоты домкрата. Радиус изгиба изменяется подъемом подвижной части стола.
 Трубогиб для профильной трубы с подъемной площадкой
Трубогиб для профильной трубы с подъемной площадкой
В отличие от предыдущей конструкции этот трубогиб для профильной трубы приводится в движение от центрального валика — к нему приваривают ручку. Для уменьшения требуемого усилия можно также приварить звездочку к двум неподвижным валикам и передавать крутящий момент при помощи цепи.
Какие нужны материалы и нюансы конструкций
Основание трубогиба делают из швеллера или двух сваренных уголков. Толщина полочек — не менее 3 мм, ширину полок и спинку швеллера подбирайте под имеющиеся детали. Одно правило — основание должно быть массивным и надежным.
По краям платформы можно сделать несколько отверстий. Через них можно фиксировать станок к какому-то тяжелому основанию при помощи саморезов большого диаметра. Фиксация нужна, так как при изгибе труб с толстой стенкой усилия приходится прилагать значительные и удобнее работать, если станок закреплен прочно.
 Так выглядит станина в приваренными стойками для крепления подвижного ролика
Так выглядит станина в приваренными стойками для крепления подвижного ролика
Несколько слов о роликах. Они должны быть сделаны из хорошей, качественной, желательно, закаленной стали. Именно на ролики и на оси, которые их удерживают, приходится большая часть нагрузки.
Надо сказать и о форме роликов. Они не должны быть гладкими — по краям должны быть валики, которые не дадут «гулять» трубе во время проката. Только при таких условиях дуга из профильной трубы будет ровной, а не покрученной. В идеале под каждый размер трубы нужны свои ролики. Но тогда конструкция усложняется — их надо делать съемными, продумывать надежный способ крепления. Второй вариант — сделать ролики сложной формы, такие как на фото. Выточить несколько ступенек под разные размеры труб.
 Ролики для гибки профильной трубы разной ширины
Ролики для гибки профильной трубы разной ширины
На том же фото видно, что верхняя часть станины неровная, а зубчатая. С помощью таких зубьев можно ролики переставлять на разное расстояние и таким образом тоже регулировать радиус изгиба.
В общем и целом, собирают самодельные гибочные станки для профильных труб из того, что имеется под рукой или того, что найдут/купят недорогого. Кто имеет возможность — вытачивает ролики, вставляет подшипники. У кого такой возможности нет, используют то, что есть — вплоть до втулок от велосипедных колес. В целом надо понять конструкцию и
Хитрости для облегчения гибки труб
Чтобы ролики лучше двигались, используют подшипники. Но, в принципе, для самодельного трубогиба, который будет использоваться только от случая к случаю, можно сделать просто держатели из уголка или швеллера. Сделать в них дырку, которая чуть больше по размерам чем ось, на которую будет насаживаться валик. Это ось с надетым валиком пропустить через отверстия держателей и каким-то образом их зафиксировать (хоть наварить пару точек, которые будут стопорами). Во время работы для лучшего хода, смазывать трущиеся места густой смазкой типа Литола. Для промышленного и полупромышленного производства это не годится, но вот для изготовления дуг для теплицы или беседки своими руками — в самый раз.
 Пример выточенных валиков
Пример выточенных валиков
Есть еще одна хитрость, которая помогает снизить требуемое усилие при изгибе профильной трубы. Использовать можно принцип увеличения передачи как в велосипеде. Использовать, кстати, можно звездочки от велосипеда. В этом случает ручку, которой приводят в движение валики, приваривают к маленькой звездочке. Ее устанавливают где-то на корпусе. На оси валов наваривают звездочки большего размера (но зубцы с тем же шагом). Все это соединяется подходящей цепью.
 При таком устройстве передачи крутящего момента не нужен электрический привод — работать будет легко
При таком устройстве передачи крутящего момента не нужен электрический привод — работать будет легко
И еще одно усовершенствование — при постоянном использовании трубогиба для профильной трубы, его имеет смысл механизировать. В этом случае ставят мотор, который работает на малых оборотах.
Порядок гибки профильной трубы на самодельных станках
За один раз получить требуемый радиус изгиба у вас вряд ли получится — слишком большое усилие требуется для этого. Вручную его создать нереально. Получают требуемый изгиб за несколько проходов:
- Сначала выставляют ролики так, чтобы получить небольшой изгиб, прокатывают трубу в одну сторону, затем вынимают из валков, разворачивают и вставляют другой стороной. Разворачивать необходимо, чтобы получить ровно изогнутую трубу.
- С тем же положении роликов протягивают ее несколько раз, до тех пор, пока кривизна уже не добавляется.
- Если требуемый радиус изгиба не достигнут, изменяют положение ролика и снова повторяют действия.
 Прокатный трубогиб с электроприводом
Прокатный трубогиб с электроприводом
Изменение радиуса изгиба получается постепенно, иначе на самодельном трубогибе дугу из профильной трубы не сделаешь. Что делать, если надо повторить один и тот же изгиб? Сделать градуировку — отметить на какую высоту перемещался ролик, сколько раз прокатывали в каждом положении. При повторении отличия если и будут, то незначительные.
Сложность гибки заключается в том, что нет никакой шкалы и трудно без опыта получить задуманный радиус изгиба. Рано или поздно вы его получите, но испортить при этом можно много материала.
Видео-материалы
Объяснения и фото это хорошо, но увидеть процесс сборки или работу готового агрегата намного полезнее. В первом видео запечатлен процесс сборки (сварки) ручного трубогиба для профильной трубы. Выбран вариант с подвижным средним роликом.
Второе видео о работе простого трубогиба с подвижной платформой. Этот вариант для больших сечений не пригоден, но трубу небольшого сечения вплоть до 40*40 мм он согнуть в состоянии.
Как согнуть профильную трубу без станка
Получить дугу из профильной трубы без профилегиба можно двумя способами — используя сварку и шаблон. Начнем со сварки.
Получить дугу при помощи сварки
Профильную трубу надрезают болгаркой с одной стороны. Делают их через 15-30 см в зависимости от требуемого радиуса, сечения и толщины стенки. Надрезы не должны задевать одну сторону — ту, которая будет снаружи.
 Результат изгиба при помощи сварки
Результат изгиба при помощи сварки
Подготовленную таким образом запчасть изгибают, придавая нужный изгиб. Для надежности края дуги можно зафиксировать, приварив к ним прут. Затем сваркой проходят по всем надрезам, заваривая их. И последний этап — шлифовка мест сварки и обработка антикоррозионными составами.
При помощи шаблона
Тонкостенные профилированные трубы можно гнуть вручную, используя шаблоны. Если нужна какая-то особая форма, ее можно вырезать из куска толстой фанеры или ДСП, закрепить на столе при помощи струбцин. На верстаке, где будем гнуть трубы, делают штук 8-10 отверстий. Шаблон располагают возле этих отверстий.
 Процесс получения дуги из профильной трубы с использованием шаблона
Процесс получения дуги из профильной трубы с использованием шаблона
На одном конце трубы отверстия повторяют, с их помощью труба крепится к верстаку. Теперь свободный конец трубы начинают плавно тянуть, формируя изгиб, повторяющий форму. Тянуть надо плавно, без рывков.
Шаблон можно сделать и на земле. В землю забиваются трубы-колышки (глубина не менее полуметра). Они формируют требуемую дугу. Для упора забиваются два дополнительных кола, которые находятся в стороне от дуги. Расстояние, на которое надо отступить в сторону, чуть больше чем ширина трубы.
 Шаблон на земле
Шаблон на земле
Вставив трубу, ее тянут в сторону дуги. Усилия нужны большие, работа тяжелая. Получится может только с тонкостенной цельнотянутой трубой. У шовной слишком большое сопротивление в области шва. Его вручную преодолеть очень трудно.
Все варианты трубогибов сделанных своими руками
При проведении работ в доме и на даче не редко нам необходимо гнуть трубы чтобы придать им нужную нам форму для исполнения нашей конкретной задачи. Чтобы изгиб трубы был правильным, и труба служила долго нам понадобится специальный станок, трубогиб. Эти станки продают в магазинах, есть множество разновидностей и моделей, но нашей задачей будет сделать трубогиб своими руками.

Класификация
Есть несколько видов конструкций и классификаций трубогибов:
- Мобильность (возможность переноса трубогиба, и на сколько она сложна);
- Привод с помощью которого производится работа, различают: ручной, электрический и гидравлический;
- По типу работы: шаблонный, роликовый, арбалетный, прокатка;
Изготовление трубогибов своими руками
Трубогиб шаблонного типа
- Тип применения: Для совершения гибки тонкостенных труб;
- Материалы: Деревянная доска или железные крюки, для улучшения может понадобится лебедка;

Алгоритм как сделать трубогиб своими руками:
- Создаем упор, либо закрепляем трубу так чтобы при прикладывании усилия «F» на ее конец она не выскочила. Рекомендуется делать упор из доски шириной не менее чем диаметр трубы. Упоры обозначены на рисунках «а» и «б». Если есть возможность можно просто закрепить ее участок надежными креплениями, рисунок «в».
- Далее создается шаблон загиба. Как он будет выглядеть зависит от радиуса, загиба, который собственно вам нужен. Как видно на рисунках его можно создавать из доски или дсп как видно на рисунках «а» и «в». Толщина шаблона должна превышать диаметр изгибаемой трубы. Так же некоторые умельцы используют в качестве шаблона железные крюки как видно на рисунке «б».
- Труба помещается между упором и шаблоном (рисунки «а» и «б») или закрепляется (рисунок «в») к шаблону. Далее к ней прилагается сила «F» и труба гнется по заданному шаблону. Дабы облегчить физические нагрузки в рисунке «в» применили лебедку. Также народные умельцы делают т-образные рычаги. Берется труба большего диаметра чем та которую будем гнуть, отрезается 5-10 см, этот кусок приваривается на конец железного профиля длинной от метра. Получаем рычаг, с помощью которого мы сократим силовые затраты на загибание трубы.
Трубогиб с прижимным роликом
- Тип применения. В деревянном исполнении идеально подходит для труб из мягких металлов, он предотвращает их деформацию; Если трубогиб планируется использовать для жестких металлов, то его части следует делать из прочного металла.
- Материалы: метал или дерево;

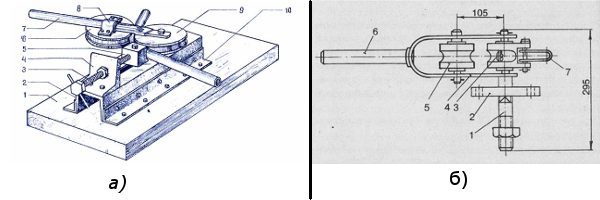
Чертеж «а»: 1 – основание; 2 – левый крепежный уголок; 3 – регулировочный болт; 4 – крепеж для упора; 5 – прижимной наконечник; 6 – движущийся ролик; 7 – рычаг; 8 – крепление рычага к ролику; 9 – статический ролик; 10 – правый крепежный уголок;
Чертеж “б”: 1 – ступица; 2 – плита; 3 – неподвижный ролик; 4 – скоба; 5 – подвижный ролик; 6 – рукоятка; 7 – хомут;
Алгоритм сборки трубогиба своими руками:
- Определяемся с нагрузкой. И принимаем решение из чего мы будем делать станок, метал или дерево.
- Нам нужно неподвижное основание, на которое крепится неподвижный ролик.
- Далее нам нужен прижимной механизм как на чертеже «а» либо скоба представленная на чертеже «б»;
- Далее нам нужна ручка на которой закреплен подвижный ролик, на чертеже «б» представлена более надежная схема, рычаг выполнен п-образно и закреплен к основанию неподвижного ролика. Такой конструкцией можно гнуть более жесткие трубы. На чертеже «б» представлен трубогиб для мягких металлов.
- Вставляем трубу между роликами. Фиксируем прижимным механизмом или скобой. Подаем усилие на рычаг. Происходит загиб.
Трубогибы арбалетного типа (Гидравлический)
- Тип применения: Для гибки труб круглого сечения. Гнуть на таком трубогибе прямоугольный профиль не рекомендуется из-за высокой вероятности деформации.
- Материалы: металлический каркас, гидравлический домкрат;

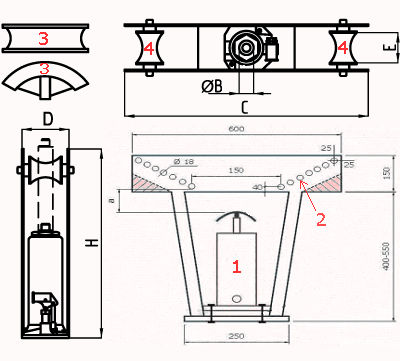
Чертеж гидравлического трубогиба: 1 – домкрат; 2 – регулировочные отверстия; 3 – насадка на домкрат; 4 – валики;
Алгоритм сборки трубогиба арбалетного своими руками:
- Подобрать домкрат, лучше брать агрегат грузоподъемностью более 3 тон;
- Сделать накладки «3». Сделать несколько под разные радиусы загиба;
- Сделать валики «4». Они должны быть полыми, и фиксироваться болтами в отверстия «2», которые также предназначены для регулировки радиуса загиба;
- Проделать регулировочные отверстия (лучше сделать это до сварки каркаса)
- Сварить саму раму для станка согласно чертежу, воспользовавшись сварочным аппаратом;
- Вставляем валики «4» в отверстия «2», на домкрат одеваем насадку «3», на насадку кладем трубу, поднимаем ее домкратом, труба упирается в валики «4» и гнется;
Профильный трубогиб
- Тип применения: профильные трубы, трубогибы этого вида наиболее мягко действуют при производстве загиба, происходит минимальная и наиболее качественная деформация трубы;
- Материалы: метал, домкрат;
Чертеж 1. Трубогиб своими руками для профиля:
- Трубогиб своими руками ручной для профиля собирать стоит из метала заранее приготовив ролики, метал и сварочный аппарат. Главное это чертеж на рисунке приведен примерный, так как у каждых своих нужды и вам все равно придется поработать с чертежом чтобы сделать станок для гибки труб с опциями которые нужны именно вам.
- Работает он следующим образом труба ложится на нижние ролики, и прижимается верхним роликом. Затем осуществляется прокатка всей трубы через механизм трубы, в результате чего труба сгибается в дугу;
Чертеж 2. Трубогиб своими руками для профиля:
- Это примерная схема станка для гибки труб профильного с домкратом собранная своими руками, берите его за основу и конструируйте свой. Вам понадобится домкрат, столешница и ролики.
- Работает следующим образом, кладете профиль на два нижних ролика, верхний ролик находится над профилем и будет выполнять роль упора. Поднимаем домкрат, до нужной нам величины, и прогоняем профиль сквозь трубогиб крутя ручку.
Примечание: Многие умельцы дорабатывают данные модели каким-нибудь приводом, который крутит ручку, чаще всего электрические или бензиновые двигатели. Это делается для того чтобы ускорить работу и уменьшить силовые затраты оператора.
Вывод
Мы рассмотрели все возможные варианты конструкций трубогиба своими руками. Стало понятно, что резона покупать достаточно дорогое устройство не резонно, гораздо легче сделать его самим, темболее что вариантов масса. Если вы знаете какие-нибудь еще устройства трубогибов то обязательно напишите про них в комментарии.
Трубогиб для профиля из подручных материалов: последовательная сборка
На чтение: 6 минут Нет времени?


Необходимость в гнутом профиле возникает довольно часто, особенно если у вас частное домовладение. Строительство теплицы, арок для калитки и ворот, обустройство беседки или навеса для машины – всё это может потребовать от вас арочных конструкций из металла. Тот, кто сталкивался с такой необходимостью, знает, что услуги по формованию металлического профиля стоят недёшево, а плюс ко всему придётся раскошеливаться на доставку нестандартного груза. Насколько проще было бы согнуть трубы по нужной вам дуге самостоятельно! Небольшие станки-профилегибы стоят от 10 000 руб. Не так дорого, но и не даром. А ведь есть вариант сделать такой станок своими руками, причём из материалов, бывших в употреблении. Своим опытом в этом направлении поделился автор YouTube-канала Master Sh. Вы вполне можете собрать такой же станок самостоятельно, если изучите этот материал.
Читайте в статье
Что потребуется для изготовления трубогиба
Работа с металлическим профилем требует от станка исключительной прочности.



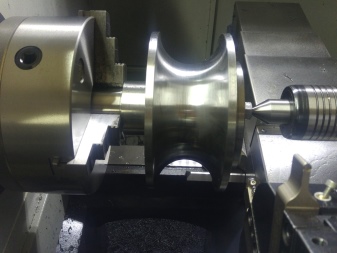
ФОТО: YouTube.com Всего нужно будет 6 таких заготовок – колец, в которые будут запрессовываться и привариваться подшипники

ФОТО: YouTube.com В качестве стержней роликов трубогиба оптимально использовать штоки от автомобильных амортизаторов. Придётся повозиться, извлекая их, но оно того стоит: металл на них очень прочный, и он отлично справится с высокой нагрузкой

ФОТО: YouTube.com Кроме того, вам нужно запастись 4 металлическими уголками длиной, равной ширине швеллера, и таким же количеством небольших уголков шириной примерно 4 см
Кроме перечисленных материалов вам потребуется металлическая шпилька с резьбой, гайки, накидной гаечный ключ, 4 куска металлического профиля длиной 20-25 см.
Как собрать ролики для трубогиба
У самодельного станка будет 3 пары роликов: центральная и две боковых. Чтобы вставить подшипник в приготовленные металлические кольца, придётся надрезать и немного разогнуть трубу, а потом плотно забить в него деталь

ФОТО: YouTube.com После того как подшипник надёжно встал на место, прорезь в кольце нужно заварить и зачистить поверхность

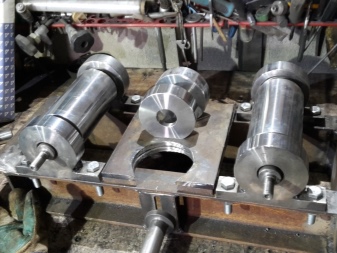
ФОТО: YouTube.com Для центральной пары роликов два уголка по 15-20 см (ширина швеллера) нужно соединить сваркой так, чтобы получился п-образный каркас

ФОТО: YouTube.com Для роликов, которые будут находиться по краям станка, сваривается основа из одного длинного уголка и двух коротких, как показано на фото

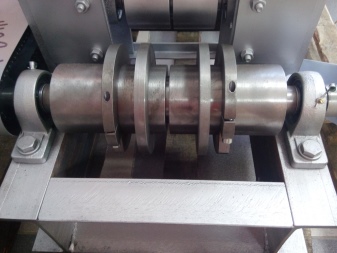
ФОТО: YouTube.com Дальше всё просто: металлические кольца с подшипниками привариваются по краям каркаса так, чтобы получилось три пары, в которых штоки амортизатора будут вставляться в подшипники

ФОТО: YouTube.com Для фиксации штока внутри подшипника с одной его стороны приваривается широкое кольцо или шайба, а с другой – гайка

ФОТО: YouTube.com В каркасе боковых роликов нужно сделать по 2 отверстия, в которые будут вставляться болты для фиксации роликов на швеллере

ФОТО: YouTube.com Ровно на том же расстоянии нужно сделать и отверстия в швеллере под крепёжные болты
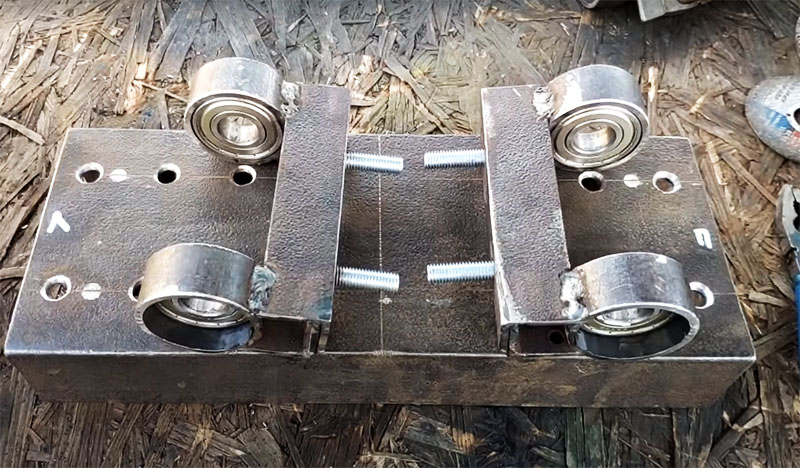
ФОТО: YouTube.com Чтобы работать с профилем разного размера, в швеллере нужно сделать несколько рядов таких отверстий, и тогда вы можете передвигать крайние ролики в нужное положение
Последовательная сборка станка-трубогиба
С установкой боковых роликов, в принципе, всё понятно, а вот с центральной частью ещё нужно многое сделать.
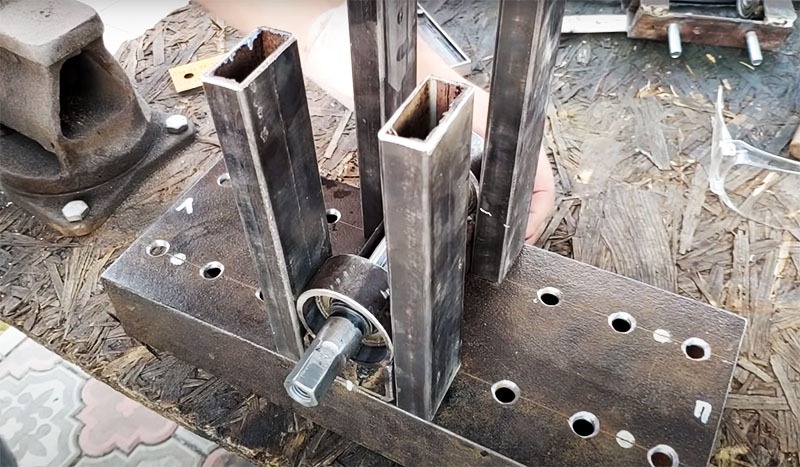
ФОТО: YouTube.com П-образный каркас для центральной части помещается между кусками профиля длиной 25-30 см. Эти направляющие привариваются к швеллеру

ФОТО: YouTube.com Сверху направляющие нужно накрыть металлической пластиной по размеру
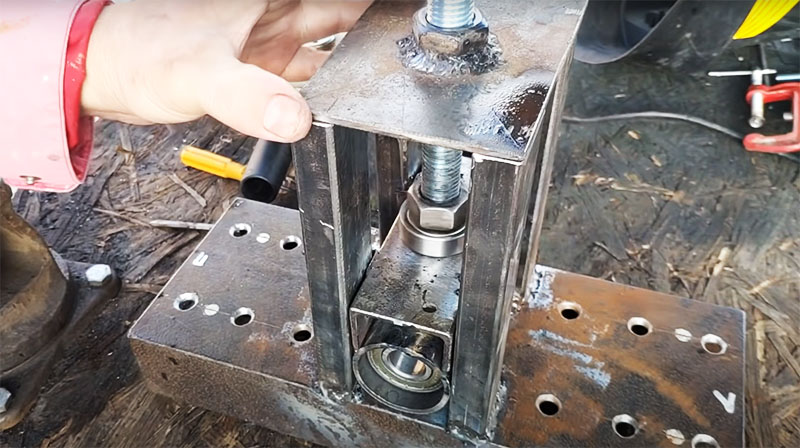
ФОТО: YouTube.com Сквозь верхнюю пластину нужно сделать прорезь для винтовой шпильки и приварить к ней гайку, а к п-образному основанию центрального ролика тоже приваривается гайка. Шпилька проходит сквозь верхнюю платформу и фиксируется в основании ролика в гайке

ФОТО: YouTube.com Чтобы проворачивать в работе центральный ролик, на шток накручивается ручка. Автор сделал её из накидного ключа. С одной стороны он оставил ключ, а с другой ̶ смастерил рукоять из болта и куска трубы

ФОТО: YouTube.com Теперь, когда центральная часть в сборе, можно зафиксировать боковые ролики на швеллере болтами, подтянув снизу гайками

ФОТО: YouTube.com Управлять прижимной шпилькой будет гораздо удобнее, если приспособить на её верхушку удобную рукоять

ФОТО: YouTube.com В сборе конструкция будет выглядеть примерно так, не пожалейте времени на то, чтобы покрасить её, если не ради эстетики, то хотя бы для сохранности от коррозии
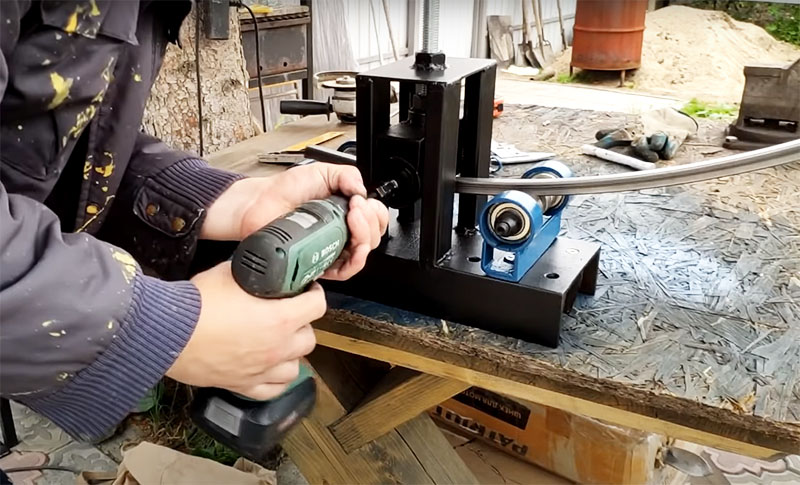
ФОТО: YouTube.com Кстати, для экономии усилий и ускорения работы вращать центральный ролик при работе с профилем можно даже дрелью

ФОТО: YouTube.com Используя такой простой и надёжный станок, вы без труда согнёте металлический профиль даже в кольцо

ФОТО: YouTube.com Станок справится и с крупными деталями, а с алюминиевым профилем – вообще без труда
При наличии навыков работы со сваркой на всю работу по сборке станка у вас уйдёт от силы день, а прослужит такая конструкция не один десяток лет.
Это не единственный вариант самодельного трубогиба. Вот, к примеру, принципиально иная конструкция, не менее эффективная, судя по отзывам пользователей:
Как сделать трубогиб своими руками
Трубогиб своими руками сделать несложно, как образец можно использовать один из инструментов или станков промышленного назначения. Для начала следует

Гнутые детали из круглых или профильных труб широко используются при монтаже трубопроводов, декоративной отделке, строительстве теплиц, парников, навесов, беседок и гаражей. Трубогиб своими руками сделать несложно, как образец можно использовать один из инструментов или станков промышленного назначения, поискать чертеж действующего трубогиба в интернете, или, изучив подробно принцип действия и конструктивные особенности, создать свой вариант.
Почему это стоит того
Все три способа сделать простой трубогиб своими руками эффективны и доступны любому человеку, владеющему слесарными навыками, умеющему работать с электросваркой и читать технические чертежи. В условиях небольшой слесарной мастерской или цеха по металлообработке, построить самодельный трубогиб тем более несложно — при наличии специалистов разного профиля, сделать инструмент можно за один день.
Почему трубогиб самодельный актуален и для промышленных предприятий поймет каждый, когда увидит цены на станки заводского изготовления. При самостоятельной сборке станка для гибки труб, даже если придется покупать все детали на рынке или в магазине, он обойдется в несколько раз дешевле, чем при покупке. Тем более, что трубогиб сделанный своими руками можно максимально приспособить под свои потребности, внеся изменения в базовые чертежи, соответственно специфике его будущего использования.
Основные виды трубогибов
- прокаточный;
- намоточный;
- штоковый (арбалетный);
- обкаточный.
Каждый из таких станков имеет свои особенности применения и сферу использования, поэтому выбор устройства зависит от предполагаемого применения. Например, для гибки медных и тонкостенных стальных труб незаменим роликовый обкаточный трубогиб.
Он производится в стационарном варианте, как на видео, или в полностью ручном, которым можно работать на весу.
Особенно удобен мобильный трубогиб при монтаже отопления или водопровода — его можно взять с собой на объект или вынести на улицу. В чемоданчике сантехника или сварщика он не занимает много места и вес его вполне приемлем — 1-2 кг.
Самодельный роликовый трубогиб

Третья позиция в таблице показывает длину от среза трубы, при гибке с ее края. При изгибании трубы в любой точке по длине, актуальны только две первые цифры.

Фото промышленного инструмента
Вместо опорного ролика удобнее использовать только его половину, сегмент. Таким образом, инструмент получается легче при тех же возможностях.
Трубогиб для больших радиусов
Как и обкаточный, такой станок-трубогиб сделать своими руками для профильных труб не составляет особой сложности. Чертежи и принципиальные схемы станков есть в интернете и соответствующей литературе.
Найти здесь можно как ручные, так и электрические, стационарные и передвижные. Как выглядит промышленный трубогиб больших радиусов для профильных труб показано на фото.
Принципиальная схема и рабочий ориентировочный чертеж приведен ниже. Как и в случае с обкатным станком, размеры можно изменять в соответствии со своим потребностям. Ролики покупаются в готовом виде или вытачиваются на токарном станке из прочной стали. Для медных и латунных труб их можно сделать из прочного дерева, например, дуба или бука. Гнуть на таком станке можно как профильные, так и круглые трубы. Особенности работы устройств от разных производителей — в ролике.
Схема прокатного трубогиба

Ролики для трубогиба

Арбалетные трубогибы
Домкрат можно установить любой грузоподъемности — от 5 до 15 тонн, насколько требует предполагаемый вид деятельности и финансовые возможности. Домкраты бутылочного типа, грузоподъемностью свыше 5 тонн, довольно дорогие, покупать их для использования в домашней мастерской, где гибка производится время от времени, экономически нецелесообразно. А вот для цеха или мастерской — чем мощнее домкрат, тем лучше. Для него работа всегда найдется, если не в составе трубогиба, то под автомобилем точно.
Арбалетный трубогиб конструктивно ограничен по углу изгиба — он может гнуть трубу только до угла 90 0 . Если требуется больший угол, то догнуть заготовку можно при помощи рычага или лебедки, но в этом случае понадобится опорный пуансон или шаблон из металла или дерева.
При догибке тонкостенных труб есть риск деформации внутренних участков стенок. Такую угрозу можно исключить, заполнив трубу сухим мелким песком и закупорив торцевые отверстия. Похожая технология используется в дорновых трубогибах и при изготовлении змеевиков. Толстостенные трубы догибаются легче, но и здесь необходима опора в виде шаблона или металлического сегмента. Внешний вид арбалетного трубогиба полностью раскрывает схему его действия.
Промышленные и самодельные трубогибы такого вида на фото:

Промышленные модели гидравлических трубогибов комплектуются набором пуансонов различного радиуса и ширины канавки. Заменить их в работе несложно. Они делаются из прочной инструментальной стали и не деформируются во время гибки, обеспечивая высокую точность радиуса.
Купить пуансоны заводского изготовления можно в любом размере и для самодельного гидравлического трубогиба. Только при покупке не следует экономить. Если выбрать недорогие китайские инструменты, то можно попасть на довольно непрочные опоры, которые при гибке медных и цветных труб очень даже неплохие, но для стали, особенно нержавейки, совершенно не годятся.
В роли пуансона можно использовать разрезанные пополам по диаметру старые шкивы. Такая операция довольно трудоемкая, но выполнима даже в домашних условиях. Найти шкив подходящего диаметра и ширины канавки можно на рынках, в магазинах, интернете или даже в пунктах приема металлолома. Цена их, как правило, не очень высокая и по сравнению с домкратом очень даже приемлема.
Опорные ролики, как и для обкатных трубогибов, как изготавливаются самостоятельно, так и приспосабливаются готовые. При предполагаемом большом объеме работ, их желательно установить на подшипники — трение качения в этом случае даст выигрыш в скорости работы.
Принципиальная схема самодельного трубогиба из домкрата:

Рабочий чертеж можно сделать на базе следующего рисунка:

Следует отметить, что арбалетные трубогибы могут работать как в горизонтальном, так и в вертикальном положении. Но для перевода линии гиба в горизонталь, стандартные домкраты для автомобилей необходимо доработать. Стандартные предназначены только для вертикального использования и не будут работать даже под наклоном более 45 0 .
В магазинах инструментов можно купить арбалетные домкраты сантехнического назначения для гибки медных труб и тонкостенных стальных. Они рассчитаны на горизонтальное положение и во многих случаях ими можно работать одной рукой. Много разновидностей арбалетных трубогибов оснащаются механическим, а не гидравлическим приводом. При работе с цветными металлами, усилия на штоке вполне хватает даже для гибки труб до 30 мм диаметром.
Шаблоны и пружины
Как изготовить шаблон можно посмотреть на фото:

Таким способом можно гнуть трубы довольно приличного радиуса без риска деформации внутренней поверхности. Если труба толстостенная, то в качестве тягового приспособления можно применить лебедку или домкрат через рычаг. Но для работы с трубами до 40 мм, как правило, хватает мускульного усилия среднего человека. Использовать шаблон можно как в горизонтальном, так и в вертикальном положении.
Изготовление самодельных трубогибов — операция несложная и относительно непродолжительная. Особых финансовых затрат не потребуется, за исключением покупки домкрата. Но даже в этом случае инструмент своими руками будет стоить намного дешевле покупного.