Рычажные ножницы по металлу своими руками
Рычажные ножницы по металлу своими руками
Самодельные ручные рычажные ножницы по металлу
Рычажными ножницами раскраивают листовой металл, жесть, нарезают алюминиевые профили и проволоку. В магазинах представлено множество моделей от разных производителей любых категорий цен. Тем не менее, находятся умельцы, делающие своими руками этот полезный и несложный инструмент.
Устройство рычажных ножниц

Работа ручных ножниц по металлу основана на принципе рычага. Кроение материала осуществляется двумя режущими поверхностями длиной около 20 см. При этом одна поверхность жестко зафиксирована на основании, сюда приходится вся сила давления. Подвижный резак также закреплен на станине. В фиксированном лезвии выбран паз для перемещения ползуна. Он наподобие шарнира перемещается в одной плоскости.
На ползуне прикреплена подвижная часть ножниц. Рабочий ход ползуна составляет 15 — 32 мм. Подвижное полотнище оснащено длинной ручкой (около 50 см), которая увеличивает прикладываемое усилие в 20 и более раз. Поэтому металл разрезается довольно легко.
Корпус рычажных ножниц металлический, режущие поверхности из инструментальной стали. В среднем размеры инструмента составляют 56 х 18 х 45 см, весит около 30 кг. С помощью такого оборудования можно своими руками разрезать стальной лист толщиной 0,5 см, алюминиевый или латунный 0,6 мм, профиль сечением 6х70 мм или стальной прут №13.
Виды рычажных ножниц
Конструкции рычажных резаков не отличаются разнообразием, основное отличие в типе привода:
- ручные — наиболее примитивное устройство, воздействием на рычаг приводится в движение режущее лезвие;
- электрические — работают очень быстро, отличаются высокой производительностью. Кроение металла на таком оборудовании не требует никаких усилий от рабочего;
- гидравлические — мощные, запускаются в движение гидравлическим приводом. Широко используются при необходимости больших усилий, например, для рубки арматуры или прута.
Ручные ножницы подразделяются в зависимости от назначения и конструкции:
- с прямыми лезвиями — применяют только для резки по прямой линии;
- с искривленными резаками — ими вырезают элементы сложной формы и отверстия;
- стуловые — применяются для кроения толстых пластов бумаги;
- пальцевые — очень тонкими резцами проделывают отверстия;
- рычажные — стационарно крепятся на верстак.
Ручное рычажное приспособление позволяет выполнять проходную или прямую резку только по ровной линии.
Кроме того, инструменты различаются по длине исполнительных элементов:
- с коротким лезвиями для проходного кроения;
- с длинными режущими поверхностями — для прямого кроения;
- комбинированные ножницы для любых видов, в том числе контурной.
Кроение мелких деталей рычажными ножницами невозможно, они удобны для крупных работ по раскройке или рубке.
Инструмент может быть стационарного или переносного типа. Для работы оба вида крепко фиксируются на верстаке или станине. Только так можно точно и безопасно кроить металл. Чтобы закрепить портативные ножницы используют струбцины или болты.
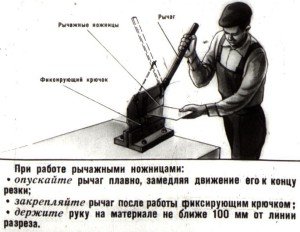
Правила работы на рычажных ножницах
Перед началом работы необходимо надеть печатки, чтобы не порезаться острыми краями металлического листа!
- Накрепко зафиксируйте ручной инструмент на поверхности стола;
- лист металла разместите перпендикулярно лезвиям, удерживая основной рукой (правой у правшей);
- плавно и аккуратно следует нажать на рукоятку сверху вниз.
Во время работы нужно беречь ноги от падения отрезанных кусков металла. Особенно опасны падения ребром, поэтому нельзя работать босиком или в открытой обуви. Для установки ножниц выбирают только прочное, не шатающееся основание.
Самодельные рычажные ножницы
Вариант 1
- Станина этой модели ручных ножниц собирается своими руками из пары уголков 7,5 х 7,5 х 0,8 см. Фиксированный нож с помощью пары винтов прикрепляется к горизонтальной основе. Для совмещения с подвижным лезвием верх основы срезается наполовину. В лезвиях проделываются отверстия, прозенкованы для винтов М8 длинной 24 мм впотай.
- На верхней основе с помощью шарнирных крепежей установлены: на нижней поверхности лезвие и рычаг ножа (размеры 6,5 х 3 х 0,6 см), на верхней части рычаг (24,5 х 1,8 х 0,7 см) и серьга (6 х 1,8 х 7 см), обеспечивающая подвижность.
Заготовки своими руками выпиливаются ножовкой. Лезвия вытачиваем из закаленной стали, угол заточки 30 градусов.
Сначала собираем все детали в готовый станок, налаживаем. После разбираем, красим. Когда краска подсохнет — собираем начисто.
Так как представленная конструкция довольно мала, она крепится на верстаке в тисках. Можно установить инструмент на верстак стационарно. Для этого основание приваривается к уголку, который винтами крепится к верстаку. Чтобы отрегулировать соотношение лезвий используются прокладки.
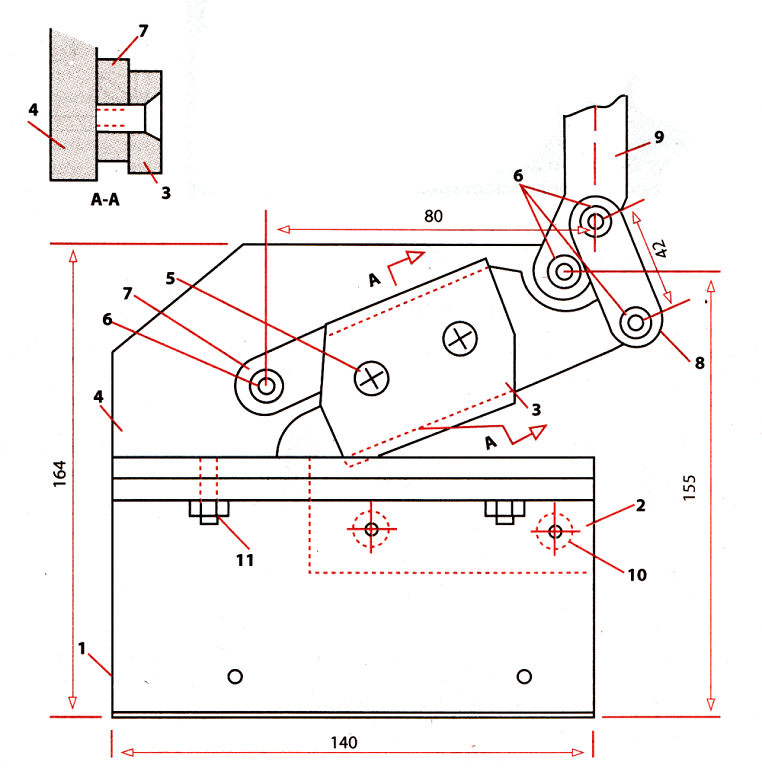
Вариант 2
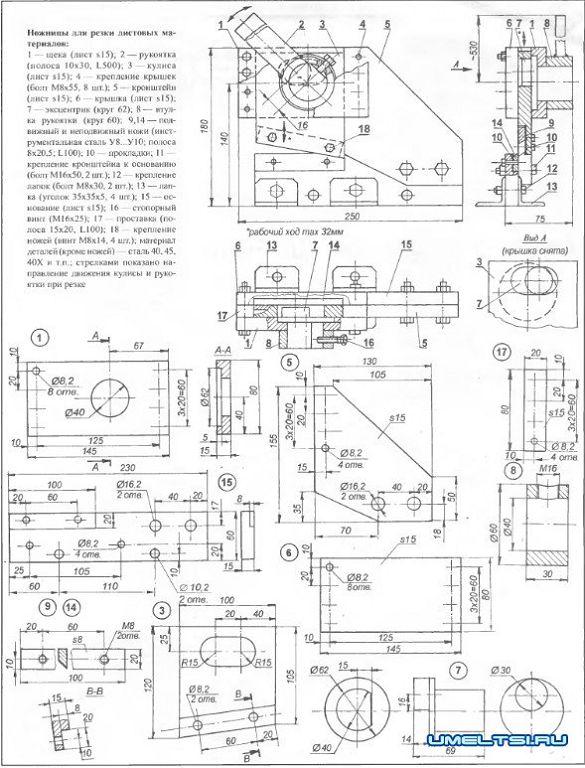
Эта модель ручных ножниц дополняется подробным чертежом. Кроение металла производится парой лезвий длиной 10 см каждое. Подвижное лезвие крепится к кулисе на кривошипном механизме. Эксцентриситет кривошипа составляет 16 мм и дает максимальную амплитуду 3,2см. К его хвосту прикрепляем ручку длиной 50 см.
Рекомендуется сделать стационарный вариант ножниц, которые надежно один раз прикрепятся к рабочей поверхности болтами М10. Для крепежа предусматриваются лапки с отверстиями. Корпус рычажных ручных ножниц необходимо делать из качественной стали 45 или 40, а лезвия из марок Р18, Р9 или У10.
Сделанные по этому чертежу ножницы уже больше 2 лет успешно работают, справляются со стальным листом толщиной до 3,5 мм.
Видеоролик с подробным описанием чертежей, конструкции и изготовления рычажных ножниц по металлу:
Ножницы ✂️ по металлу своими руками | Режим металл легким движением руки

Ножницы по металлу – широко распространенный и востребованный инструмент. А если они могут перерезать металлический прут или пластину толщиной 3 мм, то они вообще незаменимы в арсенале тех, у кого руки растут из правильного места. Но стоят такие настольные рычажные ножницы недешево. А если мы вам скажем, что их можно сделать самому из старого напильника? Заинтригованы? Тогда милости просим на мастер-класс.
Материалы для изготовления
Для того, чтобы сделать ножницы по металлу, вам понадобятся:
- длинный напильник;
- тавровая балка;
- болгарка;
- угольник и маркер;
- дрель;
- тиски;
- болты и гайки Ø 10 мм;
- мечик;
- стальная полоса;
- сварочный аппарат;
- металлическая труба;
- клапан двигателя внутреннего сгорания.
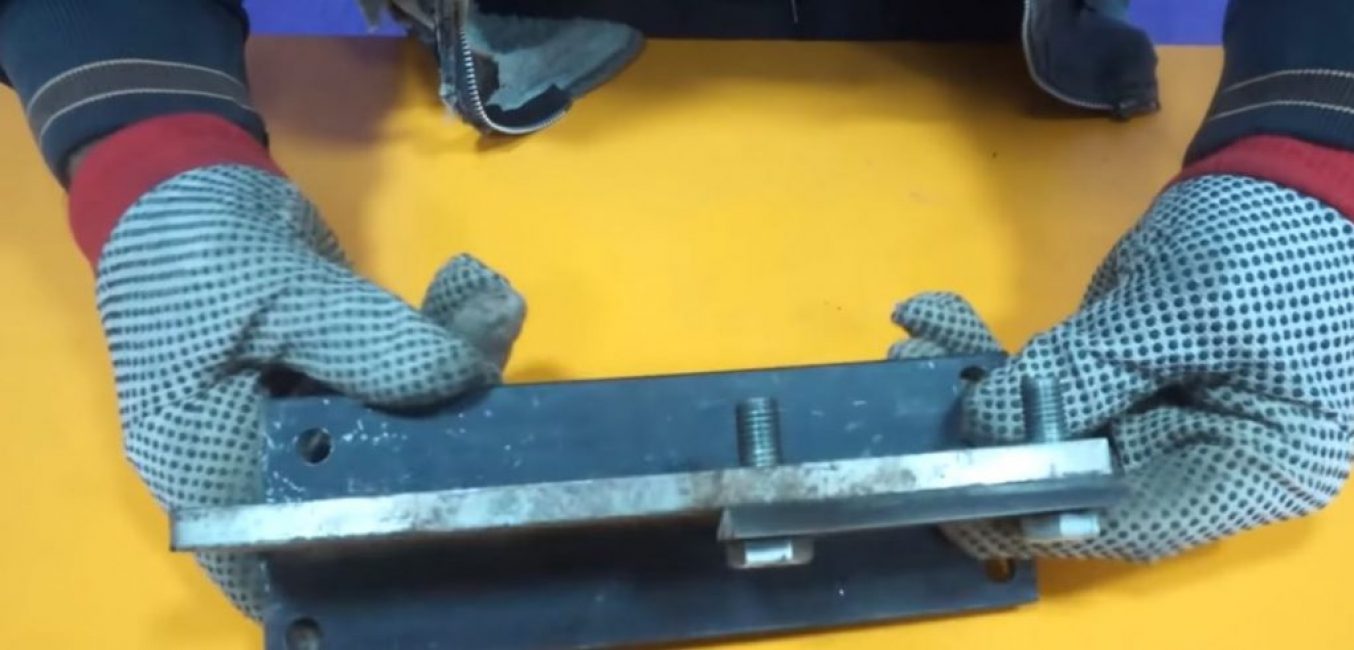
Шаг 1. Готовим основу
На тавровой балке отмеряем 23 см и маркером делаем отметку.

Отрезаем болгаркой отмеченный участок.

Края сглаживаем на шлифовальном станке.

На основании балки по четырем углам маркером отмечаем места для креплений и сверлим отверстия под болты Ø10 мм.

Отверстия для креплений готовы.

Шаг 2. Делаем неподвижную режущую часть
Берем длинный напильник.

Отмеряем на нем два прямоугольника равной ширины и длиной по 10 см каждый. Зажимаем напильник в тисках и болгаркой вырезаем две одинаковые заготовки.

Намечаем маркером и просверливаем в каждой из заготовок по 2 отверстия Ø10 мм.

В результате получаем вот такие заготовки для ножей.
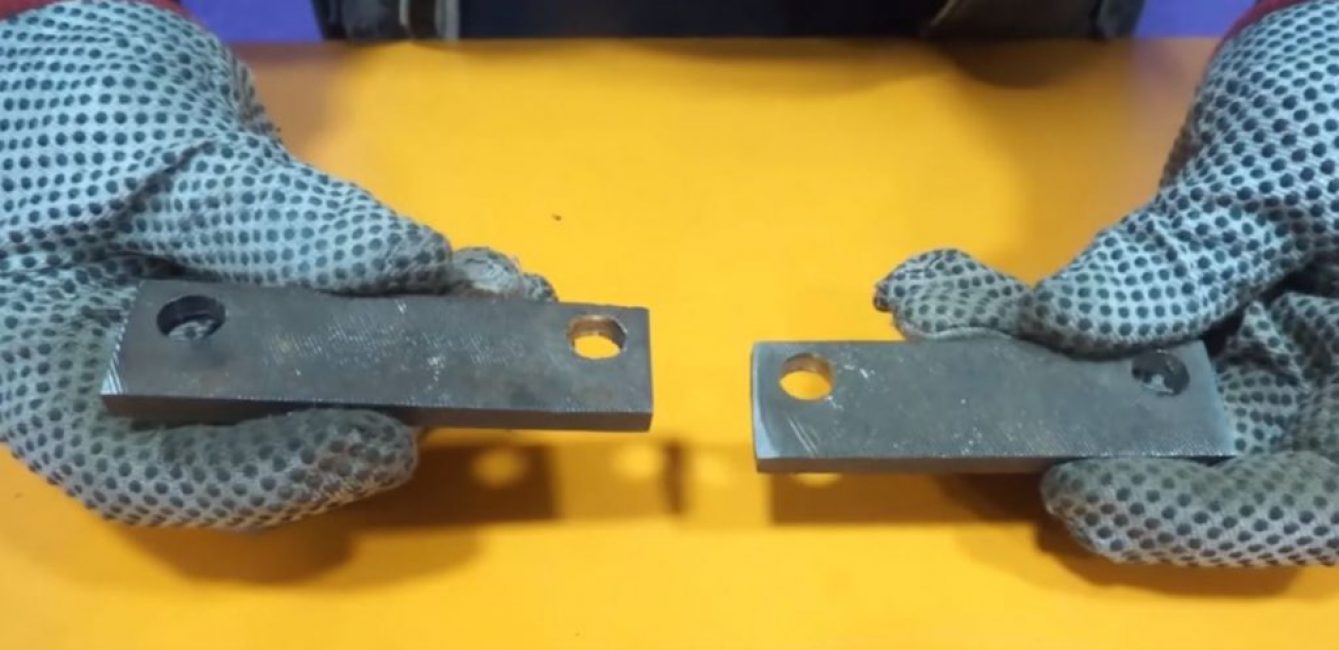
Маркером на обеих заготовках отмечаем линию, до которой будем затачивать режущую кромку.

Зажав в тисках заготовку, затачиваем режущую часть только с одной стороны.

Приложив один из получившихся ножей к краю вертикальной части тавровой балки, намечаем места будущих креплений.

Сверлим в намеченных местах отверстия Ø10 мм и, зажав балку в тисках, мечиком нарезаем в отверстиях резьбу.

Прикрепляем один из ножей к балке, совместив соответствующие отверстия, и фиксируем его 2 болтами Ø10 мм. Выступающие части болтов срезаем.
Шаг 3. Делаем подвижную режущую часть
Из стальной полоски вырезаем пластину, длина которой примерно равна длине балки. С помощью маркера рисуем на ней скругленный край и обрезаем его болгаркой.

В самой узкой части получившейся заготовки сверлим отверстие.

Из оставшейся стальной полоски вырезаем вторую пластину, которая уже и короче первой.

Для соединения полученных пластин делаем в них сквозное отверстие и соединяем их с помощью болта и гайки. На узкой пластине по две стороны от места соединения стачиваем углы для ее свободного движения.

На краю узкой пластины делаем отверстие для крепления к рычагу. Примерно посередине длины этой пластины намечаем, просверливаем отверстия и нарезаем резьбу для крепления второго ножа так, чтобы его сточенные края выступали.

Крепим к пластине нож, а края болтов срезаем.

К верхней части балки привариваем небольшой кусочек стальной полоски для подгонки зазора между ножами.

К нему привариваем нижнюю широкую часть скругленной пластины.

Пластины крепим между собой с помощью болта и гайки.

Из остатков стальной полоски вырезаем рычаг и перемычку. В рычаге и перемычке просверливаем по 2 отверстия. Одно отверстие рычага крепится к скругленной зафиксированной пластине, второе – через перемычку – к подвижному ножу. Крепим их с помощью болтов и гаек.

К свободному краю рычага привариваем металлическую трубу, которая послужит в дальнейшем ручкой.

Шаг 4. Делаем регулируемый фиксатор
В длинной гайке намечаем середину и просверливаем сквозное отверстие, соответствующее по диаметру клапану двигателя внутреннего сгорания.

С двух сторон в гайку вкручиваем болты.

В просверленное отверстие вставляем клапан. Один из болтов привариваем к зафиксированной на балке скругленной пластине.

В результате получаем мощные ножницы по металлу.

Проводим испытание
Прикручиваем нижнюю подошву ножниц к верстаку. Ножницы с успехом режут металлические пластины разной толщины.

Ножницы по металлу своими руками. Мастер-класс
Ножницы ✂️ по металлу своими руками | Режим металл легким движением руки
Рычажные ножницы – с какой силой они режут?
Рычажные ножницы по металлу служат подручным инструментом при раскраивании огромных листов металла или нарезании проволоки. В чем же необычность таких ножниц для нас, и где мы можем их применить?
Назначение и устройство ножниц на рычажном механизме
Во время производственного процесса постоянно возникает необходимость в делении целых частей материалов на более мелкие фрагменты. Чтобы облегчить работу, существует масса приспособлений и инструментов. Многие из приборов, будучи изначально изобретенными для мануфактурных целей, прочно вошли в наш повседневный быт: электрический фен (уменьшенный вариант сушки для форм), ножницы, микроволновая печь.
Большинство промышленных инструментов так и остаются в рамках производственного процесса, не проникая в наши дома. К типично профессиональному виду приспособлений относятся и ножницы по металлу настольные рычажные. Это механический инструмент для разрезания металлических листов, жести, а также стальных прутков и проволоки из прочих видов металла. Также производят ручные ножницы по металлу (которые держат в руке при резке) и электрические. Рассмотрим подробно один из типов – ножницы на рычажном механизме.

Устройство рычажных ножниц довольно замысловатое. Как было упомянуто выше, этот механический инструмент и работает по принципу рычага. Процесс разрезания происходит с помощью двух ножей длиной около ста миллиметров. Один нож – неподвижен, он прикреплен к опоре, она называется станина и принимает на себя всё давление, возникающее при работе. В большинстве инструментов по станине перемещаются подвижные части, в данном инструменте принцип такой же. В неподвижной части имеется паз, по которому передвигается крейцкопф (или ползун). Это такая деталь, которая совершает движения туда-обратно, как шарнир.

Другое полотнище свободно двигается на кулисе, которая подаётся крейцкопфом. Эксцентриситет (число, показывающее отклонение конического сечения от окружности) ползуна составляет от 16 до 32 миллиметров, причем 32 миллиметра – это максимальный рабочий ход крейцкопфа. На конце подвижного полотнища имеется ручка длиной 500 миллиметров. Использование этой ручки позволяет умножить прикладываемое усилие во много раз (более чем в 20), что облегчает резку металлического листа. Это объясняется тем, что передаточное усилие увеличивает давление на ножи, поэтому такими ножницами резать намного легче.
Рычажные ножницы – характеристики и виды инструмента
Теперь обсудим общие технические характеристики! Габаритные размеры данного инструмента стандартно составляют 560х175х460 миллиметров (длина, ширина, высота). Вес, в среднем – 30 килограммов. Ножи изготовлены из высококачественной инструментальной стали, марки У8-У10 или Р9, Р18. Максимальная толщина стального листа, который рекомендуется к обработке, составляет 5 миллиметров, а вот сечение стального профиля – 70х6 миллиметров (максимум). Выше, в описании, подчеркивалось, что ножницы на рычажном механизме годятся также и для резки прутков. Наибольший диаметр прутка из стали – 13 миллиметров, ширина – 300 миллиметров.
Этот вид инструмента может выполнять два вида резки металла: прямую и проходную, но оба вида – только по прямой линии. Резка с изгибами на этом инструменте невозможна. Прямая резка – это рассечение материала одним движением. А проходная – это отделение одной части от другой секционно, в несколько движений ножей, по принципу классических ножниц. По такому признаку, то есть согласно длине лезвий, инструменты тоже отличаются: с длинными лезвиями – для прямого реза, а с короткими – для проходного. Существует также и комбинированный тип ножниц – для прямой, проходной и контурной резки (вырезание контуров).

Таким образом, типов рычажных ножниц существует три: прямые, проходные, комбинированные.
Надо учитывать, что резка металла рычажными ножницами хороша либо для больших объемов материала, либо для разрезания с целью раскройки металла. Для более филигранных работ, с вырезанием фигурных контуров (мелких), ажурных краёв и прочего декорирования – лучше воспользоваться ручными ножницами по металлу. Работать ими, конечно, по сравнению с рычажным типом инструмента, тяжелее физически, затрачиваемые усилия намного выше, однако для фигурного выкраивания рычажные модели не подходят.

Далее рассмотрим типы ножниц по возможности перемещения. Выпускаются ножницы портативного и стационарного типа. В обоих случаях инструмент должен быть надежно закреплен на рабочей поверхности. Это обязательное условие техники безопасности, и, кроме того, предотвращает искривление реза. Для закрепления переносной модели можно использовать струбцины – специальные зажимы, которыми прикручивают что-либо к верстаку либо скрепляют материалы между собой. Струбцина имеет винт, который, вращаясь, придвигает зажим к пластине, прочно затягивая материал между ними. В случае, когда рычажный инструмент планируется установить для постоянного пользования, нужно прикрепить ножки к рабочей поверхности стола болтами. Для болтов в лапках ножниц есть специальные отверстия, лучше использовать болты М10.
Рекомендации по работе с рычажными ножницами
В случаях, когда толщина обрабатываемого металла свыше 0,5 миллиметров, пользоваться ручными ножницами по металлу невозможно, необходимо прибегнуть к помощи более мощного инструмента – рычажных ножниц. Некоторые мастера называют их «силовыми» ножницами, и, как понятно из этого названия, они «сильнее» обычных. Работать нужно в специальных защитных перчатках, потому что можно порезать руки острыми краями листа.
Убедитесь, что ножницы крепко прикручены к рабочей поверхности. Металлический лист нужно расположить перпендикулярно ножам, держать полотно нужно ведущей рукой, у правшей – правой, у левшей, как известно – левой. О толщине полотна уже было сказано, однако, напомним, что максимальный размер стали листовой – 4 миллиметра, цветных металлов (латунь, алюминий) – до 6 миллиметров. Чтобы осуществить операцию успешно, следует установить лист под подвижный нож и плавно, без рывка, опустить рукоять вниз.
Работа по резке металла требует неукоснительного соблюдения техники безопасности, даже для опытных слесарей. Чаще всего, наблюдаются случаи порезов рук об острые края металлического листа, поэтому нужно одевать защитные перчатки (повторим для надежности это правило). Также распространены падения материала на ноги, что влечет за собой повреждения стоп и голеней. Особенно опасно падение листа ребром, а не плашмя, в этом случае возможно отсечение части конечности.
Инструмент должен быть правильно укреплен, то есть быть прочно прикручен к столу, а рабочий стол – не шататься. Необходимо поддерживать ножницы в чистоте и следить за их исправным состоянием. Работа на неисправном либо аварийном инструменте категорически запрещается по понятным причинам. В работе нужно соблюдать осторожность, сообщать о неисправностях и поломках инструмента, не пытаться их исправить самостоятельно. Нужно сообщить об инциденте слесарю по ремонту и наладке этого вида оборудования.

Работа на металлорежущем оборудовании опасна, с одной стороны, тем, что лезвия ножниц могут поранить руки рабочему, с другой стороны, работа с листовым металлом требует повышенного внимания и ответственности, так как заключает в себе дополнительную опасность порезов рук, ног и туловища. Одежда рабочего должна быть полуприлегающей и не иметь выпирающих и свисающих частей (длинных рукавов, косынок и прочего), чтобы исключить случаи зажимания частей одежды лезвиями инструмента.
Рычажные ножницы по металлу
Среди всех разновидностей разделительного оборудования, предназначенного для резки металла, рычажные ножницы считаются самыми простыми и компактными. Они могут иметь ручной привод, либо управляться электродвигателем. Универсальность рассматриваемого вида кузнечно-штамповочного оборудования даёт возможность устанавливать такие ножницы практически в любой хозяйственной мастерской, и – тем более – в небольших частных предприятиях, работающих с сортовым или листовым металлом.

Принцип действия и конструктивные особенности
В отличие от листовых ножниц с наклонным ножом (гильотинных), движение ножа в рычажных ножницах чаще всего происходит не по поступательной, а по вращательной траектории. Кроме того, в качестве основного исполнительного механизма используется не кривошипно-ползунный, а рычажный.
Наибольшее распространение приобрели рычажные ножницы, собранные по схеме одноплечевого рычага. При резке тонкого металла, с толщиной не более 0,7…0,8 мм применяются ручные слесарные ножницы, а при более толстом – стуловые ножницы, рычаг у которых намного длиннее. Кроме того, в схемах стуловых ножниц предусматривается возможность встраивания промежуточной зубчатой передачи. Это увеличивает длину траектории движения подвижного ножа, но снижает результирующее усилие, что важно, если агрегат имеет ручной привод.
Наиболее крупные исполнения стуловых ножниц позволяют разрезать листовой прокат стали толщиной до 8…10 мм, и сортовой прокат диаметром не более 22 мм.
Стуловые рычажные ножницы с ручным приводом конструируются таким образом, чтобы приводной рычаг имел форму сабли. Это позволяет приблизить траекторию движения к работе гильотинных ножниц: внедрение подвижной части рабочего инструмента в разрезаемый металл также происходит постепенно. В результате текущее значение усилия разрезки снижается. Неприводными (ручными) ножницами стулового типа можно резать сталь толщиной до 2…2,5 мм.
Типовая конструкция рычажных ножниц настольного исполнения представляет собой совокупность следующих узлов:
- станины;
- эксцентриковых или винтовых зажимов, посредством которых оборудование стационарным образом можно прикрепить к слесарному верстаку;
- нижней опорной рамы, на которую устанавливается неподвижная часть оснастки;
- саблевидного поворотного рычага с рукояткой (для ручных моделей). на нём устанавливается подвижная часть оснастки;
- оси с подшипником скольжения.
В приводных рычажных ножницах, кроме вышеприведенных узлов имеются также электродвигатель, клиноременная передача, а также кривошипно-шатунный механизм, который преобразует вращательное движение вала двигателя в качательное перемещение рычага. Иногда такое оборудование снабжается механизмом включения (муфтой и тормозом), и в таком виде уже мало чем отличаются от стационарных ножниц аллигаторного типа. Единственное их преимущество в данном случае состоит в отсутствии балансира, компенсирующего инерцию массивных деталей.
Ограничения рычажных ножниц и возможность их преодоления
Главный недостаток рычажных ножниц, не имеющих механического привода – необходимость совершать очень длинные перемещения, чтобы снизить усилие резки металла. Кроме того, при ручном приводе невозможно обеспечить постоянство скорости реза, что может ухудшать качество поверхности разделения металла. Удлиняя привод, приходится жертвовать габаритными размерами оборудования. Кроме того, удлинение плеча всегда ухудшает контроль за качеством прижима заготовки, и требует применения более мощных зажимов, удерживающих разрезаемый металл от смещения. При этом также нет возможности для качественного разрезания профильного проката: прутков, уголков и пр.
Указанные ограничения преодолеваются конструкциями с многозвенным рычажным механизмом реза, а также использованием различных способов усиления без участия мускульной силы. При этом механического привода не требуется.

В первом случае применяются преимущественно кинематические схемы с двумя рычагами. К основному рычагу (каждая из частей которого соединяется с другой частью при помощи общей оси), добавляется дополнительный, а его связь с основной парой достигается наличием цилиндрического стержня, имеющего реечный привод.
Реечный механизм состоит из следующих деталей:
- промежуточного рычага;
- возвратных пружин;
- поворотных скоб;
- винтовой пары, соединяющей рейку с промежуточным стержнем.
Этот способ, хотя и обеспечивает более высокое качество резки металла, но существенно усложняет схему рычажных ножниц. Изготовить такой вариант в домашних условиях весьма затруднительно, кроме того, усилие рабочего останется достаточно высоким.
Если вместо реечной передачи в промежуточном стержне разместить механический усилитель, то результирующая нагрузка заметно снизится. Такая разновидность ручных рычажных ножниц включает в себя, помимо основных рабочих элементов также:
- цилиндрический полый стержень;
- усилитель с самотормозящейся резьбой;
- соединительный стержень;
- подпружиненный фиксатор;
- противовес.
Наличие груза придаёт процессу резки металла ударный характер, за счёт чего удаётся повысить энергию реза, и разделять заготовки с большей толщиной или площадью поперечного сечения. Однако ударный характер приложения нагрузки утомляет рабочего (особенно при продолжительной работе), а амплитуда колебаний устройства на раме увеличивается. Для установки таких ножниц потребуются более надёжная опора и ровная поверхность пола. Производительность резки металла также снизится.
Наиболее современной считается трёхзвенная схема. В данном случае достигается требуемый компромисс между прилагаемым усилием и длиной перемещения подвижного инструмента.
Трёхзвенные рычажные ножницы
Установлено, что схеме, которая будет описана далее, возможно производить резку сортового и листового проката с размером поперечного сечения до 10 мм, чего в большинстве случаев бывает достаточно не только для собственных нужд, но и для изготовления стальных изделий в рамках небольшого бизнеса.
Такие ножницы состоят из следующих узлов:
- Станины, для изготовления которой понадобятся два равновеликих уголка с толщиной полки не менее 7 мм.
- Нижней опоры, к которой крепится рабочий инструмент.
- Верхней опоры, которая устанавливается в посадочное место, и имеет скос с целью уменьшения зазора между ножами в момент начала резки.
- Корпуса, крепёжные отверстия под ножи в котором стоит выполнять немного овальной формы, чтобы компенсировать возможные погрешности установки инструмента.
- Серьги.
- Соединительной оси.
- Крепёжных деталей.
Для изготовления всех деталей многозвенного механизма потребуется среднелегированная сталь марки 35 или выше.
Длина опорной рамы определяется максимальными размерами разрезаемого металла: габарит ручных ножниц будет в примерно два раза больше ширины заготовки. Тем не менее, конструкция получается достаточно компактной, и позволяет для своей установки использовать обычные слесарные тиски и соответствующих размеров верстак.
Схема крепления рабочего инструмента состоит в следующем. В оснастке, изготавливаемой из высокопрочной инструментальной стали марок У10 или У12 выполняются посадочные отверстия с раззенкованной конической частью, для того, чтобы крепление выполнялось впотай. Комплект должен включать варианты для разрезания профильного металлопроката. Для облегчения обслуживания оснастку стоит изготовить двусторонней. Далее производится термическая обработка до твёрдости не менее 54…56 HRC, и шлифовка с целью ликвидации вероятного коробления рабочего полотна. Готовая оснастка устанавливается в нижнюю и верхнюю посадочные части, и пригоняются один по другому таким образом, чтобы фактический зазор между подвижной и неподвижной частями не превышал 5…8% от толщины разрезаемого металла.
Обслуживание и эксплуатация
Основное регламентное обслуживание оборудования состоит в периодической заточке инструментальной оснастки (при первой эксплуатации ножи достаточно просто перевернуть на 180°). Заточку можно вести на шлифовальной машинке, используя карборундовый круг, после чего необходимо зашлифовать полученную поверхность. После многократных переточек стабильность зазора необходимо поддерживать установкой прокладок из стали. Их толщина устанавливается опытным путём.
Периодически проверяют зазоры в сочленениях, и смазывают их маслом «Индустриальное-20» или аналогичным.
Категорически не рекомендуется при изготовлении оснастки останавливаться на секторном варианте, который потребует сварки. Точность резки металла при этом неизбежно ухудшится.
Для улучшения надёжности монтажа настольных ручных ножниц с рычажным механизмом на слесарный верстак, его стоит усилить с противоположной стороны при помощи стального уголка, швеллера или толстой полосы.
Разновидности рычажных ножниц и рекомендации по применению
Рычажные ножницы – востребованный инструмент для резки различных материалов от металла до проволоки. Чтобы ручным инструментом можно было делать качественную обработку, нужно правильно его выбрать. Один из важнейших параметров подобных изделий – длина исполнительных лезвий.
Особенности
Рычажные ножницы – простые и компактные изделия, оснащенные ручным или электрическим приводом. Оборудование считается универсальным, но относится к кузнечно-штамповочному типу. Такие ножницы размещают в частных мастерских, используют на предприятиях, которые занимаются обработкой сортового железа.
Конструктивные особенности рычажных ножниц скрываются во вращательном направлении режущего ножа. Существуют еще гильотинные ножницы, действие которых чаще поступательное. Основной сервопривод рычажных ножниц – кривошипно-ползунный элемент. Рычажные ножницы по металлу подразделяются на слесарные и стуловые.
Ручные одноплечевые изделия рассчитаны на резку листов 0,7-0,8 мм, вторые экземпляры обычно длиннее, а еще предусматривают возможность применения дополнительной зубчатой передачи. Она влияет на траекторию движения подвижной части, увеличивая ее. Однако усилия для работы требуется больше, что особенно важно, если инструмент оснащен ручным приводом.
Длина квалифицированных лезвий – важная особенность рычажных ножниц. В зависимости от этого параметра различают три основных вида:
- короткие;
- длинные;
- комбинированные.
Первые – самые небольшие по размеру, поэтому могут выполнять только проходную резку металла.
Вторые приспособления могут обеспечить кроение. При этом затрачивается минимальное количество времени на обработку.
Комбинированные изделия допускается применять различными способами. Этому инструменту доступна резка листов, профиля и прутьев, а еще можно выполнить контурные вырезы.
Любые рычажные ножницы не подходят для металлообработки мелких изделий. Этим инструментом можно кроить крупные полуфабрикаты и готовые элементы.
Принцип действия
Эксплуатация рычажных ножниц широка, особенно распространена в слесарном деле. Резка и надрезание металла, кроме инструмента, требуют некоторых навыков. Лист нужно правильно располагать между острием ножниц. Важно правильное давление верхнего ножа. Даже острота лезвия имеет значение. Например, чем лист тверже, тем оно должно быть качественнее заточено. Угол заострения должен исчисляться следующими параметрами:
- для мягкого листа – 65 градусов;
- средних листов – 70-75 градусов;
- твердых листов – 80-85 градусов.
Для уменьшения давления лезвия ножа уменьшают задний угол на 1,5-3 градуса. Для ножей рычажных ножниц предусмотрено использование высоколегированной стали. Боковые поверхности закаливаются, остро оттачиваются и шлифуются.
Средние размеры – 56*18*45 см, а вес около 30 кг. Острыми краями не только самих ножниц, но и разрезаемого металлического листа можно порезаться. Поэтому в работе обязательно рекомендуется использовать защитные перчатки. Принцип действия предполагает:
- фиксацию инструмента на краю рабочего стола;
- размещение основы перпендикулярно лезвиям;
- удержание одной рукой;
- плавное и точное нажатие на инструмент движением сверху вниз.
Описываемый принцип относится к самым простым ручным резакам, на которые нужно воздействовать своими руками. Меньше мышечного напряжения нужно для электрического инструмента. Нагрузка в этом виде ножниц приходится на электрический двигатель. Точность реза получается выше, а перекосов в работе меньше.
Современные рычажные ножницы, оборудованные электродвигателем, питаются как от аккумулятора, так и от сети. У ножниц есть блокировка запуска от непредвиденного включения. Среди аккумуляторных и сетевых вариантов первые чаще выбирают для домашнего использования, а вторые – для установки в цехах, на строительных объектах.
Для масштабного строительства лучшим вариантом будут гидравлические рычажные ножницы. Принцип работы инструмента схож с предыдущими вариантами. Различие заключается в напряжении, которое к острию поступает от гидравлического цилиндра или помпы. Вес подобного инструмента современных образцов варьируется от 4 кг, а натиск на металл – около тонны. Ножницы обеспечивают лучшее качество нарезки. Работать с инструментом безопаснее, а мобильность у них лучшая.
Правила выбора и эксплуатации рычажных ножниц по металлу
Надежным и популярным инструментом для разрезания являются рычажные ножницы по металлу. С их помощью перекусывают проволоку, разделяют жестяные изделия, арматуру малого диаметра, профиля. Механизмы приводятся в действие усилием со стороны человека или с помощью электроники.
 Эксплуатация ножниц по металлу
Эксплуатация ножниц по металлу
Предназначение
Используются рычажные ножницы для резки металла на производстве, в частных мастерских. Они подходят для разрезания листов по прямой линии без отклонений по сторонам.
Ручные модели не подходят для разрезания листов, деталей разной формы большой толщины. Для этого необходимо купить электрические ножницы.
Устройство и принцип работы
Принцип работы рычажного агрегата простой, однако, новичкам будет интересно узнать из каких элементов состоит этот инструмент:
- Литая станина, которая обеспечивает устойчивость ножниц при работе с заготовками.
- Прижимные механизмы, которые позволяют закреплять конструкцию на любой поверхности, переносить их с места на место. Это делает процесс резки простым.
- Опорная рама. Изготавливается из швеллеров, уголков.
- Поворотный рычаг с рукоятью.
- Оси, на которых закрепляются подшипники скольжения.
Отдельного рассмотрения заслуживает рабочая часть инструмента. Она состоит из двух лезвий – подвижного и неподвижного. Они должны изготавливаться из высокопрочного металла, чтобы была возможность разрезать разные материалы.
Технические характеристики
Как у ручных, так и автоматизированных ножниц есть ряд технических характеристик, которые обуславливают их эффективность, точность, производительность. К основным параметрам относятся:
- Длина режущих частей.
- Наличие креплений для заготовок, дополнительных рабочих столов.
- Материал лезвий.
- Мощность оборудования (если речь идет про электрические модели).
- Масса, габариты инструмента.
- Допустимая толщина разрезаемых деталей.
Если говорить про электроинструмент, нужно отдельно обратить внимание на систему управления.
Разновидности
Рычажные ножницы по металлу разделяются по разным факторам. Если говорить о типе привода, можно выделить несколько групп:
- Гидравлические – приводятся в движение с помощью привода на гидравлике. Это мощные модели, которые предназначены для разрубания металлических прутьев, арматуры большого диаметра.
- Механические рычажные ножницы по металлу. Ручные устройства, которые приводятся в движение по принципу рычага.
- Электрические модели. Особенности инструментов — высокая скорость проведения работ, производительность. Рабочему не нужно прилагать усилий для раскроя металла.
По габаритам можно выделить две группы оборудования:
- Настольные модели. Инструменты небольшого размера, которые закрепляются на любом рабочем столе с помощью специальных зажимов.
- Полноценные станки, с литой станиной. Они используются на крупных предприятиях, оборудуются гидравлическим, электрическим приводами. Позволяют заниматься серийным производством.
Разновидности механических моделей:
- Прямые – классические ножницы для выполнения ровных резов.
- Резаки искривленные – бывают разной формы, зависимо от того, какой рез нужно сделать.
- Стуловые – используются для разрезания металлических листов большой толщины.
- Пальцевые – на них закрепляются маленькие резцы, с помощью которых происходит разрезание заготовок.
Отдельная классификация относится к длине лезвий. Они могут быть длинными или короткими.
Принципы выбора
При выборе рабочего инструмента необходимо обращать внимание на ряд факторов, от которых будут зависеть его возможности:
- Мощность привода.
- Размер рычага у ручных ножниц.
- Материал лезвия.
- Размеры режущих частей.
- Допустимая толщина обрабатываемых металлических листов.
- Габариты оборудования, его масса.
- Тип управления.
При выборе нужно проверять целостность отдельных элементов оборудования, наличие крепежных элементов, устойчивость инструмента.
Преимущества и недостатки
У любого инструмента, как ручного, так и электрического, есть ряд сильных, слабых сторон. Преимущества:
- Высокая точность резов.
- Небольшие затраты энергии при работе на электроножницах.
- Можно разрезать заготовки разной толщины.
- Компактные размеры мощного оборудования.
- Невозможность изготовления криволинейных резов.
- Листы большой толщины деформируются возле места реза.
Чтобы обрабатывать заготовки разной толщины, нужно приобретать электрические или гидравлические модели.
Производители и стоимость
Цена оборудования зависит от разных критериев:
- Максимальная толщина разрезаемого металла.
- Знаменитость бренда.
- Размеры лезвий, материал из которого они изготавливаются.
- Габариты станка.
Из отечественных производителей выделяются:
- JET.
- Blacksmith.
- Proma.
Изготовление своими руками
Если есть желание разместить в своей мастерской подобный инструмент, можно сэкономить, изготовить его самостоятельно. Для этого изначально необходимо найти чертеж в интернете. Далее нужно подготовить инструменты, расходные материалы для проведения работ:
- Сварочный аппарат.
- Электродрель с набором сверл по металлу.
- Болгарку с дисками.
- Металлические швеллера, уголки, пластину (около 4 мм), лезвия.
- Подшипники, трубу для изготовления рычага, вал.
- Болты, гайки.
Сборка самодельного станка:
- Изготовить станину из металлических уголков.
- Закрепить на металлической пластине неподвижный нож с помощью болтов. Усилить его сварочным швом.
- В одной из краев нижнего ножа, где нет заточки, сделать отверстие, закрепить в нем вал с подшипниками.
- На валу закрепить подвижный нож.
- Наварить рычаг для управления инструментом. Чем больше его длина, тем меньше усилий потребуется для разделения деталей.
- Дополнительно можно установить тиски, с помощью которых появится возможность удерживать детали при разрезании.
Проверить как передвигается нож. Если возникают затруднения, конструкцию, нужно пересмотреть, перебрать.
Эксплуатация
Для безопасного использования, нужно выучить правила работы с оборудованием:
- Работать используя защитные перчатки, очки.
- Закреплять заготовку с помощью дополнительных тисков, чтобы она не передвигалась при проведении работ.
- Смазывать подвижные механизмы моторным маслом по 1-2 раза за месяц.
- Если на электроножницах произошло зажевывание металла, нужно отключить их от сети, попытаться вытащить материал самостоятельно, не включая электродвигатель.
- Опускать рычаг плавно, замедлять движения к концу резов.
- Удерживать руку не ближе чем на 10 см от острой кромки.
- Проверять насколько надежно удерживаются разделяемые детали.
- Электрические модели запускать с помощью дополнительной педали, руки держать дальше от лезвия.
Правила эксплуатации относятся как к покупным, так и самодельным станкам.
Рычажные ножницы используются для разделения разных металлических деталей. Зависимо от того, какой толщины заготовки нужно разделять, требуется выбирать привод инструмента. При желании можно собрать их самостоятельно, использовать для помощи во время строительства, благоустройства дома, участка.