Шлифование нержавеющей стали
Шлифование нержавеющей стали
Способы обработки нержавеющей стали: наиболее востребованные варианты
Обработка нержавейки, которая может выполняться с использованием различных методик и технологий, позволяет не только наделить изделия из данного металла требуемыми параметрами и качественными характеристиками, но и придать их поверхности привлекательный внешний вид. Правильно подбирая и используя различные методы обработки, из нержавеющих стальных сплавов производят изделия различного назначения, которые полностью отвечают предъявляемым к ним требованиям.

Механическая обработка нержавейки элетроинструментом позволяет быстро убрать с поверхности шероховатости
Шлифование и полировка (сатинирование)
Нержавеющая сталь благодаря целому перечню достоинств одинаково успешно применяется для изготовления изделий как практического, так и чисто декоративного назначения. Чтобы придать их поверхности привлекательный внешний вид, а также добиться достижения требуемого уровня шероховатости, их часто подвергают шлифованию и полировке, которые обозначаются одним общим термином – сатинирование. Такое название данные методы обработки получили из-за того, что после их выполнения поверхность нержавейки напоминает по своей текстуре ткань атлас или сатин.
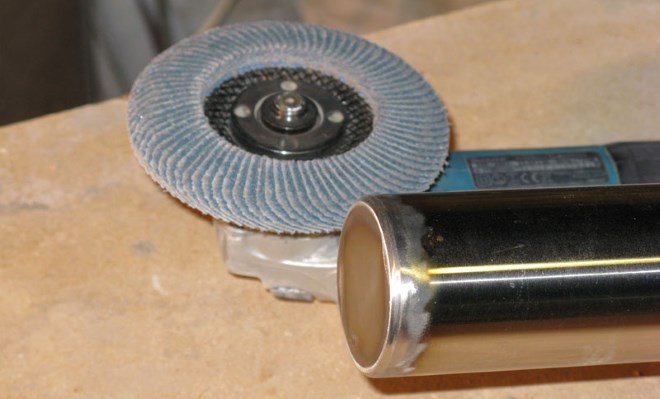
Обработка сварочного шва на нержавейке начинается с выведения поверхности до мелких рисок посредством болгарки с лепестковым кругом
Кроме придания поверхности изделия из нержавеющей стали привлекательного внешнего вида, шлифование позволяет устранить поверхностные дефекты металла или сделать их практически незаметными. Как шлифование, так и полировка нержавеющей стали может выполняться вручную или при помощи специальных устройств, работающих на электрическом или пневматическом приводе. Из наиболее распространенных аппаратов, применяемых для шлифования, следует выделить:
- пневмонапильник ленточного типа;
- шлифовальную машинку барабанно-ленточного типа;
- другие устройства, предполагающие использование шлифовальных лент.
В домашних условиях шлифование чаще всего выполняется вручную, для чего могут потребоваться шлифовальные листы или инструменты, которые называются шлифками. В отличие от условий домашних мастерских, на производственных предприятиях шлифование нержавейки выполняется с использованием специального оборудования.

Шлифовку нержавейки начинают с зерна 180, затем 320 и 600, а заканчивают полировкой войлочным кругом
Когда для шлифования нержавеющей стали применяется ручной инструмент шлифок, такая обработка выполняется в следующей последовательности.
- Если детали из нержавейки были соединены при помощи сварки, то с их поверхности удаляют прижоги и сварной шов.
- Ту часть поверхности, которая первой будет подвергнута шлифованию, следует ограничить, используя для этого клейкую алюминиевую ленту (она наклеивается в два-три слоя).
- Область поверхности, которая не заклеена защитной лентой, обрабатывается при помощи возвратно-поступательных движений шлифка, при этом давление, оказываемое на инструмент, не должно быть слишком сильным.
- После достижения требуемого результата шлифовки алюминиевой лентой заклеивается уже обработанная часть, а обработке подвергается тот участок, который с ней граничит.
В тех случаях, когда использование шлифка является нецелесообразным, для обработки нержавейки используют шлифовальные листы. Чтобы правильно подобрать такой шлифовальный инструмент по его зернистости, используют пробные черновые детали.
Для шлифования и полировки нержавейки также могут использоваться токарные станки, на которые устанавливаются специальные круги. Выполнять такие отделочные операции с применением токарного станка можно как в производственных, так и в домашних условиях, если такое оборудование имеется в оснащении вашей домашней мастерской. Для эффективного выполнения этих технологических операций могут быть использованы даже простейшие модели токарных станков.
Метод травления
Травление является достаточно распространенным методом обработки изделий из нержавеющих сталей. Такую технологическую операцию, которая позволяет удалить с поверхности изделия из нержавеющей стали различные дефекты, используют для устранения следов сварки, после выполнения термической обработки, а также обработки деталей методами пластической деформации. Кроме того, травление позволяет удалить с нержавейки цвета побежалости, а также обновляет на ней пассивный слой, защищающий металл от последствий воздействия повышенной температуры.
Для выполнения травления в производственных условиях применяются водные растворы кислот или расплавленные щелочные среды. При использовании кислотных сред травление выполняется в два этапа, первый из которых предполагает обработку нержавеющей стали сернокислым раствором, а второй – раствором на основе азотной кислоты. Чтобы выполнить щелочное травление, изделие из нержавейки помещают в расплав каустической соды, которая, не изменяя структуру стали, эффективно разрушает оксидную пленку, сформировавшуюся на ее поверхности.

Вернуть нержавеющей поверхности металлический блеск и восстановить потерю хрома после сварки можно с помощью травильной пасты
В домашних условиях травление выполняют при помощи специальных паст, имеющих желеобразную консистенцию. Используя такие пасты, следует иметь в виду, что в их состав, кроме плавиковой и азотной, входит соляная кислота, а также хлориды, представляющие опасность для здоровья человека, поэтому обращаться с ними следует крайне осторожно.
Пасту для травления нержавейки следует наносить только на тщательно очищенную и обезжиренную деталь, для чего ее промывают теплой водой и обрабатывают любым доступным моющим средством. После непродолжительной выдержки (от 10 до 60 минут) травильная паста смывается, для чего также используют обычную проточную воду. Наносят пасты для травления нержавейки кислотостойкими кистями и специальными пластиковыми лопатками.

Большие площади нержавеющих поверхностей обрабатывают травильными спреями с помощью струйного напыления
На сегодняшний день большой популярностью пользуются травильные пасты следующих торговых марок, уже успевшие доказать свою высокую эффективность.
Такая паста обеспечивает надежную защиту нержавейки от негативного влияния температурных воздействий, а также нивелирует все поверхностные дефекты сварных соединений. Что удобно, эту пасту, которая эффективно обрабатывает стальное изделие всего за 10 минут, можно использовать для травления и вертикально расположенных поверхностей.
При помощи такой пасты, время воздействия которой на поверхность изделия должно составлять около 45 минут, можно не только устранить мелкие дефекты сварных соединений, но и очистить нержавейку от следов коррозии, придать ей красивый металлический блеск. Выбирая такой состав, следует иметь в виду, что использовать его для обработки нержавейки можно лишь при температуре окружающей среды не ниже +50.
Stain Clean (ESAB)
Это полностью готовая к использованию травильная паста, которая не требует особых условий применения и отличается высокой эффективностью.
Другие способы обработки изделий из нержавейки
Изделия, изготовленные из нержавеющих сталей, часто подвергают хромированию, что позволяет:
- придать им привлекательный внешний вид;
- повысить устойчивость к механическим воздействиям (трение, удары и др.);
- значительно увеличить их коррозионную устойчивость.
Между тем качественно выполнить операцию хромирования можно только в производственных условиях, так как для ее осуществления необходимы не только особые расходные материалы и специальное оборудование, но и наличие соответствующих знаний и навыков.
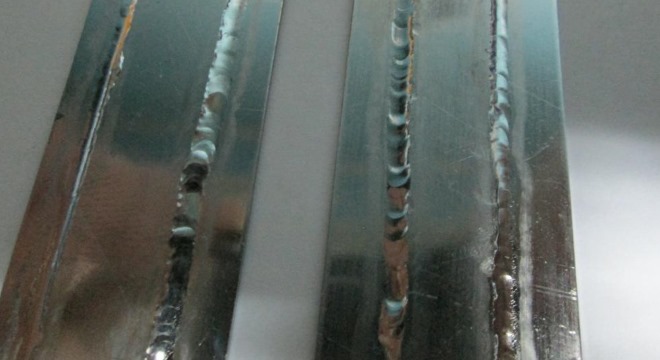
На фото показаны сварные швы нержавейки после обработки 85 % ортофосфорной кислотой – результат травления выглядит не хуже механической полировки
В домашних условиях можно выполнить другую операцию, позволяющую придать поверхности изделия из нержавейки привлекательный внешний вид, – воронение. Такая обработка может выполняться по одной из следующих методик:
- кислотное воздействие;
- использование щелочей;
- применение теплового воздействия.
Конечно, наиболее простым и доступным методом отделочной обработки стальных изделий является их покраска, которая также может выполняться с использованием различных технологий и расходных материалов.
Средства и способы полировки нержавейки до блеска
Все о полировке нержавейки до зеркального блеска — от современной электролитно-плазменной технологии до обработки нержавеющей стали кухонной утварью. Описание химического, электрохимического и ручных способов.

Полировка изделий из нержавейки делает их абсолютно гладкими и придает зеркальный блеск. Этот вид обработки металлов относится к финишным операциям и выполняется только после устранения всех мелких царапин, вмятин и других видимых дефектов. В процессе полирования с поверхности нержавеющей стали срезаются мельчайшие неровности, оставшиеся после предшествующего ей шлифования. При этом геометрические размеры детали практически не изменяются, т. к. удаляемый слой металла имеет толщину менее микрона.
Нержавеющая сталь — один из самых распространенных конструкционных материалов. При этом ее, как правило, используют без антикоррозионных или декоративных покрытий — просто шлифуют или полируют. Зеркальные панели кабин лифтов, блестящие конструкции ограждений лестниц, каркасы стеклянных витражей, металлические детали эскалаторов, сверкающее медицинское оборудование, кухонная посуда и корпуса бытовой техники — все это отполированная «до зеркала» нержавейка.

Способы полировки нержавеющей стали
Существует несколько технологий полирования нержавейки, среди которых самые распространенные — это механическая, химическая и их разновидности.
Механическая используется при восстановлении зеркальности нержавеющей стали непосредственно на местах, а также при цеховом ремонте и обработке небольших партий изделий. При поточной обработке деталей из нержавейки на промышленных предприятиях, как правило, применяется метод электрополирования в химических растворах.
Довести до блеска нержавейку можно и в домашних условиях доступными каждому способами и средствами.
При небольших повреждениях или окислении поверхность изделия из нержавеющей стали легко доводится до блеска с помощью полировальной пасты или реагентов для химической полировки. Если же царапины и выбоины на нержавейке имеют значительный размер, то вначале необходимо выполнить механическую шлифовку.

Механическая полировка
После механообработки или прокатки на поверхности изделий из нержавеющей стали остаются продольные полосы и канавки. Эти неровности в самом лучшем случае имеют 6–7 класс шероховатости, поэтому шлифовка нержавейки до 8–10 класса является обязательным условием подготовки к операции полирования, т. к. этому виду обработки соответствуют 11–14 классы.
Механическая полировка нержавейки может выполняться вручную, без применения приводного инструмента и специальных приспособлений. Такая обработка наиболее распространена в быту и при небольших объемах ремонтно-восстановительных работ. На производственных предприятиях для полирования нержавеющей стали используют следующие виды производственного оборудования:
- ручной электро- и пневмоинструмент;
- полировальные станки;
- барабанные и вибрационные аппараты;
- магнитно-абразивные установки.
Самые распространенные абразивные материалы для полировки нержавеющей стали — это различные жидкие полироли, суспензии и пасты, которые позволяют добиться наилучших результатов по шероховатости. У большинства из них основой являются технические масла, жиры и вещества типа парафина и стеарина, которые приходится удалять с поверхности нержавейки с помощью органических растворителей.
Электрохимический способ
В нее погружается изделие из нержавеющей стали, на которое подается положительный потенциал, т. е. оно является анодом. При пропускании через электролит постоянного тока с поверхности нержавейки начинается отрыв положительных ионов металла.
В большей степени это происходит с вершин микровыступов, которые таким образом сглаживаются (см. рис. ниже). Глубина удаления металла при такой химической полировке нержавеющей стали в электролите регулируется величиной тока и продолжительностью процесса.

ЭХП позволяет обрабатывать любые труднодоступные полости и сложные фигурные элементы со снятием одинакового слоя металла по всей поверхности изделия. Установки, на которых выполняется химическая электрополировка нержавейки, работают при температуре электролита 70÷90 °C и плотности токов от 0.3 до 0.5 А/см².
В качестве электролитов в них используют растворы на основе смеси неорганических кислот. По этой причине ЭХП иногда путают с химическим травлением металлов и даже упоминают в статьях о них азотную кислоту, хотя основные компоненты электролита для нержавеющей стали — это ортофосфорная и серная кислоты.
Электролитно-плазменное полирование
Но в этом случае используется другое физическое явление — образование вокруг анода (изделия из нержавеющей стали) парогазовой плазменной рубашки, в которой и происходит процесс выравнивания микровыступов на ее поверхности.
Электролитно-плазменные установки функционируют на постоянном токе напряжением до 400 В и с температурой электролита от 60 до 90 °C. Несмотря на высокое напряжение они работают на тех же плотностях токов, что и при электрохимическом полировании.
При этом обработку деталей из нержавейки они выполняют в несколько раз быстрее: на промышленной установке удаление слоя нержавеющей стали происходит со скоростью 3 мкм/мин.

Еще одним достоинством этой технологии является дешевизна и экологическая безопасность химических веществ, применяемых для приготовления электролитов. В частности, при электролитно-плазменном полировании изделий из нержавейки используются безопасные растворы солей аммония с концентрацией 3÷6%.
Средства для полировки
- салфетки, диски и круги из нетканого полотна, войлока и фетра;
- валики и пакеты дисков;
- веерные круги;
- полировальные абразивные листы и диски на бумажной и полимерной основе;
- нетканые материалы с абразивом;
- полировальные ленты.
Ручной электроинструмент для полировки нержавейки, кроме обычных полировочных насадок, оснащается приспособлениями для обработки труднодоступных мест и криволинейных поверхностей. Основные виды инструмента с электрическим приводом, применяемого при обработке нержавеющей стали:
- орбитальные шлифовальные машинки;
- болгарки с различными насадками и приспособлениями;
- ленточные шлифмашинки;
- прямошлифовальный электроинструмент;
- переносные ленточно-шлифовальные станки;
- ленточные напильники с поворотными насадками.
В качестве полирующего материала для нержавейки чаще всего используют различные виды паст, которые в общем случае делятся на материалы для черновой и финишной полировки. По составу своей основы они делятся на водные и жировые. Последние лучше удерживают абразивный материал, но их сложнее удалять с нержавеющей стали.
К вспомогательным материалам относятся микрофибровые салфетки, которые применяют для очистки поверхности нержавейки после полировки.
Простой способ полировки нержавейки в домашних условиях
Отполировать нержавейку в домашних условиях несложно. Все зависит от того, насколько поврежден и окислен полируемый предмет, а также от наличия у него труднодоступных мест.
В случае, если поверхность нержавейки просто потеряла блеск от окисления, можно использовать химическое полирование уксусом, оливковым маслом или специальными фирменными средствами. Для этого нужно просто нанести одно из этих веществ на салфетку из микрофибры, после чего плавными круговыми движениями обработать ее со всех сторон.
Таким образом можно восстановить блеск кухонного оборудования, посуды, а также нержавеющих труб в ванной комнате.
Для полировки изделий из нержавейки до зеркального блеска в домашних условиях обычно используют пасту ГОИ. Полирование выполняется с помощью войлока или фетра. После его окончания все поверхности необходимо очистить с помощью салфетки из микрофибры, смоченной небольшим количеством растворителя.
Оба эти метода пригодны в тех случаях, когда нержавеющая сталь не имеет значительных повреждений. При наличии царапин, выбоин и большого количества налета перед полированием придется произвести механическую шлифовку нержавейки (вручную или с использованием электроинструмента).
Периодичность и способы ухода за нержавеющей сталью
Для того чтобы поверхность изделий из нержавеющей стали как можно дольше оставалась ровной и глянцевой, при ее очистке необходимо избегать использования абразивных паст, металлических мочалок, жестких губок и щеток, а также хлорсодержащих веществ.
При отсутствии значительных повреждений на поверхности нержавейки образуется ровная матовая пленка из оксида хрома, которая защищает основной металл от коррозии и не дает налипать на него накипи.
Потребность в периодической полировке возникает по мере износа и появления наружных повреждений на нержавейке, а ее необходимость определяется методом визуального осмотра.
В Интернете встречаются статьи о чистке изделий из нержавейки (в частности термосов, посуды и пр.) с помощью кока-колы. Известно, что в состав этого напитка входит ортофосфорная кислота. Но ее в кока-коле настолько мизерное количество, что сама возможность такой обработки нержавеющей стали вызывает закономерные сомнения.
А что вы думаете по этому поводу? Приходилось ли вам чистить изделия из нержавейки кока-колой или чем-либо подобным? Поделитесь, пожалуйста, своим мнением и опытом в комментариях к этой статье.
Резка, шлифование и полирование нержавеющей стали
Нержавеющая сталь, обладает превосходными свойствами, как например коррозионная стойкость, привлекательный внешний вид имеет многостороннее применение в различных промышленных областях, строительстве и быту. Хорошо обработанная поверхность нержавеющей стали говорит о качестве материала. По визуальным причинам многие конструкционные элементы из благородной стали шлифуются в конце процесса обработки. Относительно коррозионной стойкости действует принцип, что чем поверхность более гладкая, тем выше коррозионная стойкость. Так отполированная поверхность дольше сохраняет внешний вид и свойства нержавеющей стали.
Для достижения оптимального результата при обработке нержавеющей стали необходимо соблюдать следующие условия
Условия обработки нержавеющей стали
Надо подобрать такой вид поверхности материала, то есть катаный материал, травленный и/или второй раз подвергнутый термической обработке, чтобы базовая поверхность была как можно более близка к требуемому качеству поверхности.
В целях сохранения коррозионной стойкости надо перед обработкой обратить внимание на правильные условия складирование и транспортировку материала. Это по существу обозначает, что:
- избегать любого соприкосновения с другими видами стали (стальные щётки, стальные канаты), а также материал надо складировать отдельно от катаной стали;
- избегать повреждения поверхности и кромок, а также царапин;
- нельзя складировать материал в близости от места обработки.
Шлифование
Существуют многие параметры, которые влияют на шероховатость, а также на вид шлифованной поверхности:
- шлифовальный станок с элементами, которые соприкасаются с материалом, а также имеет определённые параметры обработки (скорость резания и подачи);
- применение вспомогательных средств для шлифования (масел и эмульсий);
- качество абразивного материала.
На основании этих определённых процессом шлифования ограничивающих условий невозможно указать общую зависимость между достигнутой поверхностью и примененным абразивным изделием. Чтобы предупредить недоразумения во время согласования качества требуемой поверхности, надо перед началом обработки определить предельную формулу, а также значение шероховатости.
Шлифование и коррозия
Независимо от вида примененной нержавеющей стали, а тем самым прочности обрабатываемого предмета, надо безусловно соблюдать данные ниже указания, касающиеся шлифования нержавеющей стали:
- Никогда не применять абразивные инструменты сначала на нормальной стали, а затем на нержавеющей стали!
- Необходимо тщательно удалять отходы шлифования со всех поверхностей!
- Никогда не обсыпать поверхности благородной стали тлеющими искрами!
- Температуры обработки должны быть достаточно низкие, чтобы не доходило до образования карбидов хрома и этим самым до межкристаллитной коррозии. В случае, когда материал покроется налётом, необходимой является дополнительная обработка!
Только таким образом можно гарантировать, что не образуется новый пассивный слой и другие поверхности не будут повреждены в результате язвенной или межкристаллитной коррозии.
Что такое благородная сталь?
Введение
Под понятием благородной стали обычно подразумевают « нержавеющую сталь». Однако, что действительно скрывается под понятием «благородной стали» и каковы типичные области применения нержавеющей благородной стали?
Что такое благородная (нержавеющая) сталь?
Термином благородная сталь определены все виды стали, сплавленные по специальной технологии, с высокой степенью чистоты, которая равномерно реагирует на предусмотренную термическую обработку. Из этого определения вытекает, что благородная сталь это необязательно только легированная и высоколегированная сталь. В наших рассуждениях займёмся высоколегированной благородной сталью с содержанием хрома не меньше чем 10,5%.
Подразделение высоколегированной нержавеющей стали
Высоколегированную благородную сталь можно подразделить на основании её структуры на следующие группы:
* ферритная нержавеющая сталь
* мартенситная нержавеющая сталь
* аустенитная нержавеющая сталь
* ферритно-аустенитная нержавеющая сталь (сталь Duplex)
Ферритная нержавеющая сталь
Ферритная нержавеющая сталь разделяется в свою очередь на две группы:
* с содержанием хрома с около 11% по 13%
* с содержанием хрома (Cr) с около 17%
Хромовую сталь с содержанием 10,5 по 13% хрома в связи с небольшим содержанием хрома называют только сталью «с повышенной стойкостью к коррозии». Она применяется там, где на первом плане находятся прочность, безопасность и необходимость небольшого ухода, а также нет специальных требований относительно вида. Такой областью применения является например изготовление контейнеров, вагонов и транспортных средств.
Мартенситная нержавеющая сталь
Мартенситная благородная сталь с содержанием хрома с 12% по 18% а также угля свыше 0,1% в температурах свыше 950-1050ºС становится аустенитной. Быстрое переохлаждение (закалка) ведёт к образованию мартенситной структуры. Эта структура имеет, главным образом в облагороженном состоянии, высокую прочность, которая растёт вместе с ростом содержания угля. Эта сталь применяется, например, в производстве лезвий для бритья, ножей и ножниц. Условием достаточной стойкости к коррозии является соответствующее выполнение поверхности, какое можно получить, например, в процессе шлифования.
Аустенитная нержавеющая сталь
Аустенитная благородная сталь, называемая также хромоникелевой, с содержанием никеля свыше 8% это выгодная комбинация по отношению к свойствам обработки, стойкости к коррозии, а также механическим свойствам. Поэтому аустенитная сталь применяется в тех областях, в которых выступают агрессивные коммуникации. Например, в соприкосновении с морской водой, содержащей хлориды, в химической и пищевой промышленностях.
Аустенитно-ферритная нержавеющая сталь
Аустенитно-ферритную благородную сталь называют часто, в связи с двумя элементами её структуры, сталью Duplex. Высокая гибкость с одновременным повышением стойкости к коррозии позволяют применять эту сталь главным образом в области техники off-shore.
Может ли ржаветь нержавеющая сталь?
Введение
Для нержавеющей стали с содержанием хрома свыше 10,5% невозможно абсолютно исключить возникновение ржавчины. Даже аустенитная сталь с содержанием хрома свыше 20%, а также никеля свыше 8% может ржаветь в случае неправильного обращения с ней, а также в случае неправильной обработки или в случае дефекта структуры.
Благородная сталь входит в реакцию с кислородом и образует слой окиси так же, как обычная сталь. В нормальной стали кислород однако входит в реакцию с существующими атомами железа и образует пористую поверхность, позволяющую на прогрессию реакции. Эта реакция может длиться вплоть до полного «перержавения» предмета. В нержавеющей стали кислород входит в реакцию с довольно высокой концентрацией содержащихся в стали атомов хрома. Атомы хрома и кислорода образуют толстый слой окиси, который замедляет прогресс реакции. Этот слой называют также пассивным слоем, в связи с трудностью войти в реакцию в столкновении со средой. Прочность этого пассивного слоя зависит прежде всего от состава сплава стали.
Существуют две причины образования ржавчины на «нержавеющей» стали:
* пассивный слой не мог образоваться или
* пассивный слой был разрушен.
Разрушение пассивного слоя можно предотвратить только соблюдая высокую степень чистоты. Обрабатываемые поверхности должны быть в основном очищены от всех загрязнений, возникших во время обработки.
Перечисленные ниже виды коррозии образуются в результате разрушения пассивного слоя после его образования:
Поверхностная коррозия с убытками
Поверхностная коррозия с убытками характеризуется равномерным убытком поверхности обрабатываемого предмета. Этот вид коррозии выступает только тогда, когда на поверхность из стали действуют кислоты или сильные щёлочи. Степень убытка ниже 0,1 мм в год считается достаточной стойкостью к поверхностной коррозии с убытками.
Язвенная коррозия (plitting)
Язвенная коррозия может выступать, когда пассивный слой будет локально нарушен. За местное нарушение слоя отвечают ионы хлорида, которые в присутствии электролита отнимают у благородной стали атомы хрома, необходимые для образования пассивного слоя. В этих местах образуются отверстия похожие на иголочный укол. Опасность язвенной коррозии повышается в результате накопления на поверхности осадков, чужой ржавчины, остатков шлака или цветных налётов.
Межкристаллитная коррозия
Межкристаллитная коррозия может выступать, когда в результате воздействия тепла на границах шлифовальных зерен оседают карбиды хрома, которые в присутствии кислотных соединений изменяются в раствор. Это происходит при следующих температурах:
* аустенитная сталь 450º — 850ºС
* ферритная сталь не больше чем 900ºС
В случае правильного подбора шлифовального материала межкристаллитная коррозия не имеет возможность возникновения.
Контактная коррозия
Контактная коррозия (гальваническая) возникает, когда разные металлические материалы соприкасаются друг с другом, и они увлажнены электролитом. Тогда менее благородный материал поражается и переходит в раствор. Нержавеющая сталь в соприкосновении с другими материалами остается в невредимом состоянии (благородном).
Основные абразивные инструменты для обработки нержавеющей стали
Для обработки нержавеющей стали в каталоге абразивные инструменты Klingspor Вы сможете найти большое количество абразивных инструментов на гибкой основе и армированных отрезных кругов Kronenflex.
- круги отрезные по нержавеющей стали
- обдирочные диски
- бесконечная шлифовальная лента
- фибровые диски по нержавеющей стали
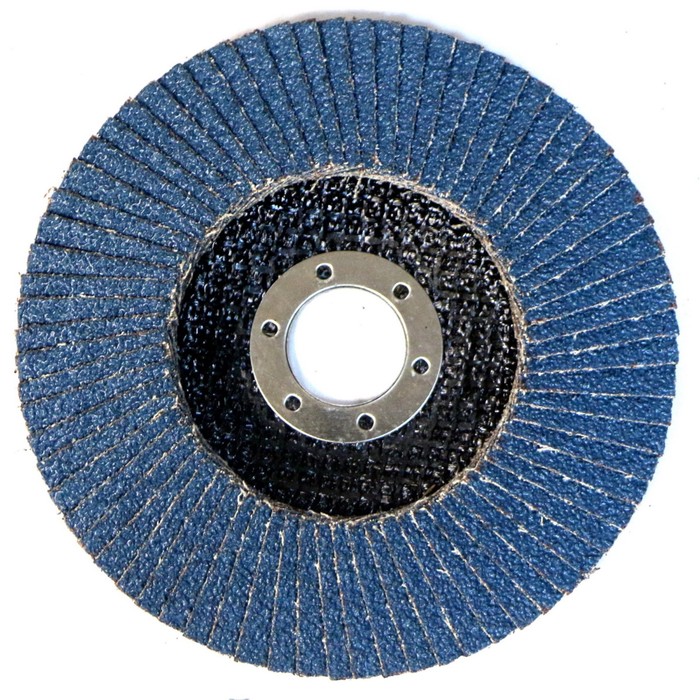
- круги лепестковые торцевые
- лепестковые круги и головки
- борфрезы твердосплавные
- самозацепляемые шлифовальные круги
- шлифовальная шкурка на ткани
Для покупки продукции торговой марки Klingspor посетите раздел «Где купить», выберите ближайший регион и направьте заявку на покупку инструментов.
Методы полировки нержавейки
Материал имеет в своем составе легирующие элементы, которые защищают от коррозии и образования нагара. Со временем на поверхности появляются царапины и потертости, а также окисления. При этом помогает полировка нержавейки. В данном случае при обработке достигаются высокие классы шероховатости.
 Полировка нержавейки
Полировка нержавейки
Способы полировки нержавеющей стали
Шлифовка нержавейки может производиться в домашних условиях. При этом применяют несколько методов обработки. К распространенным способам относят:
- механическую;
- электрохимическую;
- электролитно-плазменную.
Механическая обработка
Полировку нержавеющей стали проводят при помощи материала, представленного зернами из абразивного материала. При обработке применяют круг, диск, валик, либо ленту. В качестве абразива выступает различные пасты, растворы и суспензии для полировки. Материал может содержать в составе вещества, которые в комплексе с зернами абразива удаляют неровности на металлических поверхностях. Данный тип обработки называют механическим.
В результате механических воздействий на поверхность металла образуются канавки и полосы с шероховатостью до 7 класса. При этом необходима дополнительная доработка нержавейки до 10 класса при помощи шлифовки.
Доработка нержавейки может производиться в быту без использования специальных приспособлений и инструментов. Данный вид полировки распространен в частных мастерских и гаражах. В условиях промышленных предприятий применяют следующие виды инструмента:
- ручные приспособления с электрическим и пневматическим приводом;
- станки для полировки и шлифовки;
- барабанные и вибрационные агрегаты;
- установки для обработки при помощи магнитного абразива.
Для чистового шлифования применяются абразивные материалы:
- жидкую полироль;
- пасту;
- суспензию.
В качестве основы в них содержатся минеральные масла, парафиновые и стеариновые добавки, их необходимо удалять после обработки при помощи растворителей.
Электрохимический способ
Химическая полировка представлена процессом удаления шероховатости при помощи упорядоченного движения заряженных частиц от одного электрода к другому. Для метода применяют установки с ваннами, заполненными раствором электролита. Один из электродов подключают к отрицательному полюсу источника питания. Погруженную заготовку нержавеющего металла подключают к положительной клемме источника питания.
При подаче постоянного тока на поверхности металла начинают образовываться заряженные ионы, которые затем перетекают к катоду. При освобождении частиц нержавки происходит сглаживание микровыступов. При обработке оператор может устанавливать глубину удаления металла при помощи настройки значения постоянного тока, а также временем протекания процесса.
Метод позволяет полировать детали со сложными геометрическими поверхностями. Удаляются неровности из мест с трудным доступом. Электролит имеет температуру до 90°С, плотность тока 0,5 А/см 2 , в составе содержатся неорганические кислоты: ортофосфорная и серная.
Электролитно-плазменное полирование
Способ основан на образовании поверх детали рубашки, представляющей собой парогазовую плазму. Это позволяет снимать неровности с поверхности металла. Аппараты для полировки нержавейки в домашних условиях работают в сети переменного тока при напряжении 400 В и температуре раствора электролита 90°С. Скорость удаления слоя металла — до 3 мкм за минуту.
К достоинства такого метода относят:
- применение безопасных веществ;
- минимальные затраты.
Средства для полировки
Шлифование нержавеющей стали производят при помощи ручного инструмента с электрическим приводом. В качестве дополнительных приспособлений применяются:
- круг из войлока или фетра, салфетка, а также диск;
- валик;
- абразивный лист, диск с абразивной основой;
- материалы нетканого изготовления;
- ленты для полирования.
- шлифовальные машинки орбитального типа;
- болгарки с комплексом насадок;
- машинки ленточного типа;
- ленточник для прямого хода обработки;
- переносные шлифовальные машинки;
- напильники ленточного типа с возможностью поворота насадок.
 Средства для полировки нержавейки
Средства для полировки нержавейки
Периодичность ухода за внешним видом
Частота полировки нержавеющей стали зависит от возникновения на поверхности металла повреждений и потертостей. После обработки на нержавке образуется защитная пленка из атомов хрома, которая предотвращает коррозию и ржавление. При этом появляется матовый оттенок.
Для сохранения металлического блеска на поверхности металла запрещено применять пасты, содержащие крупный абразив, хлор. Повреждения на металле выявляются визуально.
Как отполировать нержавейку до зеркала в домашних условиях
Шлифовка нержавки в условиях частной мастерской до зеркального блеска считается доступной. Время обработки зависит от количества царапин на поверхности, а также наличия окислений металла. Химическое полирование не рекомендуется, так как может оказаться вредным для человека. Для обработки своими руками до блеска изделия необходимо:
- На шлифовальную машинку установить полировальный круг с мелким абразивом.
- Подобрать полироль для нержавеющей стали без воска, при этом в составе рекомендуется применять абразивные зерна минимального размера.
- Полироль налить на круг.
- Поднести аппарат к левому углу изделия.
- Подать питание на машинку путем нажатия на пусковую кнопку.
- Перемещать аппарат необходимо круговыми движениями.
- После полировки отключают питание, а затем при помощи ветоши устраняют остатки полироли затирая шероховатости.
Соблюдение технологии обработки нержавеющего металла поможет получить поверхность без шероховатости до 14 класса. При этом металл приобретает зеркальный блеск.
Обработка нержавейки. Шлифовка, полировка

«Обработка нержавейки»— это статья об основной технологии обработки нержавейки. Шлифовка полировка сварных швов нержавейки до зеркального блеска, трубы профильной и круглой, как и какой пастой, с видео
Эта статья из серии статей посвященных производству перил и ограждений как бизнесу. В дальнейшем я буду писать статьи с видео по изготовлению эксклюзивных перил из нержавейки. В следующем видео я изготовлю ограждение из профильной трубы.
Ниже два видео, на которых показана обработка нержавейки. Полировка шлифовка сварных швов круглой и профильной трубы, в первом видео как довести до зеркального блеска. Во втором придание матовой поверхности.
- Шлифовка шва на круглой трубе
- Выбор УШМ или Болгарки для шлифовки полировки нержавейки
- Характеристики требуемой болгарка
- Болгарка Metabo WEV 15-125 Quick
- Расходники
- Шлифовка и сатинирование(матирование) шва на профильной трубе
- Расходники
- Завершение
Шлифовка шва на круглой трубе
Выбор УШМ или Болгарки для шлифовки полировки нержавейки
У меня огромный опыт использования болгарок в шлифовке (более 12 лет) и самая лучшая из них это Metabo. В соотношении цена/качество естественно.
Характеристики требуемой болгарка
- Мощность от 1400 Вт
- Регулировка скорости 2500-11000 об/мин
- Размер болгарки на диски 125 мм, маленькая, ато руки устанут быстро
Болгарка лучше metabo это FEIN, но и стоимость с теми-же характеристиками в три раза больше.
Болгарка Metabo WEV 15-125 Quick
На сегодняшний день мы на своем производстве используем эту модель болгарок Metabo. На видео я как раз использую болгарку этой фирмы.
Стоимость такой УШМ в районе 8500 рублей в среднем. Если брать для дома, то на всю жизнь, если для производства то экономней вариант не найти.
Заказать болгарку можно в магазине пройдя по ссылке ЗДЕСЬ

Расходники
Швы снимаются кругом КЛТ диаметром 125 мм. Зернистость Р-80 — Р-120. В ролике используется Круг Луга-Абразив. Самые лучшие 3М, но дорогие.
После КЛТ необходимо сгладить неровности и грубые риски после КЛТ. Снимаются шлифовальным кругом на липучке Зерном Р-80. Риски после круга Р-80 снимаются Таким же кругом зерном Р-320.
Советую использовать круги фирмы Mirka, дешевые использовать будет дороже.

Полировка. Когда шлифовка сварных швов зерном Р-320 завершена, начинается полировка трубы до зеркального блеска, войлоком + паста. Можно ГОЙ, но она вредная.


Протереть тряпочкой
Шлифовка и сатинирование(матирование) шва на профильной трубе
Расходники
Процесс обработки типа сатинирования не сильно отличается от обработки под зеркало.
Последовательность использования расходников начинается так же как и в предыдущем примере. Только вместо войлока используем средство сатинирования.
Шлифовальный валик. После шлифовального круга на липучке зерном Р-320 используется шлифовальный валик. Надевается на тихоходную болгарку посредством переходника.

После шлифовального валика, поверхность дорабатывается Скотч-брайтом. Мы используем 3М

Так-же доработать шлифованную поверхность можно шлифовальной губкой. И матовой поверхности можно добиться этой же губкой после полировки металла.

Завершение
Эта статья вторая из рубрики «Перила и ограждения». В первой статье информация о том как правильно строить бизнес на перилах и ограждениях. В следующих статьях я буду как технически производить перила и ограждения. Это будут такие перила, которые мало какие фирмы делают и умеют в принципе.
Шлифование нержавеющей стали
Инструмент
и оборудование для обработки металла



Поиск товаров по каталогу:

бесплатный звонок по России

- Каталог
- Обзоры инструментов
- Сервис
- Доставка и оплата
- Бренды
- Контакты
- Новинки
- Распродажа
- Расходные материалы/оснастка
- Наборы для обработки нержавеющей стали
- Станки
- Инструменты
- Bosch X-LOCK
- Расходные материалы/оснастка
- Абразивные материалы
- Доводочные круги
- Зачистные круги (коралловые круги)
- Шлифовальные валики
- Фибровые круги
- Круги лепестковые торцевые
- Круги на липучке Velcro
- Шлифовальные головки
- Шлифовальные листы и рулоны
- Технические щетки
- Круги с креплением Roloc™
- Шлифовальная лента
- Отрезные круги
- Шлифовальные круги
- Шлифовальные гильзы
- Круги и щётки 3M и Scotch-Brite™ Bristle
- Шлифовальные губки
- Полировальные материалы
- Полировальные круги
- Войлочные полировальные круги
- Полировальные головки
- Овчина полировальная
- Полировальные валики
- Тканевые круги
- Круги с пропиткой
- Полировальные пасты
- Для металла
- Для алюминия
- Материалы для электрохимической пассивации
- Очистители и средства для ухода
- Средства индивидуальной защиты
- Защита рук
- Защита органов дыхания
- Защита зрения
- Защитные комбинезоны
- Одежда и аксессуары GTOOL
- Твёрдосплавные борфрезы GTOOL
- Цилиндр с гладким торцом (A)
- Цилиндр с торцовыми зубьями (B)
- Цилиндр со сферическим концом (C)
- Сфера (D)
- Овал (E)
- Парабола с закругленной головкой (F)
- Парабола с заостренной головкой (G)
- Язычок пламени (H)
- Конус (M)
- Конус с закругленной головкой (L)
- Перевернутый конус (N)
- Зенкер с вершиной 60° (J)
- Зенкер с вершиной 90° (K)
- Диск (T и Y)
- Наборы борфрез
- По алюминию
- Комбинированные
- Оснастка для граверов
- Шлифовальные диски
- Полировальные диски
- Борфрезы
- Держатели
- Наборы
- Корончатые сверла/Кольцевые фрезы
- Из быстрорежущей стали
- С твердосплавными напайками
- Weldon
- QuickIn
- Коронки твердосплавные
- Кольцевые фрезы
- Центрирующие штифты
- Для рельс
- Переходники и адаптеры
- Смазывающе-охлаждающие жидкости
- Насадки для реноваторов
- универсальные
- для FEIN MultiMaster
- для FEIN SuperCut
- для Bosch GOP
- для Metabo MTX
- для FESTOOL Vecturo
- для Makita TM (BTM, DTM)
- пилки по металлу
- пилки по керамике
- пилки по дереву
- StarLock
- StarLock Plus
- StarLock Max
- Оснастка и принадлежности
- Шлифовальные барабаны и принадлежности
- Опорные тарелки на липучке
- Опорные тарелки для фибровых кругов
- Опорные тарелки с креплением Roloc™
- Переходники и оправки
- Шлифовальные блоки
- Консоли к ленточным напильникам
- Пылезащитные фильтры
- Магнитные держатели
- Наборы для обработки нержавеющей стали
- Для сварных швов
- Для полировки дисков
- Для полировки
- Для шлифовки
- Для сатинирования
- Для полировки алюминия
- Станки
- Станки GRIT
- Шлифовальные станки GRIT
- Шлифовальные модули GRIT
- Блоки к шлифовальным станкам GRIT
- Готовые решения GRIT
- Станки для снятия грата и заусенцев GRIT
- Гриндеры
- Опорные стойки к шлифовальным станкам GRIT
- Ролики для выборки радиусов
- Колеса контактные
- Сверлильные станки
- Диаметр от 12 до 35 мм
- Диаметр от 35 до 50 мм
- Диаметр от 50 до 80 мм
- Диаметр от 80 до 150 мм
- Диаметр до 200 мм
- Магнитные стойки
- Ручные системы корончатого сверления
- Аккумуляторные сверлильные станки
- Пневматические сверлильные станки
- Сверлильные станки для труб
- Шлифовальные посты SUHNER
- Двигатели
- Насадки
- Гибкие валы
- Принадлежности
- Цанги
- Инструменты
- Электроинструмент
- Болгарки (ушм)
- Прямые шлифовальные машины
- Ленточные машины для труб
- Ленточные напильники
- Машины для сатинирования и полирования
- Машины для труднодоступных мест
- Эксцентриковые шлифмашины
- Реноваторы. Мультимастеры
- Пневмоинструмент
- Угловые шлифовальные машины
- Орбитальные шлифовальные машины
- Прямые шлифовальные машины
- Ленточные шлифовальные машины
- Фаскосниматели
- Ручные фаскосниматели
- Дополнительное оборудование и комплектующие
- Фрезерные пластины
- Фрезерные головки
- Каталоги продукции
- Технологии
- Видео
- Обзоры
- Школа обработки металла GTOOL
Сегодня изделия из нержавеющей стали стали неотъемлемой частью нашей жизни. Они окружают нас повсюду: в интерьере и в промышленности. И это неудивительно, ведь они практичны в использовании, долговечны и выглядят эстетично.
Но любое изделие не становится красивым сразу, это результат большого труда и применения самых современных технологий и оборудования.
Чаще всего изделия из нержавеющей стали полируют или шлифуют (наносят однонаправленную риску).
Полировка — самый трудоемкий и сложный процесс обработки металлических поверхностей. Кроме того, полированная поверхность легко царапается и быстро пачкается, теряя блеск.
Наиболее практичной и универсальной обработкой металлической поверхности сегодня является сатинирование. Поверхность приобретает «рисунок» направленной риски, «атласный» вид (от франц. слова satin – атлас).
Повреждения и загрязнения поверхности, появляющиеся в ходе эксплуатации изделия, на сатинированной нержавеющей стали заметны гораздо меньше. Таким образом, сатинирование поверхности нержавеющей стали имеет следующие преимущества перед полировкой:
- Оно быстрее, дешевле и проще в производстве.
- Оно долговечнее и проще в эксплуатации и обслуживании.
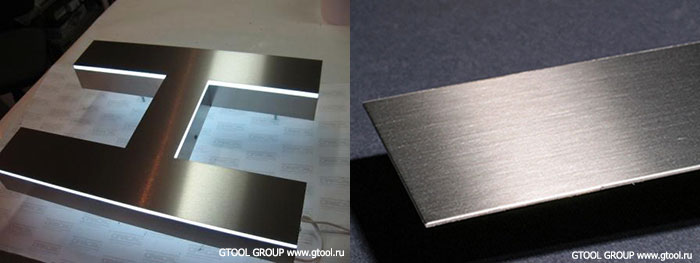
Направленная шлифовка является лучшим решением для изделий из профильной трубы и листовой стали, то есть везде, где обрабатываемая поверхность плоская.
Разберем, как сделать красивую шлифовку поверхности на конкретном изделии.
Обработка такой поверхности будет проходить в три этапа.
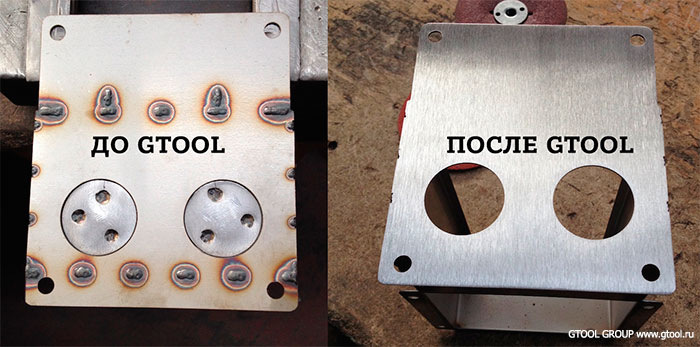
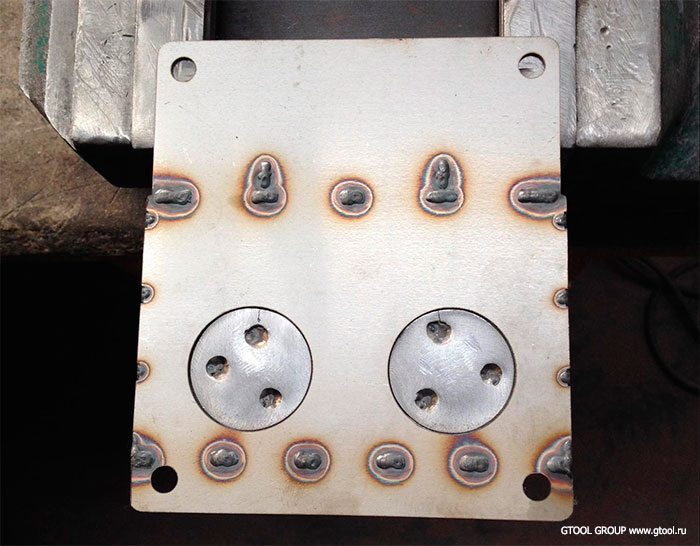
1. Удаление сварного шва.
Важнейший этап от которого зависят все последующие. Очень важно правильно подобрать зернистость абразивов: если абразив будет слишком крупным — нам придется долго выводить после первого этапа; если абразив будет слишком мелким, то первый этап займет очень длительное время.
Для удаления сварного шва на плоских поверхностях оптимальным решением являются фибровые круги.


Они не оставляют углублений после зачистки в отличие от КЛТ, «не роют яму».
Удобны для удаления швов на плоскости, за счет большего пятна контакта и использования гибких тарелок. Они повторяют геометрию поверхности оставляя ее плоской, без ям и впадин.
Рекомендуемые обороты — 7000 об/мин.
Вот что мы получаем после зачистки на первом этапе:
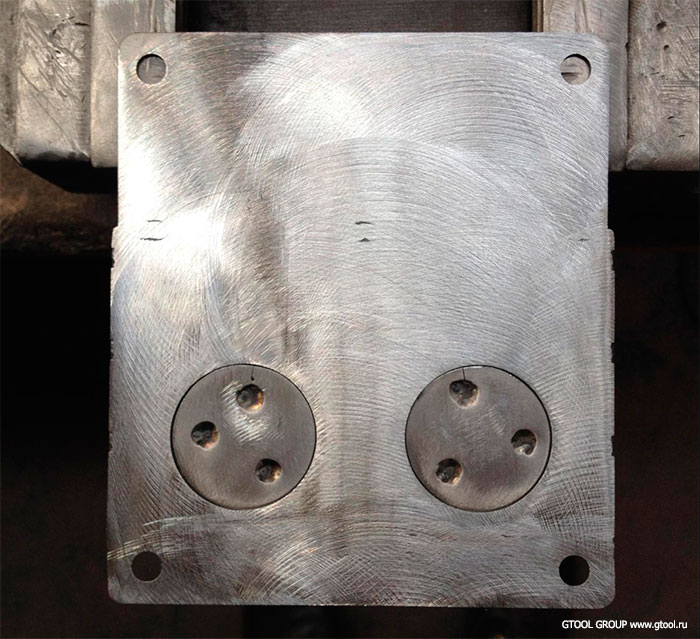
Все сварные швы удалены. Поверхность сохранила свою геометрию.
Теперь мы можем перейти к следующему этапу.
2. Получение однонаправленной риски на поверхности.
После удаления сварных швов фибровым кругом на поверхности изделия остались круговые риски. Нам необходимо получить однонаправленную риску.



Для этого мы будем использовать шлифовальный барабан, который ставится на специальную УШМ (или УШМ с регулировкой оборотов) с помощью переходника. На барабане рабочим инструментом являются шлифовальные гильзы.
После фибрового круга Р80 будет эффективно использовать гильзу так же Р80.
Рекомендуемые обороты — 2500 об/мин.

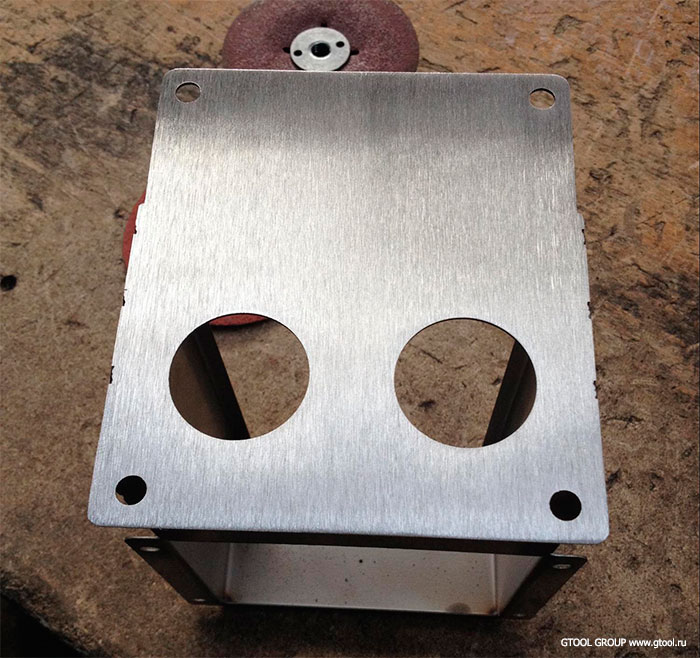
В результате мы получили на поверхности однонаправленную риску.
Теперь можно перейти к завершающему этапу.
3. Финишная шлифовка, выравнивание переходов.
После шлифовки барабаном с гильзами мы получаем однонаправленную риску, но поверхность еще довольно грубая. Кроме того, если поверхность шире барабана, как в нашем случае, то на ней могут оставаться переходы между линиями шлифовки.


Нетканый абразивный материал Scotch-Brite ™ , который используется в валике, сгладит шероховатость после шлифовальной гильзы и устранит переходы.
Рекомендуемые обороты — 2500 об/мин.
Вот что мы получаем.
Данная технология очень удобная, недорогая. С выполнением такой задачи можно справиться не имея большого опыта в шлифовании.
Технология может успешно применяться на изделиях из профильной трубы и из листового металла.
- Быстрый ремонт труб с помощью хомутов без сварки
- Обслуживание холодильного оборудования: как избежать поломок и лишних расходов
- Поверка штангенциркулей: как обеспечить точность измерений и избежать дорогостоящих ошибок
- Промышленная роботизация производства
- Качественная спецодежда: как проходит сертификация