Шлифовка алюминия на шлифовальном станке
Шлифовка алюминия на шлифовальном станке
Шлифовка алюминия на шлифовальном станке
Инструмент
и оборудование для обработки металла



Поиск товаров по каталогу:

бесплатный звонок по России

- Каталог
- Обзоры инструментов
- Сервис
- Доставка и оплата
- Бренды
- Контакты
- Новинки
- Распродажа
- Расходные материалы/оснастка
- Наборы для обработки нержавеющей стали
- Станки
- Инструменты
- Bosch X-LOCK
- Расходные материалы/оснастка
- Абразивные материалы
- Доводочные круги
- Зачистные круги (коралловые круги)
- Шлифовальные валики
- Фибровые круги
- Круги лепестковые торцевые
- Круги на липучке Velcro
- Шлифовальные головки
- Шлифовальные листы и рулоны
- Технические щетки
- Круги с креплением Roloc™
- Шлифовальная лента
- Отрезные круги
- Шлифовальные круги
- Шлифовальные гильзы
- Круги и щётки 3M и Scotch-Brite™ Bristle
- Шлифовальные губки
- Полировальные материалы
- Полировальные круги
- Войлочные полировальные круги
- Полировальные головки
- Овчина полировальная
- Полировальные валики
- Тканевые круги
- Круги с пропиткой
- Полировальные пасты
- Для металла
- Для алюминия
- Материалы для электрохимической пассивации
- Очистители и средства для ухода
- Средства индивидуальной защиты
- Защита рук
- Защита органов дыхания
- Защита зрения
- Защитные комбинезоны
- Одежда и аксессуары GTOOL
- Твёрдосплавные борфрезы GTOOL
- Цилиндр с гладким торцом (A)
- Цилиндр с торцовыми зубьями (B)
- Цилиндр со сферическим концом (C)
- Сфера (D)
- Овал (E)
- Парабола с закругленной головкой (F)
- Парабола с заостренной головкой (G)
- Язычок пламени (H)
- Конус (M)
- Конус с закругленной головкой (L)
- Перевернутый конус (N)
- Зенкер с вершиной 60° (J)
- Зенкер с вершиной 90° (K)
- Диск (T и Y)
- Наборы борфрез
- По алюминию
- Комбинированные
- Оснастка для граверов
- Шлифовальные диски
- Полировальные диски
- Борфрезы
- Держатели
- Наборы
- Корончатые сверла/Кольцевые фрезы
- Из быстрорежущей стали
- С твердосплавными напайками
- Weldon
- QuickIn
- Коронки твердосплавные
- Кольцевые фрезы
- Центрирующие штифты
- Для рельс
- Переходники и адаптеры
- Смазывающе-охлаждающие жидкости
- Насадки для реноваторов
- универсальные
- для FEIN MultiMaster
- для FEIN SuperCut
- для Bosch GOP
- для Metabo MTX
- для FESTOOL Vecturo
- для Makita TM (BTM, DTM)
- пилки по металлу
- пилки по керамике
- пилки по дереву
- StarLock
- StarLock Plus
- StarLock Max
- Оснастка и принадлежности
- Шлифовальные барабаны и принадлежности
- Опорные тарелки на липучке
- Опорные тарелки для фибровых кругов
- Опорные тарелки с креплением Roloc™
- Переходники и оправки
- Шлифовальные блоки
- Консоли к ленточным напильникам
- Пылезащитные фильтры
- Магнитные держатели
- Наборы для обработки нержавеющей стали
- Для сварных швов
- Для полировки дисков
- Для полировки
- Для шлифовки
- Для сатинирования
- Для полировки алюминия
- Станки
- Станки GRIT
- Шлифовальные станки GRIT
- Шлифовальные модули GRIT
- Блоки к шлифовальным станкам GRIT
- Готовые решения GRIT
- Станки для снятия грата и заусенцев GRIT
- Гриндеры
- Опорные стойки к шлифовальным станкам GRIT
- Ролики для выборки радиусов
- Колеса контактные
- Сверлильные станки
- Диаметр от 12 до 35 мм
- Диаметр от 35 до 50 мм
- Диаметр от 50 до 80 мм
- Диаметр от 80 до 150 мм
- Диаметр до 200 мм
- Магнитные стойки
- Ручные системы корончатого сверления
- Аккумуляторные сверлильные станки
- Пневматические сверлильные станки
- Сверлильные станки для труб
- Шлифовальные посты SUHNER
- Двигатели
- Насадки
- Гибкие валы
- Принадлежности
- Цанги
- Инструменты
- Электроинструмент
- Болгарки (ушм)
- Прямые шлифовальные машины
- Ленточные машины для труб
- Ленточные напильники
- Машины для сатинирования и полирования
- Машины для труднодоступных мест
- Эксцентриковые шлифмашины
- Реноваторы. Мультимастеры
- Пневмоинструмент
- Угловые шлифовальные машины
- Орбитальные шлифовальные машины
- Прямые шлифовальные машины
- Ленточные шлифовальные машины
- Фаскосниматели
- Ручные фаскосниматели
- Дополнительное оборудование и комплектующие
- Фрезерные пластины
- Фрезерные головки
- Каталоги продукции
- Технологии
- Видео
- Обзоры
- Школа обработки металла GTOOL
Полировка алюминия — не самая частая задача. Часто алюминий красят или не обрабатывают вовсе, потому что он используется в технических изделиях.
Но те, кто сталкивался с его полировкой знают, что это довольно капризный материал, который сложно полировать.
Как и в полировке любого другого материала, самое сложное — это полировка плоскостей — здесь видно все дефекты и недостатки обработки (круглая поверхность прощает многие огрехи).
Мы решили подробно описать технологию, которая позволит Вам отполировать большие плоскости из алюминия.

Первичный вид заготовки.
Перед нами уже обработанный профиль из алюминия, шириной 100 мм. Когда-то на нем были сварочные швы, и они были удалены с помощью круга Cibo RAF.
Теперь поверхность нужно выровнять (сделать совершенно плоской) и привести к одинаковой шероховатости, удалить все крупные дефекты и царапины.
Шлифовка крупных дефектов, выравнивание плоскости.

На первом шаге мы должны снять большой объем металла, для этого нам нужна производительная угловая шлифовальная машина.
Для выравнивания плоскости удобно использовать мягкую опорную тарелку арт. 50099 (она отлично «держит» плоскость) и самые экономичные круги на липучке с оксидом алюминия от компании Deerfos Р120.

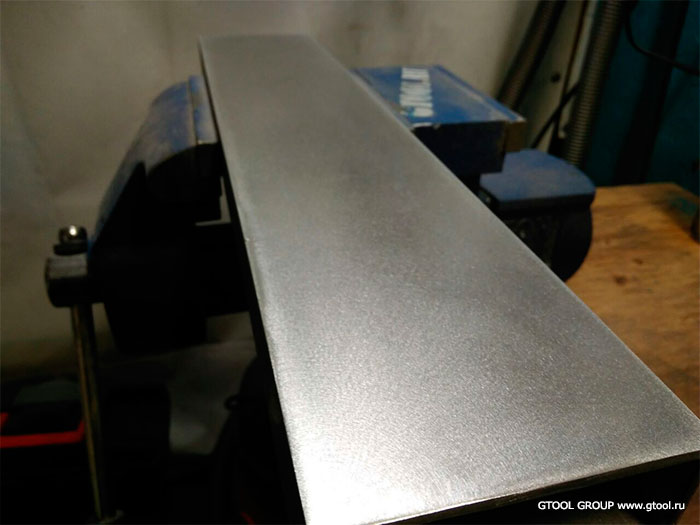
Теперь наша поверхность ровная и имеет одинаковую шероховатость.
Далее мы должны уменьшить риски на поверхности профиля, чтобы нам было легче дальше обрабатывать деталь.
Для этого мы используем тот же инструмент и круги на липучке Deerfos P220.

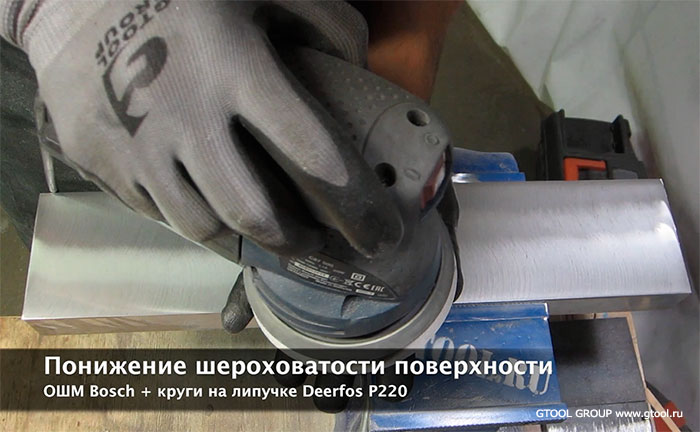
Понижение шероховатости поверхности кругами на липучке Р220.
Теперь мы можем переходить к более деликатной обработке поверхности с помощью орбитальной шлифовальной машины.
Понижение шероховатости с помощью ОШМ
Обработка плоских поверхностей с помощью ОШМ имеет неоспоримые преимущества перед традиционной шлифовкой с помощью УШМ:
- Соблюдение геометрии поверхности, без искажений плоскости.
- Абсолютная равномерность обработки.
- Легкий контроль за обработкой, благодаря умеренной агрессивности.

Понижение шероховатости поверхности с помощью ОШМ Bosch и кругов Р220.
Так как такой способ обработки менее агрессивен, то мы начнем с той же зернистости, на которой закончили предыдущий этап — Р220.
Затем мы будем понижать шероховатость поверхности с помощью ОШМ и используя круги на липучке Deerfos:
Такое чередование шагов позволит нам довольно быстро и легко сделать поверхностью абсолютно равномерной и хорошо подготовить ее к полировке.
Вы можете использовать меньшее количество шагов, но тогда вы будете тратить больше времени на каждый их них и будет труднее контролировать качество шлифовки.
Изделие после шлифовки кругами Р800.
Теперь наше изделие подготовлено к последнему, самому ответственному этапу.
Полировка.
Чтобы получить максимально качественную поверхность, мы будем проводить полировку в два этапа: предварительная и финишная.

Предварительная полировка алюминия.
Такое сочетание войлока и пасты позволяет удалить все риски от предварительной шлифовки поверхности и подготовить ее к финишному полированию.

Финишная полировка будет выполняться тем же инструментом и самыми мягкими полировальными фланелевыми кругами, собранными на специальном переходнике (или используйте готовый набор).
Одна из лучших паст для финишного полирования любых металлов — Полировальная паста 3M Marine 09019.

Финишная полировка алюминия фланелевыми кругами (2500 об/мин)
Сочетание фланелевых кругов с финишной пастой удаляет с поверхности мельчайшие дефекты от предварительной полировки, делает ее равномерной и придает максимальный глянец.
Вот что у нас получается в итоге.


Подробное видео полировки алюминия:
Способы полировки алюминия: пасты и электрополировка
Полировка алюминия в условиях промышленного производства. Полировка алюминия с помощью станка и специальной пасты. Самостоятельная полировка алюминия в домашних условиях. Химическая и электрохимическая обрабрка.

Полировка алюминия – это технический процесс, при котором изделиям возвращается первоначальный вид. Алюминий является достаточно мягким металлолом, и в процессе эксплуатации он часто подвергается царапинам и деформациям. Чтобы вернуть деталям сияние и гладкость покрытия, необходимо произвести полировку. В данной статье описываются не только все промышленные способы полировки алюминия, но и методы доведения поверхностей до зеркального блеска в домашних условиях.
Способы полировки алюминия
Полировать алюминий необходимо ввиду физических и эргономических особенностей данного вида металла. В процессе постоянного использования изделия часто подвержены появлению сколов и царапин, образованию потерь остекления, окислению и исчезновению первоначального блеска. Чтобы вернуть деталям былой вид, их просто нужно отполировать.
На промышленном уровне широко известны такие методы полировки:
- химический и электрохимический;
- электрохимполировка;
- декоративное травление.
Данные способы полировки не подходят для использования в домашних условиях, так как подразумевают применение химических реагентов, опасных в рамках домашнего использования, а также специализированные машины по шлифовке металлических поверхностей.
Исправление глубоких царапин и выравнивание плоскости
Если алюминиевая деталь окрашена, то перед полировочным процессом слой краски или коррозии необходимо удалить посредством различных растворителей и щетки с жесткой металлической щетиной.

После того как старый покрасочный слой был удален, деталь нужно протереть мягкой тканью или валиком из поролона.
Следующим этапом является шлифовка, призванная удалить с поверхности детали все видимые дефекты, царапины различной глубины и образования коррозии. Для этого используются небольшие куски наждачки крупного и мелкого абразива последовательно друг за другом.
Шлифовка алюминия наждачной бумагой с мелкой структурой позволяет выровнять поверхность изделия и привести в идеальное для дальнейших манипуляций состояние.
Убираем шероховатости при помощи полировальной машинки
Сам процесс шлифовки с помощью шлифовальной машинки будет происходить следующим образом:
- Полировочный круг и участок алюминия, который необходимо обработать, смачиваются водой. Для обработки капризных изделий диск должен вращаться на скорости 1400 оборотов в минуту. Необходимо предусмотреть, что при такой скорости вращения брызги будут разлетаться на 1–1,5 метра, поэтому необходимо позаботиться о соответствующей защите лица и одежды.
- Обрабатываемая плоскость начнет нагреваться в результате трения, а вода будет испаряться. В результате такого взаимодействия будут удаляться неровности и шероховатости, образуя на основании абразивного круга засоры из алюминиевых частиц и воды. Каждые несколько минут необходимо выключать станок и промывать диск под струей воды. Частички алюминия следует убирать не только с инструмента, но и с поверхности изделия.
- Для достижения зеркального блеска рекомендуется использовать войлок. Насадка из этого материала надевается на шлифовальный диск так, чтобы края выступали за границу круга на 1–1,5 см. Войлок и поверхность алюминия необходимо смочить водой, после чего происходит финишная полировка алюминия.
На завершающем этапе также используют полироль (пасту), который наносится исключительно на алюминиевую поверхность. Полироль придаст алюминию блеск и отражающие свойства зеркала.
Химический и электрохимический методы полировки алюминия
Если нужно обработать небольшую алюминиевую деталь, то вместо ванны можно использовать фарфоровые тигли.
Далее нишу для полировки заполняют раствором из следующих кислот:
- серной;
- азотной;
- ортофосфорной.
Раствор нагревается до 90–120 градусов по Цельсию в зависимости от особенности состава алюминиевого сплава. Алюминий опускается в кислотный раствор на 30–45 секунд, после чего деталь необходимо промыть водой и тщательно удалить излишки влаги посредством встряхивания. Процедура повторяется 5–6 раз.
Качество химической полировки будет максимально высоким, если использовать специальный вращающийся барабан. Как только полировка завершилась, на поверхности алюминия можно наблюдать пленку контактной меди. Ее нужно удалить, промыв деталь холодной проточной водой, используя уловитель. На финишном этапе алюминий обрабатывается азотной кислотой 30%.

Электрохимическую полировку алюминия реализуют путем одновременного воздействия на объект полировки электричества и химических реагентов. В процессе такой шлифовки алюминий является анодным электродом, к которому присоединяют источник тока с положительным полюсом. Специальный контейнер наполняется электролитом, после чего изделие, проводящее электричество, погружается в него. Медные катоды применяются в роли второго электрода.
Электрополирование
Электролит помещается в специальную ванну с дополнительной прослойкой из свинца или полиэтилена и нагревается до температуры 60–90 градусов по Цельсию. К детали из алюминия присоединяют катоды из свинца. Плотность тока соответствует 10–50 А/дм². Деталь должна обрабатываться в растворе электролита приблизительно 5 минут.
Декоративное травление
Еще один интересный способ полировки – это декоративное травление. Данный метод можно отнести к электрополированию.
Деталь из алюминия подвергается воздействию анодов, находясь в растворе фосфорной и хромовой кислот. В результате на поверхности изделия проявляется хаотичный кристаллический рисунок, напоминающий изморозь на стекле.
На специальную анодную балку надеваются все детали, нуждающиеся в восстановлении. В процессе полировки они подвергаются напряжению, которое возрастает от 25 до 40 вольт, а температура изменится с 50 до 80 °C.

«Узор» проявится только через 15–20 минут воздействия. Когда напряжение начнет подскакивать непроизвольно, процесс полировки можно считать законченным. Алюминий тщательно промывается прохладной проточной водой, после просушивается и окрашивается специальной краской из органики.
Что нужно для полировки алюминия в домашних условиях
Для полировки также могут понадобиться:
- наждачка среднего или мелкого абразива;
- щетки с металлической щетиной;
- лак;
- спиртосодержащая жидкость;
- ветошь.
Лак необходим для финишного покрытия детали. Он повысит износостойкость и защиту алюминия от дальнейших повреждений.
Какую полироль выбрать
- Пасты не содержат аммиака, их состав не так агрессивен и опасен, как у растворов кислот в условиях промышленной полировки металлов.
- Эффективно воздействуют на царапины и другие дефекты на поверхности алюминия, возвращая деталям их первоначальный вид и блеск.
- После использования специальной пасты на поверхности деталей образуется защитный слой, который препятствует окислению на протяжении длительного периода.
Существует множество различных марок полиролей. Выбирать следует исходя из характера производимых работ, видов деталей и ценовой категории самой пасты.
Самый простой способ полировки алюминия своими руками
Произвести полировку алюминия в домашних условиях с помощью специальной пасты достаточно легко:
- С помощью жесткой металлической щетки необходимо избавить поверхность детали от остатков краски и загрязнений.
- Наждачной бумагой среднего абразива необходимо обработать деталь, затирая все крупные дефекты и неровности.
- Наждачкой мелкого абразива деталь полируется до тех пор, пока ее поверхность не станет максимально гладкой. Данный этап можно пропустить и сразу воспользоваться специальным полиролем.
- Небольшое количество пасты нужно нанести на алюминий и с помощью ветоши (желательно использовать ткани с натуральным составом: хлопок или шерсть) круговыми движениями натирать деталь краской. После достижения нужного эффекта остатки пасты удаляются чистой тканью.
Если после обработки поверхности алюминия полиролем остались видимые глазу дефекты, процедура повторяется.
- Отполированную деталь по желанию можно покрыть лаком, что повысит износоустойчивость детали.
Если вы имели опыт полировки алюминиевых изделий в промышленных или домашних условиях, можете поделиться своим опытом в комментариях.
Плоскошлифовальный станок по алюминию
- 1
- 2
- 3
- 4
- 5

На сегодняшний день плоскошлифовальными называют очень большое количество станков. Их применение зачастую происходит в обработке, как древесины, камня, так и различного рода металлов (например, медь, алюминий, латунь), а так же различных заготовок из указанных материалов.
Процесс обработки материалов на плоскошлифовальных станках происходит при помощи абразивных кругов.
История по явления плоскошлифовальных станков, а так же первые упоминания об их изобретении относится к 1874 году. Тогда впервые, в Соединённых Штатах Америки плоскошлифовальные станки были изобретены и впервые использованы. Тем не менее, учитывая, что в те времена методы обработки металла были настолько несовершенны, зачастую в качестве рабочей поверхности инструмента применяли различные виды натуральных пород в виде кругов.
Соответственно, такой вид обработки отличался низким качеством, круги требовали частой замены, вследствие чего, плоскошлифовальные станки повсеместно небыли приняты на вооружение. И, только лишь к 1893 году были изобретены искусственные шлифовальные круги, и этого момента, плоскошлифовальные станки стали повсеместно использовать в обрабатывающей промышленности.
Широкое применение данного вида станков, как в промышленности, так и на предприятиях, не могло не привести к тому, что обработанные на плоскошлифовальных станках детали и заготовки, стали более точными вплоть до микронов.
Цель работы: рассмотреть особенности плоскошлифовальных станков по алюминию в современных условиях.
1. Специфика применения плоскошлифовальных станков в современных условиях
В современных условиях, на производстве и в быту, существует такое бесчисленное множество эффективных технологических процессов для создания, как деталей необходимой качества поверхности, размера, формы, так и создания заготовок.
На сегодняшний день все современные промышленные предприятия, как правило, используют для этой цели станки. Сегодня, шлифовка на плоскошлифовальном станке является не только одним из часто применяемых способов работы, она так же является гарантом результата точности габаритов деталей.
Преимущество использования плоскошлифовального станка, это, прежде всего — минимальные затраты рабочего времени на крепеж и установку.
Итак, современный плоскошлифовальный станок это металлорежущий агрегат, при помощи абразива на котором выполняется обработка поверхностей изделий из металла.
Плоскошлифовальный станок, как правило, применяется для таких видов работ, как:
— высокоточная обработка поверхностей деталей;
— чистовая обработка различной резьбы;
— очистка зубчатых колес и др.
Необходимо отметить, что специфической особенностью данных агрегатов, является чистовая обработка деталей, соответственно доводки форм деталей на данном станке невозможна.
2. Принципы работы плоскошлифовального станка по алюминию
Особенности работы данного вида оборудования строится на простейшем принципе.
Обработка заготовки, детали происходит с помощью абразивного круга, вращающегося с огромной скоростью. Что, естественно, не может не сказаться на качестве обрабатываемой поверхности.
Конструкция плоскошлифовального станка очень прочная и отличается долговечностью в использовании.
Современные станки, имеющие программное обеспечение, как правило, полностью роботизированные, способны обрабатывать конфигурации различных поверхностей.
Так же необходимо отметить, что чистота обработки с прошлых времен выросла настолько, что по некоторым данным после шлифования, шероховатость поверхности составляет от 0,63 до 0,16 мкм. Но здесь необходимо оговориться, что такой чистоты обработки можно достичь лишь на современных станках 8-10 класса техники.
Заготовки обрабатываются на станках, как из металлов, так и из других материалов абразивом способом (периферией или же торцом круга).
Как правило, крепятся заготовки на рабочей поверхностью плоскошлифовального станка — столом. Если, например, обрабатывается алюминий (или другие металлы), то крепление к рабочему столу производится при помощи электромагнитов, что позволяет достичь более точной обработки заготовок.
В основном, хотя и существуют плоскошлифовальные станки с двумя, тремя и даже четырьмя абразивными кругами, тем не менее, как правило, в основной массе станков, используют 1 круг.
Надо отметить, что именно увеличение количества абразивных кругов способствовало тому, что обрабатываемая поверхность заготовок, стала более качественной, соответственно шероховатость обрабатываемой поверхности стала более гладкой, что свидетельствует о высокой эффективности применения данного агрегата.
Так можно отметить, что современные виды станков, например, отличаются такой точностью, что после обработки деталей на нем, шероховатость поверхности достигается 0,05 микронов.
Рассматривая виды станков, отметим, что они, подразделяются на два вида. Это вертикальные и горизонтальные плоскошлифовальные станки. Соответственно технические характеристики, особенности использования и их применении немного различаются.
Стол шлифовального станка может быть разнообразной формы, начиная от округлых , и до прямоугольных. Соответственно и конфигурация рабочего стола так же напрямую зависит от метода обработки заготовки.
Материалы для поверхности рабочих (к примеру, алюминий или листовое железо, зачастую варьируются, например алюминий или листовое железо, так и пластиковых, или фторопласт).
Современные плоскошлифовальные станки, отличаются так же тем, что:
— отсутствует ручная подать детали;
— подача детали происходит механическим способом.
В определенных случаях, когда поверхность обрабатываемой детали, огромных размеров, то плоскошлифовальный станок передвигается по обрабатываемой поверхности механическим способом, самостоятельно, что еще раз свидетельствует о высокой эффективности данного вида агрегата.
Итак, хотя шлифовка на плоскошлифовальном станке процесс несложный, тем не менее, именно качественное оборудование является основным фактором при выборе процесса работы на данном оборудовании.
3. Выбор режима шлифования
Поверхность, заданная точность, характеристика абразивного круга, мощность привода – это именно те составляющие, от которых зависит выбор режима шлифования. Так, например, скорость вращения, глубина резания, возможность поперечной подачи учитывается, если обработка изделия осуществляется периферической стороной.
В данном случае, мастеру необходимо учитывать определенные особенности, таки как:
1. Резание на максимальной глубине, которая допустима параметрами круга, детали, самого агрегата возможна и удобна при черновой обработке. Здесь необходим учет глубины, который должен быть не больше 1/5 от поперечного зерна, так как иначе круг придет в негодность, оттого, что быстро забьется.
2. Уменьшение глубины шлифования так же необходимо, если на детали или заготовке появляются прожиги ;
3. Повышение класса точности, выбор минимальной глубины допустимо при тонкой обработке. Чтобы не увеличивать затрачиваемую мощность, необходимо отказаться от большой глубины, в том случае, если материал прочный и твердый.
4. Режим шлифовки выбирается зависимости от ширины круга.
Если выбрать большие размеры обрабатываемой детали, поверхности, то останется продольная полоса необработанного материала, поэтому за один оборот можно обработать поверхность до 0,8 ширины. Так же необходимо отметить, что именно тип станка, является предопределяющим фактором, характеризующим процесс работы.
Здесь учитывается, прежде всего, производственная мощность, необходимый объем, и как было отмечено выше, тип станка.
4. Техники шлифования алюминия на плоскошлифовальном станке
4.1. Многопроходная обработка.
При этой технике требуется фиксация элемента на поверхности. Скорость его перемещения в процессе обработки достигает 45 изделия метров в минуту. Метод обработки сводится к многократному передвижению изделия под обработки кругом обработка до полного припуска снятия припуска.
4.2. весь Однопроходная устройства обработка
Используется для станков с непрерывной круглыми столами. При этом способе станок проходит за один раз вертикально во всю глубину. В результате этого весь припуск с детали снимается за один оборот. Устройства с тремя головками позволят удалить большой припуск при максимальной точности шлифовки. Данные устройства применяются в основном при массовом производстве.
4.3. Двусторонняя подачей обработка.
Эта технология предполагает шлифовку двух торцов детали одновременно. При торцов этом способе для выше полного обработки снятия один припуска детали потребуется не один проход изделия. Суть метода заключается в прямолинейной или круговой подаче детали. За счет вращения инструмента осуществляется резка металла. Периферией круга следует обрабатывать изделия со средней жесткостью. При требуется торцевом методе ходы обработки производительность будет выше, детали чем при методе периферии.
Методы техника шлифовки однопроходная периферией круга
Глубинный перемещения метод.
Метод с изделия врезной скорость непрерывной изделия подачей.
Метод с кругом поперечной снятия прерывистой характеризуется подачей. Шлифовальный инструмент должен быть выше показателя поперечной подачи.
Типичные представители
В процессе подготовки данного реферата были разобраны несколько современных представителей плоскошлифовальных станков, оснащенных системой числового программного управления.
Основные технические характеристики данных станков:

Заключение
На основе изученного материала сделаем ряд обобщающих выводов:
1.Прежде всего, станок плоскошлифовальный – это микронная точность обработки деталей.
2.Чистота поверхности обрабатываемых деталей находится на уровне 8–10 класса.
3.Конструкционные особенности плоскошлифовальных станков различны и позволяют работать с разнообразными материалами и изделиями.
4.Станки для плоского шлифования имеют различные конструкции, что, соответственно позволяет им работать с разнообразными изделиями. Наиболее оптимальным для обработки деталей периферией круга является оборудование с прямоугольным столом, суппортом и шпинделем горизонтального типа.
Шлифовка торцовых поверхностей на нем производится в пределах, разрешенных кожухом рабочего инструмента.
5.Обработка алюминия, как правило, выполняется либо торцом круга, либо периферией.
6.Универсальные установки со столом прямоугольной формы производятся с вертикальным и горизонтальным шпинделем, так же они являются общими по назначению, но они характеризуются не достаточно высокой точностью шлифования, хотя при всем этом, имеют высочайшую производительность, которая обусловлена:
— большой мощностью электрических двигателей;
— наличием шлифовальных кругов крупных размеров;
— достаточно высокой жесткостью конструкции, именно это отличает универсальное оборудование от подобного, но с крестовым суппортом.
Статьи

Особенности обработки алюминия
Много десятилетий алюминий использовался в кораблестроении и в авиации, откуда он был постепенно вытеснен композитными материалами, но благодаря его прочности и устойчивости к коррозии он находит всё больше применений в других областях производства металлоизделий. В своё время в производстве металлических конструкций произвели революцию круглые и профилированные трубы из нержавеющей стали, теперь же им на смену приходит прокат из алюминиевых сплавов. Он такой же прочный, не ржавеет, имеет декоративный вид, но при этом значительно легче. В первую очередь алюминий сейчас используется как конструкционный материал, но также он распространён в производстве и ремонте трейлеров, лестниц, каркасов, лесов, ёмкостей, торгового оборудования, промышленного остекления. Примечательно, что Ford перешёл на алюминий для производства кузова одного из самых своих популярных (в США) пикапов – F150.
При всех своих преимуществах, алюминий также может принести много сложностей и разочарований – это один из самых сложных металлов для резки, зачистки и финишной обработки.
Дело в том, что алюминий проводит тепло в среднем в 6 раз быстрее стали, и при этом обладает низкой температурой плавления. Такие свойства приводят к частой деформации деталей и прожогам.
Что касается резания, шлифования и финишной обработки алюминия – жар и трение при этих процессах быстро плавят алюминий, вызывая его налипание на абразивный инструмент, и довольно быстро алюминий покрывает всю поверхность инструмента, закрывая режущие кромки абразивных зёрен и не давая работать. Это забивание и засаливание алюминием приводит к тому, что абразивный инструмент выходит из строя, полностью утрачивая свои режущие способности.
Ещё одна сложность состоит в том, что кусочки абразива могут также прилипать к раскалённой поверхности детали и загрязнять её, что может вызвать проблемы при дальнейшей сварке алюминиевых деталей – в сварочном шве может быть излишняя пористость и лакуны. Поэтому перед сваркой очень важно очистить поверхность алюминия от всех загрязнений, включая фрагменты абразива, грязь, краску, жир, смазочные вещества.
Финишную обработку алюминия выполнить также непросто, так как его поверхность легко повредить чрезмерно агрессивными методами шлифовки, которые подходят для обработки, например, стальных изделий.
Из-за этого некоторые шлифовальщики предпочитают выполнять финишную обработку алюминия вручную салфетками и рулонами из нетканого абразива или тонкой стальной шерстью. Это позволяет минимизировать риски повреждения поверхности, но конечно использовать круги из нетканого и прессованного нетканого абразива на ручном приводе гораздо эффективнее. Нетканые круги могут помочь с тонкой шлифовкой и декоративным финишем, убрать цвета побежалости. Также можно использовать специализированные металлические щётки для работ по алюминию, чтобы выполнить обработку без применения давления, которое могло бы повредить поверхность.
 При работе некоторыми видами абразивного инструмента алюминий даже может быть опасен. Например, при обработке алюминия на заточном круге («камне») расплавленный металл быстро покрывает поверхность круга; шлифовщик, чувствуя снижение работы круга, автоматически прижимает деталь сильнее, что приводит к дальнейшему повышению температуры и ещё большему засаливанию. При этом частички алюминия проникают в поры круга, и под воздействием растущей температуры продолжают расширяться, что может привести к сколам и даже разрыву абразивного инструмента. Если всё же есть необходимость обрабатывать алюминий на шлифовальном круге, мы рекомендуем брать специальные круги для «неметаллических сплавов», круги с зерном карбида кремния.
При работе некоторыми видами абразивного инструмента алюминий даже может быть опасен. Например, при обработке алюминия на заточном круге («камне») расплавленный металл быстро покрывает поверхность круга; шлифовщик, чувствуя снижение работы круга, автоматически прижимает деталь сильнее, что приводит к дальнейшему повышению температуры и ещё большему засаливанию. При этом частички алюминия проникают в поры круга, и под воздействием растущей температуры продолжают расширяться, что может привести к сколам и даже разрыву абразивного инструмента. Если всё же есть необходимость обрабатывать алюминий на шлифовальном круге, мы рекомендуем брать специальные круги для «неметаллических сплавов», круги с зерном карбида кремния.
 Стоит отметить, что «засаленный» алюминием шлифовальный круг можно привести в порядок правкой методом обкатывания. Для этого понадобится ручной инструмент «шарошка-звёздочка». Рабочая часть шарошки состоит из дисков и зубчатых звёздочек из износостойкого металла. При контакте с работающим шлифовальным кругом звёздочки начинают вращаться, скользя по поверхности круга. Абразивные зёрна будут постепенно выкрашиваться, осыпаясь вместе с остатками алюминия, и обнажая новую рабочую поверхность с острыми зёрнами.
Стоит отметить, что «засаленный» алюминием шлифовальный круг можно привести в порядок правкой методом обкатывания. Для этого понадобится ручной инструмент «шарошка-звёздочка». Рабочая часть шарошки состоит из дисков и зубчатых звёздочек из износостойкого металла. При контакте с работающим шлифовальным кругом звёздочки начинают вращаться, скользя по поверхности круга. Абразивные зёрна будут постепенно выкрашиваться, осыпаясь вместе с остатками алюминия, и обнажая новую рабочую поверхность с острыми зёрнами.
Для кругов, установленных на ручные шлифовальные машины, также возможна правка обкатыванием, в этом случае применяется стационарно закрепляемое правило с шарошками.
В связи с такими особенностями обработки алюминия большинство производителей абразивного инструмента стараются выпускать специальные продукты для работы по этому металлу. В продаже можно найти специализированные для работы с алюминием отрезные и зачистные круги, круги лепестковые торцевые по алюминию, фибровые круги для алюминия, шлифовальные круги на липучке для алюминия. Также предлагаются такие «революционные» решения, как зачистные круги на хлопковой основе и на резиновой основе.
В чём отличия специальных абразивов для работы по алюминию?
Если речь идёт об абразивных изделиях по алюминию, изготовленных на основе гибкого насыпного абразива, то производители выполняют дополнительную термическую обработку текстильной основы, добавляют в связку лубриканты для снижения температуры в зоне шлифовки, используют разреженную открытую насыпку и дополнительные стеаратовые покрытия. Такие покрытия не дают частичкам алюминия забивать пространство между абразивными зёрнами.
Стоит отметить, что КЛТ для работ по алюминию позволяет сократить количество операций, выполнив одновременно и зачистку и шлифовку поверхности, но при этом мастер должен быть более опытным, чтобы не повредить поверхность шлифовкой.
Если речь идёт о твердосплавных борфрезах по алюминию, они отличаются типом насечки. Если для работ по сталям и чугуну применяются фрезы с частой спиральной или мелкой крестообразной насечкой, то фрезы для алюминия имеют небольшое количество зубьев и большую глубину канавки. Такая геометрия предотвращает забивание инструмента, но при этом приводит и к уменьшению прочности фрезы. Так что фрезой для алюминия шлифовать другие металлы не рекомендуется.
Полировка алюминия
Занимаюсь восстановлением Явы старушки, решил вам рассказать, как я полирую алюминий.
Шлиф бумага на липучке, на болгарку или шуруповёрт, зерно:
После с водой шлиф бумагой, зерно:
После полируем, паста гои на войлок!
После х,б полировочный круг грубый, твёрдая полироль!
После х,б полировочный круг,мягкий, паста финишная!
Немного подробнее в видео!
Данный вариант не чем не защищаю, т,к не знаю что может сохранить блеск и не дать помутнения и после не облети с алюминия, ( Если кто знает напишите), блеск сохраняется сезон полтора, после не снимая с мота полирую х,б кругом, финишной полиролью!
Боянометр показал голые тити)))





Найдены возможные дубликаты

3.1K поста 8.9K подписчика
Правила сообщества
Добавляйте только посты по тематике сообщества, высказывайте своё мнение аргументированно. У нас под запретом:
• Грубое или провокационное общение (например, пожелания смерти или увечий)
• Оскорбление участников сообщества
• Оскорбление автора поста или личности оппонента в споре
• Попытка в обсуждениях приплести политику
• Публикация, целью которого является реклама, в т.ч. реклама другого сообщества
• Публикация видео с тематикой ДТП (исключение: авторский контент с описанием)
Указанное поведение приведёт к скрытию ветки комментариев/выносу поста и считается предупреждением. Повторение такого поведения может привести к блокировке в сообществе.
Мы не приветствуем заезженные шутки о смерти, будьте оригинальней!)
спроси пожалуйста если не трудно!

а когда у вас утро наступает?
Есть еще полироль японская фирмы Pikal, выпускается в виде пасты по костинтенции как маргарин и в жидком виде. Её на тряпочку или полировачный круг наносишь и полирует отлично.

Присоединяюсь к просьбе
и мне интересно.Мне отполировали и залакировали 8 лет назад.Пока норм,но шило в жопе не утаишь)
Ну и защитит термостойкий лак-могу фотку сделать-8 лет уже держится-кое где облез.Но,как грил мастер это у него была первая практика по именно лакировке.
На самом деле конкретно эти составы не «ядрёные». С магваерз я и без перчаток работаю (что конечно не есть хорошо). Autosol примерно такой же. Это не кислотно щелочные очистители.
магваерз пахнет пЭрсиком. так что можно и извазюкаться )
Чето дрочь. 180 зерно, если прямо совсем плохо, потом 600 и войлок с гои. И горит, как Фаберже у кота.

Я думал я ипанутый))Зачётно нет слов-ток скок человекочасов?
С маслом лучше получится чем с водой.
Да,обычно с маслом полирую дюраль,масло даёт скольжение и мягче идёт.
Я пробовал, 1200-я шкурка, сбрызнутая WD-40, хорошечно драит)
Можно и вд,керосин жеж. Кстати на заводе точили чистый алюминий с керосином
вд- керосин с маслом не помню в какой пропорции
Масла там с гулькин нос,в основном керосин
Ебани лаком сверху ну или воском почаще натирай. Из за кислорода в воздухе окисляется. Убери воздух от люмиги и все ништяк будет
Попробуй анодирование. В России мало кто занимается глянцевым анодом, тем более деталями, но если повезет найти химическое полирование и анодирование — мне кажется тебе должно понравиться. Проще будет с механическим полированием, это то, что ты делал. Тут тоже 2 варианта полировка до анодирования или после. Почти у каждого анодировщика есть своя линейка цветов. Натуральный цвет металла с его структурой при анодировании не сохранить. Особенно если делать слой от 10-15мкм. Оттенок будет больше серебристый. Я к тому, что как бы его не назвал производитель: бесцветный анод, натуральный анод, серебро матовое, хром матовый, это по сути все один и тот же цвет. Линейку цветов обычно предоставляет исполнитель, но он может отличаться из-за сплава. Если у него линейка из сплава экструзионного к примеру АД31 и его аналоги, а бак делался из проката к примеру Амг или Амц.
Анод поможет избавиться от помутнения и продлить срок декоративных качеств твоего бака на долгие годы вперед без какого-то обслуживания. А стоит оно того или нет. это я не знаю)
Как шлифовать алюминий?
Всем привет! Подскажите, пожалуйста: шлифую лодку из сплава АМГ.
Лодке не красится, и так и останется не крашенной.
Начал шлифовать разными кругами, получается ровно, но по всей поверхности получаются круговые следы от болгарки.
Болгарка с регулировкой оборотов.
Как избавится от этих кругов?
Полировать- так вроде лодки никто не полирует. Но и следы такие оставлять не хочу.
Что делать?
Взять плоскошлифовальную машинку.
Или дрельку с насадкой хотя бы. А что за круги у вас?
sarlen написал :
Взять плоскошлифовальную машинку.
А что в лодке плоское?
Вот на фотках, что я уже сделал и что есть (что хочу исправить).
Инструмент- болгарка с регулировкой оборотов. Круги- сейчас наждачка на липучке № 320 и 400





Вот это пошло бы идеально, если для болгарки » >
Диаметр болгарочных кругов на вашу УШМ не озвучили 115, 125, 180, 230?
Вы такие движения делаете, что «спирали» нарезаете на корпусе

Скотч брайт- да, это кстати можно попробовать, т.к прочитал, что Скотч брайт не забивается продуктами шлифовки.
А карщетка- это не то, мне так жестко не надо. К тому же это не под покраску, поверхность так и останется.
Диаметр — 125 мм.
А движения- не то, чтобы круговые, просто шлифую верхним краем диска. Вот и получаются такие полукруги, по траектории круга.
Зкщырф написал :
что Скотч брайт не забивается продуктами шлифовки.
А карщетка-
И риски говорят на металле не оставляет. Я такую по дереву юзаю, только не для болгарки, а для дрели. А кордощеткой тоже отлично краску с металла и ржавчину счищать. На вид она грозная и жесткая, а в деле мягко снимает. Но по ллюминию не скажу, не пробовал.
А какова вообще все технология? учитывая, что после всего этого лодка не обязана блестеть, достаточно просто ровной матовой металлической поверхности.
Зкщырф написал :
достаточно просто ровной матовой металлической поверхности.
матовая поверхность более шероховатая и быстрее загрязниться, что для лодки ИМХО не желательно, плюс сопротивление воды на «ходу». Вы бы поспрашивали на форуме, где рыбалка, охота и проч
Да лодка и так была матовая, этож люминь (АМГ5). Так что нестрашно.
Вопрос, почему такие круговые следы и как чтобы их не было? Или после шлифовки такие следы всегда остаются и единственный способ- полировка?
Зкщырф написал :
Или после шлифовки такие следы всегда остаются и единственный способ- полировка?
полировать с пастой какой-нибудь типа пемоксоли войлочным диском, а потом пассировать аккуратно щелочью для однотонности (можно попробовать средство для атисептирования древесины оно и цинк окисляет нехило).
Вообще, более точную технологию обработки алюминия до декоративного состояния надо посмотреть в старом справочнике для радиолюбителей. Но покраска двухкомпонетными красками ИМХО лучше будет — и швы замажете, и доп защита, и красивше.
Зкщырф написал :
почему такие круговые следы и как чтобы их не было? Или после шлифовки такие следы всегда остаются и единственный способ- полировка?
Аллюминий плохо шлифовать, он мягкий и вязкий. Забивает абразив на круге и потом царапает «сам себя». Потихоньку сошлифуйте следы выше означенными кругами.
Да, мне тоже так же сказали на лодочном форуме.
пяпа написал :
Потихоньку сошлифуйте следы выше означенными кругами.
- какими именно (тут несколько кругов упоминалось)? Скточ-брайтом?
alandex написал :
пассировать аккуратно щелочью для однотонности
Но покраска двухкомпонетными красками ИМХО лучше будет и швы замажете и доп защита и красивще.
Щелочью боюсь, люминь все-таки.
Красить не хочу категорически. Так что будем шлифовать.
Зкщырф написал :
Так что будем шлифовать.
Ок. Да работа большая, т.к. трудно будет однотонности добиться, но вода тоже щелочная все выровняет со временем.
Зкщырф написал :
почему такие круговые следы и как чтобы их не было?
Вы же шлифуете круговой машинкой — потому и круговые следы. Если бы шлифовали плоскошлифовальной машинкой, то следы были бы линейными. Но от абразива всегда будут следы. Чтобы уменьшить их заметность, поступают следующим образом. Сначала для удаления крупных дефектов берут достаточно крупнозернистую шкурку и шлифуют в одном направлении. Затем берут шкурку с меньшим зерном и шлифуют в перпендикулярном направлении до тех пор, пока риски от предыдущего этапа не исчезнут совсем. Затем берут еще более мелкую шкурку и снова меняют направление шлифования на 90 градусов. И т. д.
ssolovov , 
Спасибо, уже понятнее.
А в каких направлениях мне надо двигать инструмент, ведь у меня не совсем ровная поверхность (см. фото выше)?
И еще вопрос: говорят, что без покраски все это дело будет корродировать. Хотя сплав АМГ5 и не ржавеет, но опять таки, говорят, что это из-за того, что листы АМГ на заводе покрывают алюминием, поэтому он и не темнеет, а отшлифованный будет темнеть. Кто-нибудь знает, это так?
Зкщырф написал :
Начал шлифовать разными кругами, получается ровно, но по всей поверхности получаются круговые следы от болгарки.Болгарка с регулировкой оборотов. Как избавится от этих кругов?
Полировать- так вроде лодки никто не полирует. Но и следы такие оставлять не хочу.
Видел фотки Вашей работы. огорчился- плоскости подрали, ям нарубили, выводить долго придется.
Алюминь, он аккуратности требует, и иных материалов.
Берете вот такой комплект и шлифуете. Единственное, я бы рекомендовал еще диск средней зернистости, ибо он в такой комплект не входит .
Машинку лучше брать с регулировкой и высокой тяговой способностью (1400-1500Вт) Моя WSG 13-70E отлично подходит.
Число оборотов- 3000-5000, больше не нужно, прегреете поверхность. Эти диски подходят для плоской и изогнутой поверхности, есть еще для плоскостей: » >
Или вот : » > для наведения сатина под грунтовку.
Если будете красить- полировать не обязательно, достаточно убрать точки коррозии и навести сатин нетканым абразивом с зерном 80-100 единиц, больше не надо- грунт не ляжет.


Пряморучко написал :
Берете вот такой комплект и шлифуете.
Поясните, не понял. Какой комплект?
Сорри, понял теперь какой комплект
Зкщырф написал :
И еще вопрос: говорят, что без покраски все это дело будет корродировать. Хотя сплав АМГ5 и не ржавеет, но опять таки, говорят, что это из-за того, что листы АМГ на заводе покрывают алюминием, поэтому он и не темнеет, а отшлифованный будет темнеть. Кто-нибудь знает, это так?
Теперь по защите от коррозии : Признаками коррозии алюминиевых сплавов являются мелкие раковины в виде темных точек, а также серые и беловатые пятна. Наиболее вероятно по-. явление коррозии внутри лодки, в местах, где скапливается вода,— под пайолами, внутри воздушных отсеков. С наружной стороны корпуса особое внимание нужно обратить на днище в районе килевого профиля и в соединении листов обшивки по скуле — там, где защитные покрытия быстрее всего истираются при эксплуатации и имеется большое количество заклепок.
Следы коррозии можно удалить при помощи жестких волосяных щеток; если это не удается, необходимо зачистить пораженный коррозией участок наждачной шкуркой, смочив ее маслом. (очень неплохо подойдет все тот же СкотчБрайт)
Зачищенные участки протирают сухой чистой тряпкой, потом тряпкой, смоченной в бензине Б-70, и после 15 минут выдержки — тряпкой, смоченной в ацетоне. Затем чистый металл дважды покрывают грунтом при тщательной просушке каждого слоя.
Точно так же подготавливают к окраске и места разрушения защитного лакокрасочного покрытия, причем плотно держащуюся старую краску снимать не нужно; достаточно зачистить шкуркой края в местах перехода к вновь грунтуемым участкам. Всю окрашиваемую поверхность необходимо обезжирить — протереть ветошью, смоченной в бензине Б-70.
Дюралюминиевые лодки грунтуют фосфатирующими грунтами ВЛ-08ж или ВЛ-02ж (желтого цвета), в которые за 30 мин перед окраской вводят кислый разбавитель. Для грунта можно использовать также цинковые белила, цинковый желтый или зеленый крон, а также эпоксидную краску ЭП-51 белого цвета, в крайнем случае — эпоксидную смолу, введя в нее сухие цинковые белила или цинковый крон (эпоксидная смола должна содержать 6—8 % отвердителя — полиэтиленполиамина). Хороши грунты ГФ-031ж и ФЛ-03ж. Второй из них пригоден для последующей окраски красками практически на любой основе — масляными, пентафталевыми, глифталевыми, нитро- и перхлорвйниловыми. Иногда алюминиевые лодки окрашивают снаружи алюминиевой пудрой, разведенной, на светлом лаке. В этом случае такое же покрытие служит грунтом по очищенному металлу.
Нитрокраски (грунт и эмали) можно наносить на тщательно очищенный и обезжиренный металл.
После грунтовки корпус можно окрасить масляными красками на основе цинковых белил, например, охрой, ультрамарином, кобальтом, киноварью, лазурью, зеленью цинковой, сиеной, сажей, умброй. Лучше применять не масляные краски, а масляные эмали, которые обладают большей прочностью и дают хороший глянец. Эмали наносят на слой масляного грунта; непосредственно покрывать ими металл нельзя.
Важно помнить, что масляные краски и все виды эмалей, содержащие свинцовые пигменты (свинцовый сурик, свинцовые белила, свинцовый Крон)* употреблять для грунтовки и окраски дюралюминиевых конструкций нельзя, потому что такие соединения разрушают алюминий.(образуется гальванопара)
Рекомендуется окраска корпуса в четыре слоя, включая грунт. Последний слой (защитный) лучше всего наносить прозрачными лаками — глифталевыми марки ГФ или пентафталевыми ПФ