Сортамент металлопроката труба круглая
Сортамент металлопроката труба круглая
ГОСТ 10704-91
М Е Ж Г О С У Д А Р С Т В Е Н Н Ы Й С Т А Н Д А Р Т
Трубы стальные электросварные прямошовные
Сортамент
Electrically welded steel line-weld lubes.
Range
ГОСТ 10704-91
Дата введения 01.01.93
1. Настоящий стандарт устанавливает сортамент стальных электросварных прямошовных труб.
2. Размеры труб должны соответствовать табл. 1.
3. По длине трубы изготовляют: немерной длины:
при диаметре до 30 мм — не менее 2 м;
при диаметре св. 30 до 70 мм — не менее 3 м;
при диаметре св. 70 до 152 мм — не менее 4 м;
при диаметре св. 152 мм — не менее 5 м.
По требованию потребителя трубы групп А и В по ГОСТ 10705 диаметром свыше 152 мм изготовляют длиной не менее 10 м;
трубы всех групп диаметром до 70 мм — длиной не менее 4 м;
мерной длины:
при диаметре до 70 мм — от 5 до 9 м;
при диаметре св. 70 до 219 мм — от 6 до 9 м;
при диаметре св. 219 до 426 мм — от 10 до 12 м.
Трубы диаметром свыше 426 мм изготовляют только немерной длины. По согласованию изготовителя с потребителем трубы диаметром свыше 70 до 219 мм  допускается изготовлять от 6 до 12 м;
допускается изготовлять от 6 до 12 м;
кратной длины кратностью не менее 250 мм и не превышающей нижнего предела, установленного для мерных труб. Припуск для каждого реза устанавливается по 5 мм (если другой припуск не оговорен) и входит в каждую кратность.
Т а б л и ц а 1
1. При изготовлении труб по ГОСТ 10706 теоретическая масса увеличивается на 1 % за счет усиления шва.
2. По согласованию изготовителя с потребителем изготовляют трубы размерами 41,5х1,5-3,0; 43х1,0; 1,53,0; 43,5х1,5-3,0; 52х2,5; 69,6х1,8; 111,8х2,3; 146,1х5,3; 6,5; 7,0; 7,7; 8,5; 9,5; 10,7; 152,4х1,9; 2,65; 168х2,65; 177,3х1,9; 198х2,8; 203х2,65; 299х4,0; 530х7,5; 720х7,5; 820х8,5; 1020х9,5; 15,5; 1220х13,5; 14,6; 15,2 мм, а также с промежуточной толщиной стенки и диаметров в пределах табл. 1.
3. Размеры труб, заключенные в скобки, при новом проектировании применять не рекомендуется.
3.1. Трубы мерной и кратной длины изготовляют двух классов точности подлине:
I — с обрезкой концов и снятием заусенцев;
II — без заторцовки и снятия заусенцев (с порезкой в линии стана).
3.2. Предельные отклонения по длине мерных труб приведены в табл. 2.
Т а б л и ц а 2
3.3. Предельные отклонения по общей длине кратных труб не должны превышать:
+ 15 мм — для труб I класса точности;
+ 100 мм — для труб II класса точности.
3.4. По требованию потребителя трубы мерной и кратной длины II класса точности должны быть с заторцованными концами с одной или двух сторон.
4. Предельные отклонения по наружному диаметру трубы приведены в табл. 3.
Т а б л и ц а 3
Примечание: Для диаметров, контролируемых измерением периметра, наибольшие и наименьшие предельные значения периметров округляются с точностью до 1 мм.
5. По требованию потребителя трубы по ГОСТ 10705 изготовляют с односторонним или смещенным допуском по наружному диаметру. Односторонний или смещенный допуск не должен превышать суммы предельных отклонений, приведенных в табл. 3.
6. Предельные отклонения по толщине стенки должны соответствовать:
± 10 % — при диаметре труб до 152 мм;
ГОСТ 19903 — при диаметре труб свыше 152 мм для максимальной ширины листа нормальной точности.
По согласованию потребителя с изготовителем допускается изготовлять трубы с односторонним допуском по толщине стенки, при этом односторонний допуск не должен превышать суммы предельных отклонений по толщине стенки.
7. Для труб диаметром свыше 76 мм допускается утолщение стенки у грата на 0,15 мм.
8. Трубы для трубопроводов диаметром 478 мм и более, изготовленные по ГОСТ 10706, поставляют с предельными отклонениями по наружному диаметру торцов, приведенными в табл. 4.
Т а б л и ц а 4
9. Овальность и равностепенность труб диаметром до 530 мм включительно, изготовленных по ГОСТ 10705, должны быть не более предельных отклонений соответственно по наружному диаметру и толщине стенки.
Трубы диаметром 478 мм и более, изготовленные по ГОСТ 10706, должны быть трех классов точности по овальности. Овальность концов труб не должна превышать:
1 % от наружного диаметра труб для 1-го класса точности;
1,5 % от наружного диаметра труб для 2-го класса точности;
2 % от наружного диаметра труб для 3-го класса точности.
Овальность концов труб с толщиной стенки менее 0,01 наружного диаметра устанавливается по согласованию изготовителя с потребителем.
10. Кривизна труб, изготовленных по ГОСТ 10705, не должна превышать 1,5 мм на 1 м длины. По требованию потребителя кривизна труб диаметром до 152 мм должна быть не более 1 мм на 1 м длины.
Общая кривизна труб, изготовленных по ГОСТ 10706, не должна превышать 0,2 % от длины трубы. Кривизна на 1 м длины таких труб не определяется.
11. Технические требования должны соответствовать ГОСТ 10705 и ГОСТ 10706.
Примеры условных обозначений:
Труба с наружным диаметром 76 мм, толщиной стенки 3 мм, мерной длины, II класса точности по длине, из стали марки Ст3сп, изготовленная по группе В ГОСТ 10705-80:

То же, повышенном точности по наружному диаметру, длиной, кратной 2000 мм, 1 класса точности подлине, из стали марки 20, изготовленная по группе Б ГОСТ 10705-80:

Труба с наружным диаметром 25 мм, толщиной стенки 2 мм, длиной, кратной 2000 мм, II класса точности подлине, изготовленная по группе Д ГОСТ 10705-80;

Труба с наружным диаметром 1020 мм, повышенной точности изготовления, толщиной стенки 12 мм, повышенной точности по наружному диаметру торцов, 2-го класса точности по овальности, немерной длины, из стали марки Ст3сп, изготовленная по группе В ГОСТ 10706-76

Примечание. В условных обозначениях труб, прошедших термическую обработку по всему объему, после слов «труба» добавляется буква Т; труб, прошедших локальную термообработку сварного шва, — добавляется буква Л.
Труба стальная электросварная ГОСТ 10704-91, ГОСТ 10705-80, ГОСТ 10706-76,ГОСТ 8696-74
 Посмотреть прайс — Труба ЭС
Посмотреть прайс — Труба ЭС
Труба, изготавливаемая из штрипса или листового проката с помощью формовки на прокатном стане и последующей электросварки. Электросварная труба может быть: прямошовная ГОСТ 10704-91, ГОСТ 10705-80, ГОСТ 10706-76 — при сваривании по продольной оси получается прямой шов; спиралешовная ГОСТ 8696-74 — получается с помощью швов, выполненных по спирали. Основой для производства электросварной трубы является углеродистая и низколегированная сталь. Химический состав стали для производства регламентируется ГОСТ 1050 и ГОСТ 380. Для изготовления электросварной трубы используется сталь марок : ст1, ст2, ст3, ст 4, 10, 20, 35, 45, 08 и др.
 Сортамент стальных круглых электросварных труб :
Сортамент стальных круглых электросварных труб :
1) труба круглого сечения ( толстостенная и тонкостенная ),
2) труба овального сечения,
3) труба электросварная квадратная и прямоугольная ( труба электросварная профильная ).
Из стальных электросварных труб изготавливаются трубопроводы и газопроводы с низким давлением , нефтепроводы, а также их используют для конструкций водопроводных и тепловых сетей, изготовления различных металлоизделий.
Производители электросварных труб : ЗАО УХК «Королевский трубный завод», ОАО «Таганрогский металлургический завод», ОАО «Магнитогорский металлургический комбинат», ОАО «Северсталь», ОАО «Северский трубный завод», ООО «Ижорская Трубная компания», ООО «Производственная компания «ДИА», ООО «Тольяттинский завод профиля и труб», ООО «ТК «Рязанский Трубный завод».
Трубы стальные круглые электросварные прямошовные ГОСТ 10704-91
Трубы изготавливают диаметром 12 мм. — 108 мм. с толщиной стенки 0,9 мм. — 5 мм. в зависимости от диаметра. Поставляются двух видов: в обработанном и не обработанном виде.
Трубы электросварные применяются для изготовления товаров народного потребления широкого назначения: для изготовления мебели, оборудования лесной промышленности, в автомобильной промышленности, для изготовления заборов, тренажёров, прокладки трубопроводов и т.д.
Трубы стальные электросварные прямошовные изготавливают разной длины:
— при диаметре до 30 мм. — не менее 2 м.
— при диаметре 30-70 мм. — не менее 3 м.
— при диаметре 70-152 мм. — не менее 4 м.
— при диаметре более 152 мм. — не менее 5 м.
— при диаметре до 70 мм. — от 5 до 9 м.
— при диаметре от 70 до 219 мм. — 6-9 м.
— при диаметре свыше 219 до 426 мм. — 10-12 м.
Трубы диаметром более 426 мм. изготавливают только немерной длины. По согласованию изготовителя с потребителем трубы диаметром от 70 до 219 мм. допускается изготавливать от 6 до 12м.
3) кратной длины:
— не менее 250 мм. и не превышает нижнего предела, установленного для мерных труб, в зависимости от диаметра.
Трубы мерной и кратной длины изготавливают двух классов точности по длине:
1 класс — с обрезкой концов и снятием заусенцев, 2 класс — без заторцовки и снятия заусенцев.
Для изготовления этих труб используются марки стали: 08 (08кп и 08пс), 10 (10пс и 10кп), 15 (15кп и 15пс), 20 (20кп и 20пс), Ст1пс (кп, сп), Ст2пс (кп, сп), Ст3пс (кп, сп)
Купить электросварную трубу
У нас Вы можете преобрести электросварную трубу всех производимых видов со складов филиалов, 3х складов Московской области или напрямую с завода. Оказываем услуги по резке, доставке и комплектации трубы. Наличие, сортамент и цену электросварной трубы Вы можете посмотреть на сайте. Также надо учитывать,что цена на металл зависит от необходимого количества. Более подробную информацию по цене за 1метр или за хлыст, уточнить вес электросварной трубы и сделать расчёт количества , выписать счёт и оформить заявку , уточнить варианты оплаты и запросить сертификат на трубу электросварную — можно у менеджера,связавшись с ним по
(8452) 57-00-18, e-mail: korneev@metallotorg.ru
Трубы стальные электросварные прямошовные ГОСТ 10705-8
По ГОСТу 10705-80 изготавливают трубы стальные прямошовные электросварные, диаметром от 10 до 530мм, применяемые для трубопроводов и конструкций различного назначения, кроме труб, которые применяются для изготовления теплоэлектронагревателей.
По показателям качества трубы изготавливают следующие группы:
— А — с нормированием механических свойств из спокойной, полуспокойной и кипящей стали марок ст1, ст2, ст3, ст4 по ГОСТу 380
— Б — с нормированием химического состава из спокойной, полуспокойной и кипящей стали марок ст1, ст2,ст3,ст4 по ГОСТУ 380 и ГОСТ 14637, из спокойной, полуспокойной и кипящей стали марок 08, 10, 15, 20 по ГОСТу 1050, из стали марки 08ю по ГОСТу 9045,из низколегированной стали марки 22гю
— В — с нормированием механических свойств и химического состава из спокойной, полуспокойной и кипящей стали марок ст1, ст2, ст3, ст4 по ГОСТу 380, из спокойной, полуспокойной и кипящей стали марок 08, 10, 15 и 20 по ГОСТу 1050, из стали марки 08ю по ГОСТу 9045,из низколегированной стали марки 22гю
— Д — с нормированием испытательного гидравлического давления.
Трубы изготавливаются термически обработанными (по всему объёму трубы или по сварному соединению), горячередуцированными и без термической обработки.
Трубы стальные электросварные прямошовные ГОСТ 10706-76
Стальные электросварные прямошовные трубы общего назначения диаметром от 426мм до 1620мм изготавливают по ГОСТу 10706- 76 из марок стали ст2, ст3 всех степеней раскисления, из низколегированной стали, углеродистый эквивалент которой не превышает 0,48%.
Данный стандарт устанавливает более жёсткие требования к ударной вязкости основного металла, количеству поперечных швов, усилению внутреннего шва, к фаске на конце трубы.
© 2001-2021 АО Металлоторг, Все права защищены
металлопрокат, катанка, оцинковка, листы хк, гк, листы оцинкованные холоднокатаные, профильные трубы
Металлоторг — продажа металлопроката
Диаметры стальных труб
Редакция E-metall Опубликовано 2020-12-04
Геометрические параметры стальных труб имеют определяющее значение при расчете функциональности всей сети. Трубопроводная система состоит из многочисленных веток, распределительных пунктов, резервуаров, дублирующих линий, насосного оборудования, регуляторов давления.
Размер стальной трубы в нормативных документах определяют следующим образом:
- Наружный диаметр;
- Внутренний диаметр;
- Толщина стенки;
- Соотношение внешней и внутренней окружностей;
- Длина.
Если подобрать размер неверно, система не сможет работать должным образом. Труба, меньшего размера, чем требуется, приведет к превышению нормативного давления. Сеть будет постоянно испытывать перегрузки, а оборудование быстро придет в аварийное состояние. Слишком большое сечение, наоборот, повлечет за собой отсутствие напора и большие расходы на регулирующие и насосные устройства.
В нормативных документах указывают следующие характеристики:
- DN – номинальный диаметр. Обозначение используют при подборе присоединяемых элементов (ГОСТ 28338-89). Примерно равен условному проходу (Ду);
- Внешний диаметр (DHB) – величина остается неизменной, так как является стандартом, по которому изготавливают арматуру и фитинги;
- Толщина стенки (S) – изделия с одинаковой внешней окружностью могут быть тонкостенными и толстостенными. Например, ВГП выпускают в нескольких вариантах: легкие, обыкновенные, усиленные;
- Ду – условный проход. Если вычислить внутренний диаметр стальной трубы по таблицам, указанным в ГОСТ, можно увидеть расхождение на 2-4мм. Ду – это средний просвет, соответствующий параметрам нескольких соединяемых изделий и арматуры. В зависимости от класса точности допускаются отклонения от овальности, и прямолинейности.
- Ру, Рпр, Рр – давление условное, пробное (для испытаний) и рабочее. Показатели необходимы для проектирования трубопроводных сетей, регулируются ГОСТ 356-80.

Обозначение DN, принятое в большинстве стран, в новых стандартах заменяет Ду. Понятие необходимо для округления. Например, у нескольких наименований с DHB 140 мм. истинный просвет составляет 132 и 129 мм. Из ряда значений выбирают наиболее близкое: 125. Таким образом, пишут DN125 (без указаний см. и мм.) или Ду 125 мм.
Классификация стальных труб по диаметру
У каждого трубопровода свое назначение. Малые по размеру сечения (10-108 мм.) используют для устройства коммуникаций в зданиях, средние (114-530 мм.) – для городских инженерных сетей, а большие (530-1420 мм.) – для магистральных трубопроводов.
| Категория | Размеры, мм. |
|---|---|
| Малые | 10; 10,2; 12; 13; 14; (15); 16; (17); 18; 19; 20; 21,3; 22; (23); 24; 25; 26; 27; 28; 30; 32; 33; 33,7; 35; 36; 38; 40; 42; 44,5; 45; 48; 48,3; 51; 53; 54; 57; 60; 63,5; 70; 73; 76; 88; 89; 95; 102; 108. |
| Средние | 114; 127; 133; 140; 152; 159; 168; 177,8; 180; 193,7; 219; 244,5; 273; 325; 355,6; 377; 406,4; 426; (478); 530. |
| Большие | 530; 630; 720; 820; 920; 1020; 1120; 1220; 1420. |
Размер зависит от технологии производства, так как сортамент рассчитан на разное рабочее давление:
- Электросварные – прокат, изготовленный из стальной ленты. Листовая сталь преобразуется в цилиндр и фиксируется одним прямым сварным швом. Для различных целей предусмотрены типоразмеры DHB от 10 до 1420 мм. (ГОСТ 10704-91).
- ВГП (водогазопроводные) – электросварные, созданные для применения в коммунальном хозяйстве и прошедшие гидравлические испытания. Сортамент включает изделия с сечением 10,2- 165 мм., в документации всегда дополнительно указывают DN (ГОСТ 3262-75).
- Бесшовные – монолитная цилиндрическая форма без продольных швов, предназначены для высоких внутренних нагрузок. В зависимости от способа производства имеют типоразмеры от 5 до 550 мм. (ГОСТ 8734-75 и 32528-2013).
В бытовом применении характеристик ВГП достаточно для длительной непрерывной эксплуатации. Они удовлетворяют потребности в поставках горячей воды и природного газа в районы и МКД. Для надежности предусмотрены ВГП с разной толщиной стенки.
Диаметры электросварных труб
| Наружный диаметр | Толщина cтенки, мм | |||
| Ø 16 | Ø 18 | Ø 19 | Ø 20 | от 1 до 3 мм |
| Ø 25 | Ø 28 | Ø 30 | Ø 32 | от 1 до 3 мм |
| Ø 35 | Ø 38 | Ø 40 | Ø 42 | от 1 до 3 мм |
| Ø 48 | Ø 51 | Ø 57 | Ø 60 | от 1 до 3 мм |
| Ø 76 | Ø 89 | Ø 102 | Ø 108 | от 2 до 10 мм |
| Ø 114 | Ø 127 | Ø 133 | Ø 159 | от 3 до 10 мм |
| Ø 219 | Ø 273 | Ø 325 | Ø 377 | от 3 до 12 мм |
| Ø 426 | Ø 530 | Ø 630 | Ø 720 | от 4 до 50 мм |
| Ø 820 | Ø 920 | Ø 1020 | Ø 1220 | от 4 до 50 мм |
| Ø 1320 | Ø 1420 | Ø 1520 | Ø 1620 | от 4 до 50 мм |
| Ø 1720 | Ø 1820 | Ø 1920 | Ø 2020 | от 4 до 50 мм |
| Ø 2120 | Ø 2220 | Ø 2520 | Ø 2620 | от 4 до 50 мм |
| Ø 2720 | Ø 2820 | от 4 до 50 мм | ||
Диаметры бесшовных труб
| Наружный диаметр | Толщина стенки, мм | |||||||
| трубы горячедеформированые | ||||||||
| Ø 20 | Ø25 | Ø28 | Ø30 | Ø32 | Ø35 | Ø38 | Ø40 | от 2,5-8 |
| Ø 42 | Ø 45 | Ø 50 | Ø 51 | Ø 54 | Ø 57 | Ø 73 | Ø 76 | от 2,5-8 |
| Ø 89 | Ø 102 | Ø 108 | Ø 114 | Ø 121 | Ø 127 | Ø 133 | Ø 140 | от 4-12 |
| Ø 146 | Ø 152 | Ø 159 | Ø 168 | Ø 180 | Ø 194 | Ø 203 | Ø 219 | от 4-15 |
| Ø 245 | Ø 273 | Ø 299 | Ø 325 | Ø 351 | Ø 377 | Ø 402 | Ø 406 | от 4-25 |
| Ø 426 | Ø 450 | Ø 465 | Ø 480 | Ø 500 | Ø 530 | Ø 550 | от 4-25 | |
| трубы холоднодеформированые | ||||||||
| Ø 6 | Ø 7 | Ø 8 | Ø 9 | Ø 10 | Ø 11 | Ø 12 | Ø 13 | от 1-2 |
| Ø 14 | Ø 15 | Ø 16 | Ø 17 | Ø 18 | Ø 19 | Ø 20 | Ø 21 | от 1,6-3,5 |
| Ø 22 | Ø 23 | Ø 24 | Ø 25 | Ø 26 | Ø 27 | Ø 28 | Ø 29 | от 1,8-4,5 |
| Ø 30 | Ø 32 | Ø 34 | Ø 35 | Ø 36 | Ø 38 | Ø 40 | Ø 42 | от 2,5-7 |
| Ø 45 | Ø 48 | Ø 50 | Ø 51 | Ø 53 | Ø 54 | Ø 56 | Ø 57 | от 4-9,5 |
| Ø 60 | Ø 63 | Ø 65 | Ø 68 | Ø 70 | Ø 73 | Ø 75 | Ø 76 | от 5-12 |
| Ø 80 | Ø 83 | Ø 85 | Ø 89 | Ø 90 | Ø 95 | Ø 100 | Ø 102 | от 7-18 |
| Ø 108 | Ø 110 | Ø 120 | Ø 130 | Ø 140 | Ø 150 | Ø 160 | Ø 170 | от 9-24 |
| Ø 180 | Ø 190 | Ø 200 | Ø 210 | Ø 220 | Ø 240 | Ø 250 | от 18-24 | |
Диаметры ВГП труб
Внутренний диаметр, мм
Наружный диаметр, мм
Диаметры стальных труб в дюймах
При замене фитингов нередко возникает необходимость подбора переходников для соединения пластиковых и стальных участков. Для обозначения в дюймах применяют DN – окружность по резьбе. Дюйм равен 2,54 см, соответственно:
- DN 3/8 дюйма равен 10 мм.;
- 1/2 = 15 мм;
- 3/4 = 20 мм;
- 1 = 25 мм.
- 1 ¼ = 32 мм.;
- 1 ½ = 40 мм;
- 2 = 50 мм.
Основные европейские типоразмеры представлены в документах: DIN 2448-81, DIN 2458-81. Номенклатура в дюймах часто применяется для ВГП, например, для стояков МКД используют ¾, а для разводки – ½. У пластиковых изделий маркировки отличаются от стальных.
Таблица соответствия
| Условный проход трубы (Dy), мм | Диаметр резьбы (G), дюйм | Наружный диаметр трубы (Dн), мм | ||
| Труба стальная водогазопроводная | Труба стальная бесшовная | Полимерная | ||
| 10 | 3/8″ | 17 | 16 | 16 |
| 15 | 1/2″ | 21,3 | 20 | 20 |
| 20 | 3/4″ | 26,8 | 26 | 25 |
| 25 | 1″ | 33,5 | 32 | 32 |
| 32 | 1 1/4″ | 42,3 | 42 | 40 |
| 40 | 1 1/2″ | 48 | 45 | 50 |
| 50 | 2″ | 60 | 57 | 63 |
| 65 | 2 1/2″ | 75,5 | 76 | 75 |
| 80 | 3″ | 88,5 | 89 | 90 |
| 90 | 3 1/2″ | 101,3 | 102 | 110 |
| 100 | 4″ | 114 | 108 | 125 |
| 125 | 5″ | 140 | 133 | 140 |
| 150 | 6″ | 165 | 159 | 160 |
Как измерить диаметр трубы самостоятельно
При замене изношенных участков требуется знать параметры DN или внутреннего сечения. Не всегда есть возможность посмотреть данные в проектной документации. Что можно сделать?
- Произвести замеры по распилу (микрометром, штангенциркулем);
- Диаметр равен периметру окружности, разделенному на число Пи (3,1415), при знании толщины стенки можно вычислить условный проход или найти подходящий в таблице типоразмеров;
- В труднодоступных местах при отсутствии маркировок следует расположить линейку рядом с трубопроводом и сделать фото. Примерные значения получают по приведенной формуле.

Ширина стенок электросварного трубного проката зависит от характеристик листовой стали. Сортамент включает в себя несколько позиций с одинаковыми обозначениями (например: 60 мм), но разными просветами. Бесшовные х/к трубы классифицируют по соотношению окружности к толщине: тонкостенные, толстостенные.
Круглая Стальная электросварная и бесшовная Труба Купить по лучшей Цене

Труба стальная круглая — цена, ГОСТ, наличие
Мы предлагаем вам купить металлическую круглую трубу, разных диаметров и видов. На металлобазах нашей компании вы всегда можете найти круглые стальные трубы:
- Водогазопроводные (ВГП);
- Электросварные прямошовные;
- Бесшовные горячедеформированные.
АО «Металлоторг» это компания с долгой историей и устоявшимися традициями. Мы осуществляем поставки металлопроката уже более 25 лет. Закупаем металлопрокат только у производителей, гарантируя отсутствие посредников и сертифицированную продукцию.
Мы можем осуществить поставки стальной трубы от одной штуки. Если необходимо, мы можем поставить металл, авто и ЖД транспортом по вашим реквизитам.
Сеть металлобаз — обеспечит наших потребителей возможностью купить металлическую трубу по выгодной цене в вашем регионе, не переплачивая за доставку. Покупая у нас — вы получаете своевременную доставку и гибкий подход в ценообразовании.
Мы постоянно развиваемся и совершенствуем систему отгрузки металлопроката с наших складов. Постоянно обновляется программное обеспечение, позволяющее уже сейчас, автоматизировать систему учета и взвешивание отпускаемого металлопроката. Использование современного весового оборудования так же снижает вероятность ошибок и погрешностей во время погрузки.
Применение круглых металлических труб
Они могут использоваться в различных отраслях промышленности, строительства и бытовых нужд, монтаже и сборке металлических конструкций, во время ремонтантных работ и не только. Более подробную информацию о цене на круглые трубы или по вопросам приобретения вы можете обратиться к нашим специалистам.
ЭЛЕКТРОСВАРНАЯ КРУГЛАЯ ТРУБА
Диаметр круглой электросварной трубы — это наружный диаметр. Он измеряется при помощи штангенциркуля или других измерительных приборов. Она может изготавливаться диаметром от 10мм до 1420мм.
Диаметры от 10 до 530 мм производится по ГОСТу 10705-91, а диаметры от 748 до 1420 по ГОСТ 10706-76. При этом весь их сортамент должен соответствовать ГОСТ 10704-91
Электросварные стальные трубы подразделяются по различным критериям:
- Виды стали из которой их производят (конструкционная, обыкновенная)
- Длине (немерной длины или мерной длины)
- Показателям качества.
Так же важно знать, что при диаметре 57мм или более возможен один поперечный шов, а начина с диаметра 820мм сварные трубы должны иметь один поперечный и два продольных шва.
БЕСШОВНАЯ ГОРЯЧЕДЕФОРМИРОВАННАЯ
Бесшовные металлические трубы, как и электросварные, обозначаются по наружному диаметру. Их изготавливают получаются путем прошивки круглой заготовки в нагретом состоянии и дальнейшем формировании конечного диаметра и толщины стенки. Благодаря отсутствию шва, она может выдерживать большие нагрузки и давление и применяется в ответственных узлах, трубопроводах с высоким давлением или при строительстве с повышенными нагрузками.
Бесшовка изготавливается из различных марок сталей, наиболее востребованной на рынке является сталь 20, однако в силу высоких прочностных характеристик, может изготавливаться из весьма большого количества сталей. Это могут быть и коррозионностойкие стали, стали с повышенной прочностью, устойчивостью к истиранию и температурным перепадам.
Сортамент бесшовных труб описывается ГОСТ 8732-78 и ГОСТ 8731-78
ТРУБЫ ВГП (ВОДОГАЗОПРОВОДНЫЕ)
Водогазопроводная труба, в отличие от электросварных и бесшовных, обозначается диаметром условным (ДУ). Условный диаметр по своей величине наиболее близок к внутреннему диаметру.
ДУ=DN (номинальный диаметр) Параметр, применяемый для трубопроводных систем в качестве характеристики присоединяемых частей арматуры.
Трубы ВГП изготавливают согласно ГОСТ 3262-75
Химический состав сталей описывается в ГОСТ 380 и ГОСТ 1050
Водогазопроводные (ВГП) делят по:
1) Группе точности:
- обычной точности;
- повышенной точности.
2) Толщине стенки:
- легкие;
- обыкновенные;
- усиленные.
Водогазопроводные трубы фактически представляют собой электросварные, но с усиленным швом.
ГОСТ 10704-91
Сортамент
Electrically welded steel line-weld tubes. Range
ОКП 13 7300, 13 8100, 13 8300
Дата введения 01.01.93
1. Настоящий стандарт устанавливает сортамент стальных электросварных прямошовных труб.
2. Размеры труб должны соответствовать табл. 1.
3. По длине трубы изготовляют:немерной длины:
при диаметре до 30 мм — не менее 2 м; при диаметре св. 30 до 70 мм — не менее 3 м;при диаметре св. 70 до 152 мм — не менее 4 м;при диаметре св. 152 мм — не менее 5 м.
По требованию потребителя трубы групп А и В по ГОСТ 10705 диаметром свыше 152 мм изготовляют длиной не менее 10 м; трубы всех групп диаметром до 70 мм — длиной не менее 4 м;мерной длины:
при диаметре до 70 мм — от 5 до 9 м;
при диаметре св. 70 до 219 мм — от 6 до 9 м;
при диаметре св. 219 до 426 мм — от 10 до 12 м.
Трубы диаметром свыше 426 мм изготовляют только немерной длины. По согласованию изготовителя с потребителем трубы диаметром свыше 70 до 219 мм допускается изготовлять от 6 до 12 м;
кратной длины кратностью не менее 250 мм и не превышающей нижнего предела, установленного для мерных труб. Припуск для каждого реза устанавливается по 5 мм (если другой припуск не оговорен) и входит в каждую кратность.
Т а б л и ц а 1

Продолжение табл. 1

Продолжение табл. 1

Продолжение табл. 1

Продолжение табл. 1

Продолжение табл. 1

Продолжение табл. 1
Продолжение табл. 1

Продолжение табл. 1

П р и м е ч а н и я:
1. При изготовлении труб по ГОСТ 10706 теоретическая масса увеличивается на 1 % за счет усиления шва.
2. По согласованию изготовителя с потребителем изготовляют трубы размерами 41,51,5—3,0; 43 1,0;1,5—3,0; 43,51,5— 3,0; 52 2,5; 69,61,8; 111,8 2,3; 146,15,3; 6,5; 7,0; 7,7; 8,5; 9,5; 10,7; 152,41,9; 2,65;1682,65; 177,31,9; 1982,8; 203 2,65; 299 4,0; 530 7,5; 720 7,5; 820 8,5; 1020 9,5; 15,5; 1220 13,5; 14,6;15,2 мм, а также с промежуточной толщиной стенки и диаметров в пределах табл. 1.
3. Размеры труб, заключенные в скобки, при новом проектировании применять не рекомендуется.
3.1. Трубы мерной и кратной длины изготовляют двух классов точности по длине:
I — с обрезкой концов и снятием заусенцев;
II — без заторцовки и снятия заусенцев (с порезкой в линии стана).
3.2. Предельные отклонения по длине мерных труб приведены в табл. 2.
Т а б л и ц а 2

3.3. Предельные отклонения по общей длине кратных труб не должны превышать:
+ 15 мм — для труб I класса точности;
+ 100 мм — для труб II класса точности.
3.4. По требованию потребителя трубы мерной и кратной длины II класса точности должныбыть с заторцованными концами с одной или двух сторон.
4. Предельные отклонения по наружному диаметру трубы приведены в табл. 3.
Т а б л и ц а 3

П р и м е ч а н и е. Для диаметров, контролируемых измерением периметра, наибольшие и наименьшие предельные значения периметров округляются с точностью до 1 мм.
5. По требованию потребителя трубы по ГОСТ 10705 изготовляют с односторонним или смещенным допуском по наружному диаметру. Односторонний или смещенный допуск не должен превышать суммы предельных отклонений, приведенных в табл. 3.
6. Предельные отклонения по толщине стенки должны соответствовать:
±10 % — при диаметре труб до 152 мм;
ГОСТ 19903 — при диаметре труб свыше 152 мм для максимальной ширины листа нормальной точности.
По согласованию потребителя с изготовителем допускается изготовлять трубы с односторонним допуском по толщине стенки, при этом односторонний допуск не должен превышать суммы предельных отклонений по толщине стенки.
7. Для труб диаметром свыше 76 мм допускается утолщение стенки у грата на 0,15 мм.
8. Трубы для трубопроводов диаметром 478 мм и более, изготовленные по ГОСТ 10706, поставляют с предельными отклонениями по наружному диаметру торцов, приведенными в табл. 4.

9. Овальность и равностенность труб диаметром до 530 мм включительно, изготовленных поГОСТ 10705, должны быть не более предельных отклонений соответственно по наружному диаметру и толщине стенки.
Трубы диаметром 478 мм и более, изготовленные по ГОСТ 10706, должны быть трех классов точности по овальности. Овальность концов труб не должна превышать:
1 % от наружного диаметра труб для 1-го класса точности;
1,5 % от наружного диаметра труб для 2-го класса точности;
2 % от наружного диаметра труб для 3-го класса точности.
Овальность концов труб с толщиной стенки менее 0,01 наружного диаметра устанавливается по согласованию изготовителя с потребителем.
10. Кривизна труб, изготовленных по ГОСТ 10705, не должна превышать 1,5 мм на 1 м длины.По требованию потребителя кривизна труб диаметром до 152 мм должна быть не более 1 мм на 1 мдлины.
Общая кривизна труб, изготовленных по ГОСТ 10706, не должна превышать 0,2 % от длины трубы. Кривизна на 1 м длины таких труб не определяется.
11. Технические требования должны соответствовать ГОСТ 10705 и ГОСТ 10706.
П р и м е р ы у с л о в н ы х о б о з н а ч е н и й
Труба наружным диаметром 76 мм, толщиной стенки 3 мм, мерной длины, II класса точности по длине, из стали марки Ст3сп, изготовленная по группе В ГОСТ 10705—80:

То же, повышенной точности по наружному диаметру, длиной, кратной 2000 мм, I класса точности по длине, из стали марки 20, изготовленная по группе Б ГОСТ 10705—80:

Труба наружным диаметром 25 мм, толщиной стенки 2 мм, длиной, кратной 2000 мм, II класса точности по длине, изготовленная по группе Д ГОСТ 10705—80:

Труба наружным диаметром 1020 мм, повышенной точности изготовления, толщиной стенки 12 мм, повышенной точности по наружному диаметру торцов, 2-го класса точности по овальности,немерной длины, из стали марки СтЗсп, изготовленная по группе В ГОСТ 10706—76:

П р и м е ч а н и е. В условных обозначениях труб, прошедших термическую обработку по всему объему, после слов «труба» добавляется буква Т; труб, прошедших локальную термообработку сварного шва, добавляется буква Л.
1. РАЗРАБОТАН И ВНЕСЕН Министерством металлургии СССРРАЗРАБОТЧИКИ
В. П. Сокуренко, канд. техн. наук; В. М. Ворона, канд. техн. наук; П. Н. Ившин, канд. техн. наук; Н. Ф. Кузенко, В. Ф. Ганзина
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартизации и метрологии СССР от 15.11.91 № 1743
3. ВЗАМЕН ГОСТ 10704-76
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Сортамент металлопроката труба круглая

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ТРУБЫ СТАЛЬНЫЕ ЭЛЕКТРОСВАРНЫЕ ПРЯМОШОВНЫЕ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ТРУБЫ СТАЛЬНЫЕ ЭЛЕКТРОСВАРНЫЕ ПРЯМОШОВНЫЕ
Сортамент
Electrically welded steel line-weld lubes. Range
Дата введения 01.01.93
1. Настоящий стандарт устанавливает сортамент стальных электросварных прямошовных труб.
2. Размеры труб должны соответствовать табл. 1 .
3. По длине трубы изготовляют: немерной длины:
при диаметре до 30 мм — не менее 2 м;
при диаметре св. 30 до 70 мм — не менее 3 м;
при диаметре св. 70 до 152 мм — не менее 4 м;
при диаметре св. 152 мм — не менее 5 м.
По требованию потребителя трубы групп А и В по ГОСТ 10705 диаметром свыше 152 мм изготовляют длиной не менее 10 м; трубы всех групп диаметром до 70 мм — длиной не менее 4 м;
при диаметре до 70 мм — от 5 до 9 м;
при диаметре св. 70 до 219 мм — от 6 до 9 м;
при диаметре св. 219 до 426 мм — от 10 до 12 м.
Трубы диаметром свыше 426 мм изготовляют только немерной длины. По согласованию изготовителя с потребителем трубы диаметром свыше 70 до 219 мм допускается изготовлять от 6 до 12 м;
кратной длины кратностью не менее 250 мм и не превышающей нижнего предела, установленного для мерных труб. Припуск для каждого реза устанавливается по 5 мм (если другой припуск не оговорен) и входит в каждую кратность.
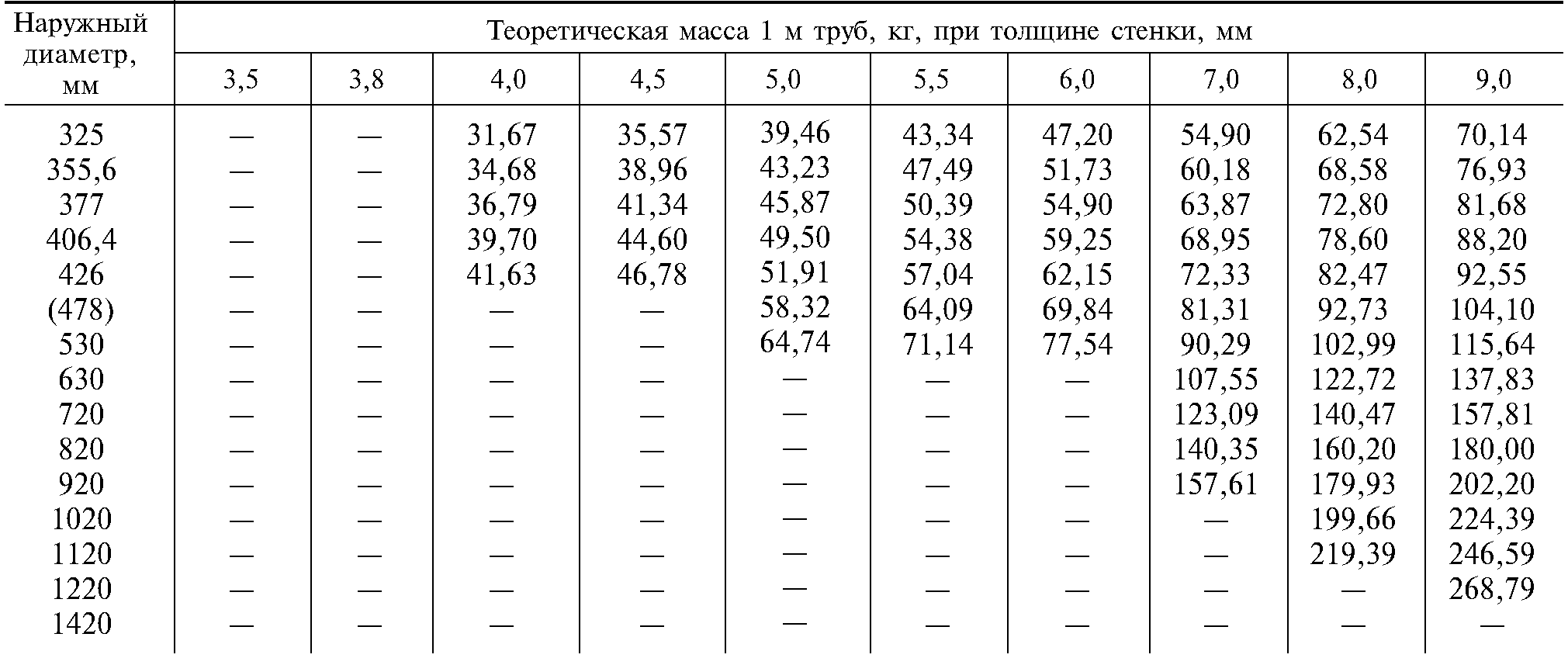
Наружный диаметр, мм
Теоретическая масса 1 м труб, кг, при толщине стенки, мм
Продолжение табл. 1
Наружный диаметр, мм
Теоретическая масса 1 м труб, кг, при толщине стенки, мм
Продолжение табл. 1
Наружный диаметр, мм
Теоретическая масса 1 м труб, кг, при толщине стенки, мм
Продолжение табл. 1
Наружный диаметр, мм
Теоретическая масса 1 м труб, кг, при толщине стенки, мм
Продолжение табл. 1
Наружный диаметр, мм
Теоретическая масса 1 м труб, кг, при толщине стенки, мм
Продолжение табл. 1
Наружный диаметр, мм
Теоретическая масса 1 м труб, кг, при толщине стенки, мм
Продолжение табл. 1
Наружный диаметр, мм
Теоретическая масса 1 м труб, кг, при толщине стенки, мм
Продолжение табл. 1
Наружный диаметр, мм
Теоретическая масса 1 м труб, кг, при толщине стенки, мм
1. При изготовлении труб по ГОСТ 1 0706 теоретическая масса увеличивается на 1 % за счет усиления шва.
2. По согласованию изготовителя с потребителем изготовляют трубы размерами 41,5 ґ 1,5-3,0; 43 ґ 1,0; 1,53,0; 43,5 ґ 1,5-3,0; 52 ґ 2,5; 69,6 ґ 1,8; 111,8 ґ 2,3; 146,1 ґ 5,3; 6,5; 7,0; 7,7; 8,5; 9,5; 10,7; 152,4 ґ 1,9; 2,65; 168 ґ 2,65; 177,3 ґ 1,9; 198 ґ 2,8; 203 ґ 2,65; 299 ґ 4,0; 530 ґ 7,5; 720 ґ 7,5; 820 ґ 8,5; 1020 ґ 9,5; 15,5; 1220 ґ 13,5; 14,6; 15,2 мм, а также с промежуточной толщиной стенки и диаметров в пределах табл. 1.
3. Размеры труб, заключенные в скобки, при новом проектировании применять не рекомендуется.
3.1. Трубы мерной и кратной длины изготовляют двух классов точности подлине:
I — с обрезкой концов и снятием заусенцев;
II — без заторцовки и снятия заусенцев (с порезкой в линии стана).
3.2. Предельные отклонения по длине мерных труб приведены в табл. 2.
Длина труб, м
Предельные отклонения по длине мерных труб,
мм, классов
3.3. Предельные отклонения по общей длине кратных труб не должны превышать:
+ 15 мм — для труб I класса точности;
+ 100 мм — для труб II класса точности.
3.4. По требованию потребителя трубы мерной и кратной длины II класса точности должны быть с заторцованными концами с одной или двух сторон.
4. Предельные отклонения по наружному диаметру трубы приведены в табл. 3.
Наружный диаметр труб, мм
Предельные отклонения по наружному диаметру при точности изготовления
Св. 10 до 30 включ.
Примечание. Для диаметров, контролируемых измерением периметра, наибольшие и наименьшие предельные значения периметров округляются с точностью до 1 мм.
5. По требованию потребителя трубы по ГОСТ 10705 изготовляют с односторонним или смещенным допуском по наружному диаметру. Односторонний или смещенный допуск не должен превышать суммы предельных отклонений, приведенных в табл. 3.
6. Предельные отклонения по толщине стенки должны соответствовать:
± 10 % — при диаметре труб до 152 мм;
ГОСТ 19903 — при диаметре труб свыше 152 мм для максимальной ширины листа нормальной точности.
По согласованию потребителя с изготовителем допускается изготовлять трубы с односторонним допуском по толщине стенки, при этом односторонний допуск не должен превышать суммы предельных отклонений по толщине стенки.
7. Для труб диаметром свыше 76 мм допускается утолщение стенки у грата на 0,15 мм.
8. Трубы для трубопроводов диаметром 478 мм и более, изготовленные по ГОСТ 10706, поставляют с предельными отклонениями по наружному диаметру торцов, приведенными в табл. 4.
Наружный диаметр труб
Предельные отклонения по наружному диаметру торцов для точности изготовления
повышенной
От 478 до 720 включ.
9. Овальность и равностепенность труб диаметром до 530 мм включительно, изготовленных по ГОСТ 10705, должны быть не более предельных отклонений соответственно по наружному диаметру и толщине стенки.
Трубы диаметром 478 мм и более, изготовленные по ГОСТ 10706, должны быть трех классов точности по овальности. Овальность концов труб не должна превышать:
1 % от наружного диаметра труб для 1-го класса точности;
1,5 % от наружного диаметра труб для 2-го класса точности;
2 % от наружного диаметра труб для 3-го класса точности.
Овальность концов труб с толщиной стенки менее 0,01 наружного диаметра устанавливается по согласованию изготовителя с потребителем.
10. Кривизна труб, изготовленных по ГОСТ 10705, не должна превышать 1,5 мм на 1 м длины. По требованию потребителя кривизна труб диаметром до 152 мм должна быть не более 1 мм на 1 м длины.
Общая кривизна труб, изготовленных по ГОСТ 10706, не должна превышать 0,2 % от длины трубы. Кривизна на 1 м длины таких труб не определяется.
11. Технические требования должны соответствовать ГОСТ 10705 и ГОСТ 10706.
Примеры условных обозначений:
Труба с наружным диаметром 76 мм, толщиной стенки 3 мм, мерной длины, II класса точности по длине, из стали марки Ст3сп, изготовленная по группе В ГОСТ 10705-80:

То же, повышенном точности по наружному диаметру, длиной, кратной 2000 мм, 1 класса точности подлине, из стали марки 20, изготовленная по группе Б ГОСТ 10705-80:

Труба с наружным диаметром 25 мм, толщиной стенки 2 мм, длиной, кратной 2000 мм, II класса точности подлине, изготовленная по группе Д ГОСТ 10705-80;

Труба с наружным диаметром 1020 мм, повышенной точности изготовления, толщиной стенки 12 мм, повышенной точности по наружному диаметру торцов, 2-го класса точности по овальности, немерной длины, из стали марки Ст3сп, изготовленная по группе В ГОСТ 10706-76

Примечание. В условных обозначениях труб, прошедших термическую обработку по всему объему, после слов «труба» добавляется буква Т; труб, прошедших локальную термообработку сварного шва, — добавляется буква Л.
1. РАЗРАБОТАН И ВНЕСЕН Министерством металлургии СССР
В. П. Сокуренко, канд. техн. наук; В. М. Ворона, канд. техн. Наук; П. Н. Ившин, канд. техн. Наук; Н. Ф. Кузенко, В. Ф. Ганзина
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартизации и метрологии СССР от 15.11.91 № 1743
3. ВЗАМЕН ГОСТ 10704-76
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
- Винтовые сваи 76 мм: конструктивные особенности и монтаж
- Быстрый ремонт труб с помощью хомутов без сварки
- Алюминиевый прокат: как выбрать подходящий материал для задачи
- Алюминиевый профиль: свойства, применение и критерии выбора
- Поверка штангенциркулей: как обеспечить точность измерений и избежать дорогостоящих ошибок