Способы и назначение маркировки. Маркировка металлических изделий
Практически ни одно современное производство не может обойтись без маркировки выпускаемой продукции. Согласно нормативным документам, любая деталь, инструмент, оборудование проходят обязательную маркировку. Необходимость в ней объясняется не только требованиями законодательства (зачастую довольно строгими), но и удобством работы.
Функции маркировки
1. Информационная. Это её основная функция. Благодаря нанесенным на данным, потребитель может понять, из какого материала изготовлено изделие, и какими свойствами оно обладает.
2. Идентификационная. Позволяет распознать конкретный товар и выделить его среди других.
3. Эмоциональная и мотивационная. Красивая маркировка может послужить дополнительным стимулом к приобретению товара. В свою очередь, небрежно или неразборчиво нанесенные данные могут заставить покупателя задуматься, стоит ли ему связываться с данным производителем.
Не менее важную роль играет этикетка. Компания «Солви Пак» изготавливает на заказ этикетки любых назначений и сложности с доставкой по Москве и всей России.
Типография под заказ выполняет печать этикеток всех видов:
- классические белые или красочные;
- термочеки — одноцветные или с изображением;
- специальные — для алкоголя, дизайнерские, голографические, с дополнительной обработкой — персонифицированные;
- этикетки-книжки;
- защитные (делающие заметным несанкционированное вскрытие упаковки);
- полноцветные;
- логотипы;
- наклейки;
- легкосъемные, многоразового приклеивания

Маркировка – это нанесение на изделие, характеризующих его знаков.
Сюда можно отнести:
- наименование,
- параметры,
- номер партии,
- фирменный логотип,
- знак качества
Надпись должна быть четкой, лаконичной, долговечной.
Способы клеймления могут быть разными:
- Механические
- Химические
- Электрические
- Фотохимические
- Электрохимические
Как выбрать метод маркировки?
Обычно конструктор выбирает, сопоставляя некоторые параметры изделия:
- конфигурацию изделия,
- размер,
- материал,
- твердость поверхности,
- объем производства,
- требование эстетики,
- характер наносимой маркировки,
- ее постоянство,
- степень механизации и автоматизации производства.

Маркировка – это нанесение определенной информации на объект для идентификации его в последующем использовании. Весь последующий контроль над деталями совершается именно за счет определенного знака.
Маркировка для изготовителя является еще одним способом положительной саморекламы, а для покупателя – это верный знак качества.
Способы нанесения маркировки
– Дополнительный. Наносится на бирки, штампы, ярлыки, наклейки и другие носители информации.
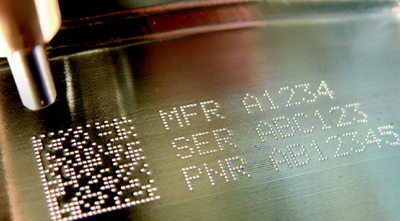
– Прямой. Маркировка наносится непосредственно на товар в виде штрих-кода, букв или цифр, изображений. Осуществляется методом лазерной гравировки и маркировки металла.
В металлургии используется прямой способ нанесения маркировки, так как этикетки и ярлыки могут потеряться, перемешаться, порваться, или стереться, а нанесения лазерной гравировкой и маркировкой металла не поддаются влиянию никаким внешним факторам.
К маркировке металлической продукции относятся крайне серьезно и ответственно. Дело в том, что при построении и сборке любого механизма порядок и точность невозможен без специальных знаков, несущих конкретную информацию. С года в год техника изготовления детали, ее конструкция, могут меняться как в плане качества, так и в плане особенности конструкции. Поэтому в таких случаях для ремонта старой техники подойдут только детали со «старой» маркировкой, а для современных – с «новой». Кроме этого, на маркировке есть дополнительная информация об изменениях в конструкции или технологии ее изготовления, сроке гарантии, материале.
Как осуществляется лазерная маркировка?
Технология маркировки металла лазерным методом имеет свою специфику. Бесконтактным способом (не дотрагиваясь до поверхности металлического изделия) снимается верхний слой детали. Это дает гарантию на неопределенный срок службы маркировки, так как она не доступна никаким возможным внешним повреждениям. Если материал очень хрупкий (стекло или пластик), то таким методом нанесения маркировки вы предохраняете его от деформации. Затем с помощью лазерного маркиратора на подготовленную поверхность металлического изделия наносится информация: серийный номер, логотип фирмы-изготовителя, штрих-код и номер партии. Она читабельна, не стирается и несет в себе рекомендации о хранении и использовании, а также продажи деталей. Лазерную маркировку не возможно удалить ни физическим, ни химическим путем, что уже говорит о ее высоком качестве.
 Главное преимущество лазерной маркировки в том, что ей поддаются практически все материалы: дерево, стекло, пластик, металлические изделия или кожа – достаточно определить правильную длину лазерного луча.
Главное преимущество лазерной маркировки в том, что ей поддаются практически все материалы: дерево, стекло, пластик, металлические изделия или кожа – достаточно определить правильную длину лазерного луча.
Вне зависимости от вида металла или их сплавов, лазерная маркировка может проводиться на любом этапе изготовления детали, без особых условий и требований.
Если расходные материалы для маркировки металла разными способами характеризируются высокой стоимостью, а сам процесс маркировки занимает достаточное количество времени, то лазерная маркировка отличается тем, что она не нуждается в больших дополнительных затратах и делается очень быстро.
Преимущества лазерной маркировки металла:
– лазерная маркировка осуществляется методом компьютерного моделирования;
– маркировке поддаются изделия любых параметров и практически из любого материала;
– за счет быстрого нанесения, лазерная маркировка не влияет на уровень работы предприятия;
– информация наносится очень четко, ее невозможно изменить или стереть;
– на лазерную маркировку нужны небольшие энергозатраты;
– маркировку можно осуществить на любой неровной поверхности в самых труднодоступных местах;
– подделка изделия исключается;
– лазерная маркировка не поддается испытаниям времени.
Для чего нужна качественная маркировка металла?
Кроме ведения учета на предприятии, маркировка нужна и для покупателя. Читая информацию на детали, он может определиться, что именно ему подойдет. Несомненно, если маркировка была проведена не очень качественно, или основную информацию о товаре прочитать невозможно – покупатель не захочет иметь дело с такими деталями и откажется их приобретать на свой страх и риск.
С лазерной маркировкой такое не случится. Она отличается своим отменным качеством, хорошо прописанными буквами и цифрами. Ее невозможно подделать, она не поддается исправлению. Это становится залогом гарантии того, что деталь была произведена на заводе. Реализатор и покупатель могут быть уверенными в своем выборе.
Какое используется оборудование для маркировки металла ?
Промышленная маркировка металла в наше время широко производится с помощью лазера. При производстве больших партий продукции очень важно вести учет всех элементов, и не пропустить ничего. Для этого случая лазер подходит как никогда удачно. Чтобы осуществить все вышеупомянутые процессы, и нужно использование оборудования для маркировки металла. Оборудование может состоять из определенного готового комплекта, который состоит из:
– компьютера для управления процессом;
– систем передачи и контроля;
Или же оборудование маркировки металла может состоять из ручного маркиратора, а также быть внедренным в производственную линию. Можно использовать маркираторы на станине, которые подразумеваются как отдельное рабочее место для маркировщика.
Что делать, если маркировку к металлу нужно прикрепить?
Для крепления маркировки к металлу используют специальные бирки. Металлическую пластину или ленту покрывают специальной керамической краской, и уже на нее с помощью лазера наносится маркировочный ряд.
Если маркировка нанесена на отдельные таблички, то крепление маркировки к металлу осуществляется с помощью саморезов или шурупов. Такой метод уместен только в случае, если внедрение в изделие не принесет ему вреда, не повлияет на качество и размеры его позволяют проделать такие манипуляции. В противном случае таблички можно прикрепить с помощью сварки.
Если маркировка по технологии должна проводиться только на горячем металле, то, естественно, вручную бирку закрепить не удастся. В таком случае применяется агрегат автоматического крепления, состоящий из таких узлов:
– установка для изготовления бирок;
– манипулятор (производит доставку бирки к месту назначения);
– автоматический сварочный аппарат;
– терминал оператора, где размещен пульт управления.
Если использовать для маркировки таблички, то их использование возможно на любом типе материала и вне зависимости от особенностей поверхности. Такие таблички не поддаются влиянию внешних факторов. Информация размещена на видном месте, ее легко прочитать.
Использование расходных материалов для маркировки металла
Что касается расходных материалов, то цена на них и количество зависит от выбранного вами типа маркировки. Как уже было упомянуто, наименьшее количество расходных материалов для маркировки металла нужно для лазерного типа маркировки, достаточно только иметь соответствующее оборудование. Для других типов маркировки необходим ряд расходных материалов – ознакомиться с ними можно при покупке маркиратора или изучении условий его использования.
Основные расходные материалы:
– твердоплавная игла для нанесения маркировки (игла используется непосредственно для нанесения гравировки, при соприкосновении с металлом стирается и поддается изменениям);
– пружина (возвращает на место иглу, приходит в негодность после использования 2-3 игл);
– жидкая смазка (нужна для продления срока службы всего механизма методом регулярного смазывания его деталей);
– удлиненные маркировочные иглы (используются в том случае, если стандартная длина иглы слишком коротка).
Электроискровой карандаш
Сегодня можно встретить несколько названий: электрокарандаш, электроискровое перо, электомаркер.
 Электроискровой карандаш
Электроискровой карандаш
С помощью электромаркера надписи наносят на гладкую поверхность металла.
Данный способ выбирают в тех случаях, когда ударно-точечный метод не подходит, клейма неудобны, лазерное нанесение слишком дорого или нецелесообразно.
В основном маркировочный карандаш применяют для металлических узлов и деталей, где не допускается выпучивание поверхности от маркировки.
Часто его используют, как средство корректировки и исправления маркировки на ровной или относительно ровной металлической поверхности. Вид и сплав металла может быть различный.
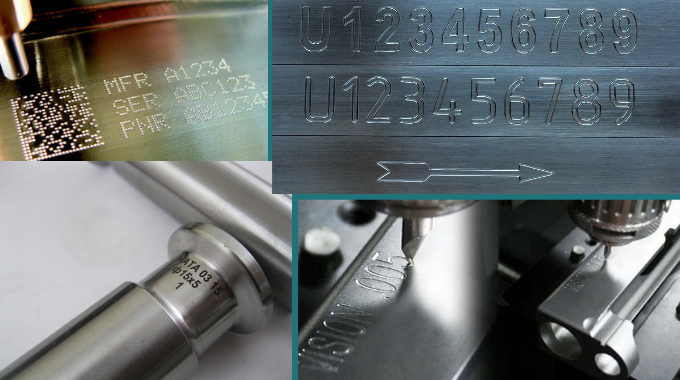
Ударно-точечная маркировка
Ударно-точечный метод применяется для нанесения гравировки на изделиях из мягких металлов. Например такие как латунь, бронза, арматура. Также можно заказать нанесение маркировки на металл для каких-то штучных изделий.
Рекомендуется применять для металлических сборочных единиц (узлов) и деталей, кроме тонкостенных.
 Ударно-точечная маркировка
Ударно-точечная маркировка
- С помощью данного оборудования можно наносить маркировку на любую поверхность.
- Часто данный метод используют на производстве труб и других конструкций из металла.
- Основное достоинство этого способа высокая скорость работы, отсутствие в расходных материалах.
- Маркировка получается четкой. Обладает высокой стойкостью и долговечностью.
Лазерная маркировка
Этот способ маркировки представлен различными устройствами.
Возможны следующие маркировщики:

- Газовые лазерные
- Твердотельные
- Оптоволоконные маркираторы по металлу и пластику
- Лазеры для деликатной маркировки электроники
- Ультрафиолетовые для продукции в приборостроении
- Двухголовые устройства, обеспечивающие двойную эффективность
На многих крупных предприятиях в машиностроении, авиастроении, приборостроении отдают предпочтение именно этому методу маркировки.
Электрохимические методы нанесения маркировки на металл
На ряду с механической, также используется электрохимическая маркировка – это технология нанесения изображений, логотипов, буквенно-цифровой информации при помощи электрического тока и кислоты.
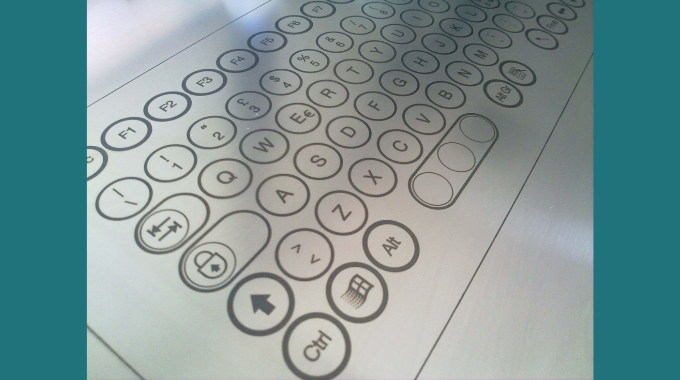 Электрохимическая маркировка
Электрохимическая маркировка
Принцип действия состоит в следующем. Блок питания через электрод подает электрический ток на деталь. Ток, проходя через смоченные в электролите материал и специальный диэлектрический трафарет для маркировки, оставляет вытравленный след в пустом месте. Нужно следить, чтобы трафарет, при этом, плотно прилегал к поверхности маркируемой детали.
Электролит для электрохимической маркировки представляет собой солевой раствор, который ускоряет процесс передачи заряженных электронов между потенциалами.
Эффективным напряжением для протекания реакции травления является предел от 3 до 15 В. Особенность данного метода нанесения маркировки на металл заключается в том, что границы получаются в некоторой степени нечеткими. Поэтому логотип и детали на нем должны быть достаточно крупными.
Каплеструйная маркировка металла
С помощью каплеструйной маркировки металла можно наносить различные изображения и буквенные обозначения на сталь плоской или цилиндрической формы.
Особенность такого метода заключается в том, что можно наносить цветную маркировку с применением пигментов любого оттенка. В продаже имеется оборудование с двумя головками, благодаря чему можно выполнять сложные визуализации.
 Калеструйная маркировка
Калеструйная маркировка
Данный метод напоминает работу струйного принтера на бумаге, только выполняется печать на металле.
Маркируется продукция, которая реализуется в стальных флакончиках и небольших емкостях. Маркировка выполняется на донышке или на горлышке изделия. Имеются портативные и стационарные каплеструйные принтеры для маркировки.
Данное оборудование чаще применяется на производстве. Промышленная гравировка отличается высокой производительностью. Идеально подходит для применения на конвейере без остановки технологического процесса.
Как правило, штампуется штрихкод и набор определенных цифровых данных.
Хотя качество и четкость контуров невысокая, но для считывания штрихкодов достаточная.
Маркировка металлов травлением. Кислотные маркеры
Существующие методы (технологии) промышленной маркировки готовых изделий из металлов и сплавов можно разделить на две группы (навесные бирки не рассматриваются):
А. Не оказывающие влияния на маркируемое изделие (так называемые – «не интрузивные»):
- маркировка краской — ручные маркеры на основе твёрдой или жидкой краски, каплеструйные принтеры;
- самоклеящиеся этикетки на бумажной или полимерной основе.

Б. Изменяющие свойства поверхности маркируемого изделия (так называемые – «интрузивные»):
- химическое травление;
- электрохимическое травление;
- ручное клеймение;
- автоматизированная ударно-точечная маркировка;
- лазерная маркировка.

При выборе метода маркирования необходимо учитывать:
- цель маркирования, объём и сложность наносимой информации, требования к качеству символов;
- количество маркируемых изделий в сутки (единичное, мелкосерийное или крупносерийное производство);
- необходимость нанесения переменной маркировки и частота внесения переменных данных;
- состояние маркируемой поверхности: физико-химические свойства (шероховатость поверхности, твёрдость материала, толщина изделия в месте маркировки, химический состав материала и покрытия); геометрические свойства (размеры маркировки, кривизна поверхности в зоне маркировки, расположение этой поверхности — утопленное или выступающее);
- требования к долговечности маркировки с учетом условий, в которых будет использоваться изделие (температура, влажность, состав атмосферы, погружение в жидкости, абразивное и фрикционное воздействие, действие газовых потоков и т. д.);
- негативное влияние метода маркировки: появление концентраторов напряжения, коррозионных источников, другие изменения поверхностного слоя;
- надёжность доступа и читаемость информации;
- требования к защищенности маркировки от подделки;
- производительность процесса маркировки и возможность встраивания в конвейерное производство;
- экономические затраты и экологические факторы.
Обобщённое описание химического травления: контролируемое удаление поверхностного слоя материала с изделия под действием специально подбираемых химических соединений. Обычно, в промышленности, при химическом травлении с поверхности изделий, изготовленных из чёрных металлов, действием травильных растворов удаляют окалину и ржавчину. Травление осуществляют в растворах серной или соляной кислот, иногда с добавками азотной, плавиковой и других кислот.
Маркировка металлов и сплавов методом химического травления (в дальнейшем – маркировка травлением) возникает за счет получения контрастного изображения насыщенного тёмно-серого цвета, являющегося результатом анодного окисления поверхности изделия в месте контакта металла с кислотой, при не полном удалении продуктов реакции.
В технической литературе для этого процесса используется термин «селективное травление».
При соблюдении технологии, маркировка металлов травлением является дешёвым, эффективным и безопасным методом получения высококонтрастной и достаточно долговечной маркировки на изделиях, изготовленных из различных марок сталей, цветных металлов и сплавов.
Этот метод маркировки получил очень широкое применение во многих отраслях промышленности:
- для нанесения информации на различные изделия, особенно небольшого размера, где другие методы маркировки металлов (ударно-точечная, лазерная) неприменимы или нецелесообразны;
- для идентификации металлических инструментов, оборудования и механизмов.
ПОРЯДОК РАБОТЫ С КИСЛОТНЫМ МАРКЕРОМ:
- Тщательно очистите поверхность с помощью абразивного полотна.
- Поверхность для маркировки должна быть чистой — удалите оксидный слой, масло и жир.
- Для лёгкой маркировки сделайте только один проход с кислотным маркером.
- Для получения более контрастной маркировки сделайте повторные проходы до получения требуемого результата.
- Слегка протрите поверхность после травления светлым маслом.
- Если травильный агент попал на кожу, промыть водой с мылом.
ГОСТ 2.314-68 ЕСКД. Указания на чертежах о маркировании и клеймении изделий
ЕДИНАЯ СИСТЕМА КОНСТРУКТОРСКОЙ ДОКУМЕНТАЦИИ
УКАЗАНИЯ НА ЧЕРТЕЖАХ
О МАРКИРОВАНИИ
И КЛЕЙМЕНИИ ИЗДЕЛИЙ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Единая система конструкторской документации
УКАЗАНИЯ НА ЧЕРТЕЖАХ
О МАРКИРОВАНИИ И КЛЕЙМЕНИИ ИЗДЕЛИЙ
Утвержден Комитетом стандартов, мер и измерительных приборов при Совете Министров СССР в декабре 1967 г. Срок введения установлен
1. Настоящий стандарт устанавливает правила нанесения на чертежи указаний о маркировании и клеймении изделий всех отраслей промышленности.
Стандарт полностью соответствует СТ СЭВ 648-77.
(Измененная редакция, Изм. № 2).
2. Указания о маркировании и клеймении помещают в технических требованиях чертежа и начинают словами: «Маркировать. » или «Клеймить. ».
Указания о клеймении на чертежах помещают только в тех случаях, когда необходимо предусмотреть на изделии определенное место клеймения, размеры и способ нанесения клейма.
3. Место нанесения маркировки или клейма на изображении изделия отмечают точкой и соединяют ее линией-выноской со знаками маркирования или клеймения, которые располагают вне изображения. Знак маркирования — окружность диаметром 10 . 15 мм (черт. 1), знак клеймения — равносторонний треугольник высотой 10 . 15 мм ( черт. 2).
Внутри знака помещают номер соответствующего пункта технических требований, в котором приведены указания о маркировании и клеймении.
Знаки маркирования и клеймения выполняют сплошными основными линиями.
4. Если маркированию или клеймению подлежат определенные части изделий (головка болта, торец вала и т. п.), то знаки маркирования или клеймения на чертеж не наносят, а место нанесения маркировки или клейма указывают в технических требованиях.
5. Если указания о маркировании и клеймении помещают в технических условиях на изделие, то на чертеже изделия делают следующую запись: «Маркировать по ТУ. ».
6. Если маркировка и клеймо необходимы, но нанесение их на изделие нецелесообразно или невозможно по конструктивным соображениям, то в технических требованиях помещают соответствующее указание, например: «Маркировать. на бирке» или «Клеймить. на бирке».
7. При необходимости ограничить участок поверхности для нанесения маркировки или клейма наносят сплошной тонкой линией границы участка и указывают его размеры (черт. 3) или изображают маркировку, или клеймо, наносимые на изделие.
(Измененная редакция, Изм. № 1).
8. Указания о маркировании и клеймении должны определять:
а) содержание маркировки и клейма;
б) место нанесения;
в) способ нанесения (при необходимости);
г) размер шрифта (при необходимости).
9. С целью сокращения объема надписей на чертеже допускается указания о содержании и способе нанесения маркировки или клейма приводить буквенными обозначениями, установленными приложением 1 к настоящему стандарту.
(Измененная редакция, Изм. № 1).
ПРИЛОЖЕНИЕ 1
Рекомендуемое
ОБОЗНАЧЕНИЯ СОДЕРЖАНИЯ И СПОСОБОВ НАНЕСЕНИЯ МАРКИРОВКИ И КЛЕЙМ
1. Содержание маркировки указывают буквенными обозначениями, приведенными в табл. 1.
Товарный знак, наименование предприятия-изготовителя
Обозначение изделия по основному конструкторскому документу
Заводской номер изделия*
Номер плавки, порядковый номер в плавке
Знаки полярности, направления вращения, направления потока среды и др. данные, необходимые для монтажа
* Под номером изделия понимается также номер партии или серии.
2. Содержание клейма указывают буквенными обозначениями, приведенными в табл. 2.
Испытания (контроль): механические, гидравлические, пневматические, электрические, на твердость и др.
3. Способы нанесения маркировки или клейма указывают буквенными обозначениями, приведенными в табл. 3.
Способ нанесения маркировки или клейма
Литьем или давлением (прессованием, штамповкой и т.п.)
Примечание. Если маркировка или клеймо могут быть нанесены любым способом, то способ нанесения не указывают.
4. Обозначения и способы нанесения маркировки и клейма указывают на наклонном участке линии-выноски.
ПРИМЕР НАНЕСЕНИЯ на чертеже обозначений заводского номера изделия ударным способом и клейма окончательной приемки краской при наличии в технических условиях на изделие всех данных о маркировании и клеймении приведен на черт. 1.
При этом в технических требованиях чертежа делают запись по типу: «3. Маркировать и клеймить по ТУ. ».
ПРИМЕР НАНЕСЕНИЯ на чертеже обозначений марки материала — краской, обозначения изделия, заводского номера его и товарного знака — литейным способом, при необходимости указания на чертеже отсутствующих в технических условиях данных о месте, способе нанесения и шрифте маркировки, приведен на черт. 2.
При этом в технических требованиях чертежа делают запись по типу:
а) если маркировки выполняются разным шрифтом, —
«4. Маркировать по ТУ . шрифтом . ГОСТ . ».
5. Маркировать по ТУ . Чл — шрифтом. ГОСТ . Нл — шрифтом. ГОСТ. ».
«6. Маркировать по ТУ . шрифтом . ГОСТ . »:
б) если маркировки выполняются одним шрифтом, —
«4. Маркировать по ТУ . шрифтом . ГОСТ . ».
(Введено дополнительно, Изм. № 1).
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
Маркирование — нанесение на изделие знаков, характеризующих это изделие.
Маркировка — совокупность знаков, характеризующих изделие, например: обозначение, шифр, номер партии (серии), порядковый номер, дата изготовления, товарный знак предприятия-изготовителя, марка материала, группа селективности, монтажные или транспортные знаки и т. п.
Клеймение — нанесение на изделие знаков, удостоверяющих его качество.
Клеймо — знак, удостоверяющий качество изделия.
- Винтовые сваи 76 мм: конструктивные особенности и монтаж
- Быстрый ремонт труб с помощью хомутов без сварки
- Мягкие окна для террасы: защита и комфорт круглый год
- Алюминиевый прокат: как выбрать подходящий материал для задачи
- Опалубка для круглых колонн: особенности, применение и выбор решения для монолитного строительства