Станок для изготовления ножей своими руками
Станок для изготовления ножей своими руками
Как сделать своими руками станок ленточно-шлифовальный
Нож – древнейший режущий инструмент, который применяется во многих сферах жизни и современного человека. Сегодняшний процесс производства намного эффективнее первобытного благодаря таким устройствам, как станки для изготовления ножей.
 Станок для изготовления ножей.
Станок для изготовления ножей.
- Станки для изготовления и заточки ножей
- Что такое гриндер и для чего он предназначен
- Схема конструкции гриндера
- Как сделать гриндер в домашних условиях
- Самодельный гриндер с двигателем от стиральной машины
- Из дрели
- Из болгарки
- Изготовление гриндера от Чапая
- Поворотный столик для гриндера
Станки для изготовления и заточки ножей
Если в древности процесс создания ножа занимал длительное время, то сейчас благодаря техническому прогрессу и автоматизации всё происходит в сотни раз быстрее. Раньше человек вынужден был всё делать вручную: от выливания заготовки до заточки и полировки.
Сделать нож своими руками можно как для себя, так и для продажи. В любом случае необходимо обзавестись рядом оборудования, чтобы максимально увеличить продуктивность производства:
- болгарка с дисками;
- дрель или шуруповёрт;
- точильный станок;
- гравер с разными насадками;
- гриндер (шлифовальный станок);
- электрический лобзик;
- ленточная пила.
Этот список могут дополнять менее необходимые станки (без них можно обойтись), держатели, которые на отдельных этапах помогут ускорить процесс. Если необходимо создать нож более сложной, необычной дизайнерской конструкции понадобятся ещё другие приспособления, так как стандартным набором не обойтись.
Что такое гриндер и для чего он предназначен
Ленточный гриндер – приводной электрический станок, используемый на завершающей стадии обработки поверхностей. Инструмент применяется на предприятиях промышленности, в небольших мастерских и в домашних условиях. В продаже имеется множество моделей гриндеров, различающихся эксплуатационными характеристиками, размерами и производительностью.
 Ленточный гриндер.
Ленточный гриндер.
Ленточные шлифовальные станки-гриндеры используются на финишной стадии обработки заготовок из различных материалов:
- древесины;
- пластика;
- чёрных и цветных металлов и сплавов.
Настольный станок предназначен для деталей малых размеров. С его помощью выполняется:
- снятие облоев и заусенцев;
- выведение кромок топоров и ножей;
- ликвидация очагов коррозии и старой краски;
- выравнивание плоских изделий;
- шлифовка труб;
- удаление дефектов кромок после газовой, плазменной, механической и других видов резки.
Схема конструкции гриндера
Отличие ленточного гриндера от привычных шлифовальных станков состоит в применении для обработки шлифовальной ленты, а не диска. Это позволяет подбирать нужную степень зернистости и обрабатывать значительные площади.
Установленная в натяжной прибор абразивная шина передвигается вращением приводного вала. Шлифовка производится при соприкосновении поверхностей детали и движущейся шины.
 Схема гриндера.
Схема гриндера.
Устройство гриндеров не отличается от конструкции стационарных дисковых станков. Основные элементы:
- Система барабанов. Предназначена для установки шины. Состоит из приводного и нескольких ведомых валов.
- Станина. Конструкция элемента зависит от назначения для определённого типа обрабатываемого материала. Для древесины применяется облегчённая станина, для металлических – более мощная.
- Натяжная система. Используется для поддержания шины в постоянно натянутом положении.
- Электрический блок из электродвигателя и управляющего узла. Как дополнительный элемент включается узел повышения/снижения оборотов на базе ременной передачи.
Как сделать гриндер в домашних условиях
Если описывать конструкцию гриндера совсем просто, то это двигатель, 2-4 вращающихся ролика, один из которых регулируется, и шлифовальная лента. От ручной шлифовальной машинки гриндер обычно отличает фиксирующая стойка, с возможностью менять угол наклона.
Что касается регулируемого ролика, то он просто необходим. Ведь шлифовальная лента со временем растягивается, и образуется просадка. Ролик подтягивается, и работа продолжается. Есть ещё важный момент: наждачная лента подойдёт только на эластичной основе. В противном случае от нагрузки она порвётся.
Чтобы собрать станок в домашних условиях, понадобится:
- Продумать конструкцию устройства и сделать чертежи.
- Подготовить все необходимые инструменты: лобзик, дрель, ШМУ.
- Подготовить детали, требующиеся в процессе сборки или договорится с токарем для их выточки.
Для начала необходимо определиться с лентой, точнее с её длиной. Для бытового использования оптимальный вариант – 915 мм, именно с такой длиной работает основное количество Чапаевских станков.
Основа для станины должна быть толщиной более 12 мм. Болтовые соединения в данной ситуации – ненадёжны. Желательно применить сварку.
При вытачивании роликов важен показатель шероховатости, который должен быть не меньше 1,25. Иначе лента будет быстро изнашиваться. Если станок планируется делать с четырьмя роликами, то принято использовать следующие размеры: 150 мм – для ведущего, 100 мм для регулируемого, и 70 мм оставшийся. При этом важно расположить их без перекосов, чтобы избежать соскальзывания ленты.
Стоимость готового шкива начинается от 2000 рублей. Несколько дешевле можно заказать у частных токарей.
 Гриндер сделанный своими руками.
Гриндер сделанный своими руками.
Особое внимание стоит уделить приводу для гриндера. Если нет возможности обзавестись специализированным двигателем можно воспользоваться альтернативой. Двигатель желательно использовать с мощностью 0,75 кВт или выше, и частотой оборотов от 1 200.
Самодельный гриндер с двигателем от стиральной машины
При размере ведущего шкива 70÷100 мм двигатель для гриндера должен раскручиваться как минимум до 3000 об/мин. Двигатель, демонтированный со старой стиральной машинки автоматического типа, имеет небольшую мощность (ниже 300 Вт). Он отличается неплохой надёжностью и неприхотлив в эксплуатации.
Привод от стиральной машинки в обязательном порядке вносится в предварительный чертёж. Гриндер своими руками в домашних условиях нуждается в наличии двигателя с выходным валом. В этом случае вал имеет резьбовое соединение, конструкция которого позволяет без особого труда выполнить стыковку со шкивом.
Из дрели
Гриндер для дрели – это специальная насадка, которую можно сделать в несколько этапов. Есть сотни различных вариантов изготовления. Рассмотрим один из самых простых и надёжных, пошаговая инструкция:
- Подготавливается всё необходимое для работы: вал с шестернями, подшипники и листовой металл.
- Вырезаются две пластины размером 110×250 мм.
- Просверливаются необходимые отверстия на каждой из пластин. В этой части подшипники будут подаваться для регулировки.
- Далее, берётся «шпилька» и нарезается по 120 мм. Устанавливаются самодельные ролики на шпильки и закрепляются болтами. Протягивается лента и фиксируется с другой стороны.
- Изготавливается основа для крепления гриндера. Станок крепится на станину, а дрель фиксируется с помощью хомутиков.
- Вытачивается и крепится уголок для удобной фиксации ножа во время заточки.
Из болгарки
Главным конструктивным отличием болгарки от других видов электроинструмента является то, что её выходной вал повёрнут под углом 90º к оси электродвигателя и, соответственно, к корпусу. По этой причине она и называется УШМ — углошлифовальная машинка.
Такая особенность прекрасно подходит для продольного крепления ведущего ролика и полотна «электронапильника». Получается вытянутый в линию и очень комфортный в работе инструмент. Такая же насадка для дрели располагается под прямым углом к корпусу, что достаточно неудобно для работы.
Изготовление гриндера от Чапая
Гриндеры «От Чапая» пользуются у профильных специалистов абсолютным авторитетом за свою продуманность конструкции, функциональную универсальность и высокое качество изготовления. Семейство этих станков было разработано инженером и предпринимателем из г. Коврова Андреем Чапаем, который скончался в начале 2017 года.
Чапаевские станки способны обрабатывать дерево, металл, пластик, камень. Их заказывают люди, которые нуждаются в постоянном применении этого инструмента и его специальной настройке. Такие гриндеры – пример самодельных устройств с высокой производительностью.
Поворотный столик для гриндера
Без столика гриндер не сможет обрабатывать сложные детали. Поворотный механизм с возможностью фиксации детали даёт множество преимуществ и позволяет производить точную обработку.
Изготавливается это приспособление из дюралюминия. К нему крепится кронштейн таким образом, чтобы столик мог вращаться по горизонтали.
Толщина листа дюралюминия – не меньше 1,5 см. Тонкий лист может не выдержать нагрузки.

С некоторых пор увлёкся изучением ножей. Накопленные знания несу в массы. Экспертом себя не считаю. Ножеделием занимаюсь на любительском уровне. Адекватно воспринимаю конструктивную критику. И за профессиональные поправки моего творчества буду благодарен.
Простейший качественный нож своими руками

Для простоты изготовления требуется наличие ленточной шлифовальной машины, без нее процесс формирования скосов и шлифовка будут длительными и утомительными. Для изготовления этого ножа вам понадобится сталь с высоким содержанием углерода, это может быть 1095 или 1070. Автор выбрал сталь 1070.
Материалы и инструменты для изготовления ножа:
— сталь 1095 или 1070;
— бумага, фломастер (или уже готовый шаблон ножа);
— древесина, рог оленя (или другой материал для изготовления ручки);
— штифты из меди или латуни для крепления ручки;
— ленточный шлифовальный станок;
— дрель со сверлами (а лучше сверлильный станок);
— печь или другой источник тепла для закалки стали;
— напильники, наждачная бумага разной зернистости, WD-40 и др.;
— льняное масло для пропитки ручки;
— ленточный отрезной станок (в самом крайнем случае болгарка и масса терпения).
Процесс изготовления ножа:
Шаг первый. Заготовка
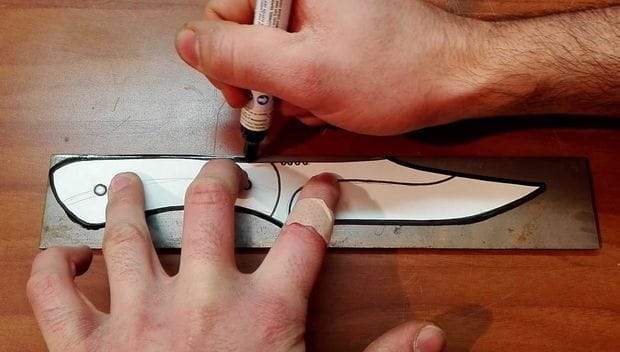
При изготовлении любого ножа все начинается с шаблона. Шаблон можете скачать уже готовый и просто распечатать на принтере. Или же можете разработать свой. Далее шаблон нужно вырезать и затем приклеить к листу металла, из которого будет делаться заготовка. Или же шаблон просто можно обвести, но с бумагой работать проще.

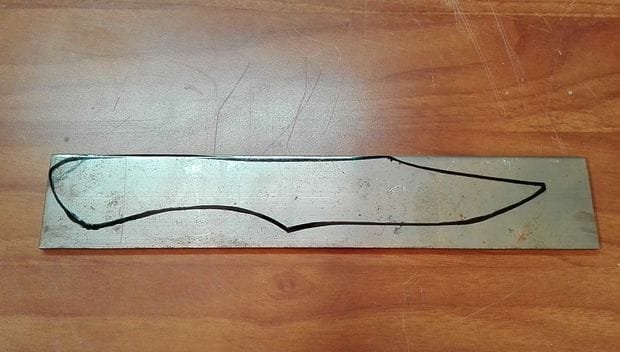


Далее начинается самое сложное, нужно вырезать основной профиль ножа. Если у вас нет ленточного отрезного станка, как у автора, то этот процесс будет более тяжелым и длительным. Теоретически работу можно выполнить обычной болгаркой.
Шаг второй. Сверлим отверстия
На следующем этапе автор сверлит отверстия под штифты, которые будут удерживать рукоятку. Как минимум, таких штифтов должно быть два. Но для красоты их можно сделать и больше. Отверстия удобно сверлить на сверлильном станке. Диаметр подбирайте в зависимости от толщины ваших штифтов.



Работая на ленточной машине, нужно обязательно пользоваться респиратором и желательно надевать защитные очки, так как образуется много металлической пыли. Хоть наш клинок и будет проходить закалку, не нужно допускать чрезмерного перегрева металла.
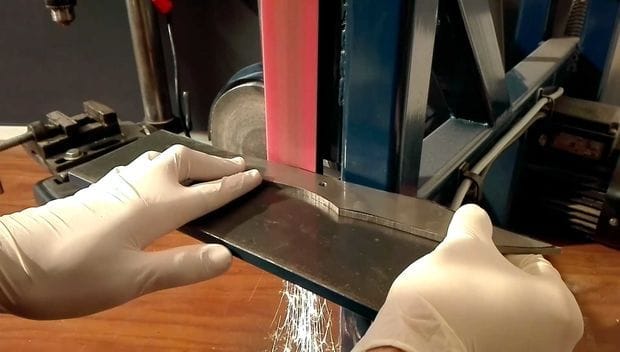
Шаг четвертый. Формируем скосы
Следующим этапом является формирование скосов и это занятие можно считать самым ответственным. От угла заточки зависят режущие характеристики ножа и то, как легко его будет точить в будущем. Чтобы нож хорошо резал, лезвие должно быть тонким, а чтобы нож хорошо рубил и был прочным, лезвие нужно делать потолще.


Важно также помнить, что если лезвие металла будет слишком тонким до закалки, оно будет слишком сильно перегреваться и закалка получится не качественной, либо вовсе не получится. Так что лучше сперва сформировать основной профиль скосов, а потом доработать его на ленточной шлифовальной машине, а лучше вручную.
Чтобы сформировать скосы правильно, сперва на заготовке нужно нарисовать линию и уже потом, ориентируясь на эту линию, стачивать металл. В общем, тут вам понадобятся некоторые навыки работы со шлифмашиной.
Шаг пятый. Закаляем клинок
Теперь нам нужно закалить сталь, так она станет упругой, и металл не будет гнуться при отрезании твердых предметов, к тому же, нож будет хорошо держать закалку. Температура закалки выбирается в зависимости от типа стали. Если говорить про сталь с высоким содержанием углерода, то ее греют обычно до температуры до 800 о С.

Чтобы понять, до какой температуры греть металл, если вы не знаете, что конкретно это за сталь, можно воспользоваться постоянным магнитом. Как только магнит по мере нагревания стали перестанет к ней притягиваться, сталь можно охлаждать.
Еще определить нужную температуру нагрева можно по специальной цветовой шкале.
Охлаждают металл обычно в масле, в редких случаях сталь закаляют между двумя пластинами, в воде или на воздухе.


В заключении хотелось бы напомнить, что масло для закалки не должно быть холодным, иначе оно может быть слишком густым. Если масло густое, то возможно его придется подогреть.
Шаг шестой. Очистка лезвия
После гашения в масле и нагрева на металле будет много загрязнений. Как с ними бороться, тут уже решает каждый сам для себя. Можно слегка пройтись по стали ленточным шлифовальным станком, а потом доработать металл вручную. Или же, вооружившись наждачной бумагой и WD-40, можно очистить металл вручную.
Автор поставил перед собой задачу отполировать сталь до зеркального блеска. Тут ему понадобился полировальный круг с пастой.






Шаг восьмой. Завершающий этап сборки ножа
Когда эпоксидный клей полностью высохнет, струбцины можно снимать и теперь нож опять отправляет на шлифовку. На этот раз с помощью шлифмашины нужно задать профиль ручки. Ну а этот параметр у нас соответствует профилю клинка, где деревянная ручка крепится. Так что просто выравниваем древесину на уровне металла. Грубый профиль можно задать рашпилем.
Также вам понадобиться убрать все заусеницы, неровности и так далее. В завершении нужно довести ручку до идеально гладкого состояния. Это делается путем уменьшения зернистости на ленточном шлифовальном станке. Еще ручку желательно шлифонуть вручную мелкой наждачной бумагой.




Вот и все, нож почти готов, остался финальный шаг – заточка. Автор точит нож до состояния лезвия. Он должен без проблем резать бумагу не хуже канцелярского ножа. Для такой тонкой заточки можно использовать водный камень или полировку кругом.
Если вы хотите сделать свой нож уникальным, можете выполнить на нем гравировку или вытравить нужную надпись.
Какие Заточные станки для ножей: виды, советы по выбору, изготовление своими руками- Обзор +Видео
 Заточка ножей – процесс, с которым способны справиться даже нежные женские руки. Ведь в наше время существует множество приспособлений, облегчающих эту задачу. Керамические ножи, к примеру, не требуют затачивания, что очень удобно, а ножи из стали требуют периодической заточки, поскольку материал тупится. Для придания остроты ножам, можно воспользоваться брусками с абразивным покрытием или заточным станком для ножей.
Заточка ножей – процесс, с которым способны справиться даже нежные женские руки. Ведь в наше время существует множество приспособлений, облегчающих эту задачу. Керамические ножи, к примеру, не требуют затачивания, что очень удобно, а ножи из стали требуют периодической заточки, поскольку материал тупится. Для придания остроты ножам, можно воспользоваться брусками с абразивным покрытием или заточным станком для ножей.
Последний метод требует соблюдения рекомендаций специалистов, тогда и результат вас непременно порадует.
Инструменты для заточки ножей
- Брусок точильный.
- Напильники со специальной насечкой.
- Приспособления для наточки.
- Станки для заточки ножей.
Примечание.
Заточка ножей по старинке, конечно, хороший и действенный способ, но точно настроенный станок для бытового использования дает более качественный результат с нужным углом формирования кромки лезвия.
Правила заточки ножей
 Специалисты рекомендуют соблюдать ряд правил, для того, чтобы получить качественную заточку ножей в домашних условиях, что в свою очередь позволит сократить количество заточек лезвия.
Специалисты рекомендуют соблюдать ряд правил, для того, чтобы получить качественную заточку ножей в домашних условиях, что в свою очередь позволит сократить количество заточек лезвия.
Если вы сторонник использования бруска с абразивным напылением, начинайте работу с самой острой части лезвия, и заканчивайте более тупой, а именно той, которая мало задействована в процессе нарезки продуктов. Зачастую процесс начинают с середины, двигаясь к острию лезвия с небольшим поворотом. Форма ножа и его толщина влияет на угол заточки лезвия. Заточной станок для кухонных ножей выполняет точение под углом 25°, лезвие наклоняют над бруском на 12 — 13°.
Тип заточного станка для ножей рейсмуса и материал, из которого он изготовлен, также влияет на качество проведения работы.
На различных интернет ресурсах, вы можете найти специальные видео ролики, в которых наглядно показан процесс заточки лезвия ножа.
Примечание.
Производство ножей происходит в основном из легированной и углеродистой стали. Каленую сталь нужно точить бруском с абразивом, нержавейку – напильником трехгранным. Это связано с тем, что относительно мягкие металлы, в процесс заточки забывают поверхность бруска с абразивом. Кованое лезвие довольно гибкое, поэтому его желательно закреплять и точить бруском движениями вскользь. Частое применение абразивных брусков, способствует образованию жирной пленки на поверхности, которую нужно затирать обдиркой.
Раньше, станки заточные настольные для ножей делали из брусков клиновидной формы и дуба мореного. Бруски располагали с обеих сторон деревянного клинка, таким образом, чтобы кромка режущая была свободной. Конструкцию перетягивали веревкой и при помощи точильного камня затачивали лезвия до предельной остроты, получая при этом, отличный угол заточки.
Затачивание ножей, которые используются в рубанках, выполняется следующим образом: на стекло большой толщины, накладывают наждачную шкурку с мелкой фракцией, скошенной частью кромки режущей на абразив и точится движениями по кругу.
Заточка ножей в домашних условиях
Для этой цели потребуется взять брусок из твердых пород дерева, поверхность которого формируют методом заточки под определенным углом, необходимым для формирования кромки лезвия. Это дает возможность держать угол обрабатываемой кромки. Для удобства работы по заточке лезвия, зафиксируйте клинок в плоскости бруска при помощи саморезов.
Заточный станок для ножей фуганка изготовьте инструмент своими руками, это даст возможность сделать процесс более легким, а качество работы намного выше. Главное соблюдать правила и нюансы в работе, и проблем не возникнет.
Заточный станок для ножей своими руками создан для облегчения работы с металлическими изделиями. Домашний инструмент можно наточить своими руками при помощи подручных средств, а на производстве без станка не обойтись. Там и объемы больше, и инструментарий посерьезней.
Профессиональные заточные станки для ножей
Самыми острым инструментом считается обвальный или разделочный нож
Таким пользуются мясники для разделки туш животных, и срезания шкур. При такой интенсивной работе лезвие инструмента тупится чрезвычайно быстро. Если объем работы не слишком большой, заточку можно производить на обычном станке, который оснащен контролем над углом кромки лезвия. Заточные станки для ножей в мясоперерабатывающей промышленности используют в основном KNECHT USK 160. Такие станки универсальны, поэтому затачивать на них можно абсолютно любые ножи.
На предприятиях занимающихся деревообработкой и в столярных цехах, устанавливают оборудование, которое может справляться с большими объёмами работ. Здесь используется инструмент, имеющий фуганки с длинными лезвиями, а также строгальные станки. Заточка металла происходит на оборудовании с механическим приводом, который подает инструмент на заточку.
При попытке заточки инструмента самостоятельно при помощи точильной чаши
…без использования фиксации и направляющих, то на лезвии сформируются зоны с разнообразным углом отточки. Обрабатывая некачественно заточенным инструментом дерево, вы получите неровный срез и волнистую поверхность. Заточной станок для плоских ножей имеет простую вертикальную конструкцию, Диски точат на станках с разделителем и вращающимся столом.
Универсальный заточной станок для ножей
Данный вид оборудования наилучшим способом подходит для предприятий, который выполняют за день большие объемы работ. Вручную возиться з металлом никто не станет, поскольку это тяжелый труд. Настольный станок ВЗ-319 оборудован жесткой станиной и точно подогнанными механическим приводом. Поэтому, справляется с заточкой инструмента любого типа – рубанки, фрезы, ножи и прочее.
Для бытового использования подойдет модель Тормек Т7. Комплектация у данного агрегата большая, в наличии есть множество насадок и дополнительных элементов для заточки кухонных ножей, ножниц и прочих инструментов.
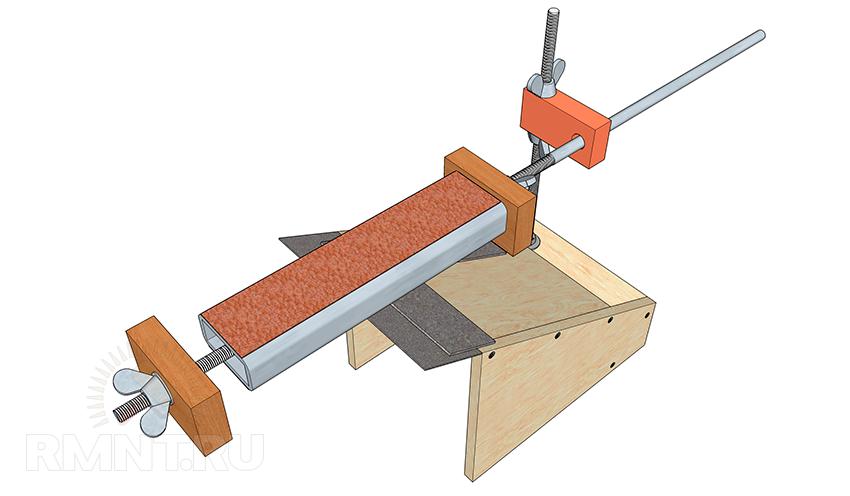
Изготовление заточного станка для ножей своими руками
Сделать заточной станок для ножей для бытового использования довольно просто, для этого вам понадобится отрезок ламината, фанеры или ДСП, деревянная рейка, наждачка, болты с барашками. Первым делом нужно изготовить держатель ножа, для этой цели отрежьте кусок материала. Во избежание цепляния бруска за держатель, нужно провести зачистку края под определенным углом при помощи наждака. На вертикальной стойке сделайте разметку и отрежьте верх, это послужит основой для бруска. Угол устанавливается вдвое меньше, необходимого для заточки лезвия.
Для бытовых ножей угол составляет 10 — 15°. Для облегчения работы по сооружению станка для заточки ножей, сделайте чертеж, так вам будет намного проще. Возьмите во внимание тот факт, что на высоту влияет поперечная основа. На конечном этапе, все элементы нужно обрезать и зашкурить. Затем, необходимо сделать дырки для болтов в пластине, которые будут фиксировать лезвие. Делая разметку, определяйте расстояние дырок от края основы. Это позволит затачивать лезвия разной толщины.
На следующем этапе, пластину нужно закрепить с использованием болтов. Стойки вертикального положения фиксируют при помощи шурупов. Важно помнить о том, что сила давления на низ малая, поэтому для фиксации элементов можно применить термический клей. Горизонтальную перекладину крепят аналогично.
Для изготовления бруска нужно отрезать рейку определенной длины. На одном краю крепят наждачку с достаточной фракцией абразивных частиц. Для того, чтобы добиться лучшего результат в работе, можно сделать больше брусков с разным абразивом. Хорошим диапазоном зернистости считается Р600 – Р2000.
Для того, чтобы защитить руки от травм при заточке инструмента, прикрутите на верху рейки рукоятку. Таким образом, вы получите станок для домашнего использования с хорошими функциональными качествами.
В процессе работы по заточке ножей, устройство получает опору на столе, что в свою очередь облегчает работу с ним.
Станок для заточки ножей своими руками
В настоящее время существует несколько видов: станок для заточки ножей, для парикмахерской машинки и другие. В этой статье говорится о том, как сделать станок для заточки ножей на дому: представлены подробные чертежи с размерами, фото и видео (2–3 ролика).
Правила
Нередко при заточке ножиков на дому домочадцы пользуются абразивными брусочками. Однако для того чтобы использовать их на практике, нужны необходимые навыки и опыт работы с ними. Ведь если нож заточен под неправильным углом, то лезвие остаётся тупым.
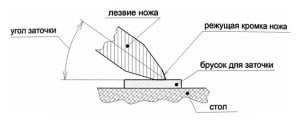
Схема расположения брусочка к лезвию.
Перед непосредственным изготовлением станка нужно прислушаться к советам от слесарей-заточников.
При заточке ножа мастер выполняет такие действия:
Определяет угол между рабочей областью лезвия и брусочком. Причём для каждой модели углы бывают разными;
Нож расположен под углом в 90 градусов к направлению бруска. Канавки, которые образуются при трении бритвенного спуска ножика о брусок, должны находиться под 90 градусов к ножевой линии. Угол в подобной ситуации равен половине заточки;
Как правило, угол составляет 25 градусов;
Слесарь начинает обработку с начала ножного лезвия;
При регулировке заточного угла мастер закрашивает часть ножного лезвия любым маркером. В итоге слесарь контролирует непосредственно рабочую область.
Как правило, после заточки рабочее лезвие имеет неоднородные деформации. Поэтому при самостоятельной обработке «точкой отчёта» должна быть не острая часть ножика.
Выбор брусочков для заточки ножа
Основной показатель брусочка — зернистость.
Брусок — это основной компонент, который делает лезвие тонким и острым. В итоге перед выбором конструкции необходимо выбрать нужные брусочки.
При самостоятельной заточке ножей домочадец пользуется такими типами брусочков
которые имеют высокую зернистость. С помощью применения таких брусков исправляют форму ножного лезвия
имеющие среднюю зернистость. С помощью таких брусков слесарь удаляет канавки, которые образуются во время первичной обработки ножика
оселок, который покрыт пастой ГОМ. В подобной ситуации слесарь полирует лезвие.
При обработке ножиков на кухню можно использовать два типа— со средней и высокой зернистостью. А также в этом случае необходимо воспользоваться оселком.
Основание
При изготовлении заточного станка на дому можно использовать различные детали. В частности, можно воспользоваться ламинированной ящичной фанеркой толщиной 12 мм, которую раньше применяли при создании корпусов радиотехники.
При сооружении на дому станка домочадец выполняет такие действия:
Выбирает основу для подобной установки, которое должно весить как минимум 5 кг. В противном случае на станке нельзя будет заточить рубящие приспособления и инструменты. Поэтому при изготовлении подобного оборудования квартирант использует различные стальные уголки размером 20х20 мм;
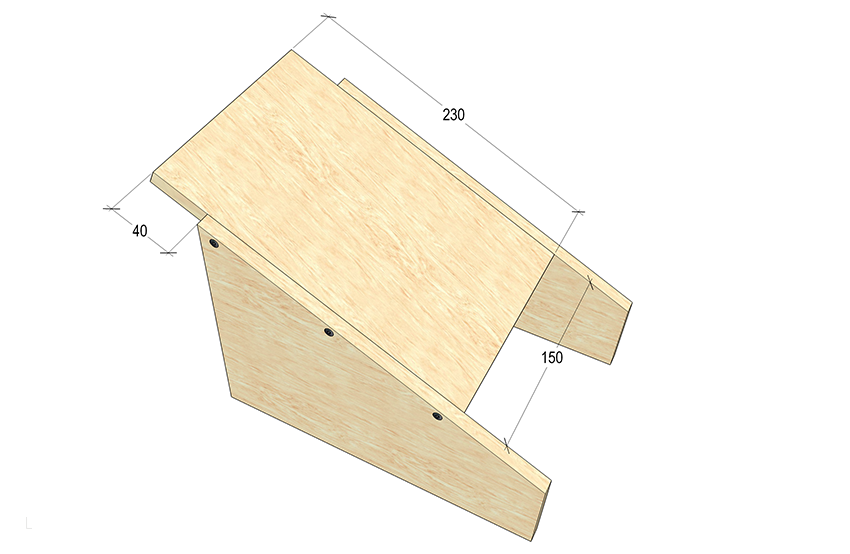
Далее, из фанеры выпиливает лобзиком 2 детали, которые имеют трапециевидную форму, основу — 170 на 60 мм, а высоту 230 мм. При резке слесарь делает припуск 0,7 мм на заточку торцов: они в итоге получаются прямыми и подходят по разметке;

Устанавливает между наклонными стенками по бокам 3 деталь — наклонную поверхность из фанеры таких размеров 230 х 150 мм.
В подобной ситуации трапециевидные бока находятся сбоку на прямоугольной поверхности.
В итоге получается основа — клин. В подобной ситуации в передней части образуется выступ наклонной поверхности размером в 40 мм;
Затем по боковым стеночным торцам слесарь отмечает рейсмусом 2 черты. При этом он отступает на половину толщины фанерки;
Далее, просверливает в досках по 3 отверстия для соединения частей конструкции шурупами;
Просверливает торцы наклонной поверхности и на какое-то время соединяет детали основы;
Сзади конструкции слесарь соединяет боковые стенки с помощью брусочка 60х60 мм, который крепится в торец двумя шурупами с 2 сторон; — делает в брусочке 10 мм щель.
В подобной ситуации он отступает 50 мм от центра — на 25 мм от края. Для сохранения вертикального положения, сначала сверлится не толстым сверлом с 2 краёв, а потом расширяется;
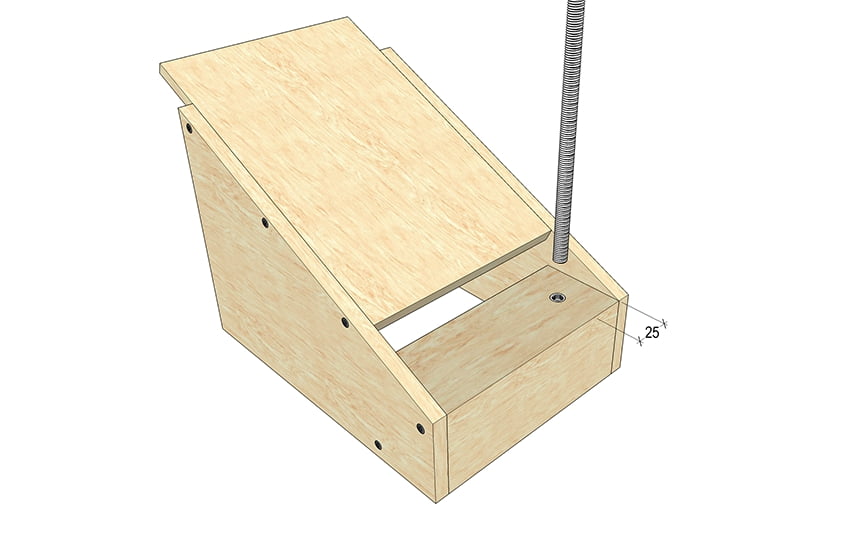
Затем на верху и снизу вкручивается в щель два резьбовых фитинга—футорки, а в фитингах — шпильку размером 10 мм, длина которой равна 250 мм.
При несовпадении резьб со шпильками регулируется нижняя футорка.
Устройство подручника
При изготовлении устройства подручника выполняются такие действия:
Снимает с основы ровную наклонную часть, дорабатывает её и устанавливает на ней устройство фиксации, а также прижим используемого приспособления;
Отмеряет от края впереди 40 мм и по такой отметке с помощью применения садовой ножовки выпиливает паз, глубина которого равна 2 мм;
С помощью применения сапожного ножа с торца доски откалывает 2 верхних шпонированных слоя. В итоге получается выборка, в которую слесарь вставляет 2 мм стальную пластинку на одном уровне с общей поверхностью;
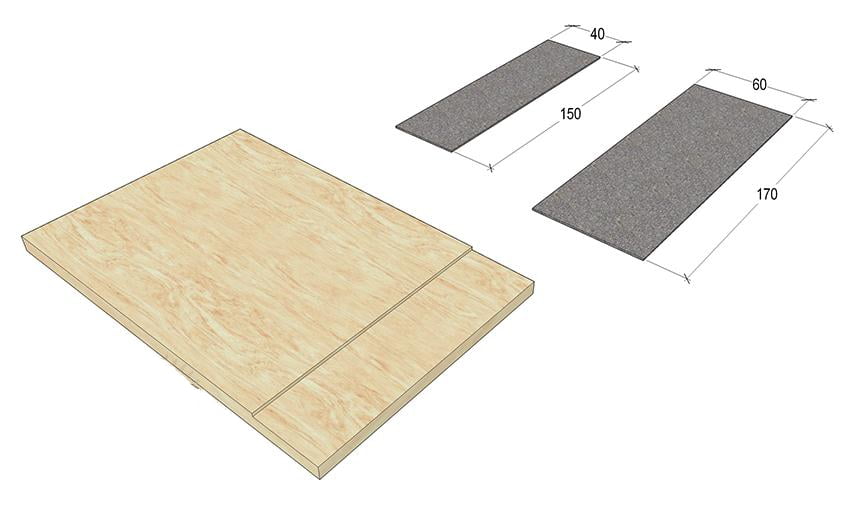
Подручник имеет в своём составе 2 планки из стали размерами 170х60 мм и 150х40 мм. Станочник соединяет их по большому торцу, который имеет равные краевые отступы, и делает 3 сквозных щели на 6 мм.
С помощью болтов стягивает планки по сделанным щелям. В подобной ситуации станочник оставляет шляпки болтиков со стороны большой верхней пластинки;
Далее, с помощью применения дуговой электросварки пропекает шляпки болтиков и приваривает их к пластинке;
Потом снимает металлические дефекты сварного шва в виде наплывов и шлифует пластинку до придания ей ровной поверхности;

Прикладывает маленькую ответную планку к краевой выборке, переносит щели сверлом и закрепляет подручник болтами.
Устройство фиксации
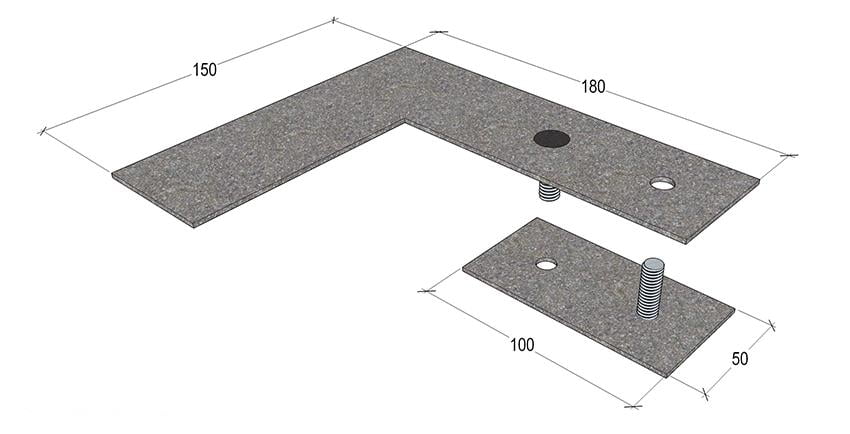
Второй важной деталью подручника считается прижимная планка. Её можно сделать из 2 деталей.
Г-образной планки размером 150х180 мм, ширина полочек которой равна 50 мм (верхней);
Ответной планки в форме прямоугольника размером 50х100 мм (нижней).
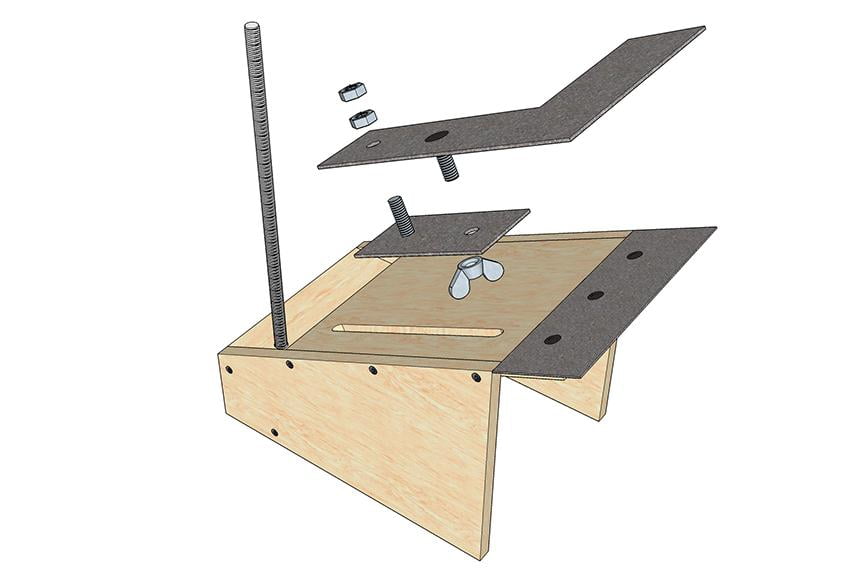
При изготовлении прижимной планки станочник выполняет такие действия:
Устанавливает нижнюю планку на дальнем краю верхней;
По центру делает 2 отверстия и отступает 25 мм от краёв детальки, через отверстия соединяет детальки двумя 8 мм болтиками;
Вкручивает 8 мм болтики по 2 сторонам. В подобной ситуации шляпа ближнего болтика расположена около верхней планки;
Приваривает шляпки болтиков к пластинкам и заранее шлифует до образования округлости;
Да наклонной доске отступает 40 мм от края и проводит рейсмусом черту;
Делает по краям внизу и вверху по одной 8 мм щели в 25 мм;
С помощью разметки соединяет края щелей и электролобзиком делает пропил с припуском. Напильником расширяет паз до ширины, равной 8,5 мм;
Скрепляет планки посредством паза, который есть в доске верхний болтик затягивает гайкой и, таким образом, крепко крепит планку.
Потом затягивает соединение 2 гайкой;
При прижиме нижней планки (в нише основы) накручивает на второй болтик барашковую гайку.
Контроль угла заточки
При регулировке угла заточки слесарь выполняет такие действия:
На шпильку, которая находится в брусочке станочной основы, набрасывает большую шайбу и затягивает гайку.
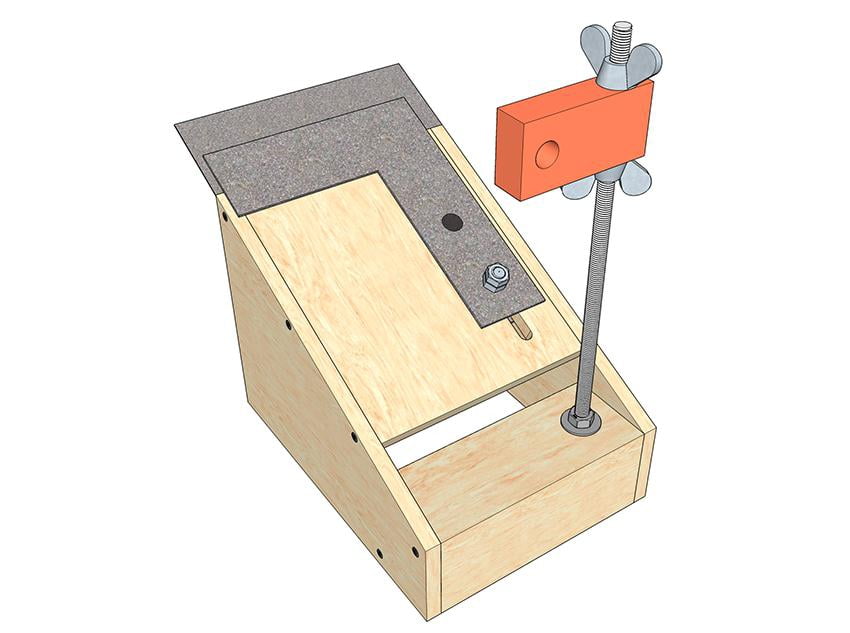
Стержень не проворачивается в футорке изготавливает колодку для регулировки заточного угла из маленького карболитного бруска, размеры которой составляют 20х40х80 мм.
В 15 мм от колодочного края сверлит в 20 мм торец с 2 сторон, расширяет щель до 9 мм, потом внутри делает резьбу;
Отступает 50 мм от оси новой щели и сверлит ещё одну в плоской части заготовки — на 90 градусов к прежнему. Подобная щель имеет диаметр 14 мм. В подобной ситуации слесарь сильно развальцовывает отверстие с помощью применения рашпиля круглой формы;
Накручивает колодку на шпиль — устанавливает нужную высоту проушины без применения фиксирующих винтов;
Крепит колодку с 2 сторон шестигранными гайками М10.
Использование сменных брусочков и изготовление каретки
При изготовлении точильной каретки станочник выполняет такие действия:
Сваривает 30 см резьбовые шпильки М10 с гладким прутом, толщина которого равна 10 мм;
Использует 2 твёрдых бруска 50х80 мм и толщина которого равна 20 мм. Во всех брусочках по центру и сверху отступает 20 мм от края, а потом делает щель шириной 10 мм;
Накручивает на штангу барашковую гайку, потом большую шайбу и 2 бруска, затем гайку и шайбу;
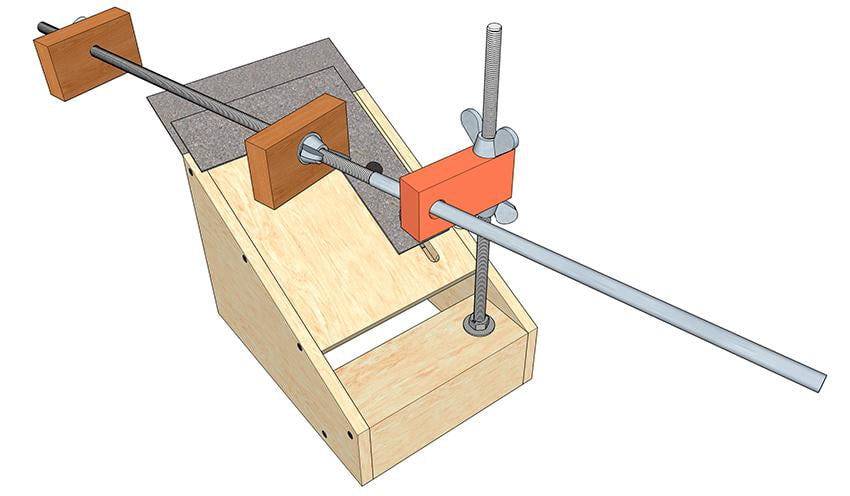
Между брусками зажимает прямоугольные заточные камни или изготавливает несколько сменных заточных брусочков.
В качестве брусочной основы станочник использует прямоугольную трубку из профиля или кусок карниза, ширина которого равна 50 мм;
Зашкуривает плоскую станочную часть и очищает её от жира, клеем «Супер Момент» склеивает полоски наждачки с зернистостью, достигающей 1200 грит.
Наждачка должна иметь основу из ткани, а на 1 из брусочков нужно приклеить полоску замши для нанесения на лезвия полировки.
Простой самодельный станок
Самым распространённым вариантом станочной конструкции считаются 2 пары реек из дерева, которые скреплены между собой винтиками. Между такими деталями станочник устанавливает брусок.
Основная причина популярности использования ручного самодельного станка для заточки различных ножей — это его устойчивость. Во время работы станочная конструкция никак не движется по верстаку.

При фиксации брусочка слесарь пользуется опорными планками, которые находятся между деревянными элементами.
Однако подобный самодельный станок обладает такими недостатками:
Мастер выставляет лезвие к камню вручную. При продолжительной работе сложно уследить за углом заточки;
При изготовлении такой установки необходимо воспользоваться фиксирующим узлом. Станочная конструкция должна быть устойчивой, поэтому её нужно жёстко крепить на верстаке;
В процессе работы ослабевают стяжки и изменяется расположение брусочка.
Ещё одно преимущество подобной схемы-лёгкость изготовления. Такую станочную конструкцию чаще применяют при заточке ножиков для фуганка и для кухни.
Рейки из дерева могут быть различной толщины. При самостоятельном изготовлении простого заточного станка можно воспользоваться различными подручными компонентами.
При первичном изучении всех нюансов изготовления необходимо посмотреть тематические видео, в которых подробно описано, как сделать станок на дому.
Бизнес-идея: производство ножей
Вложения: от 290 000 рублей
Окупаемость: от 4 месяцев
Нож – древнейший режущий инструмент. Несмотря на многовековую историю, внешний вид его остался почти без изменений. Основу по-прежнему составляют клинок и рукоятка. При этом сфера применения инструментов разнообразна: домашнее хозяйство, охота, рыбалка. Поэтому бизнес, связанный с производством ножей, всегда будет актуальным.
Концепция бизнеса
Идея бизнеса связана с открытием предприятия по изготовлению ножей разной формы и назначения. Основными покупателями станут частные лица, приобретающие приборы для домашнего обихода, а также магазины рыбалки, охоты и другие.
Производство всегда начинается с заготовки. Ее делают самостоятельно либо приобретают уже готовой. После того, как с видом будущего ножа определяются, выбирают сталь, делают выкройку из куска металла.
Но сначала исходный материал пускают под каток весом 80 тонн. В результате получается расплющенная пластина, на которой обводят контуры заготовки. Сталь для производства продается в листовом виде.
После этого заготовка проходит этапы сверления, в ней прорезается отверстие для присоединения рукоятки. Затем клинок подвергают термообработке. Полученная форма шлифуется, выполняется ее предварительная обточка. На заключительном этапе изготовления клинка осуществляют полировку.
Помимо клинка, нож состоит также из ручки. Самый дешевый материал, применяемый для изготовления рукояток – пластик. А вот традиционным, хотя и более дорогим, считается дерево. Какой конкретно выбрать материал, зависит от качества готового изделия. Так, например, дерево отлично сочетается с металлом. Но это не значит, что пластиковую рукоятку можно встретить только на дешевых предметах.

На последнем этапе нож проходит окончательную обработку, упаковывается, передается на склад для хранения или сразу в точку продаж.
Качество конечного продукта полностью зависит от соблюдения технологического процесса.
Что потребуется для реализации?
Прежде всего, необходимо определиться с видом ножей, которые будут изготавливаться на предприятиях. Например, технологию производства коллекционных ножей на начальной стадии развития бизнеса осваивать не имеет смысла, поскольку на такие изделия придется долго искать покупателей. А вот кухонные ножи, охотничьи тесаки найдут применение среди потребителей и будут покупаться.
Далее необходимо найти помещение под цех, заключить договор аренды. Затем можно приступать к закупке оборудования. Для производства понадобятся:
- болгарка с дисками;
- дрель или шуруповерт;
- точильный станок;
- гравер с разными насадками;
- гриндер (шлифовальный станок);
- электрический лобзик;
- ленточная пила.
Что касается исходного сырья, то, например, для изготовления традиционных кухонных ножей, нужна сталь твердостью 48-50 HRC. Если будет делаться охотничий, то данный показатель должен быть выше. Нож в процессе эксплуатации не должен терять первоначальную форму, не должен ржаветь от моющих или других бытовых средств, хорошо затачиваться и т.д. Самыми крепкими и часто применяемыми являются сорта стали CPM, S30V, 154 CM.

Что касается ручек, для их изготовления можно купить специальную линию или же заказывать готовые рукоятки у других производителей. В начале бизнеса выгоднее закупать уже готовую оснастку. А технологию самостоятельного производства рукояток можно освоить чуть позже, когда фирма начнет выходить на самоокупаемость, приносить прибыль.
Пошаговая инструкция запуска
- Регистрация. Перед началом бизнеса зарегистрируйтесь в налоговых органах, получите статус ИП. Код ОКВЭД 28.6 «Производство ножевых изделий и столовых приборов».
- Помещение. Несмотря на то, что нож – инструмент довольно компактный, для его изготовления требуется большое количество разнообразных станков и приборов. Чтобы поместить все оборудование, понадобится арендовать помещение площадью не менее 60 м². Работа, связанная с производством ножей, очень шумная, поэтому не пытайтесь снять помещение в цокольном этаже многоэтажного дома. Лучше поищите место на окраине населенного пункта. Там и аренда дешевле.
- Оборудование и материалы. Затраты на оборудование составят около 82 000 рублей. Из них: болгарка – 10 000 р.; дрель – 5 000 р.; точильный станок – 20 000 р.; гравер – 12 000 р.; гриндер – 18 000 р.; лобзик – 7 000 р.; ленточная пила – 10 000 р. Сталь лучше закупать у производителя оптом. Так намного выгоднее. Сначала определитесь с марками стали, которые нужны для производства. После этого найдите несколько поставщиков, сравните цены, условия и качество продукции. Только на основании всех этих критериев делайте выбор. Это же относится к материалам, которые будут применяться в изготовлении рукояток. На приобретение сырья понадобится около 50 000 рублей в первый месяц работы (самая дешевая заготовка будет стоить около 500 рублей, дорогая – от 5 000 и более; рукоятки – от 300 до 2 500 рублей). Приобретите материал с запасом на 2-3 месяца.
- Персонал. Для работы в небольшом цехе достаточно нанять двух мастеров, обладающих навыками работы на всех вышеперечисленных инструментах. Бухгалтерию руководитель может вести самостоятельно, или пользоваться услугами приходящего бухгалтера, заключая договоры на оказание профессиональных услуг специалистом в конце отчетного периода.
- Реклама. Перед запуском предприятия по изготовлению ножей нужно точно знать, кто будет конечным потребителем товаров: домохозяйки, профессиональные шеф-повара, охотники, рыболовы и др. Лучшим источником привлечения клиентов и продаж станет интернет-магазин. Во-первых, не придется тратить деньги на съем дополнительного помещения, его обустройство. Во-вторых, не нужно будет искать крупных оптовых покупателей, бегая по городу и не «слезая» с телефона. Даже рекламу вы можете организовать через интернет. Обратите внимание на различные тематические сообщества по кулинарии, охоте и другие темы, где могут обсуждаться ножи.

Финансовые расчеты
Стартовый капитал
| Вид расходов | Сумма, рублей |
| Оформление документов | 1 000 |
| Аренда | 30 000 |
| Оборудование | 82 000 |
| Материалы для производства (заготовки, рукоятки) | 150 000 |
| Реклама | 30 000 |
| Итого | 293 000 |
Ежемесячные расходы
| Вид расходов | Сумма, рублей |
| Аренда | 30 000 |
| Зарплата рабочим | 60 000 |
| Налоги | 5 000 |
| Коммунальные платежи | 5 000 |
| Итого | 100 000 |
Сколько можно заработать?
За месяц предприятие может изготовить до 100 штук продукции. Средняя стоимость одного ножа составляет от 1 500 до 2 500 рублей. При этом себестоимость его не превысит 800-900 рублей. Следовательно, с одной единицы товара получится выручить до 600 – 1 500 рублей (чистая прибыль около 80 000 рублей).
Сроки окупаемости
Рентабельность такого производства на деле окажется высокой (около 45%), а окупаемость начальных вложений не превысит 4-5 месяцев.
Особенности бизнеса
Основной риск, с которым сопряжен данный бизнес, связан с довольно высокой конкуренцией. Сегодня много мастеров занимается подобной деятельностью на дому. Они не платят налоги, но имеют неплохой доход, продавая самодельные ножи. Конкуренцию составляют и фирмы, занимающиеся серийным производством тесаков для кухни, охоты и т.д.
Заключение
Чтобы вывести предприятие на достойный уровень потребуется выпускать только качественную продукцию. Каждый покупатель должен непременно оставаться довольным.
Несмотря на возможные трудности, производство ножей – выгодный бизнес, который быстро окупится и начнет приносить стабильную прибыль. После возврата инвестиций стоит задуматься о расширении цеха, масштабировать выпуск, сделать его серийным.
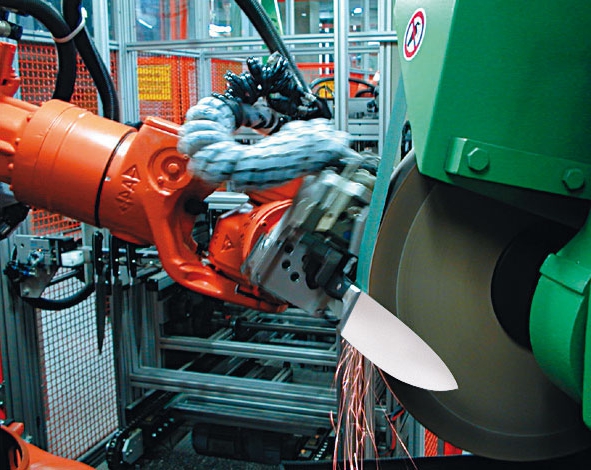
Оборудование для производства ножей. Линия по производству ножей
Различные виды ножей уже давно помогают человеку в его трудовой деятельности. Они задействованы как в ручной работе, так и в автоматических механизмах.
Технологии изготовления такого инструмента шагнули сейчас железной ногой далеко вперёд. И спрос на такие вещи постоянно растёт. Поэтому многие начинающие предприниматели направляют свой энтузиазм именно в эту сферу деятельности.
Техническая оснастка для производства
Оборудование для производства ножей являет собой сложные механизмы, которые управляются с помощью вычислительной техники. Часто для работы используют станок MF 223. Чтобы организовать производство, где все детали будут изготавливаться самостоятельно, понадобится несколько конвейерных линий.
Каждая будет отвечать за одну конкретную деталь. Ручной труд понадобится лишь для подачи заготовок и контроля качества на выходе. Поэтому основная часть вложений будет именно в станки. Иначе производство будет иметь вид небольшой мастерской, которая изготавливает единичные экземпляры.
Виды изделий
С ассортиментом изделий нужно определиться заранее. Это делается на основе анализа рынка и выявлении спроса на конкретные типы ножевых лезвий. Каждая линия по производству ножей будет иметь свой шаблон, по которому обрабатывается заготовка. Так как геометрическая форма ножей разная, то и каждый конвейер будет отвечать за один вид ножей. Количество таких линий будет зависеть от ассортимента производимых изделий.
Рукоятки ножей
Параллельно с отделом, где работает оборудование для производства ножей, будет стоять цех по подготовке рукояток. Ручки устанавливаются после термической обработки. В этом должны участвовать роботизированные манипуляторы, которые обеспечивают заводское качество. В зависимости от материала и формы рукоятки линия настраивается на различные операции. Выбору рукояток стоит уделить особое внимание. Потенциальные покупатели в первую очередь смотрят именно на этот элемент. Его следует делать из качественного пластика, резины или дерева.
Работа станка по производству ножей

Чтобы станок работал, необходим шаблон, по которому будет идти копирование формы будущего ножа. Его изготавливают вручную либо на специальных станках с ЧПУ. Чтобы станок для производства ножей работал долго и выпускал качественные заготовки, шаблоны следует изготавливать из твёрдых сплавов.
Исходя из экономических расчётов, нужно принять решение. Либо вся линия будет полностью автоматизирована, либо будут наняты специалисты по работе на полуавтоматических станках. Для последнего случая в распоряжении мастера, который управляет станком, должна быть доступна заточка под разными углами и специальные резаки для сложного профилирования.
Материалы для производства ножей и требования к ним
При большом количестве видов ножей необходима сталь с разными свойствами. К примеру, для обычного кухонного прибора нужен материал с твёрдостью от 48 до 57 HRC. В случае охотничьего ножа этот показатель должен быть выше.

Поэтому марки стали для производства ножей подбираются исходя из условий его будущей эксплуатации. Кроме твёрдости, есть ещё ряд требований:
- режущая кромка должна долго сохранять свою форму и быть твёрдой;
- сталь не должна ржаветь от бытовых жидкостей;
- нож должен быть упругим;
- твёрдость должна позволять произвести заточку в домашних условиях;
- по возможности должен быть соблюдён баланс между лезвием и рукояткой.
Такие требования достаточно сложно удовлетворить лишь одной маркой стали. Поэтому самыми популярными являются несколько сортов: CPM S30V и 154 CM. Но иногда встречаются отечественные аналоги Д2, а также АУС 8. Выбрав марки, сталь стоит закупить оптом у производителя. Такой вариант будет намного выгоднее.
Материалы для изготовления рукояток ножей
Для полноценной работы предприятия оборудование для производства ножей должно включать в себя, как уже было сказано, устройство для изготовления надёжных и удобных ручек. Конечно, можно заказывать готовые ручки в других фирмах. Но все же надёжнее иметь своё производство.

Для деревянных ручек выбирают твёрдые породы древесины с высокой вязкостью. Пластиковые ручки изготавливают индивидуально с помощью литья под давлением. Так как удобство ножа в первую очередь зависит от ручки, то её форма специально профилируется для пальцев.
Сбыт готовой продукции и реклама
Запуская предприятие по изготовлению ножей, следует наперед знать, для какого потребителя предназначен товар. Если это кухонные приборы, то покупателями в основном будут домохозяйки и профессиональные повара. В случае охотничьего ножа это могут быть все мужчины.
Для продажи и привлечения покупателей отлично подойдёт интернет-магазин. Его обслуживание недорогое и нужен минимальный персонал для отправки и оформления заказов. Рекламу тоже можно организовать в Интернете. Особое внимание стоит уделять разным тематическим сообществам и форумам.