Станок для профлиста своими руками
Станок для профлиста своими руками
Как сделать самодельный станок для изготовления профлиста своими руками

В наше время все без исключения строительные материалы постоянно дорожают, и профнастил, который очень широко используется в строительстве, не является исключением. Производится материал из листа металла, которому придается определенная форма.
Основная функция такого станка – резка и прокатка заготовки, в результате чего она принимает форму готового профлиста. Подобный ручной станок для изготовления профнастила в наше время можно сделать даже своими руками, умея работать с металлическими заготовками и, желательно, имея инженерные навыки.
Автоматические и ручные станки по изготовлению профлистов
Основное отличие профлиста от прочих подобных металлических листов – гофра имеет трапециевидную форму. На первый взгляд может показаться, что самому сделать станок для производства такого материала невозможно, но это не так.
Производственные линии такого материала представляют собой целый комплекс механизмов, каждый из которых выполняет свои функции.
Так, даже самая простая автоматическая линия по изготовлению профлистов состоит из:
- разматывателя рулонов металлических листов;
- прокатного стана, на котором собственно и осуществляется формирование материала;
- ножниц, которые имеют вид гильотины;
- приемного устройства.

Понятно, что самостоятельно сделать такую автоматическую линию нереально. Но вот сделать ручной станок, который сможет на нужный угол сгибать заготовки так, что получиться лист профнастила, вполне возможно.
При этом стоит учитывать, что домашний ручной станок не сможет изготавливать слишком толстые профлисты – максимальная толщина заготовки – около 5 мм.
Подготовка опор и стола для подачи заготовок
Самостоятельное изготовление прокатного станка начинается с собирания каркаса для размещения всех компонентов оборудования. При этом достаточно установить надежные опоры, закрепив их на основании: желательно – бетонном полу.

Далее собирается стол, по поверхности которого будет подаваться заготовка в станок. Длина его должна в несколько раз превышать длину готового изделия, поскольку на поверхности потребуется наличие свободного места, чтобы можно было принимать готовое изделие. Оптимальным материалом поверхности стола является алюминиевый лист.
На столе должна быть специальная планка, которая при помощи болтов сможет закреплять заготовку на столе. Таким же способом закрепляется и ручной рычаг, который осуществлять подачу по столу листов материала в станок для профнастила, устанавливая требуемый угол подачи.
Установка прокатных валов и первый запуск
Следующий компонент – прокатные валы – собрать своими руками очень сложно, поэтому лучше всего приобрести их готовыми. Найти в наше время на рынке такие приспособления не составит особого труда.

С помощью кронштейнов из металлических уголков валы закрепляются на каркасе станка возле ручного рычага.
Закрутив все болты не в полную силу, практически полностью сделанный ручной станок для производства профнастила готов к проведению первой обкатки материала. Если изготовленный профнастил имеет нужную форму, детали можно закреплять на своих местах, прочно затягивая все болты. В противном случае проводиться регулировка тех или иных деталей, и процедура повторяется.
Особенности работы с самодельным ручным станком
Даже если вы опытный мастер, работать на сделан собственноручно сделанном станке следует очень аккуратно, поскольку любая неисправность в любом компоненте механизма может привести к травматизму в процессе его использования.
При этом нельзя забывать и о технике безопасности, работая с предельной осторожностью, особенно в тому случае, если для разрезания металла используется гильотина.
Таким образом, собственноручно собранный станок для профнастила готов. Принцип его действия очень простой:
- лист заготовки помещается на стол;
- с помощью специальной планки заготовка фиксируется на столе;
- используя ручной рычаг, устанавливается оптимальный угол подачи материала в прокатные валы;
- на выходе готовый лист должен свободно перемещаться по столу.
Чтобы не получить никаких производственных травм, при работе с таким станком необходимо постоянно придерживаться правил техники безопасности.
Станок, на котором производится профнастил, является очень опасным оборудованием, поскольку на нем есть множество режущих и колющих компонентов, которые могут нести опасность для оператора. Поэтому работать на станке позволяется только в защитной одежде и очках.
Перед каждой работой с таким ручным аппаратом следует тщательно проверять работоспособность всех его компонентов. На ручных станках крайне не рекомендуется гнуть очень толстые металлические листы.
Таким образом, обладая навыками работы с металлическими материалами, даже своими руками можно сделать механизм для прокатки профлиста, который будет обеспечивать достаточно высокое качество получаемой продукции. Главное, не допускать никаких ошибок при его сборке, а также помнить правила безопасного использования листогибочного оборудования.
Производство профлиста: серьезное оборудование и ручные станки
Профнастил вот уже на протяжении нескольких десятилетий активно используется в области строительства и во многих других сферах. Этот надежный материал, для изготовления которого необходим специальный станок для производства профнастила, применяется в качестве основного элемента ограждающих конструкций, им покрывают крыши строительных сооружений, облицовывают стены, а также решают целый перечень других задач, связанных как с капитальным, так и с частным строительством.

Профнастил изготавливается методом холодного проката
Производство профлиста может осуществляться как на механизированном, так и на ручном оборудовании, которое при желании можно изготовить и своими руками. Зная все нюансы такого производства, можно организовать прибыльный бизнес по изготовлению востребованного на рынке профлиста или с минимальными затратами производить такой материал для собственных нужд.
Свойства профнастила
Профнастил, который на современном рынке представлен несколькими основными разновидностями, может быть изготовлен из различных материалов. Однако основным сырьем для производства профлиста является холоднокатаная листовая сталь, на поверхность которой нанесен тонкий слой цинка. Для придания стальному листу требуемой конфигурации используют метод его прокатки, которая может выполняться в горячем или холодном состоянии. Производство профнастила, при котором стальной лист предварительно подвергается значительному нагреву, осуществляют только крупные металлургические заводы. В домашних же условиях или в масштабах небольшого производственного предприятия профлист производится методом холодной прокатки.

Основные виды профилированного листа
В зависимости от условий дальнейшего использования и нагрузок, которые будет испытывать профлист, для его изготовления может быть использована сталь различной толщины. Вместо цинкового покрытия на поверхность профлиста может быть нанесен слой краски или другого материала, который в состоянии обеспечить надежную защиту металлического листа от негативного воздействия внешней среды. Учитывая тот факт, что конструкции из профнастила эксплуатируются преимущественно на открытом воздухе, наличие покрытия, защищающего их от интенсивного износа под воздействием коррозии, позволяет наделить такой материал требуемой долговечностью.
Условия, в которых эксплуатируется оборудование для производства профнастила, также оказывают влияние на качество готовой продукции. Так, и ручной станок, используемый для изготовления профнастила, и автоматизированную линию по производству такого материала желательно устанавливать в сухом и отапливаемом помещении, в котором не отмечаются резкие перепады температурного режима. Играют значение и условия, в которых хранится сырье для изготовления профилированных листов – рулоны листовой стали. Помещение, в котором осуществляется такое хранение, также должно быть сухим и отапливаемым.
Типы оборудования для производства профнастила
Любое оборудование для производства профнастила работает по типовой схеме. Плоский стальной лист для придания ему требуемой конфигурации прогоняется через систему валков, которыми оснащен станок, используемый для производства профнастила. В результате такой технологической операции плоский стальной лист деформируется, приобретая требуемую геометрическую форму.

Размеры и форма валков зависят от конфигурации производимого на станке профлиста
В качестве основного сырья, из которого изготавливается профилированный лист, как уже говорилось выше, используется листовая сталь, поставляемая с заводов-производителей в рулонах. Если стальной лист, свернутый в такой рулон, имеет небольшую толщину, то развернуть его не составит больших проблем: это можно выполнить даже вручную. Совсем иначе обстоит дело, если для профлиста необходимо использовать листовую сталь значительной толщины. В таком случае станок, применяемый для производства профлиста, нуждается в оснащении дополнительным приспособлением, которое будет отвечать за гибку листового металла значительной толщины.
Станок для профнастила в зависимости от требуемой производительности может быть оснащен ручным или механизированным приводом. Более простой конструкцией, конечно, отличается ручной станок для производства профнастила. Между тем, решив использовать такое оборудование, следует иметь в виду, что работа на ручном станке для производства профлиста требует приложения значительных физических усилий, поэтому применять такое устройство для изготовления профилированного листа значительной толщины проблематично.

Ручной профилегиб ЛСП-2000 предназначен для изготовления профлиста или шкетника из металла толщиной до 0,55 мм
Между тем изготовление в домашних условиях оснащенного механизированным приводом станка для производства профнастила также связано с определенными сложностями. Дело в том, что в таком оборудовании для профнастила должно быть устройство, обеспечивающее резку профилированных листов на изделия определенной длины. Для выполнения данной технологической операции не подойдут обычные гильотинные ножницы, так как для этого необходимы устройства, рабочие органы которых по своей форме полностью соответствуют конфигурации профилированного стального листа.

Формовка профиля на специализированной линии происходит на прокатном стане
Различают две технологии, по которым может осуществляться изготовление профнастила на специализированном оборудовании. Первая из них носит название одновременного профилирования и предполагает деформирование сразу обеих сторон стального листа, используемого для изготовления профлиста. Станки для производства профнастила, работающие по принципу последовательного профилирования, отдельно деформируют каждую из сторон стального листа.
Наибольшей эффективностью при изготовлении профлиста отличается специализированная линия для производства профнастила, в структуре которой уже содержится все необходимое оборудование.
Структура производственных линий
Для обеспечения высокого качества производимой продукции линии по производству профнастила должны быть оснащены следующими механизмами и приспособлениями.
- В такой линии обязателен механизм, который обеспечивает фиксацию рулонов с листовой сталью, а также их разматывание. Изготовление стального профлиста в промышленных масштабах предполагает использование в качестве сырья рулонов листового металла, вес которых может доходить до десяти тонн. Манипулировать такими рулонами без использования специальных приспособлений практически невозможно.
- Специальное устройство позволяет в автоматизированном режиме регулировать степень провисания заготовки между механизмом разматывания и приемной частью станка. Линия по производству профнастила, как правило, выполняет обработку листового металла с высокой скоростью, что просто не позволяет выполнять регулировку провисания заготовок в ручном режиме.
- Чтобы обеспечить высокую производительность и требуемое качество изготавливаемой продукции, профессиональное оборудование для производства металлопрофиля оснащают несколькими группами рабочих валков. Такие группы валков, которые называются клетями, выполняют различные функции, находясь в составе автоматизированной линии для производства профилированного листа. Как правило, эти клети, состоящие из различного количества рабочих валков, служат для загрузки листового металла в зону обработки оборудования, для выполнения рабочих операций и выгрузки готового изделия из станка.
- В производственной линии есть механизм привода, который должен обладать достаточной мощностью для того, чтобы обеспечить высокую производительность технологических операций, связанных с изготовлением профилированного листа методом прокатки.
- Устройство для резки, которым оснащается профессиональное оборудование для производства профлиста, должно обеспечивать качественную резку готового изделия, без образования заусенцев и загибов на его краях. Наличие таких дефектов значительно снижает стоимость готовой продукции.
- Станок для изготовления профнастила в промышленных объемах также должен быть оснащен отсеком, в котором складируются готовые изделия.

Структура автоматической линии производства профлиста
Производственная линия, предназначенная для изготовления профлиста, может управляться посредством автоматизированной системы или более простого устройства, которое не в состоянии обеспечить должный уровень автоматизации технологического процесса. Между тем использовать станок для профнастила, управляемый более простым устройством, могут даже операторы с невысоким уровнем квалификации.
Как изготовить станок для производства профлистов
Станок для изготовления листа, профиль которого имеет трапециевидную конфигурацию, можно изготовить и своими руками. Следует, однако, иметь в виду, что такое оборудование будет отличаться ограниченными техническими возможностями и использовать его можно будет для обработки заготовок из листового металла небольшой толщины. Такой самодельный станок можно применять не только для производства профлиста, но и для изготовления элементов кровельных конструкций – коньков, карнизных планок и др.
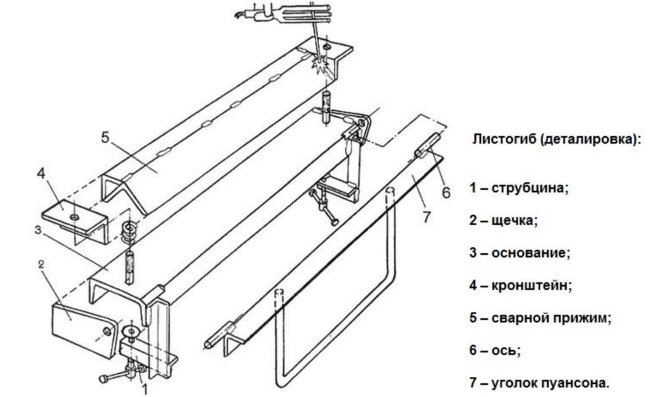
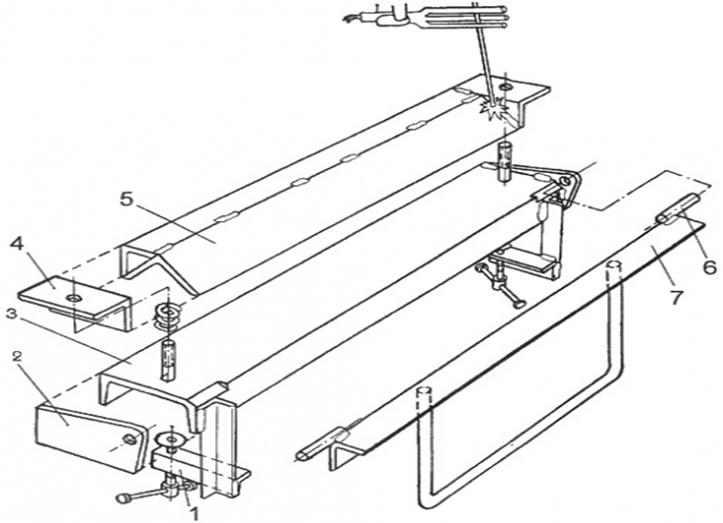
Чертеж самодельного листогиба, который тоже можно использовать для изготовления профлиста
Основой такого станка, с подробностями изготовления которого можно познакомиться и по видео, является каркас, устанавливаемый на бетонном основании и фиксируемый на нем при помощи анкерных болтов. На таком каркасе монтируется рабочий стол, длина которого должна превышать длину обрабатываемых заготовок. Рабочий стол самодельного станка, предназначенного для производства профннастила, используется как для подачи заготовки в зону обработки, так и для извлечения готового изделия.
Для надежной фиксации рулона листового металла на раме станка используется специальная планка, которая фиксируется при помощи болтового соединения. Механическое воздействие на обрабатываемый листовой металл, из которого и формируется профилированный лист, осуществляется посредством ручного рычага, монтируемого на раме оборудования. При помощи такого рычага, конструкция которого может быть дополнительно оснащена прижимной пружиной, осуществляется не только подача стальных листов в зону обработки, но и регулировка угла их подачи.
При самостоятельном изготовлении ручного станка для профнастила следует иметь в виду, что полностью сделать такое оборудование своими руками не получится: некоторые элементы его конструкции придется заказывать у специалистов по металлообработке. Такими элементами, в частности, являются прокатные валы, при помощи которых осуществляется формирование требуемого профиля обрабатываемой заготовки.
Для изготовления этого мобильного профилегиба понадобятся подшипники, уголок и трубы

Каретка – основной узел самодельного станка
Прокатные валы станка, предназначенного для производства профнастила, закрепляются на раме при помощи кронштейнов и соединяются с рычагом, который и управляет их работой. Металлическая заготовка, из которой будет формироваться профилированный лист, фиксируется на поверхности рабочего стола станка специальными лапками или планками.
Прежде чем надежно зафиксировать все болтовые соединения в конструкции самодельного станка, предназначенного для производства профлиста, следует выполнить на таком оборудовании пробную гибку. Ее результаты покажут необходимость регулировки или переделки механизмов.
Станок для производства профнастила своими руками
Home » Станок для производства профнастила своими руками
Станок для производства профнастила своими руками
Посоветовали сайт с ценами профнастила за лист от производителя — купил и не пожалел.
Свой станок для профнастила поможет не только изготовить хороший материал, например, для загородного строительства, но и начать прибыльный бизнес, однако для этого нужно знать множество нюансов.
Такое устройство довольно просто сделать в домашних условиях своими руками, если разобраться в принципе его работы.
Учитывая, что практически ни одна стройка сегодня не обходится без этого материала, он находит широкое распространение в быту, а если сделать свой станок, то можно изготавливать товар на продажу.
Содержание:
- Особенности и требования к материалу
- Разновидности конструкции и принцип работы
- Пошаговая инструкция по сборке станка дома
Профнастил на сегодняшний день является крайне востребованным покрытием. Его используются в качестве штакетника, материала для стен и крыш, обшивочного материала.
При этом такие листы отличаются относительно низкой стоимостью и простотой монтажа.
Однако стоит понимать, что к профнастилу выдвигаются строгие эксплуатационные требования, которые нужно учитывать, особенно если изготавливать материал своими руками на самодельном станке.
Особенности и требования к материалу
Есть несколько разновидностей профнастила, при изготовлении которого применяют различное сырье. Например, большой популярностью пользуется металлический профнастил.
Его делают из стали, применяя холодный метод проката.
Для конструкций, которые будут применяться на улице, например, для штакетника, можно сделать листы, покрытые дополнительно защитным покрытием – эмалью, полимерами, волокном.

Каждый вид сырья дает свою толщину листа.
В случае со сталью, мы можем получить качественный профнастил, который также можно оцинковать для повышения прочности и устойчивости к агрессивной среде.
Если делать листы совсем без покрытия, то материал быстрее изнашивается. Поэтому можно сказать, что большую роль играет не только сам станок, но и сырье.
Сборку прокатного станка для профнастила лучше проводить в закрытом помещении, где есть ровный бетонный пол.
При этом температура в помещении также играет большую роль: оно должно быть отапливаемым, без резких перепадов. Температуру выбираем не ниже 4 градусов.
Если планируется постоянно производить такой материал, то лучше сразу приготовить и помещения для хранения рулонов, сухие и теплые.
Разновидности конструкции и принцип работы
Чтобы сделать своими руками такое устройство, как станок, необходимо понимать принцип работы промышленных моделей.
Такой подход поможет компенсировать многие недочеты путем замены деталей на более доступные.
Любой профнастил производят путем холодной прокатки гладкого листового сырья через специальные насадки и валы.

В конечном итоге получается гофрированный лист заданной формы, который можно использовать и в качестве штакетника, и забора, и стены.
Даже в домашних условиях станок для производства профнастила требует покупки высококачественного сырья. Его покупают в рулонах для удобства пользования.
Такие рулоны еще нужно развернуть и тут все упирается в толщину сырья.
Если изначально вы нацелены делать тонкие модификации профнастила, то проблем возникнуть не должно – листы можно распрямить и руками.
А если же нужно производить довольно толстые изделия, то тут не обойтись без гибочного станка.
Станок для профнастила можно сделать двух видов: ручной аппарат и автоматизированный.
Первый имеет более простой принцип работы, его легко сделать своими руками и стоимость конструкции при этом будет более доступной.
Однако тут подача и регулировка вала производится самостоятельно с помощью собственной силы.
Автоматическое устройство сконструировать дома своими силами практически невозможно. Это экономически невыгодно и к тому же крайне сложно.
Примечательно, что сложности возникают и на заключительных этапах проката.
Дело в том, что рулоны имеют приличную длину, поэтому чтобы получить готовые изделия, которые сразу можно использовать в качестве штакетника или забора, нужно еще предусмотреть способ разрезания листов.
Тут могут помочь специальные гильотины. Такие ножницы делаются из очень хорошо заточенной стали, а также оборудуют защитными коробами и механизмами для безопасной работы.
Лучшим вариантом будет купить готовые лезвия, так как они повторяют по форме готовый лист.
Также ручной станок для производства профнастила, как и автоматизированный, может быть сконструирован как по технологии одновременного профилирования, так и последовательного.
В первом случае идет одновременное получение гофры с обеих сторон листа. Во втором необходимо два раза прогонять лист с двух сторон.
Конечно, можно делать гофру только на одной поверхности, но не для всех целей подойдут подобные листы.
Например, для домашнего штакетника лучше делать две стороны.
Также бывают станки, которые работают с методом горячего проката.
Но в домашних условиях их не применяют, так как первоначально необходимо раскаливать сталь и вливать ее в форму, которая практически плавится.
Готовые листы подойдут для штакетника, но в качестве обшивки или устройства стен – вряд ли.
Пошаговая инструкция по сборке станка дома
Главное отличие профнастила от других металлических листов – гофра трапециевидной формы. Кажется, что в домашних условиях сделать такой материал невозможно, однако это не так.
Станок для изготовления профнастила, выполненный собственноручно, сделать вполне возможно еще листосгибом.
Однако стоит понимать, что домашнее устройство не всегда сможет помочь в изготовлении слишком толстых изделий.
Так, максимальная толщина оцинкованной стали, которую можно гнуть, не должна превышать 5 миллиметров.
На таком устройстве можно делать не только листы для штакетника, но и коньки, карнизные планки и так далее.
В первую очередь собирают каркас станка. Он имеет небольшие размеры, а также не требует полного закрытия стенок.
Достаточно будет сделать хорошие опоры и закрепить их на бетонном полу с помощью шурупов. Далее нужно приготовить стол, по которому будет подаваться лист.
Обычно его длина должна быть хотя бы в пару раз больше предполагаемой длины изделия, ведь еще должно остаться место для приема готового листа. Стол можно сделать из алюминиевой фанеры.
Главное здесь, сделать специальную планку, которая позволит закреплять рулон или сырье. Ее плотно притягивают к столу с помощью болтов. Таким же образом закрепляется и ручной рычаг.
Он нужен, чтобы подвигать листы по столу и регулировать угол подачи. Можно для большей надежности снабдить такую конструкцию регулирующей пружиной.
Стоит понимать, что некоторые детали нужно покупать уже готовыми. Например, прокатные валы. Сделать их дома из подручных средств невозможно.
Зато можно их заказать – сегодня это не проблема, да и стоимость для домашнего цеха будет весьма невысокой.
Их закрепляют на каркасе и подводят к рычагу. Валы стоит закреплять с помощью кронштейнов из отрезков металлических уголков.
При такой процедуре нужно проводить предварительную сборку. На ней же проводится и первая обкатка профнастила. Все болты закручиваются не в полную силу, а листы подают крайне осторожно.
Нужно ориентироваться на то, что во время работы полка уголка и полка каркаса должны находиться на одной плоскости.
Если получилось придать профнастилу нужную форму, то все детали можно закреплять. Однако не стоит забывать о технике безопасности.
Особенно это актуально, если будут установлены гильотины.
Работу следует выполнять крайне аккуратно, без спешки, даже если вы опытный мастер, так как присутствует повышенный шанс травматизма.
Механизм действия устройства довольно простой, именно поэтому сделать такой станок дома возможно. Сначала помещаем лист металла на стол. Его фиксируют с помощью лапок или планки.
Далее рычагом контролируется угол подачи. На выходе важно, чтобы готовый лист не упал, а равномерно помещался вдоль стола. После его можно будет убрать.
Можно также покрывать профнастил разными составами, но для этого нужно оборудовать специальный стол.
На всех этапах необходимо быть одетым в защитную форму, перчатки, а также использовать защитные очки.

Когда мы затеваем ремонтные работы или же попросту желаем обустроить свой дом, то перед нами нередко возникает целый ряд проблем и препятствий. И если…

Эффективность работы бензопилы, то, насколько мощно выбирает инструмент древесину в пропиле, зависит от мощности — приемистости мотора и остроты режущей…
Несмотря на многообразие отделочных материалов, при оформлении интерьера по-прежнему часто применяют покраску. Это оправданно, если идеи покраски стен…
Недорогие и качественные станки для профнастила
Станок для профнастила давно уже перестал быть инструментом исключительно для промышленных целей. Стан такого рода сможет изготовить любой желающий, затратив, при этом минимум средств и используя максимум подручных материалов.
Как различаются между собой станки?
Согласно технологии, металл может быть подвержен двум типам обработки: холодной и горячей. Однако все, без исключения станки обрабатывают металл исключительно при комнатной температуре. Этот фактор существенно удешевляет производство и делает станок сравнительно безопасным для операторов.
Автоматизированные прокатные станки
Станок такого рода представляет собой не отдельное устройство, а линию производства профнастила, соединенную в определенном порядке. Среди участвующих в процессе выработки устройств можно выделить:
- Разматыватель бухты;
- Прокатный стан;
- Ножницы;
- Система автоматического управления процессом;
- Приемное устройство.

С помощью такой конструкции можно создать любую геометрию профиля и получить высококачественный материал без перекатов и неровностей. Следствие этого – практически полное отсутствие брака. Единственный минус автоматизированной линии – это ее высокая цена. Позволить себе устройство такого рода сможет лишь профильная организация. Приобретать линию для личных целей не имеет смысла, так как она попросту не оправдает затраченных средств.
Передвижной станок для профнастила
Передвижные станы выбирают для себя в основном строительные бригады, постоянно работающие на различных объектах.
В своем большинстве передвижные станки устанавливаются прямо на стройплощадке, при работе над крупными объектами. Так, например, обшивая профлистом ангар, можно будет существенно сэкономить на транспортировке металла.
Ручной прокатный стан
Ручной станок для профнастила применяется в основном для небольших производств. Изготавливать гофрированные листы можно без использования электричества, так как ключевую роль в этом процессе играет исключительно физическая сила операторов.

Однако на таком стане целесообразнее будет работать с обыкновенным оцинкованным профилем. Металл с полимерным и лакокрасочным покрытием на них не обрабатывается.
Еще одним преимуществом ручного стана является простота его сборки. Сделать такое устройство для собственных целей сможет любой желающий, умеющий безукоризненно выполнять предписания инструкции.
Процесс изготовления стана
Прежде чем начинать работы по изготовлению ручной линии производства профнастила, необходимо запастись следующим набором инструментов:
- Сварочный аппарат;
- Болты, гайки и швеллера;
- Металлические трубы и уголки;
- Петли и шарниры.
Все компоненты с легкостью можно найти в любом строительном магазине по сравнительной низкой цене. Однако прежде чем приступать к непосредственному изготовлению, важно хорошо разобраться со схемой, на основании которой и будет собираться станок.
Подготовка заготовок
Конструкция самодельного листогиба состоит из нескольких элементов: основания устройства, прижима и пуансона, на котором будет крепиться ручка-рычаг.
Сначала необходимо подготовить основание. Для этих целей лучше всего взять швеллер – легкий и, в тоже время, прочный металлический профиль, имеющий П-образную форму.

Длина такого основания – не более 500 мм для металла маркировкой №8, которая обозначает расстояние между внешними гранями швеллера. Аналогичный профиль должен выбираться и для изготовления прижима, однако здесь будет достаточно швеллера №5. При этом следует учитывать и тот факт, что прижим должен быть немного короче основания – хотя бы на 50-70 мм.
Крайне серьезно следует подойти и к выбору материала для пуансона – элемента конструкции, с помощью которого и будет осуществляться штамповка металла. Для него предпочтительнее выбирать металлический уголок №5. Из такого же уголка будут выполнены и щечки листогиба, представляющие собой боковые стороны изделия.
Далее, на расстоянии 30 мм от концов основания высверливаются два отверстия, диаметром около 8,5 мм. Именно в них впоследствии будут установлены винты струбцины для того, чтобы закрепить конструкцию.
Процесс сбора конструкции
Подготовив все компоненты, можно приступать и к непосредственному сбору изделия. Изначально и основание, и пуансон складываются воедино и зажимаются в тисках для того, чтобы избежать перекоса. Однако для того, чтобы облегчить дальнейшую установку крепежных элементов, по торцу пуансона рекомендуется снять фаску длиной около 30 мм и параметрами 7х45°.
Далее на ось пуансона необходимо надеть щечки, закрепить которые можно посредством сварки или с помощью нескольких саморезов. Однако прежде чем окончательно монтировать прижим, рекомендуется провести несколько пробных гибок тонкого листа металла. После этого, при необходимости, корректируется положение щечек, и они привариваются к торцам основания.
Как осуществить сборку
В процессе установки участвуют следующие компоненты:
- Струбцина – крепежный элемент, позволяющий надежно фиксировать листогиб на поверхности;
- Щечки, являющиеся ограничителем длины металла;
- Непосредственно основание;
- Металлический уголок, с помощью которого будет крепиться конструкция;
- Прижимная балка;
- Ось пуансона, с помощью которой будет осуществляться его движение;
- Сам пуансон.
Завершающий этап – стационарное крепление прижима, в котором рассверливаются отверстия размером около 8,5 мм. После этого прижим крепится к основанию болтами, а шероховатости спиливаются с помощью болгарки. Сделать это необходимо для того, чтобы избежать появления неровностей и шероховатостей на готовом изделии.
Практическое изготовление листогиба
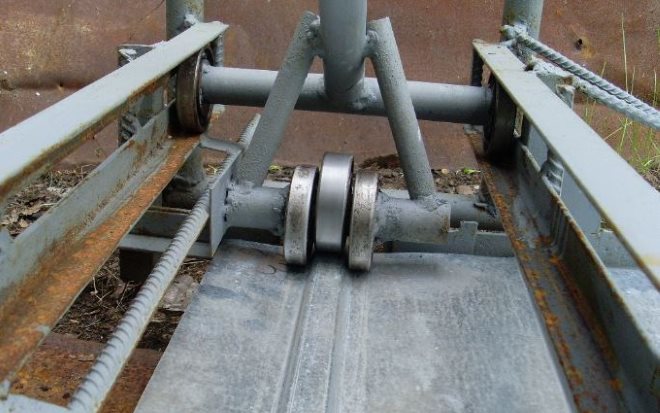
Самодельный профилегиб за 2000 рублей: детали, конструктив, размеры и необходимые инструменты
Профилегиб нужен многим домашним мастерам. Согнуть металлические трубы для теплицы, сделать арки для навеса для автомобиля, изготовить крышу для качелей — инструменту везде найдётся применение. Вот только цена на покупной качественный профилегиб заводского изготовления «кусается». Как быть? Сделать «машинку» для гибки труб с ручным приводом из недорогих материалов по образцу от Pin008.
- Стоимость самодельного профилегиба, необходимые детали и инструмент
- Этапы изготовления профилегиба своими руками
- Полезные советы по изготовлению самоделки
Профилегиб без токарных работ: цена, детали, инструменты
Задумав сделать профилегиб своими руками, мастер задаёт себе вопросы:
- Потребуется ли токарка?
- Во сколько обойдётся самоделка?
- Не дешевле ли купить профилегиб в магазине?
Чтобы ответить на них, сразу покажем, что получилось у участника портала Pin008.
А это пример работ, выполненных профилегибом.


А это видео, где показана работа этого самодельного трубогиба для профильной трубы.
Если вас заинтересовал самодельный станок для гибки труб Pin008, то для его изготовления вам понадобятся:
- подшипниковый узел UCP 204 – 4 шт.;
- швеллер прямой 8 (высота основания полки 8 см, ширина полки 4 см) – 2 м;
- ромбический домкрат от легкового автомобиля;
- подшипник 156704 – 3 шт.;
- резьбовая шпилька М20;
- гайки М20;
- шайбы под шпильку М20;
- звездочки от велосипеда – 2 шт.;
- велосипедная цепь.
- болгарка;
- мощная дрель;
- сварочный инвертор.
Далее мы расскажем, как из этих деталей собрать самодельный профилегиб.
Изготовление станка для гибки профильных труб из металла
Работу по строительству самоделки пользователь разбил на ряд последовательных шагов:
- Прикинул размеры профилегиба.


- От автомобильного домкрата взял винтовую часть для изготовления нажимного винта.



- Примерил детали.

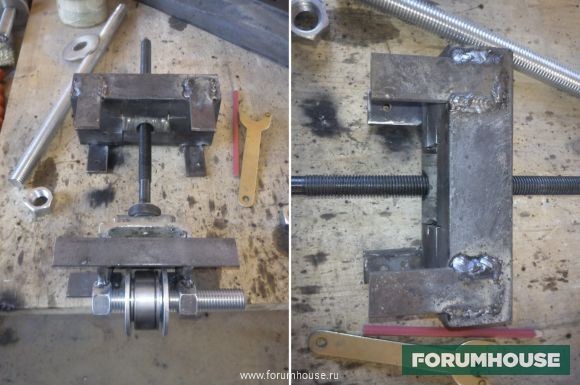
- Собрал корпус гибочного станка из швеллера.



- Изготовил ролики. Ось Pin008 сделал из резьбовой шпильки М20. Для этого он разрезал её болгаркой на куски необходимой длины.





- Этапы изготовления нажимного ролика.




- Сборка станины профилегиба. Верхняя планка съёмная, для удобства установки нажимного ролика.


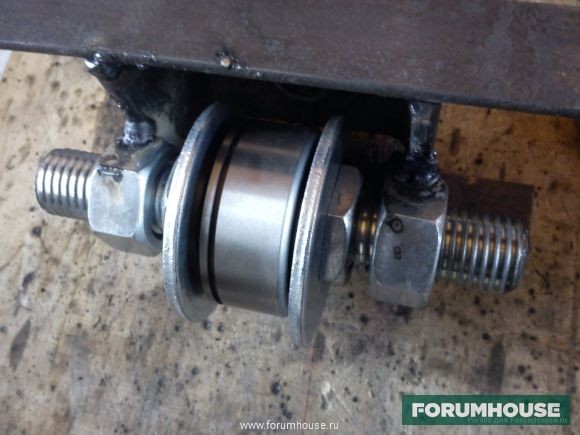
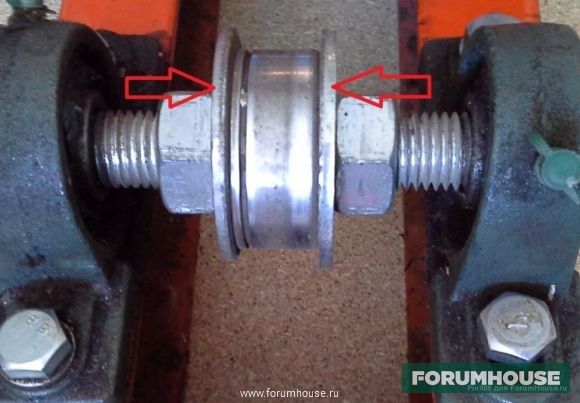
На фото ниже наглядно показано как сделать нажимной ролик для профилегиба.

Далее Pin008 изготовил контргайки. Делал он это так:
- Накрутил гайку на шпильку и законтрил её второй гайкой.
- Заготовку зажал струбциной, и распилил гайку болгаркой с тонким отрезным диском.



Конструкция в сборе.


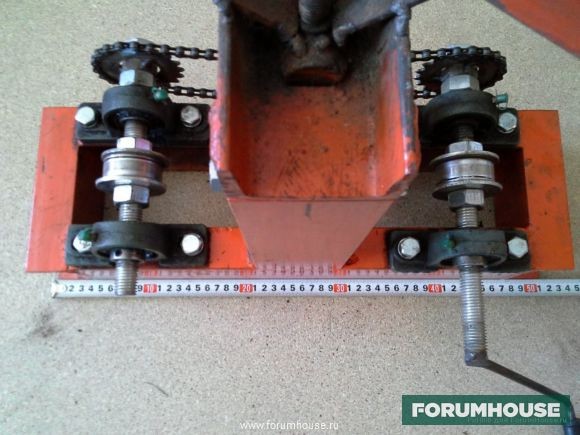
Звездочки для цепного привода Pin008 прихватил к гайкам сваркой.



Далее Pin008 собрал профилегиб. Покрасил его и использовал по назначению.




Т.к. чертежей самоделки Pin008 не сделал, то, для уточнения размеров станка, он приложил к профилегибу рулетку.





Думаю, брать швеллер меньших размеров не стоит. Масса станины снизится и станок будет стоять неустойчиво. Делать расстояние между осями роликов меньше 300 мм тоже не следует. Иначе увеличится нагрузка на ролики, подшипники и у них лопнут обоймы. Отмечу, что ход прижимного винта настолько лёгкий, что он крутится одним пальцем.

При изготовлении самодельного профилегиба запомните, что, чем меньше осевое расстояние между роликами, тем меньший радиус заготовки гнётся на станке. Но увеличится нагрузка на ролики, а значит и подшипники. Радиус сгиба регулируется величиной опускания прижимного ролика, а она ограничена высотой центральной части станины и длиной резьбовой части нажимного винта.
Советы по изготовлению профилегиба, и как уменьшить затраты на его строительство
Эксплуатация профилегиба показала, что самоделка удалась и оптимально подходит для гнутья труб 20х20 мм. Для труб большего размера придётся вносить в конструкцию изменения — увеличивать ширину рабочей части роликов и усиливать станину. Ещё один момент — у пользователей, заинтересовавшихся самоделкой, возникло сомнение в прочности и долговечности вала, сделанного из резьбовой шпильки. Но 5 лет эксплуатации инструмента доказали, что идея работает. По словам Pin008, за всё время эксплуатации самоделки, ничего не сломалось. Единственное, что бы он сделал — отказался от двух больших шайб на нажимном ролике. Они просто не нужны.
А нажимной подшипник он взял бы большей ширины.

Важный нюанс! Нижние ролики не крутятся относительно шпильки, т.к. «намертво» зажаты с двух сторон гайками. Но сами валы крутятся во внешних обоймах — в подшипниках, находящихся в опорах станины.
Это подсказало Pin008, как удешевить конструкцию.
Для нижних роликов не покупайте новые подшипники, а поищите на автосервисах «убитые». Они всё равно не крутятся на валах. Цепь и звездочки поспрашивайте у знакомых, вдруг завалялись «ненужные и лишние» от старья. Шпильку и швеллер купите на пунктах приёма металла.
А вот val-lel, по собственному опыту, советует поискать в автосервисах выкинутые цепи привода ГРМ и звездочки распредвала от двигателя ВАЗа. Всего нужно две одинаковых звездочки и одна цепь. Даже если на звездочках есть следы износа, а цепи вытянуты, для самодельного станка, это — не имеет значения.
Присоединиться к обсуждения самодельного станка можно в теме Арочный профилегиб без токарки.
Советуем прочитать статьи:
- Самодельные козлы для распиливания дров и дровокол: чертежи, конструктив, опыт использования
- Ручной станок для гибки арматуры своими руками — самые дешевые и простые варианты самодельных арматурогибов
- Помощники в работе по металлу для домашней мастерской: циркулярная пила по металлу, дисковый отрезной станок, как распилить металл лобзиком
Самодельные листогибочные станки (листогибы)
Из листового металла делают немало изделий — водосточные системы, фасонные детали для обшивки кровли, крытой профнастилом или металлочерепицей, отливы для цоколя, углы для сооружений из профлиста и т.д. Все это может сделать специальный гибочный станок — для листового металла. Как сделать листогиб своими руками и поговорим в этой статье.
Виды листогибов
Есть три вида листогибочных станков:
-
Простые ручные, гибка металла в которых происходит при приложении силы в определенном месте. Эти агрегаты дают возможность изогнуть листовой материал по прямой под любым углом — от нескольких градусов до почти 360°.
 Для гибки листового металла
Для гибки листового металла
 Для получения радиального изгиба металлического листа
Для получения радиального изгиба металлического листа
Все эти устройства относят к листогибочным станкам. Своими руками сделать проще всего агрегат первой группы, чуть сложнее — третьей (вальцы для листового металла). Вот о них и поговорим — от том как сделать листогиб своими руками.
Простые ручные
Фасонные детали из металла стоят немалых денег. Даже больше чем профнастил или металлочерепица, потому имеет смысл сделать простейший станок для гибки листового металла, а с его помощью изготовить столько углов, отливов и других подобных деталей, сколько вам нужно, причем исключительно под свои размеры.
Если волнуетесь насчет внешнего вида, то зря. В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный. Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается. Так что вид у изделий будет вполне приличный. Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
Мощный листогиб из тавров
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Еще понадобятся металлические дверные петли (две штуки), два винта большого диаметра (10-20 мм), «барашки» на них, пружина. Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:
-
Два тавра складывают, с двух концов вырезают в них под петли выемки. Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно.
 Вырезаем выемки под петли
Вырезаем выемки под петли
Приваривают петли с двух сторон (проварить с лица и с изнанки).
 Хорошо провариваем петли
Хорошо провариваем петли
К одному из тавров (дальнему от вас, если их «раскрыть») приваривают по две укосины с каждой стороны. Они нужны чтобы можно было установит на них болт-фиксатор прижимной планки.
 Такие укосины
Такие укосины
К укосинам приварить гайку болта.
 Привариваем гайку
Привариваем гайку
Установить прижимную планку (третий обрезанный тавр), в верхней части приварить металлические пластины с отверстием посредине. Диаметр отверстия — чуть больше чем диаметр болта. Отцентровать отверстия так, чтобы они находились с приваренной гайкой на одной вертикали. Приварить.
 Центруем, привариваем
Центруем, привариваем
Пружину отрезать с таким расчетом, чтобы она поднимала прижимную планку на 5-7 мм. Пропустить болт в «ухо» прижимной планки, надеть пружину, закрутить гайку. После того как установили такую же пружину с другой стороны прижимная планка при откручивании подымается сама.
 Остались мелочи
Остались мелочи
К шляпке винта приварить по два отрезка арматуры — в качестве ручек для закручивания.
 К шляпке болта приварить отрезки арматуры
К шляпке болта приварить отрезки арматуры
К подвижному (ближнему к вам) тавру приварить ручку. Все, можно работать.
 Самодельный листогиб в процессе работы
Самодельный листогиб в процессе работы
Этот вариант очень мощный — можно гнуть длинные заготовки и лист солидной толщины. Не всегда такие масштабы востребованы, но уменьшить можно всегда. В видео предложена похожая конструкция меньшего размера, но с другим креплением прижимной планки. Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку. А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.
Из уголка с прижимной планкой другого типа
Эта модель сварена из толстостенного уголка, станина сделана как обычный строительный козел, который сварен из того же уголка. Ручка — от багажной тележки. Интересная конструкция винтов — они длинные, ручка изогнута в виде буквы «Г». Удобно откручивать/закручивать.
 Небольшой ручной листогиб для самостоятельного изготовления
Небольшой ручной листогиб для самостоятельного изготовления
В данном самодельном станке для гибки листового металла есть много особенностей:
-
Уголки расположены не полочками друг к другу, а направлены в одну сторону. Из-за этого крепление петли получается не самым удобным, но сделать можно.
 Особенности
Особенности
 Прижимная планка
Прижимная планка
Теперь перейдем к конструкции прижимной планки (на фото выше). Она тоже сделана из уголка, но укладывается на станок изгибом вверх. Для того чтобы при работе планка не изгибалась, наварено усиление — перемычки из металла. С обоих концов планки приварены небольшие металлические площадки, в которых просверлены отверстия под болты.
Еще один важный момент — та грань, которая обращена к месту сгиба срезана — для получения более острого угла изгиба.
 Планка устанавливается так
Планка устанавливается так
Прижимная планка укладывается на станок, в место установки гайки подкладывается пружина. Ручка устанавливается на место. Если она не прижимает планку, та за счет силы упругости пружины приподнята над поверхностью. В таком положении под нее заправляют заготовку, выставляют, прижимают.
 Под отверстие ставят пружину, затем — болт
Под отверстие ставят пружину, затем — болт
Неплохой вариант для домашнего использования. Толстый металл гнуть не получится, но жесть, оцинковку — без труда.
Вальцы для листового металла или вальцовый листогиб
Этот тип листогиба может иметь три типа привода:
- ручной;
- гидравлический;
- электрический.
Своими руками делают вальцы для листового металла с ручным или электрическим приводом. В ручных ставят 3 вала, в электрических их может быть 3-4, но обычно тоже три.
 Вальцевый листогиб
Вальцевый листогиб
Для этого станка нужна хорошая надежная основа. Это может быть отдельная станина или какой-то верстак или стол. Основа конструкции — валки. Их делают одинакового размера. Два нижних устанавливаются стационарно, верхний — подвижно, так, чтобы в нижней позиции он располагался между вальцами. За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
Приводят в движение станок при помощи ручки, которая приделана к одному из валов. Далее крутящий момент передается на другие катки через звездочки. Их подбирают так, чтобы скорость вращения была одинаковой.
Если предполагается на оборудовании изготавливать трубы, верхний каток с одной стороны делают съемным, с системой быстрой фиксации. Свернув лист в трубу, его по-другому не вытащить.