Станок для штамповки листового металла
Станок для штамповки листового металла
Штамповочный пресс для листового металла: виды, конструкция, принцип работы
Штамповка, для выполнения которой используется пресс для металла, является одной из наиболее распространенных технологических операций по обработке данного материала. Суть данной процедуры состоит в том, чтобы придать заготовке, изготовленной из металла, необходимую форму, для чего применяют пластическую деформацию, выдавливая определенный рельеф, узоры или осуществляя пробивку отверстий. Прессы для обработки металла в зависимости от перечня задач, для решения которых они предназначены, отличаются друг от друга как своими техническими параметрами, так и конструктивным исполнением.

Прессы для обработки металла находят применение на любом производстве: мелкосерийном, серийном или массовом
Виды штамповочных технологических операций и оборудования
Штамповка как метод обработки заготовок из металла бывает:
- горячей;
- холодной.
Первая подразумевает, что металл подвергается обработке в нагретом состоянии. Большим преимуществом горячей штамповки является то, что при ее выполнении характеристики обрабатываемой заготовки улучшаются (в частности, структура металла становится плотнее и однороднее). Между тем на поверхности металлических заготовок, обрабатываемых по технологии холодной штамповки, не создается слой окалины, при этом размеры готовых изделий получаются более точными, а их поверхность – более гладкой.

Горячая штамповка часто заменяет ковку, обеспечивая более точное соблюдение размеров
По типу заготовки, подвергаемой штамповке, такая технологическая операция может быть листовой или объемной. Штамповка первого вида применяется для обработки заготовок из листового металла, по такой технологии производят:
- посуду;
- ювелирные изделия;
- оружие;
- оборудование и инструменты медицинского назначения;
- детали часов, бытовой, климатической техники и электротехнического оборудования;
- детали для комплектации автомобильной техники;
- детали станков и другой машиностроительной продукции.
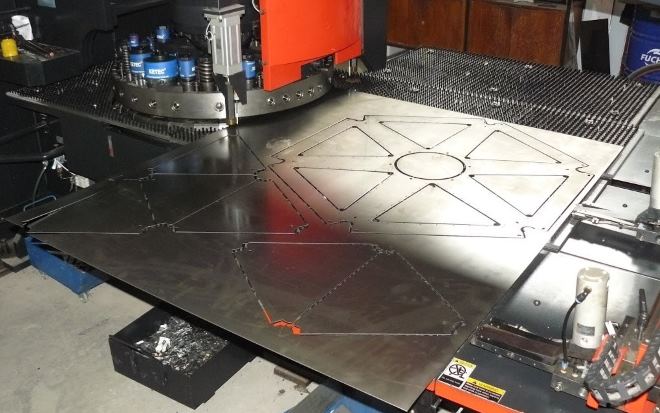
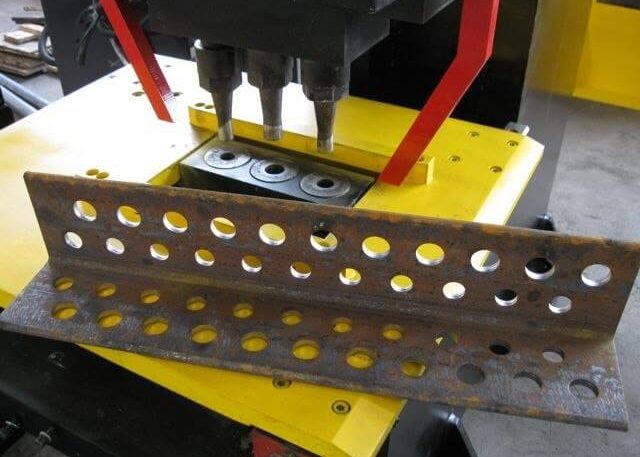
Штамповка листового металла на координатном револьверном прессе
Готовые изделия из металла, полученные по технологии листовой штамповки, не нуждаются в дальнейшей доработке. Формирование их геометрических параметров при выполнении объемной штамповки происходит в специальных формах, в которых горячий или холодный металл подвергается продавливанию.
Станок пресс обычно используется при:
- производстве заготовок из металла методом ковки;
- запрессовке и выпрессовке валов, подшипников и шестеренок;
- выполнении штамповки листового и объемного типа.
По принципу действия прессовальные станки могут относиться к механическому или гидравлическому типу, выполнять обработку металла статическими или ударными способами.

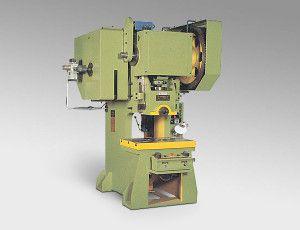
Однокривошипный механический пресс К2130 относится к оборудованию двустоечного типа
Прессовальное оборудование механического типа по своему конструктивному исполнению может быть:
- эксцентриковым;
- кривошипным.
Кривошипные станки используются как для холодной, так и для горячей штамповки металла. Применяется это штамповочное оборудование и для выполнения таких технологических операций, как вытяжка, вырубка и прорубка. Пресс гидравлический используется для штамповочных и кузнечных технологических операций с объемными металлическими заготовками.

Штамповочный цех холодной обработки металла
По своим функциональным возможностям прессовальные станки подразделяются на следующие виды:
- универсальные;
- специальные;
- специализированные.
Универсальный прессовочный станок обладает самыми широкими функциональными возможностями, использовать такое оборудование можно для выполнения практически любой ковочной операции. Специализированные штампы или прессы применяются для реализации одного технологического процесса. Минимальной функциональностью обладают специальные прессы, которые используются для штампования изделий одного вида, при этом в основе их работы лежит одна технология.
Конструкция и принцип работы прессового оборудования
Конструкцию любого оборудования для штамповки составляют следующие элементы:
- приводной электродвигатель;
- механизм передачи движения;
- исполнительный механизм.
Основные части механического кривошипного пресса
В зависимости от того, каким образом приводной двигатель пресса связан с его исполнительным механизмом, выделяют станки со связью:
- механической;
- немеханической, осуществляемой за счет жидкости, газа или пара.
В качестве исполнительного механизма, которым оснащается оборудование для выполнения штамповки, могут выступать траверсы, ползун, валки, ролики и бабы.
Прессы кривошипно-шатунного типа
Основным конструктивным элементом данных прессов является кривошипно-шатунный механизм, который преобразует вращательное движение, получаемое им от привода, в возвратно-поступательное движение ползуна. Исполнительный механизм, которым оснащается пресс штамповочный данного типа, связан непосредственно с ползуном, способным развивать усилие до 100 тонн. Движение ползуна в таких прессах осуществляется с одной и той же периодичностью.
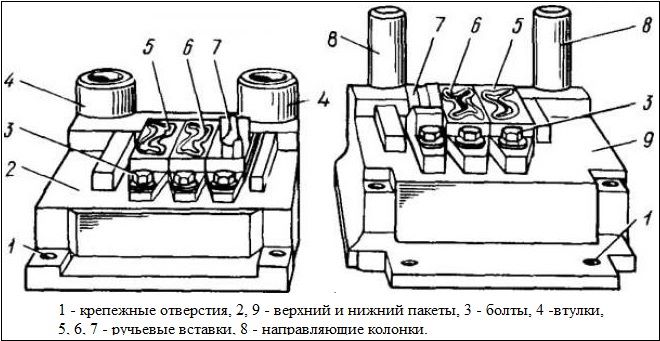
Сборный штамп кривошипного пресса
Прессы кривошипно-шатунного типа могут относиться к оборудованию простого типа, двойного или тройного действия. Используя такие станки, можно выполнять следующие технологические операции:
- штамповку с использованием матриц открытого и закрытого типа;
- резку листового металла;
- прошивку;
- формирование готового изделия методом выдавливания;
- комбинированную обработку.
В тех случаях, когда для формовки готового изделия из металлической заготовки требуется более мощное оборудование, применяются станки гидравлического типа.

Кривошипно-шатунный пресс-автомат ESSA
Гидравлические прессы
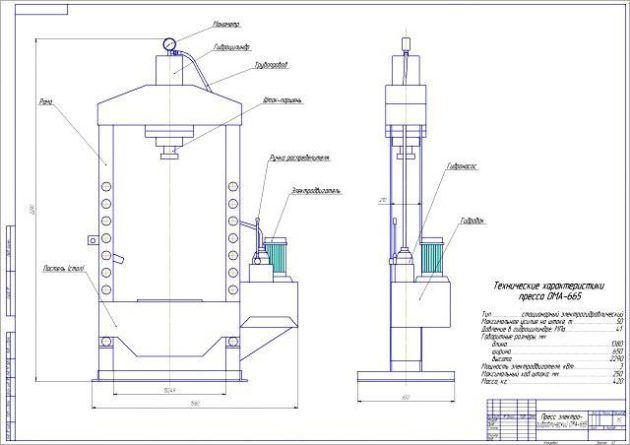
Используя гидравлический пресс, можно прессовать как более габаритные, так и более толстостенные детали из металла. Такое оборудование для листовой штамповки, объемной штамповки, ковки, гибки и других технологических операций в зависимости от конкретной модели может развивать усилия от 150 до 2000 тонн и даже более.
Основными конструктивными элементами, которыми оснащен любой гидравлический пресс, являются два цилиндра разного диаметра, которые наполнены рабочей жидкостью и сообщаются между собой. В каждом из таких гидравлических цилиндров установлен поршень, создающий давление рабочей жидкости или перемещающийся под его воздействием. Именно перемещением поршней в гидравлических цилиндрах обеспечивается движение исполнительного механизма оборудования. Величина усилия, которое может создавать такой штамповочный пресс, определяется разницей диаметров его гидроцилиндров.
Прессы радиально-ковочного типа
Радиально-ковочный станок – это формовочный пресс, на котором предварительно нагретые болванки из металла превращают в готовые изделия цилиндрической конфигурации. Конструкцию прессов данного типа составляют:
- индукционная печь, в которой происходит предварительный нагрев заготовки;
- конвейер для подачи заготовки в зону обработки;
- захватные механизмы, при помощи которых обрабатываемая деталь из металла, постоянно вращаясь, проходит через зону ковки;
- червячная передача, соединенная с электродвигателем и отвечающая за работу захватных механизмов;
- четыре вала с эксцентриковыми буксами, передающими движение шатуну с бойком, между которыми зафиксирован ползун (сами валы посредством клиноременной передачи получают вращение от приводного электродвигателя);
- копирные барабаны, отвечающие за синхронное сближение бойков и последующее движение заготовки;
- пружинная муфта, обеспечивающая торможение детали в момент ее обработки бойками.

Радиально-ковочная машина используется для получения квадратных или круглых поковок, близких к профилю готовых изделий
Прессы электромагнитного типа
Это новый вид прессовального оборудования. Принцип его действия основан на свойствах сердечника, помещенного в проволочную катушку, через которую проходит электрический ток, и совершающего перемещения под воздействием электромагнитного поля. Сердечник электромагнита таких прессов воздействует на исполнительный механизм станка, направляя его к обрабатываемой заготовке из металла.

Трехпозиционный электромагнитный пресс для установки фурнитуры
Отличительными характеристиками электромагнитных прессов являются высокая производительность выполняемой обработки и экономичность использования.
А в заключение предлагаем посмотреть небольшое видео, демонстрирующее работу координатно-вырубного пресса.
Штамповочные прессы как один из видов обработки листового металла
Для получения различных изделий из плоской металлической заготовки применяются прессы для штамповки листового металла. Оборудование оказывает механическое воздействие на лист, вызывая пластическую деформацию материала. В результате изменяются размеры и форма детали по заданным параметрам. Методом штамповки можно получить изделия любой геометрической формы, которые отличаются точностью размеров и высокими прочностными характеристиками.
Разновидности штамповочных технологий
Штамповочный процесс обработки заготовок может осуществляться горячим или холодным методом. Эти технологические разновидности предполагают использование специального оборудования и применение определённых условий обработки металла.
Методом горячей штамповки обрабатываются заготовки, предварительно нагретые в специальных устройствах до заданной температуры. Горячая штамповка необходима, когда для обработки холодного сплава не хватает мощности оборудования. Нагревательными устройствами могут служить электрические или плазменные печи. Такой метод требует точного расчёта параметров готовой детали с учётом усадки металла в процессе остывания.
При холодной штамповке детали формируются за счёт механического давления элементов штамповочного пресса. Холодный вариант штамповки считается более распространённым методом обработки металла. Он не требует дополнительного оборудования, сложных расчётов и механической доработки деталей. Благодаря этому методу увеличиваются прочностные показатели материала. Полученные изделия отличаются высоким качеством поверхности и точностью.
Разновидности технологических операций
Технологические операции с металлическим листом бывают разделительные и формоизменяющие.
Разделительные штамповочные операции выполняются на оборудовании, которое оснащено специальным инструментом. В результате от заготовки отделяется определённая часть по прямой линии или заданному контуру. Отделение части листа происходит в следующих процессах:
- Отрезка. Для выполнения этого действия оборудование оснащено дисковыми, вибрационными устройствами или гильотинными ножницами.
- Обрезка. Эта операция отделяет крайние части полученного изделия.
- Пробивка. В металлическом листе с помощью штампа создаются отверстия различной конфигурации.
- Вырубка. Из заготовки получают фигурную деталь с замкнутым контуром.



Формоизменяющие операции предназначены для создания изделия с иными параметрами и размерами без механического разрушения. Различают следующие виды этих операций:
- Отбортовка. Контур заготовки или внутренние отверстия подвергаются воздействию штампа для формирования бортов определённых размеров.
- Вытяжка. Эта операция является разновидностью объёмной штамповки, при которой из плоского материала получают пространственный элемент.
- Обжим. Для сужения торцов полой заготовки применяется штамп с матрицей конического типа, имеющей сужающую рабочую область.
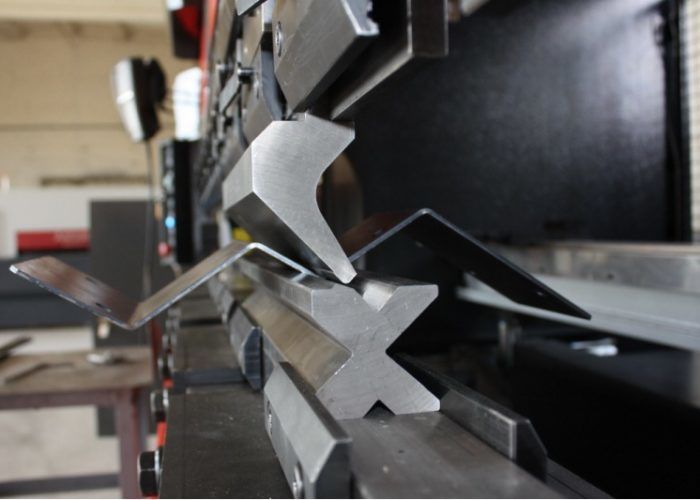
- Гибка. В результате операции изменяется кривизна поверхности путём гибки металла и деформирования заготовки.
- Формовка – это изменение формы отдельных участков за счёт уменьшения толщины детали без нарушения внешнего контура изделия.
- Пуклёвка. Соединение штампом двух пластинок без использования дополнительных элементов.





Типы штамповочного оборудования
Для получения изделий из металлического листа применяются прессы, оснащённые различными штампами. В процессе работы оборудования верхняя составляющая штампа двигается, нижняя часть остаётся неподвижной.
Деформирование заготовки происходит в момент соприкосновения частей оборудования. Существуют разнообразные модели штамповочных прессов, что позволяет выбрать подходящий станок для изготовления требуемых деталей.

Прессы для штамповки металла бывают:
- кривошипно-шатунного типа;
- гидравлические;
- радиально-ковочного типа;
- электромагнитного типа.
Кривошипные прессы являются оборудованием простого типа и могут быть двойного или тройного действия. Своё название прессы получили от кривошипно-шатунного механизма, который представляет собой основной конструктивный элемент станка. Принцип работы механизма основан на преобразовании вращательного движения от привода в возвратно-поступательное периодичное движение элемента пресса – ползуна.
Механизмы для обработки металла
Гидравлический пресс способен развивать значительное усилие до 2 тыс. тонн. Он применяется для операций гибки или объёмной штамповки толстостенных изделий. Действие механизма основано на перемещении поршней двух сообщающихся гидроцилиндров, которые имеют разный диаметр. Именно разница диаметров определяет величину усилия, которое может развивать пресс для штамповки металла.
Радиально-ковочный станок предназначен для выполнения формоизменяющих операций в целях получения цилиндрических изделий. В конструкцию механизма входит индукционная печь для предварительного нагрева детали. В процессе обработки обеспечивается вращение заготовки от электродвигателя при прохождении через зону ковки.
Электромагнитные прессы – новое высокопроизводительное экономичное оборудование для штамповки. Принцип действия основан на движении электромагнитного сердечника, который направляет исполнительный механизм станка к металлической детали.
Особенности открытых и закрытых штампов
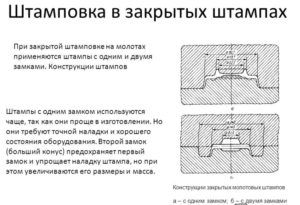
Штамповочное оборудование может быть оснащено открытыми или закрытыми штампами. В открытом штампе избыточный металл вытекает в заусенец или облой, который выполняет определённую функцию. Основными недостатками этой технологии являются: потеря сплава на облой, снижения качества изделия из-за перерезанных волокон при удалении заусенцев.
Закрытые штампы используются для изготовления изделий простой формы. Эта безоблойная технология отличается экономией металла, отсутствием затрат на обрезку заусенцев, высоким качеством продукции из-за всестороннего сжатия. Волокна металла не подвергаются перерезанию. Метод обработки в закрытом штампе применяется для малопластичных сплавов. Основными недостатками считаются: необходимость точной дозировки сплава, сложная конструкция штампа.
В современном производстве штамповка является преимущественно подготовительной операцией, которая позволяет изготавливать детали как для электроники, так и для воздушных или водных судов. Полученная продукция в дальнейшем подвергается сварке, резке, клёпке и другим методам обработки в зависимости от технологического процесса.
Видео по теме: Листовая штамповка
Виды станков для холодной штамповки
При работе с металлом используется разнообразное оборудование. Изготавливать изделия сложной формы можно с помощью станков для холодной штамповки. Методом выдавливания на металлический лист наносят узор, делают отверстия, штампуют изделия сложной формы. Существует два вида штамповки и несколько видов оборудования для проведения этого технологического процесса.
 Станок холодной штамповки
Станок холодной штамповки
Принципы листовой штамповки
Холодная штамповка детали — технологический процесс, при котором на лист металла оказывается сильное давление. Механическое воздействие передаётся на обрабатываемый материал с помощью специальных машин. Помимо холодной существует горячая обработка.
У листовой обработки металла есть сильные и слабые стороны. Преимущества:
- увеличение эффективности производства;
- минимальная дополнительная обработка материалов после выдавливания;
- возможность создания прочных изделий сложной формы;
- актуальность применения технологического процесса при серийном производстве деталей;
- минимальное количество отходов при обработке металлических листов.
- возникают сложности при проектировании хода работ;
- пресс-формы требуют дополнительных вложений;
- настройка промышленного оборудования требует наличия определённых навыков.
При серийном производстве деталей минусы скрашиваются высокой эффективностью технологического процесса.
Виды обработки и оборудования
Прежде чем говорить о штамповочном оборудовании следует разобраться с видами обработки:
- Холодная — ряд действий, в ходе которых изготавливают детали для вентиляции, корпусов машин, самолётов. Преимущества этого метода — экономия материала, увеличение эффективности производства.
- Горячая — технологический процесс, с помощью которого штампуют металлические листы толщиной до 4 мм. Изначально материал разогревается до определённой температуры, затем используется специальное оборудование для его обработки. Для разогревания используются печи разного типа.
Холодная штамповка металла не требует дополнительных навыков. Горячий метод проводится с учётом определённых особенностей. При остывании материал может изменять форму.
При обработке используются такие станки:
- электромагнитные;
- гидравлические;
- кривошипно-шатунные;
- радиально-ковочные.
Используя специальное оборудование, нужно учитывать ряд особенностей, зависящих от конструкции и возможностей станка.
Принцип работы и устройство оборудования
Штамповка металла проводится с помощью пресса. Существует несколько видов инструмента. Пресс приводится в действие с помощью пара, жидкости или газа.
Кривошипно-шатунный
Это станок, в котором вращающееся движение двигателя становится обратно-поступательным. Нагрузка передаётся штампу, который воздействует на рабочую поверхность материала. Во время работы создаётся давление до 8 тысяч тонн. С их помощью проводят:
- прошивку;
- выдавливание;
- формирование заусенцев.
Кривошипные прессы для листовой штамповки увеличивают эффективность производства, позволяют сэкономить материал.
При работе с материалами большой толщины используют гидравлическое оборудование. Оно оказывает меньше усилий на рабочую поверхность, но достигает большего эффекта. Механические прессы воздействуют на заготовки ударами, что эффективнее при работе с тонколистовым металлом.
Гидравлический
Обработка металлических листов гидравлическими прессами можно назвать продавливанием. Состоит из двух цилиндров, заполненных водой, соединительной трубы, поршней. После запуска механизмов увеличивается давление. Гидравлические прессы используются для штамповки металла большой толщины.
 Гидравлический пресс
Гидравлический пресс
Радиально-ковочный
Аппарат, который обрабатывает материал теплом. Заготовку отправляют в специальный модуль, который разогревает её по методу индукции. Когда материал будет разогрет до определённой температуры, он перемещается по конвейеру до зоны обработки. Выдавливание производится с помощью бойков. Заготовка крутится, а рабочие части обрабатывают её по всей поверхности. Радиально-ковочный пресс для штамповки листового металла приводится в действия с помощью электромотора.
Электромагнитный
Штамповочный пресс для металла на основе электромагнитов считается новейшей технологией обработки металлических листов. Представляет собой мощный электромагнит, который начинает толкать штамп под воздействием электромагнитного поля. В исходное положение рабочая часть возвращается при разжимании пружин, отключении электромагнита от сети. Это экономичное и долговечное оборудование.
Этапы изготовления штампов
Чтобы выполнить штамповку деталей, нужно уметь проектировать штампы. Если расчёты проведены неправильно, достичь хорошего результата невозможно. Этапы изготовления штампов:
- Чертёж будущего изделия.
- Разбор рабочего процесса, этапов взаимодействия элементов оборудования.
- Подгон окончательных размеров штампа.
Если расчёты проведены верно, нужно изготовить штамп и приступить к обработке металлических листов. Штамповка на кривошипных прессах требует точного расчёта размера заготовки, её толщины и прочности. При работе с толстыми заготовками нужно материал предварительно разогреть. Так уменьшаются показатели твердости, прочности, металл становится податливым к механическим нагрузкам.
Штамповка металлических листов считается популярным технологическим процессом. С его помощью изготавливают детали, использующиеся в автомобилестроении, самолётостроении, судостроении, строительстве. Учитывая особенности используемого оборудования, правильно изготавливая штампы, можно увеличить эффективность производства, сделать его экономичнее.
Пробивные и штамповочные прессы

Зона обработки: 1250 х 5000 мм
Номинальное усилие: 30 т

• Скорость до 1500 ударов в минуту
• Возможность работы роликовым инструментом
1250 х 2500 — 1500 х 5000 мм
Номинальное усилие: 30 — 50 т
Вес: 15 000 — 25 500 кг
• Скорость до 600 ударов в минуту
• Количество инструментальных станций до 36
• Усилие до 50 тонн
Усилие: 40 — 315 т
Размер нижней плиты:
620 x 520 — 1400 x 1200 мм
Размер верхней плиты:
560 x420 — 1200 x 1000 мм
Вес: 3000 — 36 000 кг
Зона обработки: 2500 х 1500 мм
Номинальное усилие: 30 т
• На прессе ETP возможно изготавливать детали практически любой сложности без остановок пресса
• Не требует переустановки инструмента, что повышает производительность и увеличивает выпуск изделий
• Инструментальная револьверная головка оснащена 33-мя станциями для установки пробивного инструмента
1250 х 2500 — 1500 х 5000 мм
Номинальное усилие: 30 т
Вес: 15 000 — 19 000 кг
• Скорость до 900 ударов в минуту
• Количество инструментальных станций до 40
• Возможность работы роликовым инструментом
Усилие: 6,3 — 100 т
Размер стола: 240 х 360 — 520 х 860 мм
Тип муфты: электромеханическая


Один из популярных способов обработки металла – штамповка, осуществляемая на специальных прессах. Применение данного технологического метода позволяет придать заготовке нужную форму методом деформации, пробивки отверстий или выдавливания узоров. В зависимости от выполняемых операций, прессы для штамповки металла существенно отличаются друг от друга как конструктивным исполнением, так и техническими параметрами. Это позволяет с легкостью подобрать оборудование, отвечающее поставленным задачам и способное стать незаменимой частью технологической линии металлообрабатывающего цеха. В настоящее время, прессы успешно применяются на мелко-, крупносерийном или массовом производстве, гарантируя высокую производительность и безотказную работу в течение длительного времени.
Технологические особенности
В зависимости от условий, штамповка металлических заготовок может быть горячей или холодной. Их отличия – температурное воздействие на изделие в процессе его обработки. Первый вариант имеет свои преимущества — в нагретом состоянии металл становится однороднее и плотнее, в результате чего качество готового изделия существенно повышается. В свою очередь, холодная штамповка также имеет преимущества – в процессе обработки на изделии не образуется слой окалины, а его размеры точно соответствуют требованиям проектной документации. Кроме того, металл, штампованный холодным методом, имеет более гладкую и привлекательную поверхность, тем самым избавляя от необходимости выполнять дополнительную обработку изделия.
В настоящее время выпускается несколько моделей прессов для штамповки отверстий в металле:
- Гидравлические станки – успешно применяют для обработки заготовок стандартной толщины и толстостенные изделия. Усилие воздействия на поверхность металла составляет здесь от 150 до 2000 тонн. В перечень выполняемых операций входят листовая и объемная штамповка, ковка, гибка, прочие аналогичные технологические приемы. Основа конструкции гидравлического пресса – два сообщающихся цилиндра различного диаметра, наполненных рабочей жидкостью. В каждом цилиндре имеется подвижный поршень, создающий давление и перемещающийся в результате его воздействия. Величина усилия пресса определяется разницей диаметров его цилиндров.
- Радиально-ковочные прессы – формовочные станки, изготавливающие из нагретых болванок цилиндрические изделия. Нагрев заготовки происходит в индукционной печи, после чего изделие поступает по конвейеру в зону обработки и проходит через ковку благодаря действию захватных механизмов. Формирование изделия осуществляется бойком на шатуне, который двигают четыре вала с эксцентриковыми буксами, а пружинная муфта удерживает деталь в момент ее обработки.
- Электромагнитные прессы – сравнительно новый вид оборудования. В основу его работы положен принцип электромагнитного воздействия. Через проволочную катушку на сердечнике проходит электрический ток. Сердечник воздействует на рабочий механизм станка и запускает его в работу. Основные преимущества такого оборудования – высокая производительность и экономичность, что самым положительным образом сказывается на себестоимости готовых изделий.
В зависимости от типа обрабатываемой заготовки, для нее выбирают листовую или объемную штамповку. Первым способом изготавливают изделия из листового металла – посуду, оружие, детали приборов и механизмов, ювелирные изделия, комплектующие для нужд машиностроения. С помощью специальной формы изделие приобретает законченный вид и не нуждается в дальнейшей обработке.
Купить пресс для гибки листового металла по доступной цене
Ассоциация КАМИ реализует пресс для металла в широком ассортименте от ведущих производителей. Задать интересующие вопросы можно по указанному телефону.
Прессы






- 1
- 2
- 3
- 4
- 5
- »




СК «Станкоснаб» поставляет следующие виды прессов для металла:
- Механические прессы;
- Однокривошипные прессы;
- Двукривошипные прессы;
- Чеканочные прессы;
- Прессы для холодного выдавливания;
- Винтовые дугостаторные прессы;
- Горячештамповочные прессы;
- Гидравлические прессы;
- Прессы для пакетирования.
- Прессы иностранного производства;
Прессы для металла широко применяются при обработке такие как: ковка, листовая и объёмная штамповка, запрессовка шестерён, колец подшипников, а также при производстве других изделий.
Если говорить в общем, то прессы представляют собой станки для статистической и ударной обработки металлических и неметаллических материалов (резины, пластмассы, продуктов питания и т. д.). Слово «пресс» имеет французское происхождение и буквально переводится как «давление». Постепенно, с развитием металлообрабатывающей промышленности, распространение получили гидравлические прессы, а затем кривошипные прессы с электрическим двигателем.
Независимо от типа пресса — станка (гидравлический, кривошипный, штамповочный пресс или любой другой) — основные его составляющие и принцип работы остаются неизменными. Любой пресс имеет обязательный набор элементов:
- Ползун или поршень на гидравлических прессах;
- Станина с направляющими для ползуна (поперечины) и рабочей поверхностью (столом);
- Привод;
- Механизм управления;
- Средства механизации и автоматизации.
Механизм работы пресса заключается в следующем: ползун, к которому прикреплена подвижная часть инструмента, совершает возвратно-поступательные движения. К столу крепится неподвижная часть пресса. Заготовка при этом находится между подвижной и неподвижной частью. Обработка происходит за счёт сдавливания заготовки между частями пресса.
По принципу работы прессы делятся на гидравлические, механические (кривошипные прессы) и гидромеханические прессы.
Гидравлические прессы состоят из двух камер и поршней (плунжер), соединённых между собой трубопроводом и наполненных жидкостью. В качестве жидкости часто используются гидравлические масла или вода. На поршень оказывается давление, которое передаётся жидкости. Жидкость, в свою очередь, давит на основание второго поршня и с многократным увеличением силы давит на заготовку. Таким образом, оправдывается весь принцип работы пресса: небольшое усилие, приложенное в начале, увеличивается на выходе в несколько раз.
Гидравлические прессы применяются в самых разных областях промышленности и производства. Конечно, основная сфера их применения — обработка металла: ковка, штамповка, выдавливание, обработка металлических отходов и сборочные работы. Кроме того, гидравлические прессы применяются как в металлообрабатывающей промышленности, так и при производстве неметаллических изделий.
Кривошипные прессы работают по принципу преобразования вращательного движения привода в движение возвратно-поступательное, которое передаётся ползуну и обеспечивает его движение при помощи кривошипно-ползунного механизма. Для производства валов кривошипных прессов используются только сталь самого высокого качества. При этом сталь дополнительно закаляется, что обеспечивает надёжность и прочность рабочих шеек вала.
Гидравлические прессы и кривошипные прессы широко используются не только в металлообрабатывающей индустрии и другом производстве. Они применяются для ремонтных работ автомобилей, в слесарном деле и многих других областях.
Пресс механический
Механические прессы используется практически во всех сферах производства и применяется для прессования различных видов материалов, например, для прессования бумаги, пластиковой тары, отходов из алюминия, цветмета и других объёмных отходов производства и жизнедеятельности человека. Такой пресс широко используется типографскими производствами, ресторанами, гостиницами, точками фаст-фуда и пр. Пресс механический может значительно снизить расходы по утилизации отходов в несколько раз, получать прибыль от реализации определённых видов мусора и в принципе уменьшить количество отходов. Этими причинами обусловлен тот факт, что механический пресс пользуется неизменным спросом у представителей малого и среднего бизнеса.
Пресс для металла
Пресс для металла также нашёл широкое применение во многих сферах производства, связанных с выработкой большого количества металлических отходов. Такой вид прессов применяется для прессовки алюминия, металлических отходов, цветных металлов, металлической стружки, алюминиевых банок и других металлических изделий, подлежащих утилизации. При большой мощности пресс для металла применяется для прессовки кузовов автомобилей и других крупных металлических форм.
Каким образом заказать пресс в станкостроительной корпорации «Станкоснаб»?
Для того чтобы быстро и без лишних проблем приобрести пресс в нашей компании, вам нужно сделать заказ и оплатить его. После этого вы сможете забрать пресс с нашего склада в Москве. Если же вы находитесь в регионе, то можете заказать пресс с доставкой. Мы доставим вашу покупку в любой город России автомобильным или ж/д транспортом, при необходимости наши специалисты проведут пусконаладочные работы. Заказ механического пресса в СК «Станкоснаб» — это просто и быстро, потому что для вас работают профессионалы своего дела.
Прессы для холодной и горячей штамповки листового металла
Штамповка — это один из наиболее частых видов обработки металла, который представляет собой деформацию, придающую детали необходимую форму методом выдавливания на поверхности определенного рельефа, узора, отверстий. Процесс этот осуществляется на специальных прессах различной конструкции.
Виды штамповки и оборудования
На производстве используются два вида штамповки:
- горячая;
- холодная.
При горячем способе обрабатывается нагретый металл. При этом улучшаются качества материала: он становится плотнее, однороднее. Плюс холодного метода в том, что на поверхности не появляется слой окалины, размеры детали получаются точнее, поверхность глаже.
Штамповка может быть листовой или объемной. Листовым методом производят: посуду, ювелирные изделия, детали часов, климатической техники и микросхем, оружие, медицинское оборудование, детали для автомобиле-, машино- и станкостроения. Полученные детали не требуют дальнейшей обработки. В ходе объемного прессования холодный или раскаленный металл продавливается в формах.
В металлообработке прессы используются для:
- производства поковок;
- запрессовки шестеренок, подшипников;
- объемной и листовой штамповки.
Станки для прессования могут основываться на принципах механики или гидравлики, обрабатывать материалы статическим или ударным способом.
- эксцентриковые;
- кривошипными.
Кривошипные станки выполняют холодную и горячую штамповку металла давлением: вытяжку, вырубку и прорубку. Гидравлические прессы используются для объемной кузнечной обработки металла. Согласно технологическим возможностям прессы делятся на: универсальные, специальные и специализированные. Универсальные можно использовать практически для любых видов ковки (пример — гидравлический ковочный станок). Специализированные станки выполняют только один технологический процесс (пример — кривошипные вытяжные). Специальные прессы производят конкретный вид изделий, используя одну технологию.






Принцип работы и устройство прессов различных типов

Любой стандартный штамповочный станок состоит из следующих основных узлов: мотора, передачи, исполнительного механизма. Передача и двигатель вместе составляют «привод». Главная характеристика привода — это вид связи двигателя и исполнительного механизма: механическая или не жесткая (жидкость, газ, пар). Рабочие органы прессов: валки, ползун, траверсы, ролики, бабы.
Кривошипно-шатунный пресс
 Привод станка вращается, движение на ползуне преобразуется в возвратно-поступательное. Под действием этого движения при помощи штампа обрабатывается металл. Все детали станка производят из прочной стали и оснащаются ребрами жесткости. Движение ползуна происходит по жесткому графику. Усилие по ползуну достигает 8 тысяч тонн. Кривошипные ковочные установки позволяют ускорить, упростить и удешевить производство деталей, сэкономить до 30% проката. Все кривошипные станки делятся на простые, с двойным и тройным действием.
Привод станка вращается, движение на ползуне преобразуется в возвратно-поступательное. Под действием этого движения при помощи штампа обрабатывается металл. Все детали станка производят из прочной стали и оснащаются ребрами жесткости. Движение ползуна происходит по жесткому графику. Усилие по ползуну достигает 8 тысяч тонн. Кривошипные ковочные установки позволяют ускорить, упростить и удешевить производство деталей, сэкономить до 30% проката. Все кривошипные станки делятся на простые, с двойным и тройным действием.
Кривошипно-шатунный пресс способен выполнять следующие виды работ:
- штамповку в открытых и закрытых матрицах;
- формирование заусенца;
- выдавливание;
- прошивку;
- комбинированную обработку.
Механический пресс воздействует на материал ударом, тогда как гидравлический, прилагая меньшую силу, получает больший эффект. Поэтому вторые используют для изготовления крупных изделий с толстыми стенками.
Гидравлические прессы

Способны проштамповывать поверхность, продавливать и ковать изделия из металла. Они также применяются для переработки металлических отходов. Действие станка основано на увеличении силы давления на металл во множество раз. Пресс представляет собой два сообщающихся цилиндра с водой, между которыми проходит труба. В цилиндрах установлены поршни. Принцип работы пресса основан на законе Паскаля.
Радиально-ковочный аппарат
 Обрабатывает металл горячим способом. Болванка поступает в нагревательный модуль, функционирующий по принципу индукции. Здесь она нагревается, когда металл становится достаточно податливым, подается через конвейер на механизм захвата, подающий заготовку прямо в зону обработки. Ковка или штамповка осуществляется бойками, в процессе заготовка все время крутится, благодаря чему она обрабатывается равномерно со всех сторон. Пресс работает от электромотора, соединенного клиноременной передачей с валами. Они размещены вертикально и направляют движение на шатун и боек, между которыми установлен ползун. Чтобы все движения механизма были синхронными, существуют копирные барабаны. Держатель болванки вращается электромотором посредством червячных передач. Пружинная муфта в нужные моменты притормаживает движение.
Обрабатывает металл горячим способом. Болванка поступает в нагревательный модуль, функционирующий по принципу индукции. Здесь она нагревается, когда металл становится достаточно податливым, подается через конвейер на механизм захвата, подающий заготовку прямо в зону обработки. Ковка или штамповка осуществляется бойками, в процессе заготовка все время крутится, благодаря чему она обрабатывается равномерно со всех сторон. Пресс работает от электромотора, соединенного клиноременной передачей с валами. Они размещены вертикально и направляют движение на шатун и боек, между которыми установлен ползун. Чтобы все движения механизма были синхронными, существуют копирные барабаны. Держатель болванки вращается электромотором посредством червячных передач. Пружинная муфта в нужные моменты притормаживает движение.
Электромагнитный пресс
 Это новейшая разработка, которая только начинает использоваться в промышленности. Рабочий орган станка — сердечник электромагнита, который совершает движения под действием электромагнитного поля. Сердечник двигает ползун или штамп, пружины возвращают ползун в исходное положение. Такие станки отличаются высокой производительностью и экономичностью. На сегодняшний день существуют модели с небольшой амплитудой движения рабочего органа — 10 мм и усилием не более 2,5 тонны.
Это новейшая разработка, которая только начинает использоваться в промышленности. Рабочий орган станка — сердечник электромагнита, который совершает движения под действием электромагнитного поля. Сердечник двигает ползун или штамп, пружины возвращают ползун в исходное положение. Такие станки отличаются высокой производительностью и экономичностью. На сегодняшний день существуют модели с небольшой амплитудой движения рабочего органа — 10 мм и усилием не более 2,5 тонны.
Работа штамповочного станка черновой обработки в видеоролике:
- Винтовые сваи 76 мм: конструктивные особенности и монтаж
- Быстрый ремонт труб с помощью хомутов без сварки
- Алюминиевый прокат: как выбрать подходящий материал для задачи
- Алюминиевый профиль: свойства, применение и критерии выбора
- Поверка штангенциркулей: как обеспечить точность измерений и избежать дорогостоящих ошибок