Станок продольной резки листового металла
Станок продольной резки листового металла
Станок продольной резки листового металла
Резать рулонный металл несложно.
Лист в процессе резки пропускают между двумя парами валов, оснащённых специальными дисковыми ножами.
Отсюда второе название станков резки металла — дисковые ножницы.

Наша организация производит лёгкие станки резки металла.
Лёгкие станки просто перевозятся, быстро устанавливаются, удобны в обслуживании.
Производительность станков обеспечивает резку до 600 — 1000 кг металла в час (5 — 8 тонн в день), что вполне достаточно для обеспечения потребностей большинства мелких и средних организаций.
Станки могут производить продольную резку рулонов металла на узкие рулоны (штрипсы).

На фото: резка рулонного металла на штрипс шириной 137 мм.
Станки могут производить продольно-поперечную резку. Для этого к станку присоединяется приёмный стол.

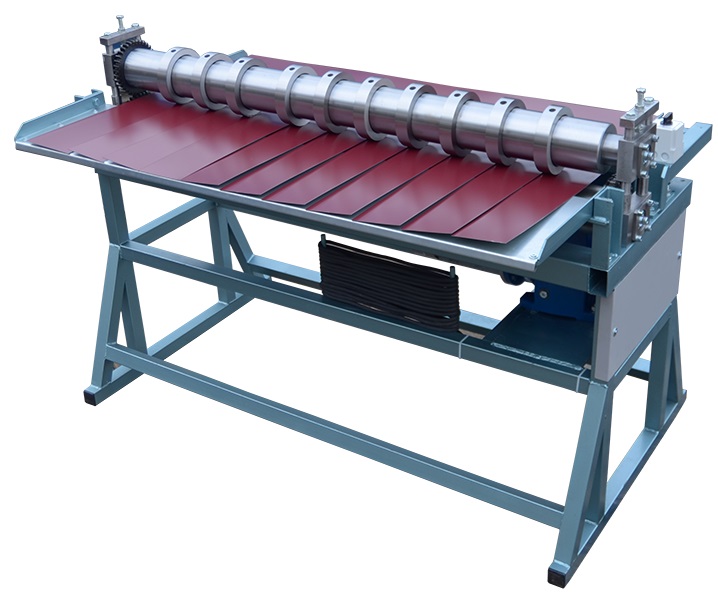
На фото: на станке ДН-5 производится резка металла толщиной 0.8 мм на отдельные листы (заготовки).
На станки можно установить комплект нанесения защитной плёнки.

На фото: защитная плёнка плотно прикатывается к поверхности металла и позволяет в дальнейшем работать с металлом без риска повреждения поверхности.
Технические характеристики станков продольной резки металла от ЗАО «Кровля»




Какое дополнительное оборудование используется совместно со станками продольной резки?
Для подачи металла в станки удобно использовать самоподъёмные разматыватели.
Достаточно привезти рулон металла автомашиной кран – борт.
Установка рулона на разматыватель не требует грузоподъёмных механизмов и занимает не более 10 минут.


На фото: двое рабочих легко устанавливают на разматыватель УРС-8 рулон металла и приподнимают его винтовыми домкратами.
Разматыватели просто и удобно соединяются со станками резки металла специальными связями и не требуют крепления к полу на анкерные болты.

Для поперечного отрезания металла на станки устанавливается ручной дисковый отрезной нож.
Режущие диски из легированной спецстали обеспечивают уверенную резку металла толщиной до 0.8 мм.

Нас часто спрашивают:
Какие имеются технические особенности резки на узкие рулоны (штрипсы)?
Надо сказать, что резка на штрипс является самой сложной операцией в резке рулонного металла.

Главная проблема заключается в наматывании разрезанных полос металла на наматыватель.
Даже тяжёлые консольные наматыватели не обеспечивают одинаковую плотность намотки в разных штрипсах. То есть некоторые ленты будут идти внатяг, а некоторые провисать и образовывать петли на полу. Поэтому большинство стационарных линий резки имеют в полу компенсационную яму.
Намотать рулоны штрипсов весом более 2 — 2.5 тонн на несложных, нестационарных наматывателях невозможно.
В нашей организации выпускается только один вариант наматывателя — УН-2 (универсальный наматыватель г/п 2 тн.) Наматыватель выполнен в лёгком варианте с ручным приводом и позволяет наматывать штрипсы общим весом до 1.5 — 2 тн.

Какова стойкость дисковых ножей?
Для изготовления ножей используется высококачественная инструментальная сталь марки ХВГ, легированная хромом, ванадием, марганцем с последующей термообработкой и шлифовкой.
Это даёт возможность обеспечить уверенную резку нескольких сотен тонн стали. При толщине стали 0.55 мм — не менее 800 тонн.
Ножи двусторонние. Это увеличивает ресурс вдвое.
Дальнейшее использование затупившихся ножей возможно после простой и недорогой шлифовки ножей на стандартном плоскошлифовальном станке. Шлифовать ножи можно 2 – 3 раза.
Возможна ли работа станков в неотапливаемых помещениях при минусовой температуре?
Линии резки могут эксплуатироваться в диапазоне температур от + 40 до — 20 градусов.
При соблюдении некоторых простых правил работа может производиться не только в неотапливаемых помещениях, а даже на открытой территории.

На фото: линия резки, установленная на базе строительной организации работает под открытым небом уже более 8 лет.
Какие выгоды от использования лёгких станков резки металла?
- Уменьшаются затраты на производство. Стационарные линии резки, приобретение погрузчика, установка кранбалки будут не нужны, а стоят они недёшево.
- Экономия на помещениях. Работа может производиться на территории производственной базы, на строительном объекте, под открытым небом и в зимних условиях.
Как правильно выбрать станок резки металла?
Главным техническим параметром станков, после мощности электродвигателя, является диаметр валов станка.
В процессе резки происходит разжим валов с дисковыми ножами, сопровождающийся изгибом валов.
Поэтому, чем больше диаметр валов, тем больше максимальная толщина разрезаемой стали и тем большее количество пар ножей можно установить на станок.
Линии продольно-поперечной резки металла
Станки продольной резки МПФ
1250 Ширина заготовки, мм
0.3-0.8 Толщина материала, мм
до 5 Производительность, м/мин
Ручной станок СПР-1250/3-Р

1250 Рабочая длина, мм
0,3-0.8 Толщина материала, мм
до 6 Производительность, м/мин
Электромеханический станок СПР-1250/3-А

1250 Ширина заготовки, мм
0.3-1.5 Толщина материала, мм
до 10 Производительность, м/мин
Электромеханический станок СПР-1250/5-А

1250 Ширина заготовки, мм
0,3-1,5 Толщина материала, мм
10 Производительность, м/мин
Автоматизированный станок СППР-А 1250/1,5
Станки продольно поперечной резки Jouanel

1250 Ширина заготовки, мм
1.0 Толщина материала, мм
до 18 Производительность, м/мин
Станок продольного и поперечного раскроя Jouanel MLC1250
до 1500 Ширина заготовки, мм
до 2,0 Толщина материала, мм
20 Производительность, м/мин
Линия продольно поперечного раскроя металла LICO

до 1500 Ширина заготовки, мм
до 2,0 Толщина материала, мм
20 Производительность, м/мин
Линия поперечной резки металла LICO
Линии продольной резки

1250+10 Ширина заготовки, мм
30 Производительность, м/мин
0.3-1.4 Толщина материала, мм
Линия продольно поперечной резки ЛППР-1250/1,4

1250+10 Ширина заготовки, мм
30 Производительность, м/мин
0.3-3,0 Толщина материала, мм
Линия продольно поперечной резки ЛППР-1250/3,0
Описание станков продольной резки
Для раскроя рулонного металла на штрипс (небольшие рулоны) или листы используются линии и станки продольно поперечной резки металла. Продольная резка производится дисковыми ножами, длина реза при этом не ограничена. Поперечная резка может быть произведена дисковым ножом или гильотиной.
Другое название станков продольно поперечной резки — дисковые ножницы. Современное оборудование для резки металла позволяет осуществлять раскрой рулонного металла с высоким качеством кромки и минимальными допусками по ширине полосы. В настоящий момент на рынке существуют предложения по мобильным станкам и дисковым ножницам по металлу. Это как правило станок продольной резки металла в сочетании с разматывателем и наматывателем рулонов.
Станок продольной резки и разматыватель могут быть как с ручным приводом так и электрические. Отличительные особенности данного оборудования является мобильность в сочетании с высоким качеством реза, возможностью использования как отдельного станка, так и в качестве основного узла, входящего в состав линии. Причем последний факт в сочетании с возможностью адаптации изделия по желанию заказчика (установка дополнительных правильных клетей, устройство для реза с натяжением, размотчика) обеспечил оборудованию широкую востребованность на рынке.
Особенности станков продольно-поперечной резки металла
Отличительные особенности данного оборудования является:
- износостойкие закаленные ножи из инструментальной стали с 2-ух сторонней заточкой;
- бесступенчатая регулировка направляющих на заданную ширину полосы маховиком с измерителем;
- быстрая регулировка перехлеста ножей механизмом перемещения верхнего вала с электроприводом;
- возможность программирования длины изделия и количества поперечных резов;
- возможностью использования как отдельного станка, так и в качестве основного узла входящего в состав линии.
Модельный ряд
В модели MLC1250 c помощью установленного программатора задается длина и количество получаемых изделий.
Модель MLC1250-BD дополнительно доукомплектовывается правильным устройством, состоящим из трех стальных валов диаметром 80 мм, положение двух верхних из них задается с помощью рукояток по шкале.
В модели MLC1250-HT вместо программатора применяется ЧПУ с цветным сенсорным экраном, что позволяет полностью автоматизировать работу станка.
Модель MLC1250-HT-BD в дополнение к системе ЧПУ оснащается правильным устройством.
Линия раскроя, резки, правки и намотки LICO 1000 — рабочая ширина до 1000мм.
Линия раскроя, резки, правки и намотки LICO 1250 — рабочая ширина до 1250мм.
Линия раскроя, резки, правки и намотки LICO 1500 — рабочая ширина до 1500мм.
Продольно-поперечная резка металла
Станки продольно-поперечной резки листовой стали

Станок продольной резки СПР-1250/3-Р это станок производителя МОБИПРОФ (Россия), снабженный ручным приводом, который предназначен для продольного раскроя листового и рулонного металла шириной до 1250 мм и толщиной от 0,35 до 0,8 мм.

Станок продольной резки СПР-1250/3-А это электромеханический станок производителя МОБИПРОФ (Россия), предназначенный для продольного раскроя листового и рулонного металла шириной до 1250 мм и толщиной от 0,35 до 0,8 мм.
Станок продольно-поперечной резки СПР-1250/5-А это электромеханический станок производителя МОБИПРОФ (Россия), предназначенный для одновременного продольного раскроя на несколько полос листового и рулонного металла максимальной шириной до 1250 мм и толщиной от 0,3 до 1,5 мм.
Станок продольно-поперечной резки СППР-1250/5-АСУ это станок с автоматизированной системой управления производителя МОБИПРОФ (Россия), предназначенный для продольного и поперечного раскроя листового и рулонного металла на штрипсы максимальной шириной до 1250 мм и толщиной от 0,35 до 1,5 мм.
Станок продольной резки СПР-1250/10-А это электромеханический станок производителя МОБИПРОФ (Россия), предназначенный для одновременного продольного раскроя на несколько полос листового и рулонного металла максимальной шириной до 1250 мм и толщиной от 0,35 до 1,5 мм.

Линия продольно-поперечной резки металла толщиной до 1,5 мм — станок производства компании Профиль-Пром, предназначенный для выполнения резки рулонного и листового металла толщиной до 1,5 мм на полосы нужной длины и ширины.
Линия продольно-поперечной резки металла толщиной до 2,5 мм — станок производства компании Профиль-Пром, предназначенный для выполнения резки рулонного и листового металла толщиной до 2,5 мм на полосы нужной длины и ширины.

Линия продольно-поперечной резки металла толщиной до 4,0 мм — станок производства компании Профиль-Пром, предназначенный для выполнения резки рулонного и листового металла толщиной до 4,0 мм на полосы нужной длины и ширины.

Линия поперечной резки металла — автоматизированный станок производства компании Профиль-Пром, предназначенный для выполнения поперечной резки рулонной тонколистовой стали и стали, имеющей полимерное покрытие.

Линия для продольной резки металла — станок производства компании Профиль-Пром, предназначенный для выполнения резки рулонного и листового металла на полосы нужной длины и ширины.

Станок продольной резки металла ДН-3 (или дисковые ножницы) служит для выполнения продольной и поперечной резки рулонного и листового металла шириной до 1250 мм и толщиной от 0,55 до 0,8 мм.

Станок продольной резки металла ДН-5 (или дисковые ножницы) служит для выполнения продольной и поперечной резки рулонного и листового металла шириной до 1250 мм и толщиной до 1,2 мм.

Станок продольной резки металла ДН-10 (или дисковые ножницы) служит для выполнения продольной и поперечной резки рулонного и листового металла шириной до 1250 мм и толщиной до 1,5 мм.

Ручной станок продольной резки металла ДНР-3 (или дисковые ножницы) служит для выполнения продольной и поперечной резки рулонного и листового металла шириной до 1250 мм и толщиной от 0,55 до 0,8 мм.

Поперечный отрезной нож ОНС на стойке предназначен для выполнения поперечной резки рулонного и листового металла шириной до 1250 мм и толщиной до 0,8 мм.

Станок поперечной резки металла ПРЭМ это электромеханический станок, который предназначен для выполнения поперечной резки и разматывания рулонного металла шириной до 1250 мм и толщиной до 0,8 мм.

Станок поперечной резки металла РПР это ручной станок, который предназначен для выполнения поперечной резки рулонного и листового металла шириной до 1250 мм и толщиной до 0,8 мм.
Линии продольно-поперечной резки Mazanek

Линия поперечной резки NPP-1250 — станок с электроприводом производителя MAZANEK (Польша), предназначенный для выполнения резки рулонной стали рабочей длиной до 1250 мм и толщиной до 1,5 мм.
Линия продольно-поперечной резки NPW-1250 — станок с электроприводом производителя MAZANEK (Польша), предназначенный для выполнения резки рулонной стали рабочей длиной до 1250 мм и толщиной до 1,5 мм.

Линия продольной резки NW-1250 — станок с электроприводом производителя MAZANEK (Польша), предназначенный для выполнения резки рулонной стали рабочей длиной до 1250 мм и толщиной до 1,5 мм.
Листовой металл широко применяется в промышленности при изготовлении венткоробов, водосточных систем, изоляции теплотрасс и других изделий. Сборка готовых элементов любой конструкции ведется после раскроя сырьевых материалов, поступающих на металлообрабатывающее предприятие в виде рулонов.
Для ускорения раскроя листового металла применяются специализированные линии продольно-поперечной резки. Современная продольно-поперечная резка металла производится на высокотехнологичном оборудовании с высоким уровнем автоматизации.
Агрегаты, поставляемые Компанией «ENERGOSTAN», отличаются следующими особенностями:
- мощный электродвигатель 1,5–2,5 кВт, в сочетании с высокопрочными рабочими лезвиями, позволяет вести обработку заготовок толщиной до 1,5 мм.;
- станки снабжаются несколькими правильными валами, что дает возможность получить гладкий лист нужных габаритов с ровной поверхностью, без радиусных загибов;
- цеховые станки представляют собой оборудование полного производственного цикла и снабжены удобными рабочими столами, в сочетании с подающими устройствами, позволяющими максимально автоматизировать процесс;
- производительность оборудования до 8–10 м/мин дает возможность серийного производства деталей для реализации в коммерческих целях;
- шумозащитный кожух и сбалансированные движущиеся детали обеспечивают предельный уровень шума до 80 дБ.
Линия продольно-поперечной резки рулонного металла снабжается многофункциональным пультом управления с возможностью программирования настроек и памятью предыдущих режимов. Для обеспечения безопасности и исключения возникновения брака, все станки снабжаются кнопкой экстренного отключения.
Принцип действия станков
Вне зависимости от габаритов, технических характеристик, мощности двигателя и производительности, продольно-поперечная резка листового металла на станках рассматриваемой категории, осуществляется в соответствии со следующим алгоритмом:
- Оператор фиксирует заводской рулон с листовой сталью на подающем валу машины.
- Свободный край металла заправляется в подающее устройство.
- Правильные валы выставляются, в соответствии с толщиной обрабатываемого металла.
- На пульте управления станком продольно-поперечной резки выставляются необходимые параметры, после чего двигатель запускается в работу.
- Валы начинают вращение, разматывая металл с рулона и выпрямляя его.
- На пути движения металл подвергается раскрою лезвиями в тех местах, где это необходимо, в соответствии с координатами, заданными в программе.
- После нарезки одной заготовки, листы попадают в специальный приемный лоток, а машина циклично повторяет процедуру раскроя.
При изменении алгоритма, станок останавливается для перепрограммирования и изменения положения правильных валов.
Как заказать станки для продольно-поперечной резки металла?
Компания «ENERGOSTAN» является аккредитованным торговым представителем таких производственных предприятий с мировыми именем, как Stalex и Mazanek. Это позволяет нам предложить клиентам лучшие расценки на весь модельный ряд продукции брендов.
Чтобы купить станки продольно-поперечной резки в нашей компании, необходимо выбрать наиболее подходящий под Ваши критерии товар и перейти по ссылке «Узнать цену», заполнив в открывшемся окне форму обратной связи. Наш специалист свяжется с Вами в кратчайшие сроки и предложит выгодное коммерческое предложение.
Оборудование для продольно-поперечной резки металла в Москве
Оборудование для продольно-поперечной резки металла необходимо для разрезания металлических листов на заготовки определённой длины и ширины (которые называются штрипс – ленты). Данное оборудование применяется как самостоятельное или же, как элемент технологической цепочки. Как правило, ширина металла не должна превышать 1250 мм, а его толщина не быть больше 3 мм. Прижимные валки нужны для ровной подачи листа, помимо их линия продольно – поперечной резки состоит из: системы обеспечивающей продольную резку, роликового ножа (с его помощью производится поперечная резка), электроприводов и АСУ.
 Автоматическая система управления программируется оператором: задаётся длина изделий, их количество и скорость резания. АСУ обладает понятным интерфейсом (русифицированным), так же есть варианты систем управления с удалённым администрированием.
Автоматическая система управления программируется оператором: задаётся длина изделий, их количество и скорость резания. АСУ обладает понятным интерфейсом (русифицированным), так же есть варианты систем управления с удалённым администрированием.
Широкий металлический лист подаётся из размотчика бухты, затем происходит роспуск на полосы с последующей рубкой данных полос на заготовки нужной длины.
Дисковые ножи осуществляют свою работу благодаря электроприводам, которые в свою очередь состоят из цепных передач и мотор – редукторов. Если необходимо, то оборудование для продольно- поперечной резки может быть доукомплектовано дополнительными модулями, что позволит вашему производству соответствовать необходимым требованиям.
В качестве опции может присутствовать устройство для нанесения защитной плёнки. Линию поперечного реза можно укомплектовать подъёмным столом, на котором осуществляется укладка готовых листов.

- Производительность, м/мин: до 10
- Длина реза, мм: не ограничена
- Толщина реза, мм*: 0,4 – 0,8
- Минимальная ширина реза, мм: 70
- Ширина входящей полосы металла, мм: до 1250
- Количество пар ножей: до 3
- Размеры, ДхШхВ, мм: 1450х860х230
- Масса, кг: 52
Механический станок резки металла СПР-1250/3-Р предназначен для продольной резки тонколистового металла на полосы в условиях стройплощадки или цеха. Процесс раскроя на станке для резки листового или рулонного металла осуществляется вручную, путём вращения рукоятки.
Высокое качество реза и протяжки металла достигается за счёт использования дисковых ножей, выполненных из спецстали, а также прорезиненных протягивающих / поддерживающих втулок.
Производительность станка для резки металла в 10 раз выше, чем при работе ручным инструментом.

- Производительность, м/мин: до 6
- Толщина продольного реза, мм: 0,35 — 0,8
- Ширина обрабатываемого металла, мм: до 1250
- Минимальная ширина реза, мм: 80
- Длина продольного реза, мм: ∞
- Количество устанавливаемых пар ножей: до 5
- Потребляемая мощность, кВт: 0,75
- Напряжение питания, В: 380/220 (опция)
- Размеры, ДхШхВ, мм: 1670х750х1100
- Масса, кг: 140

- Толщина обрабатываемого металла, мм: до 1,5
- Ширина обрабатываемого металла, мм: до 1250
- Количество ножей, пар: 5
- Габариты, мм: 1500 х 850 х 1200
- Питание, В: 220/380
- Мощность, кВт: 0,5
- Производительность, м/мин: 4-20
- Масса, кг: 250
Станок СПР-1250/5-А предназначен для продольной и поперечной резки металла толщиной до 1,5 мм на 13 и менее полос.
В усовершенствованной модели линии продольно-поперечной резки металла качество продольного реза доведено до полностью профессионального уровня. Сведено к нулю время на переналадку линии продольно-поперечной резки при переходе на новую толщину металла, а используемая блочная структура предала линии продольно-поперечной резки еще большую мобильность.
Дальнейшая модификация данной линии резки металла сможет включать в себя возможность осуществления раскроя металла внатяжку, установки правильных клетей непосредственно перед продольной резкой металла, использование прорезиненных поддерживающих роликов и многое другое, присущее индустриальным автоматизированным линиям продольно поперечной резки металла, продольного роспуска рулонов.

- Скорость продольного реза, м/мин: 10
- Скорость поперечного реза, резов/мин: 3
- Длина продольного реза, мм: не ограничена
- Толщина подольного реза, мм*: 0,4 – 1,5
- Толщина поперечного реза, мм: 0,4 – 1,5
- Минимальная ширина реза, мм: 70
- Ширина входящей полосы металла, мм: до 1250
- Количество устанвливаемых пар ножей: до 15
- Потребляемая мощность, кВт: 1,5
- Напряжение питания, В: 220
- Размеры, ДхШхВ, мм: 1850х1000х1200
- Масса, кг: 350
Промышленная резка металла в условиях серийного и массового производства немыслима без специальных линий продольно поперечной резки, использование которых значительно ускоряет технологический процесс. Станок продольно поперечной резки металла позволяет распускать металлические листы или рулоны на заготовки необходимой длины и ширины (штрипсы). Он представляет собой набор специальных модулей, управляемых единой автоматизированной системой.
Линия продольно поперечной резки металла состоит из валков, обеспечивающих правильную и ровную подачу листа, системы продольной резки, роликового ножа поперечной резки, пульта управления.
Принципы выбора линии продольной резки металла
Линии для продольной резки металла предназначены для обработки металлических рулонов: продольной или поперечной резки на листы заданных размеров с последующей укладкой в стопки. Допустима резка различных сталей, включая защищённые специальными покрытиями. Применяются в промышленности для получения заготовок или готовых деталей.
 Линия продольной резки металла
Линия продольной резки металла
Предназначение
На крупных производствах использование ручного инструмента для нарезки металлических листов из рулонов экономически невыгодно. Поэтому используются специализированные линии для резки, которые обеспечивают высокую производительность, точность обработки, возможность складирования и упаковывания.
Линии нарезки позволяют нарезать листы различной формы, выпрямлять их, срезать кромки. По сути обеспечивается полная автоматизация производства.
- штамповочные цеха;
- литейно-прокатные производства;
- предприятия, занимающиеся обработкой металла.
Устройство и принцип работы
Линии для резки металла конструктивно состоят из следующих узлов и агрегатов:
- разматывающего механизма;
- роликового стола;
- режущего инструмента: гильотины или ножи;
- конвейера;
- укладчика разрезанных листов;
- контрольных и измерительных датчиков;
- электромеханическую систему контроля и управления;
- пневматическую систему для работы механизмов.
Промышленное оборудование может оснащаться следующими комплектующими:
- тележкой для загрузки рулонов;
- механизмом для выпрямления листов;
- штабелером;
- автоматизированной системой управления.
- Закрепляется рулон.
- Разматывают вручную часть рулона, лист подают в механизм для протяжки. Ролики выставляются заранее под требуемые параметры.
- Включается линия.
- При прохождении листа через определённые датчики оператор вручную или автоматически выполняет порезку согласно заданной технологической карте.
- Нарезанные листы по конвейеру попадают в модуль для приёмки, а затем на тележку для транспортировки.
- Нарезка производится до тех пор, пока не будет размотан рулон.
 Продольная резка листового металла
Продольная резка листового металла
Технические характеристики
Линии для поперечной резки рулонных металлов имеют следующие технические характеристики:
- ширина рулона до 1,25 м;
- внутренний диаметр катушек 0,6-0,61 м;
- толщина металла от 0,3 мм до 1,2 мм;
- длина резки листов до 6 м;
- количество одновременных операций по резке до 10;
- скорость резки до 30 м/мин.;
- вес устанавливаемых рулонов 6-15 тонн;
- тип питания: одно- или трёхфазная сеть;
- погрешность при нарезке не более 1 мм на погонный метр на предельной скорости разматывания рулона;
- средняя производительность 50 тонн за рабочую смену.
Разновидности
По уровню автоматизации производственные линии бывают следующих типов:
- с ручным приводом;
- полуавтоматические;
- автоматические.
По способу резки:
- Линия для продольной резки рулонных металлов. Применяется на заводах и мелких предприятиях, где требуется нарезка рулонов вдоль листа. Обладает высокой производительностью, имеет относительно простую конструкцию.
- Линия продольно-поперечной резки металлов. Используется на предприятиях для создания готовых изделий либо заготовок сложной формы из рулонов. Имеет меньшую производительность, по сравнению с агрегатами для продольной обработки, но позволяют снизить количество дополнительного обрабатывающего оборудования.
Принципы выбора
Критерии выбора линий для резки металла:
- функциональность: способы резки, уровень автоматизации, наличие тележек для загрузки и отгрузки;
- скорость линии;
- допуски по длине, ширине и массе рулонов;
- тип питания: одно- или трёхфазное;
- допустимая толщина листов;
- наличие прокатного механизма;
- возможность установки дополнительного оборудования;
- количество одновременно выполняемых операций резки;
- производитель, срок предоставляемой гарантии, наличие услуг сервисного обслуживания;
- тип механизмов: пневматический или гидравлический.
Преимущества и недостатки
Преимущества линий для нарезки рулонных металлов:
- высокая скорость резки;
- отсутствие ограничений по типам металлов и сплавов на их основе;
- качественное выравнивание листов;
- формируются ровные кромки листов;
- возможность устанавливать дополнительное оборудование для производства конечных деталей в едином процессе;
- деформации заготовок в процессе производства полностью исключены;
- высокая надёжность механизмов и узлов;
- доступно оборудование с различным уровнем автоматизации.
Среди основных недостатков можно выделить:
- ограниченную длину от агрегата продольной резки до разматывателя, определяющую максимальный размер готовых деталей;
- крупные габариты линии, требующие наличия необходимого пространства внутри цехов;
- ограничения по толщине листов;
- сложность обслуживания гидро- или пневмолиний, компрессионного оборудования;
- для работы на линии нужен опытный персонал.
 Размеры оборудования для резки
Размеры оборудования для резки
Производители и стоимость
Производством линий для порезки металла занимаются следующие предприятия:
- ПКФ «СтройИнвест» (Россия);
- ООО «ЛиВил» (Россия);
- ООО «Саратов-Станки» (Россия);
- ООО «Липецкий станкостроительный завод» (Россия);
- ООО «ЭлектроТехнология» (Украина);
- Mariani (Италия);
- DMCTECH (Корея);
- Ashard (Франция);
- Wuxi Banket Mechanicle Equipment Co. LTD (Китай);
- Eberle (Германия).
Средние цены на оборудование в России:
- ручной порезки – от 150 тыс. руб.;
- полуавтоматическое – от 1,5 млн. руб.;
- автоматизированная линия – от 10 млн. руб.
Эксплуатация
При эксплуатации линий поперечной резки металлов необходимо соблюдать следующие правила:
- запрещено выполнять запуск установки без предварительного осмотра или при наличии повреждений механизмов;
- нужно проверять работоспособность системы аварийного останова;
- все узлы и агрегаты требуют периодической смазки, техобслуживаний и замены при критическом износе;
- протяжка листов и размотка рулонов осуществляется электродвигателем, самостоятельно разматывать запрещено;
- при работе требуется использовать средства защиты от попадания обрезков металла на открытые участки тела;
- эксплуатация оборудования должна осуществляться в рекомендуемых производителем условиях;
- недопустимо устанавливать рулоны с металлом, толщина которого превышает параметры, заявленные изготовителем оборудования;
- режущие инструменты следует поддерживать в хорошем техническом состоянии и при необходимости заменять;
- для обслуживания нужно привлекать специалистов, которые смогут провести диагностику систем управления, протяжки, размотки и резки.
При покупке важно учитывать технические характеристики, которые влияют на качество обработки металлов, возможность использования рулонов с определёнными параметрами, выполнять нарезку с нужной точностью.
Продольная резка металла — станки, линии, агрегаты
Продольная резка металла предполагает резку стали на штрипсы, полосы и ленты.
Роспуск рулонов на штрипсы осуществляется при помощи современной автоматической линии и высококвалифицированного персонала.

Благодаря этому продольная резка осуществляется по всем требованиям и стандартам.
Технология процесса
Начало технологического процесса заключается в том, что предварительно нужно нарезать полосу на определенную длину. Затем, к надрезанным участкам подсоединяют ток.
Величина силы тока должна обеспечить локальный нагрев полосы в месте, где происходит раздел температуры плавления металла.
Величина тока зависит от толщины полосы, физико-химических свойств металла и частоты подводимого электрического тока.
Благодаря локальному нагреву полосы в месте распределения до температуры плавления металла — наблюдается снижение усилия при резке.
Это связано с тем, что механические свойства металла начинают понижаться в месте разделения до температуры плавления.
Благодаря этому ножи можно заменить парой разделительных роликов, изготовленных из углеродистой стали.
Продольно поперечная резка металла предполагает образование новых, более узких полос, которые не имеют заусенцев и получаются закругленными.
Благодаря этому, обеспечиваются все требования, которые предъявляют к заготовкам, для изготовления гнутых профилей сварных прямошовных труб.
Представленная технология процесса способствует получению высокого качества продольной резки полос при использовании одного и того же инструмента.
Кроме этого, такие полосы не нуждаются в дополнительных операциях и оборудовании, что значительно сокращает затраты.
Оборудование для продольной резки
Для осуществления процесса резки листового металла применяется различное оборудование. При выборе оборудования необходимо учитывать поставленные цели и задачи.
Таким оборудованием может быть: простейшая машина для резки металла, станок для продольной резки металла, линия продольной резки или линия поперечной резки.
Cтанки
Механический станок продольной резки металла используют для осуществления резки таких листовых материалов, как медь, оцинкованная сталь, алюминий, бумага, картон, ПВХ и многое другое.
Для листореза характерно наличие двух пар синхронизированных валов.
В состав первой пары входят обрезиненные валы, благодаря которым обеспечивается подача материала в режущие дисковые ножи, а также скидывание ленты с рулоноразматывателя.
Для второй пары валов, на которых установлены роликовые дисковые ножи, характерно осуществление продольного реза.
Станок продольной резки металла обладает столом, на котором имеются регулируемые направляющие, для осуществления правильной подачи материала под различную ширину ленты или листа.
Механические станки продольной резки могут быть дополнительно оснащены устройством для нанесения защитной пленки.
Станок продольно поперечной резки металла механического или электромеханического типа также может быть оснащен поперечным роликовым ножом, который осуществляет поперечную резку листа в размер по длине.
Фиксация дисковых ножей, обладающих двухсторонней заточкой, осуществляется на валу при помощи упорного винта.
Линия
Линия продольно поперечной резки металла очень активно применяется, как в мелком производстве, так и в промышленных масштабах.
Преимущество представленного оборудования заключается в том, что оно универсально.
Такая линия может обрабатывать листы сразу в нескольких направлениях. Благодаря чему увеличиваются возможности данного станка.
Суть работы данного оборудования заключается в том, что дисковые ножницы начинают свободно перемещаться вдоль вала.
Благодаря чему — можно осуществить настройку и выбрать абсолютно любую ширину будущей заготовки.
Благодаря сенсорному монитору, путем ввода параметров по длине, прочности рабочего корпуса и высокой точности реза, можно достичь высокой производительности и качества работы.
Особенности линии продольной резки металла:
- В состав представленной линии входят размыватель, система подачи, блок разрезания и прочие составляющие. Данная линия продольной резки рулонного металла необходима для обработки и нарезания широкого рулона на полоски определенной ширины и длины. Разрезание листов является подготовительной процедурой перед прокаткой, сваркой, штамповкой и профилировкой. Обработка нецветных металлов может осуществляться при помощи режущих лезвий;
- Основная функция линии заключается в раскрое рулонного материла, обладающего различной толщиной по заданным размерам;
- После осуществления разрезания, ленты необходимо обработать на специальном оборудовании;
- Представленная линия продольной резки рулонного материала обладает приводом постоянного тока. Оборудование представляет собой единую производственную линию;
- С целью высокоскоростной обработки или для тонкого листа, линия укомплектуется системой контроля натяжения с канавкой;
- Данное оборудование может осуществлять работы с различными видами стали.
Агрегаты
Агрегат продольной резки металла осуществляет свою работу в автоматическом режиме.
Суть его работы состоит в следующем. На тележку загрузочного устройства устанавливают рулон металла.
Тележка с рулоном начинает двигаться по рельсам и размещает рулон на барабан разматывателя.
После этого лента направляется к ножницам поперечной резки, где подрезаются кромки и вырезаются дефектные участки.
После этого — лента обрабатывается на дисковых ножницах, где осуществляется продольная резка ленты на штрипсы.
После прохождения петлевого компенсатора и натяжного устройства, штрипсы начинают наматываться на барабан наматывателя.
Штрипсы затем снимаются с барабана наматывателя при помощи разгрузочного устройства.
Пульт управления относится к рабочему месту оператора.
При помощи клавиатуры пульта устанавливается режим работы агрегата, а также контролируются работ оборудования (скорость разрезания, состояние узлов оборудование).
Продольная резка металла на сегодняшний день занимает лидирующие позиции. Существует множество компаний, которые предлагают свои услуги по осуществлению данной работы.
Цены такой услуги зависят от того, какое оборудование используется, вид и размеры подаваемого материала и квалификация рабочего персонала.
- Винтовые сваи 76 мм: конструктивные особенности и монтаж
- Быстрый ремонт труб с помощью хомутов без сварки
- Алюминиевый прокат: как выбрать подходящий материал для задачи
- Алюминиевый профиль: свойства, применение и критерии выбора
- Поверка штангенциркулей: как обеспечить точность измерений и избежать дорогостоящих ошибок