Сварочный автомат для сварки металла
Сварочный автомат для сварки металла
Виды, плюсы и минусы автоматической сварки
Автоматическая сварка – высокотехнологичный процесс, который характеризуется самостоятельным образованием и поддержанием дуги. Мы расскажем об особенностях работы оборудования, их видах, и главных отличиях от автоматической сварки.

Автоматическая сварка – высшая степень механизации электродуговой сварки. Сварка автомат характеризуется самостоятельным образованием и поддержанием дуги. Система управления контролирует скорость и дозировку подачи расходных материалов, а также направление движения дуги. В этом состоит главное отличие от полуавтоматической технологии.
Что такое сварка-автомат, отличия от полуавтомата
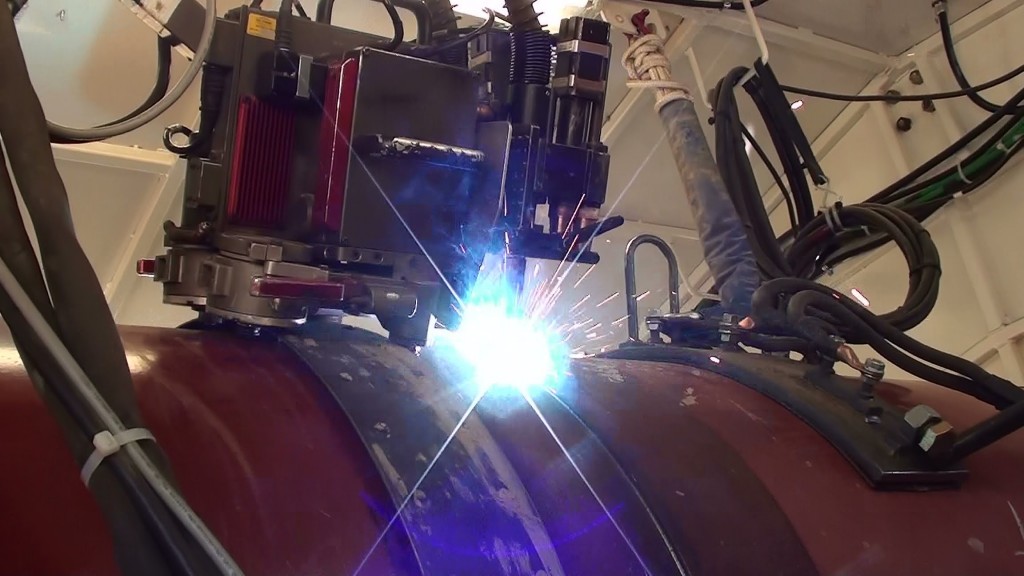
Благодаря полному контролю сварочного процесса автоматическая сварка получила наибольшее распространение на предприятиях, специализирующихся на массовом производстве. По своей сути сварка-автомат – это сочетание электромеханического оборудования с электронным управлением, среди которых важнейшей деталью является сварочная головка. С ее помощью происходит подача расходных материалов в область соединения, производится дуговая сварка, резка или напыление, осуществляется контроль над сварочным процессом и своевременностью его остановки.
Дополнительная информация. По своей конструкции головки делят на два типа: подвесные и самоходные. Первые отличаются отсутствием устройства для перемещения головки. Поэтому движение дуги происходит за счет передвижения соединяемых элементов. Самоходная головка способна самостоятельно перемещаться над зоной сварки с помощью специальных приводов.
На самом деле разница между технологиями несущественна. Степень механизации процесса – вот чем отличается автомат от полуавтомата. Относительная простота конструкции выгодно отличает полуавтоматические сварочные аппараты. Они оборудованы автоматическим устройством подачи сварочной проволоки на электродный держатель через гибкий рукав. Сварщик осуществляет управление за движением дуги, направляя ее в нужную сторону.

Таким образом, технология, при которой проволока подается в автоматическом режиме, а дуга перемещается оператором, получила название полуавтоматической.
Виды автоматических аппаратов
- Тракторного типа. Для работ под слоем флюса или в среде защитных газов.
- Подвесной сварочный автомат. Для работы в среде защитных газов.
- Многодуговой аппарат. Существуют модификации как тракторного, так и подвесного исполнения.
Тракторный тип
Первый тип аппаратов был разработан и выпущен в СССР. Требования к конструкции регламентированы ГОСТ 8213-69. Широко применяется в тяжелой промышленности.

В качестве примера рассмотрим устройство одномоторного трактора типа ТС-17-Р. Как следует из названия, трактор имеет только один электродвигатель. Он разработан для выполнения работ под слоем флюса при сварке различных стыковых швов. При этом минимальный радиус кольцевых швов составляет 600 мм.
С помощью электродвигателя приводятся в движение ходовой механизм, а также устройство подачи проволоки. Все три элемента имеют общий корпус, который является несущей конструкцией трактора. Он служит опорой прочим механизмам: загрузочному бункеру для флюса, барабану с проволокой и управляющему блоку.
Электрод располагается вблизи вертикальной оси, которая проходит через центр тяжести. Данная особенность позволяет производить работы внутри емкостей: низкое расположение центра тяжести обеспечивает повышенную устойчивость.
Подвесной сварочный аппарат
- Подающее устройство.
- Приводной суппорт.
- Механизм вертикального передвижения.
- Флюсовый бункер.
- Проволочный барабан.
- Блок управления.

Подвесное оборудование разделяют на стационарные и самоходные агрегаты.
Стационарные устройства отличаются тем, что перед началом работ их устанавливают на выбранное место и не перемещают до окончания работ. Основная сфера применения – соединение труб. Самоходные аппараты оснащены тележкой для перемещения по рабочей площадке. Отличаются способностью к созданию неразъемных соединений значительной длины.
Принцип и технология выполнения работ
- устройства подачи и перемещения;
- токопроводные элементы;
- самодвижущаяся тележка;
- блок управления.
Она обеспечивает подачу сварочной проволоки либо прочих электродных материалов, после чего осуществляет подачу тока.
Вспомогательная аппаратура, к которой относятся механизм подачи защитного газа либо флюсовое оборудование.
Особенности механизма подачи проволоки имеют конструктивную схожесть с аналогичным приспособлением полуавтоматических аппаратов.
Токопроводящий механизм называют горелкой либо мундштуком. Встречаются различные варианты исполнения, которые имеют общее принципиальное устройство – направляющую трубку с вкрученным токопроводным элементом. Трубка посредством сапожковой вилки на шарнире соединяется с прижимным механизмом. Для повышения периода эксплуатации вилка снабжена вставкой из высокопрочного материала. Прижимной механизм представляет собой винт с пружиной.

Для автоматической сварки под флюсом рекомендуем использовать источники энергии с пологопадающими характеристиками. При выполнении работ в газовой среде предпочтительнее будут источники с жесткими характеристиками.
Для орбитальных сварных работ используют аппараты с асинхронными двигателями постоянной частоты. Благодаря реализации принципа саморегуляции скорость подачи электродов остается неизменной.
На конвейерных линиях сварочное оборудование работает согласно единому технологическому циклу, который может содержать устройства для предварительной или последующей обработки материалов в зависимости от специфики производства.
Плюсы и минусы сварочных автоматов
- Качество соединения. Использование электронных систем позволяет добиться высоких показателей целостности и повторяемости шва.
- Производительность. Благодаря высокой скорости автоматические линии значительно превосходят возможности бригады квалифицированных сварщиков.
- Количество отходов. При условии грамотной настройки использование автоматических аппаратов позволяет минимизировать количество лома.
- Трудозатраты. Применение данной технологии позволит перенаправить трудовые ресурсы на другие производственные участки. Кроме того, можно не учитывать человеческий фактор при планировании работ.
- Высокая стоимость оборудования.
- Низкая маневренность сварочных агрегатов.
- Трудности при реорганизации производства.
Технология автоматической сварки не стоит на месте. Несмотря на то что автоматизация производства, как правило, оказывает положительное влияние на предприятие, перед ее внедрением следует трезво оценить целесообразность модернизации. Это не всегда выгодно. Именно по этой причине автоматическая сварка не получила повсеместного применения. Если вы имеете опыт успешного внедрения автоматической сварки на производстве, поделитесь им в комментариях.
Преимущества автоматической сварки
На поточном производстве сварочный автомат полностью заменяет опытного сварщика. С большой производительностью, без участия человека обеспечивает точное соединение деталей. Автоматическая сварка – полностью механизированная технология.
Аппарат самостоятельно поддерживает стабильное горение дуги, подает присадочную проволоку. Процесс происходит в закрытом корпусе. Оператор не подвергается воздействию вредных факторов. Автоматы-сварщики способны работать без перерывов и выходных. После программирования процедура сварки полностью контролируется в автоматическом режиме. При ускоренном процессе получаются качественные швы.
Сущность автоматической сварки
Процедуру автоматизации сварки по электродуговой технологии условно делят на несколько операций:
- обновление расплавляемого стержня в постоянном режиме;
- поддержание необходимых условий (подача флюса или защитного газа в рабочую камеру);
- равномерное движение дуги по заданной траектории с постоянной скоростью;
- формирование шовного валика.
При этом автомат контролирует:
- расстояние между кончиком электрода и свариваемым металлом до микрон;
- силу сварочного тока;
- скорость образования шва;
- глубину прогрева заготовки.
Автоматы различаются по:
- способу защиты рабочей зоны;
- движению сварочной дуги;
- количеству устанавливаемых электродов, их типу;
- роду рабочего тока.
При таком разнообразии аппаратов сущность процесса одинаковая.
Благодаря автоматическим установкам производителям удалось увеличить производительность и качество сварных соединений.
Виды сварочных автоматов
Исходя из функционала, в любом оборудовании с автоматической сваркой должны быть базовые элементы:
- источника тока инверторного типа, чтобы обеспечить стабильное горение дуги, поддерживающего нужные вольт-амперные характеристики;
- головки, заменяющей электрод;
- устройства, обеспечивающего движение головки или ванны расплава;
- механизированной подачи присадки;
- блок управления.
Все эти части собраны в едином корпусе. Необходимо предусмотреть стол для укладки заготовок. Устройство формирует шов за счет взаимного движения ванны расплава и головки. Одни из элементов закреплен жестко, другой подвижен. Разработано два типа автоматов:
- с равномерной (устанавливаемой) скоростью подачи присадки в рабочую зону;
- регулированием вращения подающих валиков в зависимости от напряжения дуги.
Саморегулирование происходит за счет удлинения дуги для снижения ампеража рабочего тока. Соответственно, при короткой дуге сила тока возрастает. Если преобразованный сигнал об изменении электродуги передавать на механизм вращения роликов, корректируется скорость подачи проволоки. В автоматах в постоянном режиме регулируется ампераж и вольтаж. Величина напряжения устанавливается на пульте управления, ток регулируется по внешним характеристикам источника питания.
Сварочный трактор
Первые установки для автоматической сварки создавались в годы СССР для тяжелого машиностроения. Электропривод одновременно подает крутящий момент на механизм подачи проволоки и ходовую часть аппарата. Дополнительно монтируется бункер для подачи флюса, бобина для проволоки. Головка с тугоплавким электродом закреплена стационарно в нижней части трактора, вблизи оси, проходящей по центру тяжести сварочного устройства.

Автомат устойчиво движется по свариваемой поверхности или рельсовым направляющим. Устройство применяется для изготовления и ремонта габаритных емкостей, демонстрирует высокую производительность.
Подвесное оборудование
Сварочные автоматы выпускают двух типов:
- стационарные с неподвижно закрепленным электродом, генерирующим дугу;
- передвижные, оборудованные тележками.
Первые применяются для соединения труб или других вращающихся вокруг оси заготовок. Самоходные нужны для формирования длинных швов. Область применения подобных автоматов обширна, например изготовление сварного проката или наплавка крупногабаритных деталей. Подвесное оборудование используется в робототехнике, оснащается манипуляторами.
Продвигаясь по заданной траектории на недоступных человеку скоростях, автоматическая сварка обеспечивает достойный уровень качества сварных соединений.
Используются для однослойной или многослойной сварки деталей различной толщины с разделкой кромок или без, внахлест или встык. Автоматы выполняют угловые, кольцевые прямые швы.
Технология автоматической сварки
Главный узел аппарата – токопроводящая сварочная головка. Осуществляется подача:
- присадки;
- разряда, формирующего электрическую дугу.
Автоматическая сварка чаще производится с использованием присадочной проволоки, закрепляемой на бобине или катушке. За счет роликовой системы устанавливается траектория движения, скоростной режим. Предварительно присадка выпрямляется, затем поступает в направляющий мундштук, который в процессе работы размещается над рабочей зоной.
Автоматическим сварочным аппаратом дуга формируется по тому же принципу, что у ручного – при замыкании электрода на поверхности детали происходит пробой заряда. Контакт и электродуга расположены так, что присадка выполняет функцию короткого плавящегося электрода. За счет непрерывной подачи проволоки длина токопроводящего отрезка остается неизменной.
Сварочная зона обширная, зависит от марки оборудования. При правильной настройке не возникает перегрева металла или мундштука. Инверторный источник питания способен зажигать дугу без контакта дуги и заготовки. Когда длина электродуги фиксированная, исчезает риск залипания электрода при коротком залипании по капле. Металл стабильно поступает в ванну расплава. При падении капли проволока на холостом ходу движется назад, увеличивая дистанционный разрыв, необходимый для поддержания электроразряда. Вручную подобную стабильную работу обеспечить невозможно.
Преимущества и недостатки
Визуально швы по автоматической технологии намного ровнее, чем ручной. Сварка автомат обладает другими достоинствами:
- Перед ручной дуговой, сварочное оборудование необходимо долго настраивать, регулировать параметры тока, напряжения. Использование электронных систем ускоряет настроечный процесс.
- Производительность автоматов в разы выше, чем у бригады сварщиков. Не нужны перерывы на отдых, качество не зависит от профессионализма.
- Снижается объем отходов. Количество испорченных деталей зависит от правильности настройки аппаратов, а не от человеческого фактора.
- Стабильный сварочный шов. Сварка автоматами ценится за аккуратные ровные шовные валики одинаковой высоты без разрывов и наплывов.
- Экономичность: расход проволоки ограниченный, меньше энергопотерь из-за разбрызгивания, угара.
- Возможность варить металл:
- в труднодоступных для человека местах;
- замкнутых пространствах;
- вредных условиях: повышенной загазованности, некомфортной для человека температуре.
Теперь о недостатках сварки автоматом:
- низкая маневренность;
- необходимость перестройки при смене операций;
- высокая стоимость оборудования.
По этим причинам сварочные автоустройства не могут полноценно заменить сварщиков.
Разновидности сварочных автоматов и полуавтоматов
Электродуговая сварка считается наиболее распространенным способом получения неразъемных соединений металлических деталей. Она широко применяется в промышленном производстве, строительстве и при выполнении ремонтных работ. В отличие от пайки и склеивания, где присадочный материал не смешивается с основным, применение электрической дуги приводит к расплавлению и электрода, и соединяемых деталей. Происходящие в это время физические процессы и химические превращения позволяют получить шов с высокими механическими характеристиками.
Оборудование для проведения сварочных работ постоянно совершенствуется, и на сегодняшний день на рынке представлено огромное количество его модификаций. Наибольший интерес вызывают аппараты, которые относят к категориям автомат и полуавтомат. Несмотря на созвучность названий, они имеют ряд принципиальных отличий в конструкции и технологии сварки.
Конструкция полуавтоматического аппарата
Аппарат представляет собой модульную конструкцию, состоящую из источника тока, подающего механизма и горелки. Устройства для сварки в атмосфере защитного газа комплектуются баллонами. Существует ряд высокопроизводительных моделей с охлаждением, которые подключаются к магистрали или резервуару с водой. Полуавтоматы отличаются небольшим весом и высокой мобильностью. Их можно переносить или перевозить на шасси к месту проведения работ. Аппараты применяются для монтажа инженерных систем, при ремонте в условиях действующего производства и мастерских.
Также существуют полуавтоматы стационарной конструкции − сварочные посты. Их применяют в серийном производстве металлоконструкций, когда большинство швов имеет небольшую длину (до 0,8 м).
Главное конструктивное отличие полуавтомата от автомата – наличие горелки, которая обычно выполняется в форме пистолетной рукоятки.
К ней присоединяются:
Технология полуавтоматической сварки
Расплавленный металл электрода и соединяемых деталей нуждается в защите от атмосферного кислорода. Существуют две технологии, позволяющие избежать их интенсивного окисления и выгорания легирующих добавок.
- Сварка в среде защитных газов. Технология предполагает использование проволоки сплошного сечения, а также аргона или углекислоты. Газы подаются через сопло под небольшим избыточным давлением, позволяющим вытеснить воздух.
- Сварка порошковой проволокой. Содержащие флюс присадочные материалы позволяют обойтись без защитной атмосферы. При плавлении порошковой проволоки происходит образование шлака и газов, предохраняющих сварочную ванну от окисления.
 Процесс выполнения полуавтоматической сварки
Процесс выполнения полуавтоматической сварки
В задачи оператора полуавтоматической установки входят выбор режима работы аппарата (настройка силы тока, выбор полярности) в соответствии с диаметром электрода и материалом, активация горелки и выполнение нужного количества проходов вдоль шва. Скорость подачи проволоки (сохранение постоянной длины дуги) регулируется в режиме автомата.
Многие современные аппараты имеют дополнительные функции, облегчающие работу сварщика: повышение напряжения при розжиге дуги, возможность переключения с постоянного тока на переменный или импульсный для соединения деталей из цветных металлов. Некоторые модели перестраиваются на сварку неплавящимся электродом или на обычную ручную.
Полуавтоматы с электронным управлением имеют встроенную память для сохранения настроек. Для перехода в другой режим оператору требуется только выбрать соответствующий номер программы.
Конструкции сварочных автоматов
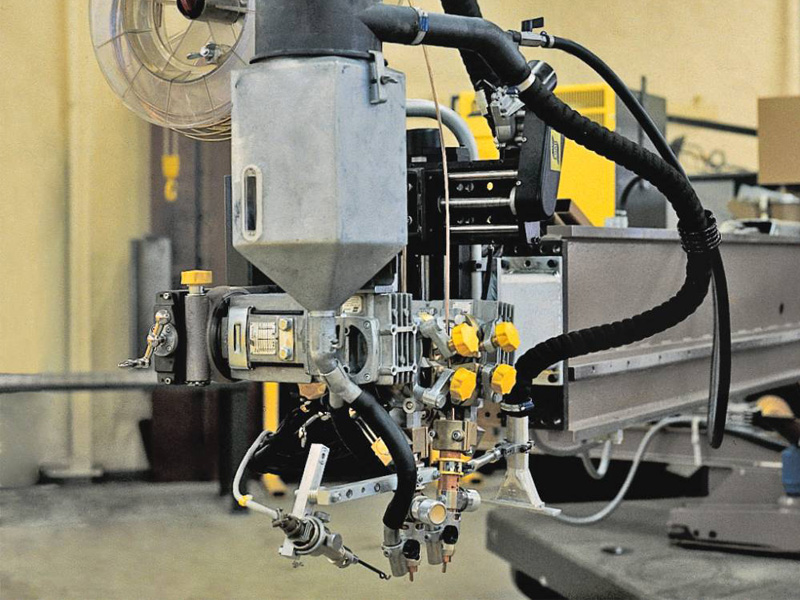
Сварочные автоматы представляют собой целый класс высокотехнологичного оборудования. Чаще всего они используются в условиях производства. Автоматы самостоятельно подают присадочные материалы и перемещают сварочную головку вдоль шва. Многообразие конструкций таких аппаратов обусловлено различиями в производственных технологиях.
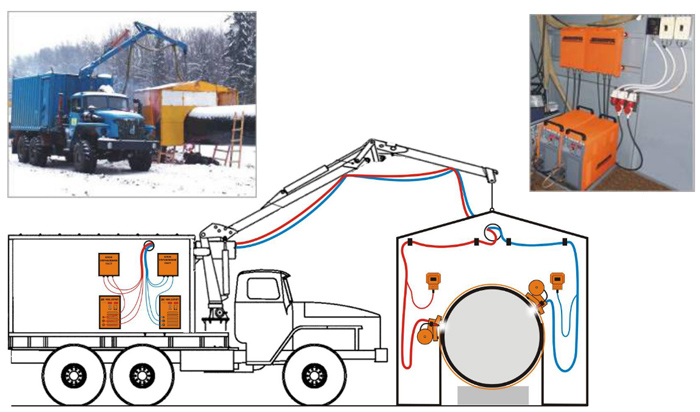
Схема организации сварочных работ на установке УАСТ-1 при строительстве трубопроводов
По способу перемещения автоматы бывают следующих типов.
- Подвесные. Оператор устанавливает сварочную головку и деталь в нужное пространственное положение. При этом перемещается последняя. Такие автоматы позволяют получать швы практически любой конфигурации.
- Самоходные. Такие автоматы устанавливаются на специальную тележку. Главная их особенность – возможность перемещения в процессе сварки и головки, и детали.
- Сварочные тракторы. Наиболее легкие и мобильные автоматы, снабженные шасси. Во время сварки трактор перемещается по специальным рельсам или самой детали. Главное преимущество такого автомата – возможность работы с деталями большой длины. Теоретически трактор способен выполнить бесконечный прямолинейный шов.
Сварочные автоматы применяются в производстве труб, сосудов и емкостей большого диаметра, строительных и промышленных металлоконструкций. Существуют специализированные аппараты для сварки определенных деталей. Многие производители комплектуют свои автоматы сменной оснасткой, позволяющей расширить сферу применения. Например, копирующие устройства позволяют выполнять сварку деталей сложной формы.
Конструктивно различают одно- и многоэлектродные автоматы. Последние отличаются более высокой производительностью. Некоторые автоматы могут быть объединены в технологические линии с единым управлением.
Технологии автоматической сварки
Выбор технологии зависит от специфики соединяемых деталей. Наибольшее распространение получили следующие виды.
- В среде защитного газа. Для получения шва требуемого качества могут использоваться аргон, гелий, а также различные смеси.
- Сварка под флюсом. Одна из наиболее производительных технологий, используемая в крупном машиностроении и металлургическом производстве. В качестве присадочных материалов автомат использует проволоку сплошного сечения и сыпучий флюс.
- Электрошлаковая сварка. Тепло для расплавления основного и присадочного металлов выделяется при прохождении тока через слой жидкого шлака. Такая сварка обеспечивает минимальное растворение водорода в металле и обеспечивает высокую ударную вязкость соединения.
Автоматы могут быть настроены на любой тип переноса присадочного металла в сварочную ванну, включая струйный. При возникновении короткого замыкания аппарат восстанавливает сварочную дугу без участия оператора.
Аппарат АДС-1 для автоматической сварки проволокой сплошного сечения в защитном газе CO2

Преимущества и недостатки полуавтоматической сварки
К преимуществам сварки в полуавтоматическом режиме можно отнести следующие.
- Возможность соединения тонколистовых материалов. Подбирая режим работы аппарата и диаметр проволоки, добиваются минимальных тепловых нагрузок и снижения эффекта коробления.
- Качество шва не зависит от его протяженности. При необходимости детали можно соединять точечной сваркой.
- Разнообразие материалов. Полуавтомат способен работать как с конструкционными углеродистыми сталями, так и со многими высоколегированными инструментальными. Изменением рода тока и полярности можно настроить режимы для сварки цветных металлов, в том числе с высокой химической активностью.
- Удобство настройки. Оператор может быстро настроить требуемый режим, что очень удобно при выполнении мелких работ.
Такие аппараты имеют также ряд недостатков, ограничивающих их применение.
- Невозможность работы с проволокой большого диаметра из-за ее высокой жесткости.
- Сложности в проведении сварочных мероприятий на открытом воздухе. Чтобы ветер не сносил защитную атмосферу, приходится увеличивать расход инертного газа.
- Интенсивное разбрызгивание металла при токах выше 500 А.
- Высокая интенсивность излучения от дуги.
- Необходимость в заправке баллонов.
Достоинства и недостатки применения автоматов
Преимущества сварочных автоматов хорошо проявляются в режимах интенсивной эксплуатации.
- Высокая производительность. Установки способны работать с лентой и проволокой больших сечений. Их производительность позволяет выполнять сварку деталей толщиной более 100 мм. Также они эффективны, если необходимо получить большое количество коротких швов при серийном производстве.
- Исключено влияние человеческого фактора. Работа автомата не зависит от физического и психологического состояния оператора. Если настройка выполнена в соответствии с технологией, шов получится ровным по длине и толщине.
- Работа в труднодоступных местах. Конструкции аппаратов позволяют выполнять сварку там, где человек не сможет находиться физически. Некоторые установки рассчитаны именно на такие специфические операции.
- Удобство регулировки. Современные автоматы оснащены электронным управлением и встроенной памятью. Для каждого нового изделия параметры сварки настраиваются один раз. Впоследствии предустановки можно загрузить из памяти.
- Безопасность оператора. Современные установки оснащаются системами принудительного удаления дыма и другими средствами защиты. Благодаря отсутствию воздействия вредных и опасных факторов снижается риск возникновения профессиональных заболеваний.
Основные недостатки автоматов – это высокая стоимость и затраты на организацию процесса. Для установки некоторых элементов и свариваемых деталей может потребоваться грузоподъемное оборудование. Чтобы получить качественный шов, начальная настройка режима должна быть выполнена тщательно: оператор должен иметь соответствующую квалификацию.
Чтобы получить дополнительную информацию о сварочном оборудовании и профессиональные рекомендации по выбору, свяжитесь с представителем ООО «ТСК» по телефону. Мы готовы создать проект сварочного производства, обеспечить его сопровождение, а также комплектацию оборудованием и материалами.
Сварочные автоматы
Сварочные автоматы
Продажа электросварочного оборудования со склада (СПб, Москва, Челябинск, Ростов-на-Дону, Казань) от производителя, производство на заводах-изготовителях и поставки.
Прайс-листы с ценами на сварочные автоматы запрашивайте в отделе сварочного оборудования.

2хТС-16 ››

MZ 630 (J38) ››

АДГ-630 ››

АДФ-2х630 Урал ››

АДФ-630 ››

MZ 1000 (J58) ››

АДФ-1002 ››

АДФ-1006 Урал ››

АДФ-1005 Урал ››


АДФ-1000 ››

АДФ-1000 (Твин) ››

MZ 1250 (J40) ››
Автоматическая сварка — способ обработки металлических заготовок, который используется, преимущественно, при поточном промышленном производстве или выполнении больших объемов сварки в строительстве. От обычного оборудования сварочный автомат отличается возможностью саморегулирования и принудительного регулирования дуги для поддержания стабильных параметров сварки на протяжении продолжительного времени, необходимого для выполнения операции.
Классификация
Основной критерий классификации сварочных автоматов — это возможность самостоятельного перемещения оборудования. По этому признаку выделяют:
- Передвижные автоматы — механизмы, способные перемещать дугу вдоль стыка. В этой категории отдельно стоит выделить сварочные тракторы — автоматы, которые имеют собственный привод для движения.
- Неподвижные автоматические сварочные головки — оборудование, которое подает проволоку в зону сварки, но не имеет оснастки для перемещения вдоль шва. Как правило, такие устройства используются в составе стационарных производственных линий, на кранах или подвесных люльках. При этом в зависимости от конструкции подача дуги к стыку выполняется как за счет движения самой головки, так и при перемещении заготовки (головка в таком случае остается неподвижной).
Существует также классификация сварочных аппаратов по принципу сварки:
- Автоматическая дуговая сварка плавящимся электродом. В этом случае стабильность напряжения дуги обеспечивается за счет подачи электродной проволоки. Как правило, для достижения равномерной сварки автомат самостоятельно контролирует параметры дуги и регулирует скорость подачи проволоки.
- Автоматическая дуговая сварка неплавящимся электродом, в качестве которого обычно используются вольфрамовые стержни. Напряжение дуги здесь регулируется опорным напряжением, которое, в свою очередь, корректируется за счет изменения дугового промежутка с перемещением электродов по высоте.
В зависимости от способа защиты зоны сварки от воздействия атмосферного воздуха различается:
- Автоматическая сварка под флюсом (с использованием флюсового порошка).
- Автоматическая сварка в среде защитного газа.
В соответствии с этой классификацией аппарат автоматической сварки оснащается системой подачи флюсового порошка или защитного газа в рабочую зону.
Конструкция
Передвижные сварочные автоматы состоят из следующих основных элементов:
- сварочная головка;
- система управления;
- тележка (с приводом или без);
- аппаратурный шкаф и другое электрооборудование.
В передвижных сварочных автоматах тележка — базовый элемент конструкции, на который устанавливается пульт управления, кассеты для проволоки, емкости для флюса или газа, а также другое оборудование. Выделяют два основных класса конструкции тележки:
- Тракторного типа — движение происходит с помощью бегунковых колес. Ход сварочных тракторов при этом обеспечивает электродвигатель с редуктором.
- Кареточного типа — механизм перемещается исключительно по направляющим.
Неподвижные автоматы не имеют механизма для перемещения вдоль шва — тележки, а также оптимизированы для использования в составе других механизмов (установок). Это определяет не только их исполнение, но и способ управления оборудованием.
Сварочная головка (в составе передвижного автомата или подвесная), в свою очередь, имеет следующие основные функциональные элементы конструкции:
- Механизм подачи электродной проволоки, состоящий из электропривода и редуктора. В том случае, если для работы головки используется электродвигатель переменного тока, то необходимы регулируемые редукторы. Для корректной работы электродвигателей постоянного тока будет достаточно и нерегулируемого редуктора.
- Ролики для стабильной подачи проволоки без задержек и проскальзывания. Как правило, в этом качестве применяются две пары ведущих роликов. В некоторых случаях для предупреждения проскальзывания на их поверхности наносится насечка, но иногда такое решение является недопустимым из-за риска смятия электродной проволоки.
- Мундштук — средство обеспечения контакта дуги с зоной сварки. Основная задача этого узла — жесткая фиксация проволоки по отношению к сварочной ванне. Для борьбы с искривлениями проволоки перед мундштуком иногда монтируется правильный механизм, который уменьшает блуждание торца электрода. Другая важная задача мундштука — обеспечение устойчивого электрического контакта с проволокой для качественной, бесперебойной сварки. В зависимости от диаметра используемых электродов в промышленности используются как устройства с роликовым скользящим контактом (для проволоки 3-5 мм) или трубчатые мундштуки (для проволоки 0,8-2,5 мм).
- Средства установочной регулировки положения головки — в вертикальном положении (для настройки оптимального вылета проволоки и/или угла наклона электрода относительно шва) и поперечном положении (для направления сварочной головки по центру свариваемого стыка и ее корректировки в процессе работы).
Применение
Купить сварочный автомат — оптимальное решение целого ряда производственных задач, среди которых стоит отметить наиболее распространенные:
- изготовление и ремонт труб большого диаметра;
- изготовление и монтаж металлоконструкций;
- возведение и монтаж емкостей промышленного назначения;
- изготовление корпусов машин и механизмов (в судостроении, вагоностроении, самолетостроении и т.д.).
Вполне естественно, что на сварочный автомат цена оказывается значительно выше, чем на более простое ручное сварочное оборудование. Тем не менее, именно автоматическая сварка способна обеспечить требуемую скорость и точность выполнения работ, а также качество сварных швов.
Чем отличается сварка автомат от полуавтомата

Автоматы, равно как и полуавтоматы, создают точные качественные сварные соединения различных материалов любой толщины. Из-за этого они востребованы на разных производственных площадках. Однако стоит подчеркнуть, что есть существенная разница в работе полуавтоматического агрегата и полностью автоматизированной установки.
- Виды и принцип работы полуавтомата
- Техника сваривания металлов полуавтоматом
- Сварка в среде защитного газа
- Технология работы с алюминием
- Сварка с проволокой
- Правила выполнения сварочных работ
Виды и принцип работы полуавтомата

Основные компоненты сварочного аппарата:
- панель управления;
- механизм и рукав для подачи проволоки;
- бухта расходного материала;
- горелка;
- кабель энергоснабжения;
- шланг и редуктор подачи газа;
- газовый баллон;
- система управления;
- выпрямитель и нагреватель.
Подобное оборудование представлено в широком ассортименте, который упорядочен по возможностям и упорядочен по видам. Согласно общепринятой классификации сварочное оборудование делится на ручное, автоматическое и полуавтоматическое.
Самый простой тип – ручные сварки – идеально подходит для бытового использования, мастерских и других небольших производств. Автоматы и полуавтоматы характеризуются высокой производительностью и точностью обработки. Они являются составной частью производственных линий на больших и средних предприятиях. Помимо скорости работы они обеспечивают качественное соединение заготовок.
В силу объективных причин автоматическое оборудование стоит на порядок дороже по сравнению с установками бытового или полупрофессионального уровня. Системы комфортны в эксплуатации, поскольку требуется минимальное участие человека. Помимо этого, они отличаются более обширными функциональными возможностями и рассчитаны на длительный срок использования.
Лучше оценить достоинства автоматического оборудования позволяет понимание принципов его работы:
- внутри корпуса заключена бобина с намотанной на нее проволокой. Это расходный материал, заменяющий привычный электрод дуговой ручной сварки. Подается проволока в автоматическом режиме;
- расходный материал подводится к соплу газовой горелки, где плавится и становится элементом соединения металлических заготовок;
- стабильность дуги обеспечивается автоматической системой, которая поддерживает горение и синхронную подачу проволоки;
- оператор выбирает оптимальную скорость подачи расходного материала на основании скорости перемещения горелки и вида обрабатываемого металла.
Сварка автомат и полуавтомат имеют сходные принципы работы. Но есть и существенное отличие: в автомате буквально все процессы выполняются исключительно механизмами и контролируются системой управления. В полуавтоматах некоторые операции требуют вмешательства человека.
Полуавтоматическое сварочное оборудование делится на несколько видов в зависимости от эксплуатационных характеристик. Относительно способа защиты сварочного шва отличают полуавтоматы для работы под флюсом и в защитной газовой среде. По источнику питания они могут быть:
- однофазными. Для подключения достаточно обычной сети питания напряжением 220 Вольт. Важно, чтобы поддерживалось стабильное напряжение. Если оно будет «скакать», то сварочное соединение будет иметь дефекты;
- трехфазными. Обеспечивается высокое качество и беспроблемная работы оборудования.
Техника сваривания металлов полуавтоматом

Технология соединения металлов с использованием полуавтоматической установки очень важна с точки зрения качества выполнения работ. Важно добиться того, что с течением времени шов не утратит своих первоначальных характеристик. Работа с полуавтоматом существенно отличается от технологических особенностей эксплуатации ручной дуговой сварки.
Ниже рассмотрены основные приемы и техники выполнения сварочных работ с использованием полуавтомата.
Сварка в среде защитного газа

При необходимости в работе полуавтоматических установок может использоваться защитный газ. Это необходимо для того, чтобы отсечь атмосферный воздух от области сваривания и предотвратить окисления шва. При таком подходе значительно повышается прочность сварного соединения.
Для сварочных работ применяются разные инертные газы, но чаще всего востребованы углекислый и гелий. Выбор обуславливается их сравнительно невысокой стоимостью и небольшим расходом в процессе выполнения работы.
В случае использование углекислого газа важно добиться высокого качества подготовки рабочей поверхности. Чем тщательней будет очищена поверхность, тем меньше вероятность того, что где-то останется пыль, грязь, ржавчина или остатки краски. Зачищают кромки наждачной бумагой, металлической щеткой или болгаркой.
Существует несколько технологических приемов выполнения сварочных работ полуавтоматом в защищенной среде:
- непрерывное сваривание. Требует навыков и является одним из наиболее сложных вариантов. Подразумевается, что горелка продет от начала до конца сварного шва без пауз и остановок;
- точечная автоматическая сварка. Заготовки соединяются с помощью большого количества сварных соединений, выполненных в виде точек, а не сплошным швом;
- коротким замыканием. Выбирается в большинстве случаев, когда требуется соединить два тонких стальных листа. Металл расплавляется импульсами, которые генерируются в результате спровоцированного короткого замыкания в сварочном аппарате. Расплав двух заготовок после остывания образует одну конструкцию.
При работе полуавтоматической установкой в среде защитного газа многие специалисты отдают предпочтение режиму переменного тока. Прежде всего, нужно правильно настроить параметры оборудования, учитывая тип и толщину металла. Расход газа определяется режимом сварки, а проволока расходуется со скоростью 4 см за минуту рабочего времени. Точнее выбрать оптимальные настройки можно с помощью таблиц ГОСТа.
После завершения подготовительных работ, можно приступать к сварке. Включается подача газа, затем подключается питание для возбуждения электрической дуги (инициируется прикосновением проволоки к поверхности заготовок). Затем нажимается кнопка пуска, которая включает механизм подачи расходного материала в зону выполнения сварочных работ.
Для получения высококачественного шва необходимо учесть некоторые очень важные нюансы:
- подача проволоки должна осуществляться строго прямо, но не вплотную к шву. Нужно сохранить беспрепятственный обзор сварочной ванны;
- между кромками свариваемых заготовок оставляется небольшой интервал;
- зазор определяется в зависимости от толщины заготовки. 1 мм – если изделие имеет стенки толщиной около 1 см. Если стенки толще, то зазор должен составлять примерно 10% от этой величины.
Технология работы с алюминием

Полуавтомат обладает широким спектром возможностей, что позволяет сваривать разные металлы, включая и алюминий. В силу его особых свойств следует придерживаться специальных требований, чтобы получить хороший результат:
- на поверхности алюминия есть тонкий слой амальгамы, температура плавления которой существенно выше по сравнению с самим металлом. Поэтому для плавления требуется защитный газ;
- плавится алюминий очень быстро и обладает высокой текучестью. Желательно использовать подложку, которая позволит избежать многих неприятных моментов;
- для работы с алюминием лучше всего подходит режим обратной полярности с постоянным током. На горелке устанавливается положительный заряд, а на детали отрицательный.
Придерживаясь этих рекомендаций, сварщик быстро разрушит амальгаму и получит хорошего качества расплав. В итоге будет создан качественный сварной шов.
Сварка с проволокой
Полуавтомат позволяет работать как в газовой среде, так и без таковой. Можно сварить заготовки под флюсом. Но данный вариант больше подходит для промышленности и мало приемлем в быту из-за высокой стоимости флюса. Чтобы понять специфику метода, нужно обратить внимание на основные характеристики флюса – порошка, размещенного в средней части расходника.
Не рекомендуется применять самозащитные электроды в сочетании с полуавтоматической сваркой в случаях, когда требуется соединение тонких листов металла или же предстоит работа с среднеуглеродистой сталью. В противном случае не исключено образование дефектов – горячих трещин.
Повысить температуру дуги целесообразно для того, чтобы добиться полного расплавления порошка внутри защитного электрода. Достигается это за счет обратной полярности.
Правила выполнения сварочных работ

При выполнении серийных операций на промышленном производстве применяются автоматические или полуавтоматические сварочные установки. Основная разница между ними заключается в следующем:
- в автомате подача расходных материалов и движение дуги механизировано;
- полуавтомат лишен автоматического перемещения сварочной дуги: она подается оператором.
Новичкам для работы на полуавтоматическом оборудовании потребуются практические навыки его использования. Стать мастером и постоянно получать качественный результат только после изучения всех тонкостей работы оборудования и отработки приемов на практике.
Важно не забывать о требованиях техники безопасности. В обязательном порядке следует использовать защитную маску и форму, чтобы избежать ультрафиолетового ожога. Ни в коем случае нельзя пренебрегать требованиям ГОСТов и правил, которые помогут предотвратить травмы.
Для того, чтобы исключить вероятность случайного брака, специалисты рекомендуют перед началом работ всегда делать пробный шов. Таким нехитрым способом можно убедиться в том, все ли настройки подобраны правильно. И всегда нужно помнить о том, что полуавтоматы не могут работать в режим «нон стоп». Периодически нужно делать технологические паузы.
Автоматизация сварки
Флагманская модель SAW-инвертора компании «Сварог» с названием MZ1250 (М310) позволяет в полностью автоматическом режиме выполнять разные типы сварочных соединений с идеальным качеством шва и минимальными затратами. Передвижная надежная каретка оснащена панелью управления, бункером для флюса и современным роликовым приводом для непрерывной подачи проволоки.
Многофункциональный инверторный источник тока MZ1000 (M308) предназначен для полностью автоматической SAW-сварки под слоем флюса. При этом доступно использование как стальной сплошной проволоки, так и порошковой проволоки с самозащитным покрытием.
Машина термической резки CG2-11G используется для резки труб диаметром до 600 мм. С дополнительным комплектом направляющей цепи можно расширить диапазон диаметров разрезаемых труб до 1420 мм.
Машина газорезательная переносная CG-30 с одним резаком позволяет увеличить скорость работы, сохранив высокое качество разделительных швов.
Сварочная каретка Huawei HK-7W-F с осциллятором спроектированная для автоматизации сварки в любом пространственном положении, как вертикальных-горизонтальных, так кольцевых стыков крупногабаритных металлоконструкций.
Машина оснащена 2 резаками для прямолинейного реза листового проката низкоуглеродистых сталей толщиной до 100 мм. В комплект поставки входит направляющий рельс.
Сварочный вращатель роликовый регулируемый ОВРС-20 предназначен для установки изделий в удобное для сварки положение и вращение их со сварочной скоростью при автоматической сварке кольцевых швов.
Вращатели Atlant 0.5 предназначены для полной или частичной автоматизации сварочных процессов при полуавтоматической (MIG/MAG) и аргонодуговой (TIG) сварке.
Мощный инверторный источник питания Fubag SW 1250 для автоматической сварки под слоем флюса. Имеет широкий диапазон настройки сварочной дуги и длительный цикл продолжительности включения, что обеспечивает непрерывность процесса сварки металла любой толщины.
Портальная машина термической резки Сварог Dragon 3.0 предназначена для высокопроизводительной, высокоточной воздушно – плазменной и газопламенной резки листового металла из низкоуглеродистой и легированной стали, а также цветных металлов и сплавов от 1 до 150 мм.
Сварочная каретка HK-7C была разработана для высокопроизводительной сварки прямолинейных швов в различных пространственных положениях.
Портальная машина термической резки Сварог Dragon 3.0 предназначена для высокопроизводительной, высокоточной воздушно – плазменной и газопламенной резки листового металла из низкоуглеродистой и легированной стали, а также цветных металлов и сплавов от 1 до 150 мм.
Вращатели Atlant 3 предназначены для полной или частичной автоматизации сварочных процессов при полуавтоматической (MIG/MAG) и аргонодуговой (TIG) сварке.
Сварочные тракторы TW являются составной частью аппарата и предназначены для сварки под флюсом изделий плоских пространственных типов с разделкой или без разделки кромок.
Машина термической резки CG-30P под плазменный резак применяется для механизации воздушно-плазменной резки.
Вращатели Atlant 1 предназначены для полной или частичной автоматизации сварочных процессов при полуавтоматической (MIG/MAG) и аргонодуговой (TIG) сварке.
Переносная самоходная тележка HK-8SS предназначена для механизации полуавтоматической сварки в среде защитного газа (MIG/MAG) угловых соединений в нижнем положении, в том числе способом «в лодочку», без разделки или с V-образной разделкой кромок, толщиной от 2 до 25 мм.
Аппарат для автоматической сварки под флюсом, ручной дуговой сварки, наплавки и строжки металла. Комплект поставки состоит из источника питания, передвижной каретки бункер с флюсом и блок управления.
ASAW 1000 II – относятся к последнему поколению высокоэффективного, энергосберегающего инверторного оборудования, с микропроцессорной системой управления и контроля сварочных параметров производства компании AOTAI.
Машины серии CG2-150 – это шарнирно-копировальные машины, работающие по шаблону (стальному копиру). Предназначены для раскроя листового материала на заготовительных участках судостроительных и других предприятий. Вырезка деталей производится по заранее изготовленному шаблону.
Портальная машина термической резки Сварог Dragon 3.0 предназначена для высокопроизводительной, высокоточной воздушно – плазменной и газопламенной резки листового металла из низкоуглеродистой и легированной стали, а также цветных металлов и сплавов от 1 до 150 мм.
Сварочный трактор КЕДР AlphaTRAC-1 и его модификации в сочетании с источником тока AlphaSAW-1250 представляют собой высокотехнологичный комплекс оборудования для автоматизированной сварки под слоем флюса.
Опорные вращатели с плавной регулировкой ОВРП различной грузоподъёмности предназначены для установки и вращения цилиндрических изделий (нефтяные резервуары, цистерны, котлы) различных диаметров со сварочной скоростью при автоматической, полуавтоматической и ручной электродуговой сварке.
ASAW 1250 II – относятся к последнему поколению высокоэффективного, энергосберегающего инверторного оборудования, с микропроцессорной системой управления и контроля сварочных параметров производства компании AOTAI.
Каретка сварочная КЕДР СК-5 — обеспечивает равномерное перемещение горелки с точно заданной скоростью движения и частотой колебаний.
Многофункциональная сварочная каретка HIT-18-1SD-2 для сварки угловых швов. Подходит для сварки тавровых стальных профилей, двутавровых стальных профилей, пластин и т.д. Используется в производстве стальных конструкций, судостроении, мостостроении, производстве автомобилей, энергомашиностроении и т.д.
Аппарат обеспечивает автоматическую сварку под флюсом, ручную дуговую сварку и воздушную дуговую строжку угольным электродом.
Универсальный резак РМ для газорезательных машин серии CG-30 и CG-100.
Переносная газорезательная машина для резки труб с электрическим приводом. Перемещение по цепи. Блок питания и пульт управления входит в комплект поставки.
Трактор HK8-SS-L предназначен для механизации полуавтоматической сварки в среде защитного газа (MIG/MAG) угловых соединений металлоконструкций большой протяженности, порошковой проволокой и проволокой сплошного сечения диаметром до 2,4 мм.
Сварочный трактор является составной частью автоматов МС-1001А1 и МС-1251А1 и предназначен для сварки под флюсом изделий различного типа (как плоских пространственных, так и при сварке «в лодочку») с разделкой или без разделки кромок.
Мини станок плазменной резки с рабочим полем 1000х1000, с ЧПУ и системой ТНС
Мини станок плазменной резки с рабочим полем 1500х1500, с ЧПУ и системой ТНС
Идеальный выбор оборудования плазменной резки листового металла для небольших и средних предприятий.
Компактная самоходная тележка HK-5B предназначена для механизации полуавтоматической сварки в среде защитного газа (MIG/MAG) угловых соединений в нижнем положении без разделки или с V-образной разделкой кромок, толщиной от 2 до 25 мм.
Координатный стол с рабочим полем 2000х6000 мм.
Аппарат обеспечивает автоматическую сварку под флюсом, ручную дуговую сварку и воздушную дуговую строжку угольным электродом.
Координатный стол с рабочим полем 1500х3000 мм.
Промышленный многофункциональный сварочный аппарат для сварки под флюсом изделий из углеродистых, низколегированных, нержавеющих сталей больших толщин, от 4 до 50 мм. Сварочные процессы: автоматическая сварка под флюсом SAW, ручная дуговая сварка (ММА), воздушная строжка (Googing). 100 % продолжительность работы.
Вращатели Atlant 2 предназначены для полной или частичной автоматизации сварочных процессов при полуавтоматической (MIG/MAG) и аргонодуговой (TIG) сварке.
Универсальный резак для газорезательных машин серии CG2-11, CG2-11G и CG2-11D.
Сварочный трактор является составной частью автоматов МС-1001А1 и МС-1251А1 и предназначен для сварки под флюсом трубных изделий с разделкой или без разделки кромок.
Идеальный выбор оборудования плазменной резки листового металла для небольших и средних предприятий.
ASAW 630 II – относится к последнему поколению высокоэффективного, энергосберегающего инверторного оборудования, с микропроцессорной системой управления и контроля сварочных параметров производства компании AOTAI.
Плазменная Vector SDYQ-3.0 резка для нарезания листового металла и труб представлена в виде портальной конструкции с ЧПУ.
Резак для газорезательной машины CG2-11 L.
Опорные вращатели со ступенчатой регулировкой ОВРС различной грузоподъёмности предназначены для установки и вращения цилиндрических изделий (нефтяные резервуары, цистерны, котлы) различных диаметров со сварочной скоростью при автоматической, полуавтоматической и ручной электродуговой сварке.
Аппарат обеспечивает автоматическую сварку под флюсом, ручную дуговую сварку и воздушную дуговую строжку угольным электродом.
- Винтовые сваи 76 мм: конструктивные особенности и монтаж
- Быстрый ремонт труб с помощью хомутов без сварки
- Алюминиевый прокат: как выбрать подходящий материал для задачи
- Алюминиевый профиль: свойства, применение и критерии выбора
- Поверка штангенциркулей: как обеспечить точность измерений и избежать дорогостоящих ошибок