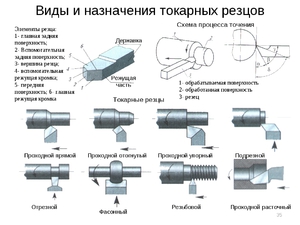
Типы резцов для токарного станка по металлу
Типы резцов для токарного станка по металлу
Токарные резцы по металлу: конструктивные особенности и классификация
Токарные резцы по металлу: конструктивные особенности и классификация
Токарный резец — это основной инструмент, который применяется для обработки заготовок на токарных станках. Именно он контактирует с деталью и придает ей необходимую форму. В этой статье мы максимально подробно расскажем о конструктивных особенностях и классификации резцов. Изучив информацию, вы сможете на практике без проблем подобрать инструмент для той или иной операции.
Начнем с конструктивных особенностей резцов.
Конструктивные особенности токарных резцов
Каждый токарный резец состоит из двух частей.
Державка. Может быть квадратной или прямоугольной. С ее помощью резец закрепляют в посадочных гнездах станков. ГОСТом установлены следующие стандартные размеры державок.
Квадратные — 4*4, 6*6, 8*8, 10*10, 12*12, 16*16, 20*20, 25*25, 32*32, 40*40 мм.
Прямоугольные — 16*10, 20*12, 25*16, 25*20, 50*25, 40*32, 50*32, 50*40, 63*50 мм.
Головка. Это рабочая часть резца, контактирующая с заготовкой в процесс ее обработки. Головка состоит из заточенных под определенными углами кромок.

Изображение №1: конструкция токарного резца
Геометрия токарных резцов

Изображение №2: геометрия токарного резца
Расскажем об углах резцов и их назначениях.
Задний вспомогательный угол (α1). При его уменьшении снижается сила трения между задней плоскостью инструмента и обрабатываемой заготовкой.
Угол вершины (ε). Формируется между режущей кромкой и задней вспомогательной плоскостью. Чем больше этот угол, тем лучше условия теплоотвода и выше прочность резца.
Вспомогательный угол в плане (ϕ1). Его размер варьируется в пределах от 10 до 30°. С уменьшением угла улучшается чистота обработки, но возрастает сила трения.
Главный угол в плане (ϕ). Его размер варьируется в пределах от 20 до 90°. От размеров угла зависят длина и ширина среза. Чем меньше ϕ, тем ниже температура и сила резания. Чистота обработки также улучшается. Но с уменьшением угла возрастают вибрации и радиальная сила резания.
Угол резания (δ). Формируется между передней поверхностью и плоскостью резания.
Основной передний угол (γ). Его размер варьируется в пределах от -5 до +15°. При увеличении угла облегчается врезание инструмента в металл, улучшается отвод стружки, уменьшаются сила резания, деформация обрабатываемой поверхности и потребляемая мощность. Однако при этом ухудшаются теплоотвод и сокращается срок службы режущей кромки.
Угол заострения (β). Формируется между передней и главной задней поверхностями. Оказывает влияние на остроту и прочность инструмента.
Главный задний угол (α). Его размер варьируется в пределах от 6 до 12°. С уменьшением угла снижается сила трения между деталью и задней поверхностью резца. При этом улучшается теплоотвод и продлевается срок службы инструмента, но ухудшается чистота обрабатываемой поверхности.
Угол наклона главной режущей кромки (λ). Влияет на направление отвода стружки. При положительных λ и λ = 0° стружка сходит к обрабатываемой поверхности. Резцы с положительными λ (12–15°) применяют при обработке заготовок из жаропрочных и закаленных сталей. У универсальных токарных резцов λ = 0°. Резцы с отрицательными λ применяют для чистовой обработки.
Классификация резцов по металлу по форме головок, конструкции, направлению резания и точности операций
По этим параметрам существуют следующие классификации резцов по металлу.
Классификация по форме головок
По этому параметру резцы делят на 4 типа.
Прямые. Державка и рабочая головка располагаются либо на одной оси, либо на двух, но параллельных.
Изогнутые. Державка имеет изогнутую форму.
Отогнутые. Отгиб головки в сторону заметен невооруженным глазом.
Оттянутые. Ширина головки меньше ширины державки. Головка может быть оттянута влево или вправо. Существуют и симметричные модели.

Изображение №3: классификация резцов по форме головок
Классификация по конструкции
По конструкции резцы классифицируют на три типа.
Цельные. Такие резцы целиком изготовлены из легированной или инструментальной (редко) стали. Стоят недорого, быстро изнашиваются и не подходят для обработки твердых материалов.
С твердосплавными напайками. Такие резцы сочетают в себе высокую износостойкость и среднюю стоимость. Напайки обычно изготавливают из сталей ВК8, Т5К10 и Т5К6.
Со сменными твердосплавными пластинами. Стоят дороже аналогов. Максимально удобны. Для смены пластин не нужно снимать режущий инструмент.

Изображение №4: классификация токарных резцов по конструкции
Классификация по направлению резания
Резцы бывают левыми и правыми.
Правые. Такие резцы для токарных станков используются чаще всего и в процессе обработки заготовок подаются справа налево. Если положить сверху на такой резец правую руку, то режущая кромка будет располагаться со стороны отогнутого большого пальца.
Левые. Подаются слева направо. Если положить сверху на такой резец левую руку, то режущая кромка будет располагаться со стороны отогнутого большого пальца.

Изображение №5: левый (а) и правый (б) резцы
Классификация по точности операций
По этому признаку выделяют следующие разновидности резцов.
Черновые (обдирочные). Предназначены для грубой обработки заготовок.
Получистовые. Точность обработки находится на среднем уровне.
Чистовые. Точность обработки находится на высоком уровне.
Специальные Предназначены выполнения тонких технологических операций.
Маркировка токарных резцов, значения цифр и символов
По стандарту маркировка токарных резцов может включать в себя 9 или 10 символов.
Первый — способ крепления режущей пластины.
Второй — ее форма.
Третий — тип резца.
Четвертый — задний угол режущей пластины.
Пятый — направление резания.

Изображение №6: возможные значения параметров 1–5
Шестой — высота державки.
Седьмой — ширина ее хвостовой части.
Восьмой — общая длина резца.
Девятый — размер режущей пластины.

Изображение №7: возможные значения параметров 6–9
- Десятый указывается при необходимости. Обозначает точность некоторых параметров резцов.

Изображение №8: возможные значения параметра 10
Классификация токарных резцов по назначению
По назначению принята следующая классификация токарных резцов. Всего выделяют 8 чаще всего применяющихся видов.
Прямые проходные токарные резцы и их назначение
Их применяют для обработки наружных поверхностей заготовок.

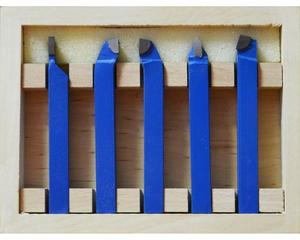
Фотография №1: прямые проходные токарные резцы
Чаще всего используют инструменты с тремя размерами державок.
Отогнутые проходные токарные резцы и их назначение
Предназначение проходных отогнутых резцов — создание фасок и обработка торцевых поверхностей.

Фотография №2: отогнутые проходные токарные резцы
Наиболее широкое распространение получили инструменты с державками:
Проходные упорные токарные резцы и их назначение
Их обычно применяют при обработке ступенчатых валиков или иных деталей в случае, если в конце обработки требуется подрезать небольшой уступ.

Фотография №3: проходной упорный резец
Чаще всего используют проходные упорные резцы со следующими размерами державок.
Отогнутые подрезные токарные резцы и их назначение
Назначение таких токарных резцов — обработка торцевых поверхностей.

Фотография №4: отогнутый подрезной резец
Самые распространенные размеры державок:
Расточные токарные резцы и их назначение
Их сфера применения — обработка сквозных и глухих отверстий.
- У инструментов первого типа угол равен 60°.

Фотография №5: расточные резцы для обработки сквозных отверстий
- У резцов для обработки глухих отверстий — 95°.

Фотография №6: расточные резцы для обработки глухих отверстий
Самые распространенные размеры державок следующие.
Какой вид токарного резца лучше выбрать?
Чтобы обрабатывать детали на токарном станке, необходимо правильно выбирать оснастку. Существуют разные виды токарных резцов, которыми мастер снимает слой материала с вращающейся заготовки. Зависимо от вида используемого инструмента выполняются разные операции относительно обрабатываемой поверхности.
 Виды токарных резцов
Виды токарных резцов
Конструкция токарного резца
Разные виды резцов для токарного станка различаются формой, наличием дополнительных лезвий, зубьев. Однако общая конструкция остаётся неизменной. Оснастка состоит из двух основных элементов:
- Стержня. Второе название «державка». Элемент оснастки, который закрепляется в оборудовании.
- Рабочей части. Заточенный элемент резца, который соприкасается с заготовкой. Зависимо от особенностей конструкции, пластина, соприкасающаяся с заготовкой, может состоять из множества режущих кромок, рабочих плоскостей.
Работая с оснасткой для токарного оборудования, нельзя забывать про важность углов заточки рабочей части. Всего выделяется три угла, изменение которых повлияет на результат.
Геометрия резца
Существуют различные разновидности резцов, которые отличаются по размеру, форме державки и количеству плоскостей на рабочей головке. Например, стержень для закрепления оснастки может быть круглым, прямоугольным, квадратным. Рабочий элемент приспособления представляет собой набор поверхностей:
- Режущая часть.
- Вершина.
- Плоскость с тыльной стороны.
- Плоскость, расположенная на лицевой части.
Существует два типа резцов — правосторонние и левосторонние. Отличие заключается в том, как расположена режущая кромка относительно удерживающей части.
Классификация резцов для токарной обработки
Существуют государственные стандарты, в которых описывается классификация токарных резцов. Одной из классификаций является разделение по типу обработки металлических поверхностей:
- Грубая обработка — черновая.
- Чистовое обрабатывание.
- Проведение высокоточных операций.
- Получистовая очистка.
Существует разделение по виду материала, из которого делают рабочую часть оснастки. Отдельная классификация касается целостности конструкции оснастки:
- Цельные приспособления. Представляют собой оснастку для токарных станков, изготавливаемую из легированной стали. Редко встречаются модели, изготовленные из инструментальной стали.
- Приспособления с дополнительными пластинами. Они делаются на заводе из разных видов твердых сплавов, металлов.
- Модели со съёмными пластинками. Закрепляются на державке с помощью винтов. Редко используются во время серийной обработки металлических деталей.
Главной классификацией считается разделение приспособлений на отдельные виды по форме, конструкции. О них нужно поговорить отдельно.
 Классификация резцов
Классификация резцов
Прямые проходные
Используются для наружной обработки заготовок из стали. Размеры:
- прямоугольные державки — 25х16 мм;
- квадратные державки — 25х25.
Резец токарный проходной с частью, закрепляемой в суппорте квадратного сечения. Используется при проведении особых штучных операций.
Отогнутые проходные
Специальная оснастка, у которой рабочая часть согнута в левую или правую сторону. Применяются для торцевания деталей. С их помощью удобно снимать фаски. Существует три разновидности отогнутых резцов:
- Тренировочная оснастка — 16×10 мм.
- Наиболее популярный размер — 25х16 мм.
- Заказные модели — 40х25 мм.
Редко встречаются размеры удерживающей части 32х20, 20х12 мм.
Упорные проходные
Приспособления бывают с прямым и отогнутым рабочим элементом. Предназначены для работы с деталями цилиндрической формы. Форма плюс правильная заточка позволяют быстро снимать большинство излишков с рабочей поверхности заготовки. Размеры державок у упорных проходных приспособлений — 16х10–40х25 мм.
Отогнутые подрезные
Представляют собой оснастку похожую на проходную. Однако, есть различие по форме режущей кромки. Она треугольная, что позволяет делать более качественную обработку. Размеры удерживающей части — 16х10–32х20 мм.
Отрезные
Популярные приспособления, которые применяются при разрезании металлических заготовок. На месте реза образуется угол 90 градусов. С его помощью создают пазы, выемки на деталях. Отрезная оснастка представляет собой державку с закреплённой пластиной из твердого сплава металлов. Размеры удерживающей части — 16х10–40х25 мм.
 Работа с отрезным резцом
Работа с отрезным резцом
Резьбонарезные для внешней резьбы
Данные приспособления применяются, когда нужно сделать резьбу снаружи металлических заготовок. Инструмент состоит из удерживающей части с закреплённым на ней копьевидными пластинками.
Резьбонарезные для внутренней резьбы
Приспособления применяются для нарезания резьбы в просверленных отверстиях. Приспособление состоит из удерживающего элемента квадратного сечения. От её размера зависит то, на какую глубину можно будет нарезать резьбу. Чтобы использовать резьбонарезные приспособления, на промышленном оборудовании должна быть установлена гитара.
Расточные для глухих отверстий
Расточные инструменты оборудуются согнутой на бок рабочей частью. Сверху напаивается режущая треугольная пластинка. От того насколько изменяется длина части, закрепляемой в суппорте, зависит размер отверстия, которое подлежит расточке.
Расточные для сквозных отверстий
Это оснастка для промышленного оборудования. Она применяется для расточки отверстий, созданных сверлением. От того, какая длина у части, закрепляемой в суппорте, зависит глубина обработки отверстий. Элемент с режущей кромкой имеет отогнутую головку. Толщина материала, которую снимает режущая кромка, практически равна изгибу. Максимальная длинна удерживающей части — 300 мм.
 Расточные токарные резцы
Расточные токарные резцы
Сборные
Выполняют разные технологические операции. Конструкция позволяет закреплять на державке разные твердосплавные пластинки. Наличие нескольких рабочих элементов позволяет увеличить универсальность приспособления. Резцы, которые собираются из разных пластин, закрепляются в шпинделях оборудования, управляемого системой ЧПУ. Сборными приспособлениями обрабатывают отверстия, делают контура, выбирают канавки.
Правила заточки резцов по металлу для токарного станка
Заточка токарных резцов — ответственная процедура. При её проведении нужно учитывать особенности оснастки, материал. Заточка рабочего инструмента проводится три этапа:
- Заднюю часть срезают под углом, который идентичен заднему углу удерживающего элемента приспособления.
- Далее работают с тыльной частью рабочей головки.
- Заключительный этап — доводка угла до нужного положения.
Выполнить заточку можно тремя способами:
- Используя круг с абразивным напылением.
- Покрывая затачиваемую поверхность химическими средствами.
- Используя специализированное оборудование.
Чтобы не испортить режущий элемент приспособления, сделать её более долговечной, нужно учитывать ряд правил:
- Не пытаться заточить кромку с помощью заточного бруска. Ручными инструментами крайне сложно сделать нужный угол. Нагревание, которое возникает во время трения, ухудшает характеристики рабочей головки оснастки.
- Предпочтительнее выполнять заточку режущей кромки используя систему охлаждения.
- Прежде чем начинать заточку с помощью абразивного круга нужно его проверить. Он должен быть ровным, без сколов, трещин. Во время кручения диск не должен отклоняться в стороны. Это может вызвать поломку оборудования, порчу режущей кромки.
- Запрещено удерживать резец на весу. Для этого нужно применять специальный упор. Он устанавливается на расстоянии 5 мм от абразивного круга.
- Чтобы не возникало перегрева материала во время вращения круга, нельзя прижимать оснастку к абразиву. Усилия должны быть минимальны.
- При работе нужно использовать защитные очки, чтобы защитить глаза от попадания металлической стружки.
- Нельзя затачивать одноразовые модели, изготовленные в виде пластин.
- Лучший вариант во время выбора вида абразива, которым покрывается точильный круг — карборунд. Представляет собой абразивную крошку зелёного цвета. Этот материал подходит для заточки твердосплавных режущих пластин. Затачивать углеродистые стали нужно корундовыми кругами.
- Нельзя быстро охлаждать резец после заточки. Это приведёт к нарушению целостности металла.
- Периодически менять точильные камни.
Нельзя забывать про доводку оснастки. Эта технологическая операция позволяет избавиться от сколов, микротрещин, неровностей на лезвии. Чтобы провести доводку, применяется специальное оборудование, на котором закрепляются круги с алмазным напылением. Резец зажимается в тисках, которые перемещаются к заточному кругу с помощью ручки. Используя маховик доводят режущую кромку до финишного состояния.
Токарные резцы по металлу: разновидности и назначение
 Эксперты, часто использующие токарные резцы, и люди, которые снабжают этими деталями предприятия, отлично знают о существующих разновидностях и особенностях этих приспособлений. Тем мастерам, которые никогда ранее не сталкивались с этим инструментом, бывает трудно с ним разобраться.
Эксперты, часто использующие токарные резцы, и люди, которые снабжают этими деталями предприятия, отлично знают о существующих разновидностях и особенностях этих приспособлений. Тем мастерам, которые никогда ранее не сталкивались с этим инструментом, бывает трудно с ним разобраться.
- Технические особенности
- Классификация токарных резцов
- Прямой и отогнутый проходной инструмент
- Упорный, подрезной и отрезной
- Сборные конструкции
Технические особенности
Любые резцы для токарного станка по металлу обладают двумя составными частями:
- Рабочий элемент, с помощью которого производится обработка металлической поверхности.
- Державка, которая позволяет закреплять приспособление на токарном станке.
Рабочий элемент состоит из режущих кромок и нескольких плоскостей. Угол заточки кромок находится в зависимости от характера обработки и материала, из которого сделаны заготовки. Державка может быть прямоугольной и квадратной формы:
По конструкции все токарные резцы делятся на следующие разновидности:
 Прямые — приспособления, у которых рабочий элемент и держатель установлены на одной или паре параллельных осях.
Прямые — приспособления, у которых рабочий элемент и держатель установлены на одной или паре параллельных осях.- Гнутые резцы по металлу.
- Отогнутые — у такого приспособления рабочий элемент отогнут от оси держателя.
- Оттянутые — ширина державки у этого приспособления больше, нежели ширина рабочего элемента.
Классификация токарных резцов
Производство и разделение этих деталей по отдельным видам происходит по специальному ГОСТу. В этом документе сказано, что существуют следующие категории инструмента:
 Цельные приспособления, которые произведены полностью из стального сплава легированного типа. А также существуют детали, выполненные из инструментальной стали, однако они встречаются достаточно редко.
Цельные приспособления, которые произведены полностью из стального сплава легированного типа. А также существуют детали, выполненные из инструментальной стали, однако они встречаются достаточно редко.- Резцы с напаянной твердосплавной пластинкой. Такой инструмент считается самым популярным.
- Резцы, оснащенные съемными пластинками из твердого сплава, закрепляемыми на рабочем элементе с помощью прижимов и винтов.
Резцы по металлу различаются и направлением подающего движения при работе. Так, выделяют следующие виды:
- Левые инструменты — при работе такие резцы подаются слева направо. Если на это приспособление положить свою левую ладонь, то режущая плоскость его будет находиться рядом с большим пальцем.
- Правосторонние резцы характеризуются подачей справа налево.
Прямой и отогнутый проходной инструмент
Прямые проходные резцы зачастую применяются для обработки наружных поверхностей заготовок цилиндрической формы.
Существует два самых распространенных типоразмера державок этого инструмента:

- Квадрат — 25×25 мм (предназначены для специальных видов работ).
- Прямоугольник — 25×16 мм.
Проходные отогнутые изделия используются для обработки торцевых поверхностей. Кроме того, этот инструмент позволяет качественно снимать фаски и выполнять множество других работ. У этого приспособления державки могут иметь разные размеры. Требования, которые предъявляются к этому инструменту, регламентированы в ГОСТ 18877–73 .
Упорный, подрезной и отрезной
Упорные приспособления могут производиться с отогнутым или абсолютно прямым рабочим элементом. Этим инструментом можно обрабатывать цилиндрические заготовки из металлических сплавов. Кроме того, он является самым популярным типом среди многих специалистов.
Внешний вид подрезных резцов похож на проходной, однако первый инструмент обладает треугольной режущей пластинкой, выполненной из твердого металлического сплава.
Отрезная разновидность инструмента считается самой распространенной. Такие резцы используются для отрезания материала под углом в 90 градусов. А также с их помощью делаются всевозможные канавки на поверхности металлических деталей. Выяснить, что у вас в руках находится инструмент именно отрезного типа, нетрудно. Характерной особенностью этого приспособления является тоненькая нога, на которую припаяна твердосплавная пластинка.
Существуют и другие типы:
- для нарезания внутренней и внешней резьбы;
- для обработки глухих и сквозных отверстий.
Все виды токарных резцов обладают своими особенностями и предназначены для разных видов обработки.
Сборные конструкции
 Говоря о типах приспособлений для обработки металла, следует отметить резцы, имеющие сборную конструкцию. Этот инструмент считается универсальным, потому что в него можно поставить практически любые пластинки. К примеру, зафиксировав в одном держателе разные типы режущих пластинок, можно сделать приспособление для работы с металлическими заготовками под разными углами и с разным уровнем производительности.
Говоря о типах приспособлений для обработки металла, следует отметить резцы, имеющие сборную конструкцию. Этот инструмент считается универсальным, потому что в него можно поставить практически любые пластинки. К примеру, зафиксировав в одном держателе разные типы режущих пластинок, можно сделать приспособление для работы с металлическими заготовками под разными углами и с разным уровнем производительности.
В большинстве случаев эти виды резцов используются на станках, оснащенных ЧПУ, или для расточки сквозных и глухих отверстий, контурного высокоточного точения и иных работ.
Какие бывают токарные резцы по металлу и где применяются

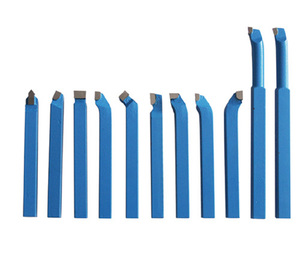
Очень часто у нас в магазине покупают токарные резцы по металлу и если снабженцы, которые в них разбираются, называют каждый вид резца правильно, то рядовые граждане частенько путают резцы. В этой статье предлагаю вам ознакомиться с основными видами токарных резцов — посмотрите фото, узнаете размерный ряд и область применения каждого вида.
Все модели — Канашского завода, их продукция одна из самых качественных на этом рынке.
Важно! Все модели резцов выполняются с пластинами разной марки — чаще всего это ВК8, Т5К10 и Т15К6. Другие твердые сплавы используются достаточно редко (например Т30К4 и им подобные).
Один из самых востребованных резцов. Применяется для отрезки заготовки. Его ни с чем другим не спутать — тонкая ножка с напаенной твердосплавной пластиной. Область применения — отрезка по прямым углом, также ими вырезают тонкие канавки.
Бывают право и левосторонние. На фото четко можно отличить правый от левого — слева как раз-таки левосторонний. Все другие — стандартные правые, в 90 процентах случаях для работы требуются именно они. Отличить весьма просто — берете резец пластиной вниз(как нож) и если ножка справа — то значит и резец правый. Слева — значит левый (менее распространенный). Гляньте фото, там все видно.
Размерный ряд державок:
— 16*10 мм — для маленьких «школьных» станков
— 20*12 мм
— 25*16 мм — самый популярный
— 40*25 мм — большие резцы, редко можно найти в продаже, только под заказ.
Само название говорит о его области применения — им обрабатывают торцы заготовок, а также снимают фаски. Отогнутая часть как бы огибает заготовку сбоку. Фото:

Размерный ряд также очень приличный:
— 16*10 мм — маленькие для школьных станков
— 20*12 — нестандартный размер
— 25*16 мм — самый востребованный
— 32*20 мм
— 40*25 мм — редко можно найти в продаже, только под заказ как правило
Проходной упорный отогнутый
Приставку «отогнутый» как правило не используется в обиходе, резцы называют просто проходными упорными. Но изгиб можно видеть, бывают и без него.
Область применения — одни из самых нужных резцов. Используются для обработки цилиндрических заготовок. Изгиб как раз-таки позволяет обтачивать круглые детали, снимая максимально много металла за один проход резца. Обработка детали идет вдоль её вращения!

Размерный ряд также широк:
— 16*10 мм
— 20*12
— 25*16
— 32*20
— 40*25
Также бывают левосторонние и право. В подавляющем большинстве случаев используются правые модели.
Область применения такая же, как у проходного отогнутого, однако тем удобнее снимать фаски. А прямым чаще всего обрабатывают поверхности металла. Используется на производстве нечасто.

— 25 на 16 мм — стандартный с прямоугольной державкой
— 25 на 25 мм — нестандартная державка, для каких-то специальных работ
Чаще всего его путают с проходным упорным. У подрезного треугольная пластина, обратите внимание! Фото:

Область применения: обрабатывают заготовки поперек оси вращения (перпендикулярно). Кроме отогнутых моделей могут быть и упорные (но они не востребованы как правило).
— 16*10 мм
— 25 на 16 мм
— 32 на 20 мм
Для нарезания наружной резьбы
Область применения: название говорит само за себя — такими резцами нарезают резьбу. Какую? Если берете резец с завода, то он, как правило, «заточен» под метрическую резьбу. Для других видов резьб его нужно будет перетачивать.
Пластина установлена «копьевидная» (правильное её название — отрезная, продаются отдельно), может быть разного сплава (марки указаны в начале статьи). Получаемая резьба на заготовке внешняя (так называемый «папа») — болт, шпилька и т.п.

Наиболее востребованные размеры:
16*10 мм
25*16 мм
32*20 мм — используется не так часто
Для нарезания внутренней резьбы
Если наружным можно нарезать и мелкую резьбу, то внутренним режут только резьбу большого диаметра. Это можно понять по размерам самих резцов. Фото:

Важно! Не путайте этот резец с расточными для глухих отверстий, они внешне похожи, но принципиально разные! Расточные ниже в статье, сравните.
— 16*16*150
— 20*20*200
— 25*25*300 мм
Первая и вторая цифры — размер державки (она квадратная по сечению), а третья цифра — длина державки. Чем длиннее — тем глубже можно нарезать резьбу внутри заготовки.
Обратите внимание — чтобы использовать такой резец, необходимо, чтобы ваш станок был оснащен приспособой под названием «гитара».
Расточной для глухих отверстий
Область применения — для расточки глухих отверстий. Работают ими как бы с торца, для чего и нужен этакий «изгиб» головки. Тогда как «внутренний»(смотрите ниже) полностью заходит державкой в заготовку.
- Пластина этого резца треугольная, такая же, как у подрезного (смотрите выше).
— 16*16*170 мм
— 20*20*200 мм
— 25*25*300 мм
Чем больше размер резца, тем большего диаметра можно растачивать отверстия!
Расточной для сквозных отверстий
Область применения — ими растачивают детали «внутри» по всей длине. Чем длиннее державка — тем больше внутри можно расточить. Чаще всего деталь растачивают после сверления её большим сверлом, также можно работать и по существующим размерам.

Пластинка прямая, выступа нет, а значит резец легко заходит внутрь получившейся в результате сверления «трубки» и растачивает её изнутри, проходя насквозь. Слой снимаемой стружки примерно равен изгибу головки резца
— 16*16*170 мм
— 20*20*200 мм
— 25*25*300 мм
Одни из самых редко встречающихся резцов. Их еще называют универсальными, ибо они оснащаются разными пластинами, благодаря чему можно обрабатывать заготовки различной формы под разными углами. Различаются между собой как по размеру державки, так и по форме пластины, которую можно зажать.
На фото ниже представлены 3 разные модели:

Самый маленький резец имеет державку 20 на 20 мм и оснащен 4-гранной квадратной пластиной.
Чуть побольше имеет державку уже 25 мм и пластина также квадратная, но размером побольше.
Ну и третий резец по параметрам схож со вторым, в нем по умолчанию установлена 5-гранная пластина, но можно её достать и поставить такую же, как на втором — квадратную большую.
По деньгам такие стоят в районе 300 рублей за штуку, но найти в продаже сложно, даже под заказ привезти порой проблематично.
Разновидности и назначение токарных резцов
Токарные резцы — основной рабочий инструмент дерево и металлообрабатывающих станков, посредством которого обрабатываемым заготовкам придается требуемая форма и размеры. Классификация токарных резцов выполняется по таким факторам как назначение, тип обработки, способ подачи и крепления, о чем мы детальнее поговорим в данной статье.

В публикации рассмотрены виды токарных резцов и их конструкция, приведены рекомендации по выбору инструмента и технологии его установки, а также представлена инструкция, следуя которой вы сможете правильно заточить резец своими руками.
1 Особенности конструкции
Токарные резцы состоят из двух конструктивных частей: режущей головки и державки, посредством которой инструмент крепится в посадочном гнезде (резцедержателе) станка. Держатель является основной частью резца, она может выполняться к квадратной либо прямоугольной форме.
Положениями действующих ГОСТ установлены основные размеры резцов:
- прямоугольной формы: 63*50, 50*40, 50*32, 40*32, 50*25, 25*20, 25*16, 20*12, 16*10 см;
- квадратной формы: 40*40, 32*32, 25*25, 20*20, 16*16, 12*12, 10*10, 8*8, 6*6, 4*4 см.
Головка выступает в качество основной рабочей части резца. Она состоит из заточенных под заданным углом кромок, именно от угла заточки зависит то, как именно резец будет срезать металл с обрабатываемой заготовки.

Конструкция токарного резца
Выделяют следующие углы заточки:
- Основной задний (α) — образуется между задней плоскостью и плоскостью резания. От его значения зависит сила трения, образующаяся между деталью и инструментом. Конфигурация основного заднего угла оказывает ключевое влияния на качество обработки и скорость износа самого инструмента (чем угол больше, тем выше износ). Выбирается исходя из плотности обрабатываемой стали.
- Угол заострения (β) — формируется между задней и передней плоскостями, определяет остроту и механическую прочность инструмента.
- Основной передний (γ) — влияет на степень деформации срезаемого материала, также от него зависит необходимое для резания усилие и эффективность теплоотвода. Чем выше твердость обрабатываемой стали, тем меньшим должен быть передний угол.
- Угол резания (δ) — формируется между передними и задними плоскостями режущей головки.
- Основной угол в плане (φ ) — от данного угла зависит количество срезаемого материала при стандартной скорости подачи. В обратной пропорции по отношению к значению угла находится прочность инструмента и уровень вырабатываемых им вибраций, в прямой пропорции — качество обработки. Значение угла варьируется в пределах 10-90 0 .
- Вторичный угол в плане (φ1 ) — чем он меньше, тем ниже шероховатость обрабатываемого металла.
- Угол вершины (ε) — формируется между режущей кромкой и задней вспомогательной плоскостью, значение в прямом соотношении с прочностью инструмента.
- Задний вспомогательный (а1) — при маленьких значениях угла достигается минимальная сила трения между обрабатываемой деталью и задней плоскостью резца;
- Наклон режущей кромки (λ) — от данного угла зависит геометрия контактирующей с деталью части резца. Именно этот угол определяет назначение инструмента: в резцах для чистовой обработки он отрицательный, для черновой — 13-15 0 , для работы с закаленной сталью — 30-35 0 , универсальные — 0 0 .
Все элементы токарного резца по дереву или металлу (головка и державка) выполняются из одной марки стали, чаще всего это твердосплавные сплавы Т5К10 либо 16К20, классифицирующиеся как металлокерамические материалы повышенной износоустойчивости .
к меню ↑
1.1 Особенности заточки токарных резцов (видео)
к меню ↑
2 Классификация инструмента
Существует множество параметров классификации резцов в соответствии с действующими ГОСТ. Согласно конструктивным особенностям выделяют следующие типы токарных резцов:
- монолитные, в которых режущая головка и державка являются цельной конструкцией;
- сборные, в которых на головке выполнена напайка пластины из быстрорежущего сплава, обеспечивающая повышенную эффективность обработки — это один из наиболее распространенных разновидностей инструмента;
- сборные, с механически закрепленной пластиной — пластину на головке фиксирует болт, в такой конфигурации выполняются резцы с металлокерамическими пластинами;
- регулируемые.

В зависимости от качества обработки токарные резцы делятся на черновые и чистовые. Геометрия чернового инструмента обеспечивает возможность снятия материала большой толщины и сохранение твердости при сильном нагреве, возникающем при высокой скорости обработки. Чистовые аналоги имеют другое назначение, они нужны для работы на низких оборотах для снятия небольшой толщины материала.
Также выполняется классификация инструмента по направлению подачи, согласно которой выделяют правые и левые резцы. Под направлением подачи подразумевается сторона, с которой находится основная режущая кромка инструмента в момент, когда его головка обращена к лицевой части обрабатываемой детали.

Функциональное назначение — один основных параметров классификации данного инструмента. В соответствии с назначением токарные резцы делятся на:
- Отрезные (ГОСТ №18874-73) — используются на станках с поперечной подачей рабочего инстурмента, предназначены для обочки и обработки торцевый частей заготовок.
- Проходные (ГОСТ №18871-73) — могут устанавливать на станка как с поперечной, так и с продольной подачой. Применяются для подрезки торцов, обточки, формирования деталей конической и цилиндрической формы.
- Отрезные, они же канавочные (ГОСТ №18874-73) — монтируются на станки с поперечной подачей. Используются для резки монолитных кусков металла и протачивания канавок кольцевой формы.
- Расточные (ГОСТ №18872-73) — предназначены для растачивания отверстий (сквозных и глухих), формирования углублений и выемок.
- Фасонные (ГОСТ 18875-73) — используются с целью снятия наружных и внутренних фасок.
- Резьбовые (ГОСТ №18885-73) — позволяют нарезать резьбу метрического, дюймового и трапецеидального сечения (как внутреннюю, так и наружную).
Также токарные резцы делятся прямые, отогнутые и оттянутые в зависимости от положения режущей кромки по отношению к державке. В отогнутых кромка выполнена в виде прямой линии, в отогнутых — изогнутую, в оттянутых — кромка уже, чем ширина стержня.
к меню ↑
2.1 Какие резцы выбрать, где купить?
Чтобы определить, какие резцы нужны именно в вашем случае, необходимо определиться со следующими моментами:
- какой металл вы будете обрабатывать и какие операции будут выполняться;
- расставить приоритеты между качеством, эффективностью обработки и износоустойчивостью инструмента.
В целом, начинающему токарю необходимо иметь в распоряжении три вида резцов: проходные (маркировка SDACR) — для обработки торцов, наружные нейтрального типа (SDNCN) и расточные (SDQCR). Это базовый комплект, позволяющие выполнять большую часть технологических операций.
Если вы заинтересованы в покупке инструмента на долгосрочную эксплуатацию, имеет смысл взять набор токарных резцов со сменными пластинами. В последствии вы сможете менять расходники, а не покупать новые державки после износа режущей головки.

Резцы со сменными головками
Пару слов о производителях. Среди компаний, реализующих действительно качественную продукцию, которую стоит купить, выделим фирмы Hoffman Garant (Германия) и Proma (Чехия). В сегменте отечественных производителей внимания заслуживают фирмы СиТО (Гомельский инструментальный завод) и Калибр. Заказать с доставкой резцы можно по указанным ссылкам.
Также имеет смысл приобрести заточную машинку, которая позволит вам самостоятельно возвращать резцам работоспособность при износе, а не пользоваться услугами сторонних мастеров. Тут необходимо заточно-шлифовальный агрегат оснащенный системой постоянного охлаждения с двумя абразивными кругами — из карбида кремния (для резцов из быстрорежущих сплавов) и электрокорунда (для твердосплавного инструмента). При заточке первоначально необходимо обработать переднюю плоскость режущей головки, затем — дополнительную и заднюю, пока не сформируется ровная режущая кромка.
Резцы по металлу для токарных станков, типы и назначение
 Основной оснасткой токарных станков являются токарные резцы по металлу. С их помощью детали придается необходимая форма путем срезания ненужного металла. Резец – лезвийный инструмент. Процесс резания происходит за счет перемещения резца вдоль вращающейся заготовки. Большое разнообразие резцов позволяет обрабатывать любые формы и типы поверхностей из металлов и других материалов.
Основной оснасткой токарных станков являются токарные резцы по металлу. С их помощью детали придается необходимая форма путем срезания ненужного металла. Резец – лезвийный инструмент. Процесс резания происходит за счет перемещения резца вдоль вращающейся заготовки. Большое разнообразие резцов позволяет обрабатывать любые формы и типы поверхностей из металлов и других материалов.
Особенности конструкции
Если посмотреть на токарный резец, то в его конструкции можно выделить две основные части. Это державка и рабочая головка. Назначение державки – это установка и фиксация инструмента в резцедержателе станка. Рабочей головкой производится непосредственное срезание металла.
ГОСТ 18877-2013 предусматривает следующие размеры державок:
- для настольных и учебных станков – 10х16 мм;
- основной размер – 16х25 мм;
- нестандартный размер – 12х20 мм;
- для среднетоннажного оборудования – 20х32 мм;
- для крупногабаритных станков – 25х40 мм.
На станках с ЧПУ на автоматизированных многопозиционных головках используется инструмент с круглой державкой.
Для облегчения снятия лишнего металла рабочую головку затачивают под определенными углами. Углы, формирующие режущую часть резца:
 α — главный задний угол;
α — главный задний угол;- β — угол заострения;
- γ — главный передний угол;
- δ — угол резания;
- φ — главный угол в плане;
- λ — угол наклона режущей кромки;
- ε — угол при вершине.
От указанных параметров зависит осуществление и производительность процесса резания.
Классификация инструмента
Классификация токарных резцов по металлу производится по нескольким признакам. Среди них выделяются назначение обработки, тип резцовой части, форма. Классификация выглядит следующим образом:
По способу изготовления:
- цельные,
- с напаянными пластинами из твердого сплава;
- сборные.
По направлению движения:
- правые;
- левые.
По форме державки:
- прямые;
- изогнутые;
- отогнутые;
- оттянутые.
По типу назначения:
 проходные;
проходные;- отрезные;
- расточные;
- упорные;
- резьбовые;
- галтельные;
- фасонные;
- подрезные;
- прорезные.
По типу выполняемых работ:
- черновое точение (обдирка);
- получистовое точение;
- чистовая обработка;
- тонкое точение.
По способу установки:
- радиальные;
- тангенциальные.
По материалу режущей части:
- легированная сталь;
- инструментальная сталь;
- твердые сплавы:
- однокарбидные (вольфрамовые);
- двухкарбидные (титановольфрамовые);
- трехкарбидные (титанотанталовольфрамовые);
- металлокерамика;
- алмаз.
Специфика резцовых устройств
 На практике применяются различные виды резцов для токарного станка по металлу для получения требуемой формы изделия. Не всегда можно производить обработку прямым инструментом. На помощь приходят образцы, у которых конструкцией предусмотрена изогнутая державка.
На практике применяются различные виды резцов для токарного станка по металлу для получения требуемой формы изделия. Не всегда можно производить обработку прямым инструментом. На помощь приходят образцы, у которых конструкцией предусмотрена изогнутая державка.
Прямые проходные резцы используются для продольного точения. Отогнутыми инструментами можно обрабатывать торец заготовки, а также легко делать фаски. Выбрать резец по направлению движения во время обработки можно следующим образом. Положить свою руку на инструмент. Большой палец должен указывать на режущую кромку. Если направлению соответствует палец на правой руке, значит, резец правого направления.
Подрезные резцы перемещаются в поперечном направлении. При малом вылете заготовки из токарного патрона обработка прямым резцом невозможна. Применяются модели с отогнутыми или изогнутыми державками.
Для отделения изделия от заготовки используются отрезные резцы. Процесс отрезания происходит при условии размещения режущей кромки под прямым углом к заготовке. Кроме основных резцов, у которых ось проходит через весь инструмент, применяются резцы с оттянутой головкой. Головка может быть смещена вправо или влево относительно оси.
На отрезные резцы похожи прорезные. Отличительной их чертой является заточка переднего угла. У прорезных изделий она прямая, а у отрезных имеет уклон в сторону заготовки.
Резьбовые резцы выполняются в двух вариантах: для нарезания наружной резьбы и внутренней. Форма резцовой головке придается согласно типу и профилю нарезаемой резьбы.
Расточные инструменты предназначены для обработки сквозных и глухих отверстий. Пластине придается треугольная форма. В зависимости от глубины обработки державка резцов изготавливается квадратной. При длине резца в 150 мм державка имеет размер 16х16 мм. Если длина составляет 200 мм , то размер державки равен 20х20 мм. При максимальном вылете в 300 мм державку делают размером 25х25 мм.
Сборную оснастку еще называют универсальной. Получила она свое название благодаря возможности установки на нее пластин разной формы, что приводит к возможности вести обработку под любым углом.
Быстрая смена пластины увеличивает производительность обработки. Не нужно отвлекаться на заточку. Каждая пластина имеет несколько граней. Для ремонта этой оснастки не требуется больших вложений. Требуется только купить комплект пластин, а державка обычно не страдает.
Фасонный инструмент предназначен для получения однотипных деталей в большом количестве, например, при массовом выпуске. Резцу придается форма получаемой детали. За одно поперечное движение деталь обтачивается и отрезается.
Они бывают круглыми и призматическими. Состоят из державки, на которой закрепляется режущая часть. Режущую часть изготавливают из легированной стали, чтобы удешевить стоимость продукта.
Резцы для токарного станка по металлу оснащаются твердосплавными пластинами. За счет них повышается стойкость инструмента. Маркировка пластин, следующая:
- вольфрамовые – ВК3М, ВК4, ВК8В;
- титановольфрамовые – Т14К8, Т15К6, Т30К4;
- титанотанталовольфрамовые – ТТ7К12, ТТ7К15;
- металлокерамика – ЦМ-332.
Несколько отличаются токарные резцы по дереву. Так как на токарных деревообрабатывающих станках отсутствует резцедержатель, то резцы приходится держать руками. Поэтому они оборудуются деревянной рукояткой. Форма лезвия зависит от того, какой будет поверхность обработанной детали.
Заточка резцов
 Для обеспечения качественного результата обработки лезвийным инструментом требуется регулярно его затачивать. На машиностроительных предприятиях для этого применяются специализированные станки и приспособления.
Для обеспечения качественного результата обработки лезвийным инструментом требуется регулярно его затачивать. На машиностроительных предприятиях для этого применяются специализированные станки и приспособления.
Заточные станки оборудуются двумя абразивными кругами. На круге из корунда, обычно белого цвета, производится обтачивание стальной части рабочей головки. На втором круге из карбокорунда, он зеленого цвета, заправляют твердосплавную пластину.
Последовательность заточки резцов выглядит следующим образом:
- обработка основного заднего угла;
- обработка вспомогательного заднего угла;
- обработка переднего угла;
- придание радиуса закругления.
Точить резцы можно с использованием охлаждающей жидкости или с ее постоянной подачей, как при шлифовании. Сменные пластины перезаточке не подлежат.
Originally posted 2018-04-06 09:24:13.
- Винтовые сваи 76 мм: конструктивные особенности и монтаж
- Быстрый ремонт труб с помощью хомутов без сварки
- Алюминиевый прокат: как выбрать подходящий материал для задачи
- Алюминиевый профиль: свойства, применение и критерии выбора
- Поверка штангенциркулей: как обеспечить точность измерений и избежать дорогостоящих ошибок