Токарная обработка нержавеющей стали
Токарная обработка нержавеющей стали
Особенности обработки нержавеющей стали на токарных станках
Нержавеющую сталь обрабатывают уже более 100 лет, но до сих пор эта процедура сопряжена с технологическими сложностями. Из нержавейки выполняют множество деталей, постепенно вытесняющих углеродистую сталь, которая уже не выдерживает возрастающие нагрузки: для современных механизмов порог прочности углеродистых сталей слишком низок. Прочность и стойкость нержавейки, которая не меняет своих свойств при высокой температуре, давлении и воздействии агрессивных сред, влечет за собой сложность ее механической обработки.
Особенности обработки нержавеющей стали

Твердость и предел растяжимости нержавеющей стали и углеродистой почти одинаковы. Однако совпадают лишь механические значения. Отличается микроструктура, способность к упрочнению во время обработки, устойчивость к коррозии.
При обработке резанием нержавейка сначала упруго деформируется, потом обрабатывается легко, после чего переходит в стадию упрочнения. На этой стадии резание возможно только при значительном увеличении усилий. Все эти стадии проходит во время обработки и обычная сталь, но высоколегированная упрочняется намного заметнее.
Главные проблемы при токарной обработке стали:
- деформационное упрочнение;
- удаление стружки;
- ресурс рабочего инструмента.
Вязкость. Дополнительную сложность обработке придает пластичность сталей, особенно характерная для жаропрочных марок. Стружка не обламывается, как у углеродистой стали, а завивается длинной спиралью.
Низкая теплопроводность. Слабая теплопроводность нержавейки — ее преимущество при использовании, но недостаток при обработке. В месте резания температура значительно увеличивается, поэтому необходимо охлаждать металл с помощью специальных жидкостей. Они не только устраняют жар, но и предупреждают образование наклепа, облегчают обработку. Наклеп появляется на рабочем инструменте, изменяет его форму и приводит в негодность. Поэтому чаще всего легированные стали обрабатывают на невысоких скоростях и специальными инструментами.
Сохранение свойств. При воздействии жара сталь не теряет твердость и прочность. Это свойство наиболее выражено у жаропрочных сталей и в комбинации с наклепом оно вызывает скорейший вывод из строя резаков, не дает возможность работать на больших скоростях.
Абразивные соединения. В составе нержавеющей стали присутствуют карбидные и интерметаллические соединения микроскопической величины. Повышенная твердость делает их подобием абразива. Резаки стачиваются и требуют постоянной правки и переточки. Трение при токарной обработке нержавейки на порядок больше, чем во время точения углеродистых сплавов.
Неравномерное упрочнение. В процессе точения материал упрочняется неравномерно. Это не очень важно при обработке маленьких деталей. Но серьезно скажется на качестве вала или другой крупной детали.
Удаление стружки

Скопление длинных спиральных стружек нарушает процесс обработки. Поэтому, с учетом способности нержавейки к упрочнению во время деформации, разрабатываются особые конструкции стружколомов. Кроме этого, используется интенсивная обработка поверхности охлаждающей смазкой.
Смазка подается изнутри резака под высоким давлением чтобы:
- быстро и заметно снизить температуру резака;
- убрать стружку подальше от резака, чтобы не ускорять его износ;
- раздробить стружку на небольшие частички, которые проще смыть из рабочей зоны.
При токарной обработке изделий из нержавеющей стали широко используется охлаждение под высоким напором. Распыляется раствор непосредственно в место обработки. Попадая на горячую поверхность, жидкость испаряется и отбирает часть тепла. Поверхность охлаждается. Минус этого способа — большой расход охлаждающей жидкости. Но зато срок использования инструмента увеличивается в шесть раз.
В оборонной и высокоточной промышленности сталь при обработке охлаждается углекислотой при температуре -78 градусов. Это дорогой и самый эффективный способ.
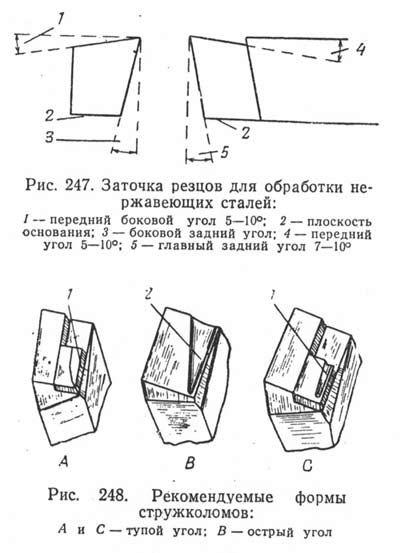
Форма стружколома также очень важна. Геометрия его должна быть положительной, чтобы снизить образование тепла. Передний угол с положительным значением уменьшает самоупрочнение материала и появление наплыва на поверхности резака, устраняя главные причины повреждений во время токарной обработки стали.
Стружколом следует использовать только специализированный, для легированных сталей, хотя стружколомы обычно выпускают универсальными, для работы с самыми разными металлами. Производятся специальные стружколомы и резаки для чистовой, черновой и получистовой резки нержавейки. Они выдают наилучшие результаты и увеличивают производительность труда.
Самоупрочнение стали во время деформации
Более склонен к самоупрочнению аустенитный тип нержавейки, что доставляет дополнительные сложности при любом виде его обработки. Чем сильнее упрочняется материал, тем быстрее изнашивается резак. Эта проблема менее выражена при использовании специальных режущих пластинок. Поверхности их изнашиваются дольше, а рабочие кромки острее обычных. Острые режущие поверхности успевают обработать деталь до самоупрочнения стали и появления наплывов.
Задача усложняется при работе в несколько этапов. Иногда за один подход невозможно выбрать достаточно металла. Тогда это делают поэтапно. Эффективнее за два подхода снять по 3 мм стали, чем за один 6 мм. Рекомендуется также снимать неодинаковый слой металла за первый и второй подходы, например, 4 мм и 2 мм.
Режущий инструмент

Эффект самоупрочнения приводит к быстрому износу резаков. Поэтому разрабатываются специальные формы кромок, переднего угла и особых материалов для резаков по нержавеющей стали.
Существует два вида специализированных режущих инструментов:
- с химически осажденным покрытием режущей кромки (CVD);
- с физически осажденным покрытием (PVD).
Инструменты с химически осажденными покрытиями (CVD) позволяют обрабатывать на токарных станках нержавейку на высоких скоростях, дольше не изнашиваются. Но эти резаки очень тяжело править.
Инструменты с физически осажденными покрытиями (PVD) применяются для аустенитных нержавеек. Они тоньше, чем CVD, с ровной поверхностью и острой режущей частью. Но изнашиваются они быстрее (так как толщина покрытия меньше), работают на меньших скоростях.
Виды резцов
Наивысшую износостойкость показывают резцы с покрытием TiC из твердых сплавов. В процессе производства их цианируют или азотируют. Дорогой и очень эффективный способ укрепления пластин — покрытие нитридом бора кубическим.
Твердосплавные резцы ВК3, Т15К6 и Т30К4 достаточно прочны, тверды и длительное время не изнашиваются. Большей вязкостью отличаются Т5 К110 и Т5К7, они изнашиваются быстрее. А вот для ударных нагрузок предпочтительнее использовать пластины с напайками высокой вязкости ВК8 и ВК6А.
Технологии обработки
Существуют приемы, позволяющие минимизировать отрицательные свойства нержавеющей стали:
- минимизировать толщину снимаемого слоя металла и увеличить скорость вращения шпинделя — обработанная таким образом поверхность получится более шероховатая;
- использовать кислоту в качестве смазки — значительно повышает износостойкость резаков, предотвращает появление наклепа, но приводит к быстрому разрушению токарного станка, а также плохо влияет на здоровье человека.
Видеоролик демонстрирует процесс изготовления штуцеров из нержавеющей стали:
Токарная обработка нержавеющей стали
Коррозионностойкая сталь – материал, незаменимый для создания механизмов, изделий, конструкций, испытывающих высокие нагрузки и воздействие агрессивных сред. Однако механическая, в том числе токарная, обработка нержавеющих сталей – процесс, вызывающий определенные трудности. Полный перенос способов обработки обычных углеродистых сталей на коррозионностойкие марки невозможен. Поскольку это приведет к снижению производительности процесса и ухудшению качества конечного продукта. Основные проблемы в работе с нержавейкой – затрудненное удаление стружки, деформационное упрочнение, низкий ресурс режущего инструмента. Если ранее эти препятствия частично преодолевались с помощью резания на низких скоростях, то сегодня такое решение не удовлетворяет требованиям современных производств. Поэтому инженеры постоянно разрабатывают новые технологии и инструменты, облегчающие обработку нержавейки.
Способы улучшения стружкоудаления
Токарная обработка – это процесс, в результате которого образуется длинная витая стружка, накапливание которой затрудняет работу. Для удаления стружки нержавеющих сталей предлагается использовать режущий инструмент с внутренней подачей СОЖ под давлением, что особенно эффективно для высоколегированных сталей. Применение такого инструмента обеспечивает:
- эффективное охлаждение режущей кромки;
- ломку стружки на мелкие частицы, облегчающую ее быстрое удаление из зоны реза.
Минусом такого способа является большой расход охлаждающей жидкости. На высокоточных производствах и в военной промышленности применяют самый дорогой и эффективный метод – охлаждение с использованием углекислоты.
Важную роль в обработке нержавейки на токарном станке играет конструкция стружколома. Специализированный инструмент для коррозионностойких сталей должен иметь положительный внешний угол, который снижает самоупрочнение и нарост металла на режущей кромке.
Снижение самоупрочнения при деформации
Наиболее сильно самоупрочнению, усложняющему процессы черновой, получистовой и чистовой обработки, подвергаются стали аустенитного класса. Для минимизации этого фактора рекомендуется применение режущих пластин с острыми кромками и покрытиями, обладающими повышенной износостойкостью.
При необходимости снятия достаточно толстого слоя, требующего нескольких проходов резца, рекомендуется первый проход делать более глубоким. Второй и при необходимости третий снимаемые слои должны быть мельче.
Повышение ресурса режущей пластины
Увеличения срока службы резца можно добиться:
- острой заточкой кромок;
- использованием положительного переднего угла;
- нанесением инновационных покрытий, позволяющих работать на высоких скоростях.
Современные покрытия разделяют на типы:
- CVD – наносятся методом химического осаждения. Обеспечивают возможность работы на высоких скоростях, но усложняют процесс заточки.
- PVD – наносятся способом физического осаждения и используются для сталей аустенитного класса. Для них характерны: небольшая толщина, гладкая поверхность, возможность повреждения при повышенных скоростях резания и мощных подачах.
Инновационным вариантом являются покрытия, наносимые методом PremiumTec. Они демонстрируют сочетание высокой стойкости к крошению и гладкой поверхности.
Еще один способ повышения износостойкости резцов – использование кислот в качестве смазки. Однако такой метод применяется редко из-за токсичности и вредного влияния на механизмы токарного станка.
Режущий инструмент для токарной обработки нержавеющей стали
 Главным рабочим органом токарных станков является резец, дополнительно могут использоваться сверла, зенкеры, развертки, плашки.
Главным рабочим органом токарных станков является резец, дополнительно могут использоваться сверла, зенкеры, развертки, плашки.
Токарные резцы различают по назначению:
- Проходные – прямые и отогнутые. Используются для получения цилиндрических поверхностей.
- Подрезные – для обработки торцов.
- Расточные – для получения отверстия требуемого диаметра.
- Отрезные – применяются для резки заготовок из нержавеющей стали на мерные части.
- Резьбонарезные – для получения внутренней и наружной резьбы.
- Фасонные – для обработки фасонных поверхностей.
 Для работы с коррозионностойкими сталями, а также твердыми металлами типа титана и его сплавов используют не только цельные, но и составные резцы. Одним из материалов, востребованных для изготовления вставок для резцов, является эльбор – искусственная альтернатива алмазу, представляющая собой кристаллы кубического бора. Используют обычно такие резцы на закаленных сталях. Эффект от их применения можно получить только при отсутствии вибраций и биения.
Для работы с коррозионностойкими сталями, а также твердыми металлами типа титана и его сплавов используют не только цельные, но и составные резцы. Одним из материалов, востребованных для изготовления вставок для резцов, является эльбор – искусственная альтернатива алмазу, представляющая собой кристаллы кубического бора. Используют обычно такие резцы на закаленных сталях. Эффект от их применения можно получить только при отсутствии вибраций и биения.
Также при изготовлении режущих пластин для работы по нержавейке применяют твердые сплавы следующих типов:
- «износостойкие» – Т30К4, Т15К6;
- более вязкие, но менее износостойкие, – Т5К7, Т5К10;
- имеющие значительную вязкость и нечувствительность к ударам – ВК8, ВК6А.
Для чистовой и отделочной обработки используют минералокерамику.
Оборудование для работы с коррозионностойкими сталями
К токарным станкам, на которых планируется резать заготовки из нержавейки, предъявляется комплекс требований, таких как:
- повышенная жесткость механизмов, позволяющая воспринимать большие силы резания;
- высокая стойкость к вибрациям системы «станок – режущий инструмент – деталь» при значительных ударных нагрузках;
- запас мощности станка для обеспечения значительной подачи.
Наибольшую точность размеров и минимальную шероховатость обеспечивают станки с ЧПУ, особенно они эффективны при обработке заготовок со сложной поверхностью с криволинейными образующими.
К современным технологическим приемам, применяемым при обработке нержавеющей стали на токарных станках, относится введение в зону реза:
- ультразвуковых колебаний, уменьшающих силу трения;
- слабых токов, позволяющих снизить электродиффузионный и окислительный износ инструмента.
Каким резцом обрабатывать нержавейку



Способы улучшения стружкоудаления
Токарная обработка – это процесс, в результате которого образуется длинная витая стружка, накапливание которой затрудняет работу. Для удаления стружки нержавеющих сталей предлагается использовать режущий инструмент с внутренней подачей СОЖ под давлением, что особенно эффективно для высоколегированных сталей. Применение такого инструмента обеспечивает:
- эффективное охлаждение режущей кромки;
- ломку стружки на мелкие частицы, облегчающую ее быстрое удаление из зоны реза.
Минусом такого способа является большой расход охлаждающей жидкости. На высокоточных производствах и в военной промышленности применяют самый дорогой и эффективный метод – охлаждение с использованием углекислоты.
Читать также: Регулирование уровня воды в баке
Важную роль в обработке нержавейки на токарном станке играет конструкция стружколома. Специализированный инструмент для коррозионностойких сталей должен иметь положительный внешний угол, который снижает самоупрочнение и нарост металла на режущей кромке.
Токарная обработка нержавеющей стали
Свойства «нержавейки» мало изменяются при повышенных температурах, воздействии агрессивных сред и высоком давлении. По этой причине ее механическая обработка связана с рядом сложностей:
- Деформационное упрочнение. Во время резания легированная сталь упруго деформируется, затем легко поддается обработке, после чего происходит упрочнение. В результате резание можно осуществить при условии повышения усилия. Наиболее заметно упрочняется высоколегированная сталь.
- Неравномерное упрочнение. Сталь упрочняется неравномерно во время точения. Это не критично во время обработки небольших деталей, однако, влияет на качество крупных валов и других габаритных деталей.
- Сложность удаления стружки. Из-за пластичности нержавеющей стали стружка при обработке не обламывается, а завивается в спираль большой длины. Высокая вязкость препятствует простой обработке «нержавейки», так как приводит к накоплению стружки. Для решения проблемы поверхность обрабатывают охлаждающей смазкой и применяют стружколомы.
- Перегрев рабочего инструмента. Из-за низкой теплопроводности в месте обработки существенно повышается температура, что требует охлаждения особыми жидкостями. Если охлаждение неэффективно, рабочий инструмент приходит в негодность из-за образовавшегося наклепа и деформации в результате перегрева. Как правило, нержавеющую сталь обрабатывают на небольших скоростях.
- Быстрое стачивание резаков. «Нержавейка» содержит интерметаллические и карбидные соединения, свойства которых из-за высокой твердости аналогичны свойствам абразива. Во время работы резаки постоянно стачиваются и требуют переточки, поскольку трение во время обработки легированной стали намного больше трения при резании углеродистой.
Снижение самоупрочнения при деформации
Наиболее сильно самоупрочнению, усложняющему процессы черновой, получистовой и чистовой обработки, подвергаются стали аустенитного класса. Для минимизации этого фактора рекомендуется применение режущих пластин с острыми кромками и покрытиями, обладающими повышенной износостойкостью.
При необходимости снятия достаточно толстого слоя, требующего нескольких проходов резца, рекомендуется первый проход делать более глубоким. Второй и при необходимости третий снимаемые слои должны быть мельче.
Повышение ресурса режущей пластины
Увеличения срока службы резца можно добиться:
- острой заточкой кромок;
- использованием положительного переднего угла;
- нанесением инновационных покрытий, позволяющих работать на высоких скоростях.
Современные покрытия разделяют на типы:
- CVD – наносятся методом химического осаждения. Обеспечивают возможность работы на высоких скоростях, но усложняют процесс заточки.
- PVD – наносятся способом физического осаждения и используются для сталей аустенитного класса. Для них характерны: небольшая толщина, гладкая поверхность, возможность повреждения при повышенных скоростях резания и мощных подачах.
Инновационным вариантом являются покрытия, наносимые методом PremiumTec. Они демонстрируют сочетание высокой стойкости к крошению и гладкой поверхности.
Еще один способ повышения износостойкости резцов – использование кислот в качестве смазки. Однако такой метод применяется редко из-за токсичности и вредного влияния на механизмы токарного станка.
Обработка нержавеющей стали на токарном станке
Рабочие процессы в современных установках и агрегатах проходят при значительных нагрузках на все конструктивные элементы. Эксплуатация деталей при высоких скоростях, давлении и температурах приводит к тому, что элементы, выполненные из обычных конструктивных сталей, быстро выходят из строя.
Для работы в таких условиях необходимы особые сплавы, к числу которых относится нержавеющая сталь. Высокая прочность, жаростойкость и хорошие антикоррозийные свойства – основные характеристики нержавейки.
Однако эти свойства сплавов имеют и отрицательные стороны: прочностные характеристики нержавеющей стали не изменяются под воздействием давления и температур, что влечёт за собой сложность механической обработки.
Самоупрочнение нержавеющей стали и выбор режущего инструмента
Самоупрочнение – важнейшая характеристика нержавейки, способная вызвать дополнительные трудности при обработке. Чем сильнее упрочняется материал, тем быстрее изнашивается инструмент. При использовании специальных режущих пластинок эта проблема не так ярко выражена: их рабочие кромки острее обычных, а поверхности изнашиваются дольше.
Минимизировать воздействие самоупрочнения можно путём поэтапного снятия слоёв металла. Наиболее эффективный способ – снятие за два подхода по 3 мм стали. Часто специалисты рекомендуют снимать неодинаковые слои в первом и втором подходе.
Как уже было сказано выше, самоупрочнение приводит к быстрому износу резаков. В целях увеличения эксплуатационного ресурса инструментов разрабатываются специальные формы кромок для нержавейки. Используются два типа режущих инструментов:
- резцы с покрытой CVD) алмазом;
- резцы с кромкой, покрытой инструмент с физически охлаждённой кромкой (PVD) алмазом.
Наивысшей износостойкостью отличаются твёрдосплавные резцы с пластинами, покрытыми нитритом бора.
Скорость резания нержавеющей стали устанавливается по такой же методике, что и при обработке обычных конструкционных сплавов. Однако при расчётах необходимо учесть ряд особенностей обработки нержавейки.
Способы оптимизации процесса обработки нержавейки
В производственных условиях применяется ряд методик, позволяющих минимизировать отрицательное влияние характеристик нержавейки на процесс её обработки. Это:
- увеличение скорости вращения шпинделя и уменьшение снимаемого слоя, благодаря чему обработанная поверхность получается более шероховатой;
- использование в качестве смазки кислоты, которая на порядок повышает износоустойчивость резцов;
- введение в зону обработки слабых токов, что позволит управлять процессами электродиффузионного и окислительного износа инструмента;
- воздействие на зону резания ультразвуковых колебаний, что снижает пластические деформации и коэффициент трения.
Воздействовать на структуру и механические характеристики материала можно при помощи специальной термической обработки.
Режущий инструмент для токарной обработки нержавеющей стали

Главным рабочим органом токарных станков является резец, дополнительно могут использоваться сверла, зенкеры, развертки, плашки.
Токарные резцы различают по назначению:
- Проходные – прямые и отогнутые. Используются для получения цилиндрических поверхностей.
- Подрезные – для обработки торцов.
- Расточные – для получения отверстия требуемого диаметра.
- Отрезные – применяются для резки заготовок из нержавеющей стали на мерные части.
- Резьбонарезные – для получения внутренней и наружной резьбы.
- Фасонные – для обработки фасонных поверхностей.

Для работы с коррозионностойкими сталями, а также твердыми металлами типа титана и его сплавов используют не только цельные, но и составные резцы. Одним из материалов, востребованных для изготовления вставок для резцов, является эльбор – искусственная альтернатива алмазу, представляющая собой кристаллы кубического бора. Используют обычно такие резцы на закаленных сталях. Эффект от их применения можно получить только при отсутствии вибраций и биения.
Также при изготовлении режущих пластин для работы по нержавейке применяют твердые сплавы следующих типов:
- «износостойкие» – Т30К4, Т15К6;
- более вязкие, но менее износостойкие, – Т5К7, Т5К10;
- имеющие значительную вязкость и нечувствительность к ударам – ВК8, ВК6А.
Для чистовой и отделочной обработки используют минералокерамику.
Режущий инструмент
Эффект самоупрочнения приводит к быстрому износу резаков. Поэтому разрабатываются специальные формы кромок, переднего угла и особых материалов для резаков по нержавеющей стали.
Существует два вида специализированных режущих инструментов:
- с химически осажденным покрытием режущей кромки (CVD);
- с физически осажденным покрытием (PVD).
Инструменты с химически осажденными покрытиями (CVD) позволяют обрабатывать на токарных станках нержавейку на высоких скоростях, дольше не изнашиваются. Но эти резаки очень тяжело править.
Инструменты с физически осажденными покрытиями (PVD) применяются для аустенитных нержавеек. Они тоньше, чем CVD, с ровной поверхностью и острой режущей частью. Но изнашиваются они быстрее (так как толщина покрытия меньше), работают на меньших скоростях.
Виды резцов
Наивысшую износостойкость показывают резцы с покрытием TiC из твердых сплавов. В процессе производства их цианируют или азотируют. Дорогой и очень эффективный способ укрепления пластин — покрытие нитридом бора кубическим.
Оборудование для работы с коррозионностойкими сталями
К токарным станкам, на которых планируется резать заготовки из нержавейки, предъявляется комплекс требований, таких как:
- повышенная жесткость механизмов, позволяющая воспринимать большие силы резания;
- высокая стойкость к вибрациям системы «станок – режущий инструмент – деталь» при значительных ударных нагрузках;
- запас мощности станка для обеспечения значительной подачи.
Наибольшую точность размеров и минимальную шероховатость обеспечивают станки с ЧПУ, особенно они эффективны при обработке заготовок со сложной поверхностью с криволинейными образующими.
К современным технологическим приемам, применяемым при обработке нержавеющей стали на токарных станках, относится введение в зону реза:
- ультразвуковых колебаний, уменьшающих силу трения;
- слабых токов, позволяющих снизить электродиффузионный и окислительный износ инструмента.
Особенности обработки нержавеющей стали
Упрочнение или наклеп обрабатываемой поверхности, приводящие к увеличению сил резания и снижению стойкости инструмента.
Повышенная температура в зоне резания, обусловленная низким коэффициентом теплопроводности нержавеющей стали, который ухудшает теплоотвод и способствует перегреву режущего инструмента при обработке нержавеющей стали.
Снижение качества чистовой обработки за счет образования нароста на передней поверхности приводящего адгезионному износу режущей хромки.
Выкрашивание режущей кромки вызванная диффузионным износом, происходящим пои высокой температуре в результате взаимодействия однородных элементов обрабатываемой поверхости и режущего инструмента при обработке нержавеющей стали.
ВЫСОКИЕ ТЕХНОЛОГИИ
- Индустрия 4.0
- Мишиностроение
- Автоматизация проектирования
- Управление производством
- Станки
- Разное
- Новости
Главная страница » Токарная обработка нержавеющей стали
Токарная обработка нержавеющей стали
Так как все нержавеющие стали обладают совершенно разной обрабатываемостью в силу разного химического состава, особенно хрома (Cr) и никеля (Ni), то и подходы к их обработке разные.
При обработке аустенитных сталей высокое содержание никеля (Ni) увеличивает прочность и повышает вероятность появление нароста. Также у супераустенитных сталей, где содержание никеля более 20%, для них обрабатываемость максимально низкая, смотрите график в прошлой статье.

ВАЖНО ЗНАТЬ И ПРИМЕНЯТЬ:
1. Выбираем как можно больший радиус при вершине пластины.
2. Обязательно используем СОЖ с точным направлением в зону резания и желательно под давлением, и чем выше давление, тем лучше. Так как обработка нержавейки и особенно аустенитных сталей приводит к выделению большого количества тепла. Это ключевой фактор, негативно влияющий на обработку, тепло не отводится и передается на инструмент.
3. Используем круглые пластины или небольшой главный угол в плане (45 град), чтобы уйти от проточин на пластине, равной глубине резания.
4. Используем острые кромки и/или позитивную геометрию с положительным передним углом, чтобы уменьшить нарост, снизить наклёп, уменьшить образование тепла. Аустенитная сталь особенно хорошо поддается наклёпу и появлению нароста. Есть особо острые серии пластин по нержавеющей стали.
Особенно позитивная геометрия важна при точении тонкостенных деталей, нежестко закрепленных деталей, длинных тонких валов и т.д.
5. Используем только специальные стружколомы и только предназначенные для нержавеющей стали, чтобы уйти от сливной стружки, которая наматывается на резец и выводит пластину из строя. Даже стружколомы общего назначения не берем, они не дают такого результата, как специальные стружколомы по нержавеющей стали.
6. Выбираем глубину резания по возможности превышающую толщину упрочненного слоя.
7. Используем пластины с покрытием для повышения термостойкости и износостойкости. При этом учитываем, что CVD-покрытия более толще и они значительно повышают стойкость инструмента, а также позволяют повысить режимы резания и таким образом производительность. Хотя они не такие острые и трудно поддаются заточке.
PVD-покрытия более тонкие, они обеспечивают острую кромку пластины и гладкость поверхности. Правда есть риск быстрого износа и выхода из строя пластины. Тем не менее PVD-покрытия часто используются для обработки аустенитных сталей.
При отделении нароста, образованного при обработке нержавеющей стали, он может вырвать часть покрытия и частички режущей кромки, и таким образом вывести пластину из строя. Гладкость покрытия снижает возможность нароста. Но покрытие необходимо в том числе и для повышения стойкости от абразивных частиц нержавеющей стали.
8. Берем пластины с высокой температурной стойкостью. Может повторюсь, но отвод тепла очень плохой у нержавеющих сталей особенно аустенитных, и это практически ключевой момент. Т.к. стружка не отводит тепло, и оно передается инструменту, нужно применять СОЖ, но направить СОЖ точно в зону резания не всегда получается, поэтому пластины, хорошо реагирующие на температурный шок, были бы весьма кстати.
9. Берем мелкозернистый твердый сплав с покрытием PVD для финишной обработки нержавеющей стали, чтобы получить высокую точность и низкую шероховатость поверхности. Данный сплав даст высокую прочность и стойкость острой режущей кромки. Данные пластины пойдут даже при прерывистом резании и с термическим шоком. Но всё в соответствии со здравым смыслом и рекомендациями каталога.
10. Также можно присмотреться к кермету с PVD-покрытием для чистовой обработки нержавеющей стали только в хороших условиях. Наблюдается меньшее налипание.
12. Берем отрезное лезвие с внутренними каналами для подвода СОЖ в зону резания, так как узкое место не дает возможность направить наружную подачу СОЖ точно в зону резания, и это здорово сказывается на стойкости отрезной пластины.
13. Есть рекомендация увеличить глубину резания и режимы резания до максимально возможных значений. Идея в том, что больший объем стружки будет поглощать больше тепла даже при учете низкой теплопроводности нержавеющего металла. Это снизит количество проходов, но приведет к наклёпу, плохой шероховатости и необходимы жесткие, мощные станки. Необходимо пробовать – возможно не всегда это возможно.
14. Используем СОЖ с содержанием масла в водомасляной эмульсии не менее 8-9% (обычно 3-4%). Многие даже пробуют олеиновую (жирную) кислоту применять и добиваются отличных результатов.
15. Помним, что инструмент должен противостоять воздействию температур, химическому, адгезионному и абразивному износу. Поэтому выбираем пластину, имеющую геометрию (острую кромку, стружколом и т.д.), сплав и покрытие только по нержавеющей стали и с лучшим сочетанием всех этих составляющих.
16. Можно использовать разную глубину резания для равномерного износа пластин.
17. Иногда стоит провести предварительную термическую обработку нержавеющих заготовок для выравнивания структуры, если это допустимо.
Используя данные меры возможно добиться повышения скорости и подачи токарной обработки нержавеющих сталей и тем самым повысить производительность. Стараемся применить комплексно все эти рекомендации и таким образом повысить не только производительность, но и стойкость инструментов.
При обработке дуплексных нержавеющих сталей необходимо использовать резцы с внутренним подводом СОЖ под высоким давлением – это позволит снизить температуру, дробить стружку и быстро отводить её.
В феритных, мартенситных содержание никеля меньше, а хрома больше, повышение хрома ведет к увеличению прочности и большей абразивности, что ведет к быстрому износу пластин, учитываем этот фактор используем износостойкие покрытия.

Режимы резания токарной обработки нержавеющей стали
При выборе режимов резания стоит опираться на данные каталога конкретно подобранной пластины, но необходимо учитывать желаемую стойкость инструмента. Как правило в каталогах указаны максимальные значения режимов резания, соответствующие максимальной производительности, но также и минимальной стойкости.
Кроме того, режимы сильно зависят от реальных производственных условий, жесткости системы и т.д., поэтому оптимальные режимы необходимо подбирать индивидуально под каждый случай отдельно.
Режимы также отличаются для разной заточки, разной геометрии, поэтому первоисточником является каталог конкретного инструмента. Хотя для примера можно привести следующие варианты режимов резания, в качестве справки.
Токарная обработка нержавеющей стали Москва 
Цены на токарную обработку нержавеющей стали
от 1300 руб. за комплект
Точная оценка возможной стоимости Вашего заказа зависит от материала (сталь или легкие сплавы) и количества единиц в заказе и может отличаться, в зависимости от объема и повторяемости заказа.
Точную сумму можете уточнить нажав на кнопку —
Минимальная стоимость заказа на обработку металла составляет от 5 000 рублей.
Требования к заявке на токарную обработку нержавеющей стали
Для оперативной оценки сроков выполнения и стоимости работ по гибке металла рекомендуем отправить заявку с наиболее полной информацией:
- Наименование компании, контактное лицо, контактный телефон;
- Чертежи в формате dxf, dwg, pdf.;
- Точное название детали, толщину и марку металла, количество изготавливаемых деталей;
- Каждая деталь — это отдельный файл-чертеж с предоставленными размерами (для контроля при изготовлении).




Нержавеющая сталь сейчас активно применяется в различных сферах. Она стала верным помощником при изготовлении деталей, предназначенных для эксплуатации в агрессивных условиях к сильным нагрузкам и работе при перепадах давления. Для того, чтобы металл сохранил все свои свойства в производственном процессе, необходима правильная токарная обработка нержавеющих сталей. И в нашей компании точно знают, как ее осуществить.
Токарная обработка нержавеющих сталей – основные особенности
Поскольку у данного сплава предел растяжимости и показатели твёрдости практически одинаковы, он требует специфического подхода в обработке. Схожи лишь механические значения. При этом микроструктура, способность к упрочнении, коррозийные качества во время обработки различны. И при любом виде обработке эти качества должны быть учтены.
Нержавейка в процессе работ с ней имеет несколько особенностей:
- нужно учесть деформационное упрочнение;
- у рабочего инструмента будет ограничен ресурс;
- обязательно удалять стружку.
Все это непосредственно отражается на качестве готовой детали и ее стоимости. Обработка нержавеющей стали на токарном станке с ЧПУ позволят достичь максимальных эксплуатационных качеств металла при минимальных производственных затратах. Грамотный подбор инструментов и опыт профессиональных специалистов нашей компании позволяют реализовывать задачи любой сложности. Примером может выступить чертеж, эскиз или образец.
Одинаково качественно и максимально быстро осуществляется обработка большого количества изделий или работы с нестандартными деталями. На все виды услуг у нас представлены доступные цены. Изделия перед тем, как попасть к клиенту проходят внимательный контроль качества. Поэтому гарантировано отсутствие брака.
Примеры наших работ















Отзывы
ООО СтройПрогресс
По очень выгодным ценам осуществляется токарная обработка нержавеющей стали. Любой объем делают быстро. Все четко соответствует чертежам. Цены выгодные. Рекомендую.
Токарная обработка стали
Токарная обработка стали — метод обработки, при котором с поверхности заготовки послойно удаляется металл до получения требуемых показателей (шероховатость, форма, размер).
Путем токарной обработки осуществляют:
- нанесение резьбы;
- сверление, растачивание, развертывание, зенкерование отверстий;
- отрезание частей заготовок;
- вытачивание канавок и др.
Современные токарные станки позволяют добиться высокой точности обработки стали. С их помощью выпускают кольца, гайки, втулки, валы, муфты, зубчатые колеса, шкивы и другие детали.
Краткое описание технологии:
- Заготовка устанавливается в шпиндель и вращается вокруг своей оси.
- К заготовке подводится резец для точения, которое выполняется при создании суппортом поперечного усилия.
Токарная обработка нержавеющей стали
Свойства «нержавейки» мало изменяются при повышенных температурах, воздействии агрессивных сред и высоком давлении. По этой причине ее механическая обработка связана с рядом сложностей:
- Деформационное упрочнение. Во время резания легированная сталь упруго деформируется, затем легко поддается обработке, после чего происходит упрочнение. В результате резание можно осуществить при условии повышения усилия. Наиболее заметно упрочняется высоколегированная сталь.
- Неравномерное упрочнение. Сталь упрочняется неравномерно во время точения. Это не критично во время обработки небольших деталей, однако, влияет на качество крупных валов и других габаритных деталей.
- Сложность удаления стружки. Из-за пластичности нержавеющей стали стружка при обработке не обламывается, а завивается в спираль большой длины. Высокая вязкость препятствует простой обработке «нержавейки», так как приводит к накоплению стружки. Для решения проблемы поверхность обрабатывают охлаждающей смазкой и применяют стружколомы.
- Перегрев рабочего инструмента. Из-за низкой теплопроводности в месте обработки существенно повышается температура, что требует охлаждения особыми жидкостями. Если охлаждение неэффективно, рабочий инструмент приходит в негодность из-за образовавшегося наклепа и деформации в результате перегрева. Как правило, нержавеющую сталь обрабатывают на небольших скоростях.
- Быстрое стачивание резаков. «Нержавейка» содержит интерметаллические и карбидные соединения, свойства которых из-за высокой твердости аналогичны свойствам абразива. Во время работы резаки постоянно стачиваются и требуют переточки, поскольку трение во время обработки легированной стали намного больше трения при резании углеродистой.
Особенности удаления стружки
Образование длиной витой стружки — один из наиболее проблемных факторов токарной обработки нержавеющей стали. Эффективное удаление стружки достигается благодаря:
- сложной геометрии стружколома;
- максимальной подаче жидкости для смазки и охлаждения.
Эффективно применение режущих инструментов с внутренней подачей жидкости, которая идет под высоким давлением. Такой прием гарантирует:
- достаточную степень охлаждения режущей пластины возле горячей зоны обработки;
- быстрый отвод стружки от токарного резца, что способствует сохранению его качеств;
- эффективное измельчение стружки, что обеспечивает ее простое и быстрое удаление от места резания.
Оптимизация процесса обработки
Токарную обработку стали можно оптимизировать. Вот несколько способов:
- повышается скорость вращения шпинделя с одновременным уменьшением снимаемого слоя. Благодаря этому обрабатываемая поверхность становится более шероховатой;
- для увеличения износостойкости токарных резцов в качестве смазки применяется кислота;
- чтобы управлять электродиффузионным и окислительным износом инструментов, в область обработки подаются слабые токи;
- чтобы снизить пластические деформации и уменьшить коэффициент трения, на область резания воздействуют ультразвуковыми колебаниями.
Виды резцов для обработки стали
Для токарной обработки нержавеющего сплава применяются резцы, сверла, развертки, зенкеры и плашки. Токарные резцы бывают:
- подрезные. Используются для обработки торцов;
- проходные. Они в свою очередь делятся на прямые и отогнутые. Применяются при получения цилиндрических поверхностей;
- расточные. Необходимы для создания отверстий определенного диаметра;
- отрезные. Используются для резки заготовок на мерные фрагменты;
- резьбонарезные. Необходимы для создания резьбы с внутренней и наружной части детали;
- фасонные. Применяются для обработки фасонных поверхностей.
Резцы бывают цельными и составными. Последние применяются для работы с коррозионностойкими сталями и сплавами высокой твердости. Зачастую вставки для резцов изготавливают из эльбора (кристаллы кубического бора, которые являются искусственной альтернативой алмаза). Резцы со вставками из эльбора обычно используют для работы с закаленными сталями. Но инструмент эффективен только при отсутствии биения и вибрации.
- Быстрый ремонт труб с помощью хомутов без сварки
- Обслуживание холодильного оборудования: как избежать поломок и лишних расходов
- Поверка штангенциркулей: как обеспечить точность измерений и избежать дорогостоящих ошибок
- Промышленная роботизация производства
- Качественная спецодежда: как проходит сертификация