Травление алюминия щелочью
Травление алюминия щелочью
Щелочное травление
Наиболее часто используемым средством для травления алюминия является водный раствор едкого натра с или без добавок. Он используется для общей очистки в тех случаях, когда необходимо произвести удаление оксида, смазки или субповерхностного детрита с большей продолжительностью травления для получения глянцевого или матового покрытия. Это используется при производстве именных табличек или декоративных архитектурных элементов, для глубокой гравировки или химического травления. Данный метод травления является достаточно дешевым, однако он в то же время может стать слишком сложным для исполнения.
Растворы для декоративного травления могут содержать от 4-10% и более едкого натра, рабочая температура будет составлять 40-90ºС, при этом может так же возникнуть необходимость в использовании увлажняющего средства для рассеяния смазки и для получения легкого пенного покрытия, а так же в использовании других добавок. Нормальная рабочая температура для очистки и декоративной обработки составляет 60ºС. На рисунке дана скорость удаления металла при различной концентрации и температуре при 5-минутном травлении 99.5% листового алюминия. Эти кривые применимы для свежеприготовленного раствору, при этом меньшие значения относятся к периоду после погружения алюминия в раствор. Сприндж и Швал опубликовали данные касающиеся скорости травления листового алюминия, имеющего чистоту 99.5% и экструзии 6063 в растворах едкого натра с концентрацией 10, 15, 20% при температуре от 40 до 70ºС. Чатерджи и Томас так же провели подробно исследование травления едким натром экструзии 6063 и листов 5005, 3013.
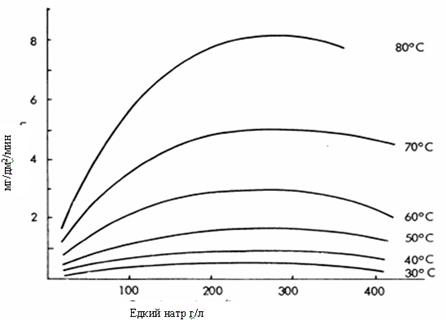
Скорость травления 99.5% алюминия в едком натре.
Алюминий растворяется в едком натре с выделением водорода и формированием составного алюмината, который существует только в щелочном растворе. Происходящая в этом случае реакция может быть записана двумя способами:
Количество свободного едкого натра уменьшается по мере протекания реакции, вместе с этим уменьшается и скорость травления, электрическая проводимость уменьшается, а вязкость растет. Если к ванне вообще не добавляется едкий натр, то реакция протекает очень медленно, однако, в конечном счете, чистый или коричневатый раствор приобретает молочно-белую окраску, начиная с этого момента скорость травления снова начинает возрастать, и растет до значения, немного меньшего, чем начальная скорость травления. Наблюдаемую на этой стадии реакция можно записать следующим образом:

Формируемый гидрат окиси алюминия или Гибсайт имеет форму суспензии, при этом в ходе реакции так же происходит выделение едкого натра, столь необходимого для продолжения травления.
Ионная структура алюмината в растворах, имеющих высокий уровень рН является достаточно сложных вопросом, к счастью оператора эта проблема фактически не касается. Муленар, Эванс и МакКивер провели исследование инфракрасного спектра и спектра комбинационного рассеяния для растворов алюмината натрия в воде и оксиде дейтерия (тяжелая вода), так же они изучали спектр ядерного резонанса для Na и Al. Для концентрации алюминия ниже 1.5М они вывели 4 вибрационные зоны, две из которых были инфракрасно активными при 950 и 725 см-1, а так же 3 зоны комбинационного рассеяния, активные при 725, 625 и 325 см-1. Для алюминия так же существовала тонкая резонансная линия. Все эти факты достаточно легко соотнести с существованием тетраэдрального Al(OH)4-, который является основным носителем алюминия в растворе.
При превышении концентрации алюминия 1.5М, новая вибрационная зона появляется при 900 см-1 для инфракрасной зоны и зоны комбинационного рассеяния при 705 и 540 см-1, в то время как зона ядерного резонанса для алюминия будет значительно расширена без смены положения. Все эти наблюдения можно объяснить с точки зрения конденсации Al(OH)4-, с увеличением концентрации и формированием Al2O(OH)62-, причем в растворах 6М алюмината натрия эти две формы сосуществуют параллельно. Было установлено, что раствор едкого натра при его непрерывном использовании будет поглощать алюминий до тех пор, пока объем свободного едкого натра не сократиться до приблизительно одной четверти от оригинального объема, после чего будет продолжаться травление свободным едким натром, колеблющимся приблизительно на том же уровне с амплитудой, которая зависит от температуры, интенсивности использования и периода паузы. Гидрат в этом случае медленно осядет или кристаллизуется на дне и по бокам резервуара с формированием очень твердого гидрата, который очень трудно поддается удалению, при этом он, к сожалению, стремится осесть на поверхности нагревательных катушек. Здесь мы наблюдаем третью реакцию, т.е. реакцию дегидрирования гидроксида алюминия с формированием окиси алюминия:

Природа данной трансформации показана на рис. 4-10, где различное количество алюминия растворяются в 5% (вес) растворе едкого натра, а измерения проводятся на свободном едком натре сразу после каждого его добавления, а так же по прошествии трех недель. Вплоть до 15 г/л алюминия остается полностью в растворе без изменений количества свободного едкого натра, однако как только начинается осаждение окиси алюминия, которое происходит незадолго до появления свободно различимого осадка, свободный едкий натр восстанавливается до 4%, т.е. до 80% его начального значения. При продолжительном использовании это значения для подобного раствора может колебаться в диапазоне от 1 до 1.5%, иногда возрастая до 2.5%, в случае простоя, длящегося несколько часов. Подобное же соотношение соответствует и для более высокой концентрации едкого натра, причем эти значения фактически не зависят от температуры.
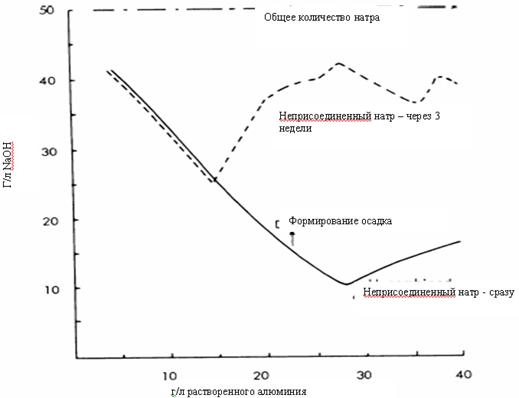
Влияние растворенного алюминия на свободный едкий натр.
Другим важным влиянием алюминия является то, что при увеличении содержания алюминия скорость травления падает, причем достаточно явно, это отражено на рисунке. На практике это означает, что при необходимости поддержания постоянной скорости травления, необходимо увеличивать содержание свободного едкого натра по мере увеличения количества алюминия в ванне.
Итоговая реакция в таком случае будет происходить между алюминием и водой с выделением водорода и алюминия. В теории травление может таким образом продолжаться бесконечно, при этом потери едкого натра будут происходить только в результате уноса. Данный метод работы с травильным резервуаром действительно применим на практике, однако надо помнить о необходимости периодического удаления твердого осадка гидрата. Согласно существующему на настоящий момент опыту при работе в подобном режиме срок службы резервуара может составлять до 2-х лет. Фильтрация растворов едкого натра оказалась не столь успешной, из-за того, что очень мелкий осадок имеет тенденцию очень быстро забивать фильтр, однако в остальном никаких проблем, связанных с применением данной методики, выявлено не было.
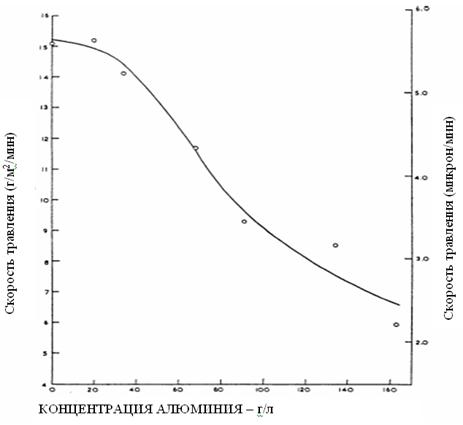
Скорость травления в гидроксиде натрия 50 г/л, нитрате натрия 40 г/л при 60ºС в зависимости от концентрации алюминия.
Химический контроль раствора, применяемый перед выпадением осадка или в стабильном состоянии после выпадения осадка включает в себя определение общего количества натра и свободного едкого натра. Содержание последнего может быть вычислено с достаточной точностью для практического применения путем титрования с соляной кислотой, которое производится до тех пор, пока фенолфтолеиновый индикатор не теряет свою окраску. В качестве альтернативы можно так же предложить потенциометрическое титрование. Для восполнения потерь в результате уноса достаточно лишь поддерживать общее содержание едкого натра на фиксированном уровне, так как контролировать колебания свободного едкого натра в растворе не представляется возможным. Для точного определения, при котором в расчет так же принимаются карбонат и растворенный алюминий, применяется более сложный метод расчета, который приводится в таблице.
Одной из наиболее часто встречающихся проблем, касающихся травления с помощью едкого натра, является тенденция вызвать питтинг или «сжигание» части или всей детали, которое сопровождается увеличением скорости травления до 300%. Это обычно происходит в сильно загруженных растворах, которые используются настолько интенсивно, что не имеют возможности восстановления. В этом случае гидрат кристаллизуется на детали, что приводит к увеличению интенсивности локального травления, увеличению температуры и воздействию на границы зерен, которое обладает свойствами кислотного травления. Иногда достаточно тяжело избежать питтинга в растворах этого типа при попытке удаления анодной пленки. Если это происходит, то необходимо понизить температуру.
Таким образом, можно видеть, что, несмотря на кажущуюся простоту процесса травления, на практике может наблюдаться много конкурирующих реакций, которые необходимо осознавать для получения хорошего результата. Основными факторами, ответственными за травление, являются содержание в растворе свободного едкого натра, наличие и количество добавок в ванне, температура раствора, а так же содержание алюминия в растворе. Влияние состава раствора уже обсуждалось ранее, однако температура раствора оказывает сильное влияние на скорость травления. Обычно данный фактор легко поддается контролю, однако на практике из-за экзотермической природы данной реакции часто возникает необходимость в охлаждении травильных ванн, особенно когда они находятся в непрерывном использовании. Большинство травильных ванн используются при температуре от 55 до 65ºС, так как при более высоких температурах может наблюдаться загрязнение в результате травления при переносе, особенно это касается листовых материалов.
Травление алюминия
Алюминий, пожалуй, самый распространенный в быту металл. Практически в каждом доме есть множество мелких предметов из алюминия, сюда можно отнести разного рода брелоки, подарочные имитации ножей, металлические покрытия флэшек и т. д. – список можно продолжать практически бесконечно.

Вполне естественно желание любого мужчины сделать свои мелкие принадлежности уникальными. Для металлических предметов идея усовершенствования приходит сама собой: нанести гравировку. Чтобы загравировать изделия можно использовать лазерный гравер. Однако, для алюминия этот способ не подходит.
Температура плавления металла составляет 600 градусов Цельсия. Для гравировки металла с такой температурой плавления гравер найти сложно, но можно. Но приходится учитывать оксидную пленку, которая покрывает поверхность металла при соприкосновении с кислородом. А температура плавления уже этой пленки составляет порядка 2000 градусов Цельсия. Это значит, что наиболее распространенный способ нанесения гравировок и надписей, термический, не подходит. Именно в подобных ситуациях стоит вспомнить о другом способе: травлении. Отметим, что травление может быть как художественным (для создания рисунков и гравировок на поверхности металла), так и техническим, с целью очистить поверхность металла от оксидной пленки, сделать металл пригодным к дальнейшей обработке.

Травление алюминия можно осуществлять двумя способами:
- Электролитический способ.
- Химический способ.
Каждый из методов, а так же их воплощение в домашних условиях разберем во всех подробностях.
Описание процесса
Смысл реакции протравки алюминия в том, чтобы снять тонкий слой металла с поверхности. В промышленности таким образом избавляются от трещин, сколов, царапин и оксидной пленки на поверхности. Процедура помогает подготовить металл к дальнейшей обработке.
Если речь идет о химическом травлении, то алюминий растворяется кислотой или восстанавливается в щелочь. Время выдержки металла зависит от раствора и всегда строго нормировано. Если не соблюсти время реакции, то раствор снимет слишком большое количество металла. В рамках промышленной отрасли потери в несколько грамм на реакцию способны перерасти в общие потери в размерах десятков и сотен тонн.
Если речь идет о художественной травке, то для неё чаще используется электролитический способ, который подразумевает восстановление алюминия в растворе электролита. Для того, чтобы создать на поверхности металл надпись, его сначала покрывают защитным составом или пленкой. Обязательным условием является плотное прилегание пленки к поверхности металла Следующим шагом на пленке или составе выполняют отверстие в форме будущей гравировки. В результате электрохимической реакции раствор собирает металл исключительно с будущей надписи. Время реакции для художественной травки алюминия так же ограниченно, слишком глубокая гравировка может порезать пальцы.
Как в условиях домашнего творчества, так и в промышленности обязательно использование защитных средств. Если речь идет о химическом процессе, то обязательны следующие средства индивидуальной защиты:
- Толстые резиновые перчатки.
- Респиратор с защитной планкой для глаз.
- Фартук.
Так же стоит помнить, что ванночки под кислоту изготавливают из дерева или бетона, служба одной ванночки не превышает 2 лет вне зависимости от активности использования.
Раствор для травления алюминия
Травку химическим путем может осуществляться в следующих растворах:
- Хлорное железо. Травление алюминия в хлорном железе подразумевает активный процесс выделения металла в кислоту и его осаждение в месте травления. Это значит, что место гравировки придется постоянно чистить, чтобы освободить его для дальнейшей реакции. Поэтому в промышленных условиях хлоридное железо для травления используется очень редко. Но для домашних условий раствор вполне подходит. Травление стоит производить из условий 0,1 мм в минуту. Достаточно эстетично смотрятся гравюры глубиной 0,5 мм, залитые краской.
- Каустическая сода. Травление алюминия каустической содой подразумевает использование бытовой химии. Наиболее подходящим является сухая вариация средства против канализационных засоров «Крот». Стандартный пакет средства заливается граненные стаканом теплой воды и производится травление. Для красивой гравюры или отчистки поверхности металла хватит 3-4 минут реакции. Обратите внимание, что реакция происходит с выделением вредного газа, поэтому должно проводиться в хорошо проветриваемом помещении. Оптимальная температура раствора 70-80 градусов.
- Ортофосфорная кислота. Травление алюминия ортофосфорной кислотой подразумевает использование 10-20 % ортофосфорной кислоты. Для реакциии раствор подогревают до 40-50 градусов. В зависимости от изначального состояния металла на реакцию требуется от 40 секунд до 2- 3 минут. Использование щелочей, ортофосфорной и соляной кислоты недопустимо в электротехнике. Если в будущем планируется использовать алюминиевую деталь для использования в электродеталях или самодельных радиосборках лучше использовать другую смесь для травления.
- Азотной. Травление азотной кислотой непригодно для использования в художественной гравировке. Используется азотная кислота, как правило, после щелочи или для подготовки поверхности перед покраской. В результате травления металла в щелочи на поверхности образуется темный слой металлического шлама, который образуется в результате восстановления металла в объем щелочного раствора. Для того, чтобы придать изделию эстетичный вид используется 15-20% раствор азотной кислоты. Оптимально травление при комнатной температуре раствора. На всю реакцию достаточно 2-5 минут.
Как говорилось ранее, на поверхности алюминия образуется оксидная пленка. Большая часть химических растворов используется для так называемого осветления поверхности металла. Иначе говоря, чтобы убрать шлам от прошлых манипуляций или подготовить металл к будущей обработке.
Для домашнего травления можно использовать кислоты. Но для художественной гравировки лучше использовать электролитический способ. Так же, при использовании кислот стоит учитывать требования к проветриванию помещения.
Травление в домашних условиях
Травление в домашних условиях вполне посильная задача. Наиболее результативным будет использование электрохимической реакции для создания гравировки. В процессе выполнения потребуется:
- Источник тока, 9-12 В. Источник тока в обязательном порядке должен иметь контакты с клеммами.
- Раствор соли.
- Гвоздь.
- Пленку для защиты поверхности. Подойдет обычный скотч или бесцветный лак в качестве защитного состава.
- Инструмент для нанесения изображения на пленку. Может подойти металлический резак, но для создания красивой, симметричной гравировки с ровными линиями лучше использовать лазерный гравер. Мощность гравера должна быть достаточной для того, чтобы прорезать пленку.
- Посуда из диэлектрика. Отлично подойдет обрезанная емкость от пластиковой бутылки.
- Ацетон и ватные тампоны или ветошь.
Внимание! Для защиты организма стоит использовать резиновые перчатки.
Для того, чтобы приготовить раствор поваренной соли, нужно растворить в литре воды 4 столовые ложки соли. Особого влияния на домашнее травление температура не оказывает. Для достижения эффекта можно использовать как немного нагретый раствор, так и остывшую емкость комнатной температуры.
- В первую очередь нужно приготовить раствор способом, описанным выше.
- Второе действие: очистка поверхности изделия. Его нужно протереть ацетоном, промыть горячей водой и просушить.
- На поверхность металла нужно нанести защитный состав или пленку.
- С помощью гравера вырезать планируемую гравировку. Обратите внимание, что рисунок может быть как выпуклым, так и впалым. Секрет в том, что для выпуклого рисунка, гравером нужно обрезать защитный состав везде, кроме места предполагаемых линий. Тогда в результате электролиза алюминий снимается с поверхности вокруг предполагаемой гравировки, а сама гравюра остается нетронутой. В случае, если будет вырезан именно рисунок, то его и снимет электрохимическая реакция.
- Клемму со знаком «минус» нужно присоединить к гвоздю. Гвоздь стоит обернуть в ветошь или картон для дополнительной защиты.
- На руки надеть резиновые перчатки.
- Опустить в раствор подвешенный на нитках или леске предмет.
- Засечь на таймере 5 минут и опустить в раствор клемму и гвоздь.
- Через пять минут достать предмет. Просушить его и отчистить от остатков лака или пленки ацетоном.
- Гравюра готова.

Использовать достижения современной промышленности для травления металлов можно и нужно. Это может стать предметом хобби или дополнительного заработка. Но стоит всегда помнить о мерах безопасности. В конкретном приведенном примере электрохимической реакции это резиновые перчатки и ветошь на гвоздь перед тем, как опустить его в раствор.
Травление алюминия в домашних условиях
Травление алюминия (изделий из данного металла) осуществляется для того, чтобы очистить его поверхность от верхнего, ненужного слоя либо от ржавчины. Также еще существует такая его разновидность — художественное травление, когда необходимо выгравировать рисунок на поверхности детали из металла.

Виды травления
Травление металлов вообще и алюминия в частности бывает двух основных видов: химическое и гальваническое. Последним методом осуществляют как раз художественное.
При химическом: изделие кладется в емкость, в которую предварительно налит раствор соляной или серной кислоты. Таким же способом осуществляется травление алюминиевой заготовки щелочью, например едким натром.

А гальваническое (иначе — электролитическое или электрохимическое) происходит благодаря электрической батарее. Сам процесс осуществляется в специальной ванне, где есть анод и катод.
Далее будет рассмотрен каждый из способов травления алюминия более подробно. Также выясним, какой метод наиболее безопасный в домашних условиях.
Травление алюминия кислотой
Ввиду того, что в данном процессе применяются очень сильные кислоты, то прежде всего необходимо соблюдать повышенные меры предосторожности при работе с ними. Оператор должен надевать перчатки, маску, фартук. Важно, чтобы помещение, где происходит сам процесс, хорошо проветривалось. Не имея определенных навыков и без определенных средств защиты работать с кислотами не рекомендуется.
Как уже отмечалось выше, изделие из алюминия помещается в емкость с кислотой. Наиболее часто при химическом травлении алюминия кислотой применяют следующие реагенты: соляная или серная кислоты. При взаимодействии их с металлом выделяется водород. Внешне это выглядит следующим образом: поверхность изделия покрывается мелкими пузырями. Но, в принципе, это можно предотвратить, если заранее добавить в емкость специальный ингредиент. Таким образом металл будет защищен от пузырьков тончайшей пленкой.

Очень важный момент: все операции по травлению изделия из алюминия кислотой необходимо выполнять интенсивно, чтобы сама поверхность металла осталась целостной.
Описываемый способ рекомендуется проводить в емкостях из дерева или бетона. При этом внутренняя поверхность ее должна быть облицована кислотоупорной плиткой, чтобы не разъедались стенки емкости.
Такой метод применяется на практике не очень часто.
Травление алюминия щелочью
Чаще всего при данном способе применяется водный раствор едкого натра (возможен вариант с добавками или без них).
А используется он для того, чтобы очистить поверхность алюминиевого изделия от оксида или ненужной смазки и получить более гладкую (матовую или глянцевую) поверхность.

Для чего вообще необходимо так тщательно очищать? Для того, чтобы готовое изделие (например, декоративные архитектурные элементы, таблички) имело идеальную поверхность. А также данный способ применяется для глубокой гравировки.
Метод травления щелочью алюминия, с одной стороны, является достаточно недорогим, но он очень трудоемкий.
Особенности этого способа
Применяемые растворы содержат от четырех до десяти процентов натра. Температура при травлении щелочью составляет примерно 40-90 градусов по Цельсию.
При необходимости, чтобы получить легкое пенистое покрытие на заготовке, применяется увлажняющее средство или специальная добавка.
Средняя температура в разгаре процесса – шестьдесят градусов. Именно при таких тепловых показателях происходит качественная очистка поверхности.

Оптимальные показатели чистоты алюминия — 99.5%, а концентрация раствора едкого натра — 10, 15, или 20% .
Таким образом, во время реакции алюминий растворяется в едком натре, при этом выделяется водород. В результате формируется составной алюминат, и существует он только в растворе щелочи.
Дальнейшие процессы, происходящие при травлении щелочью
Во время данного процесса постепенно количество едкого натра становится меньше. И таким образом уменьшается и скорость самого протекания процесса, но повышается вязкость.
При условии, что в емкость совсем не добавлялось едкого натра, реакция может очень сильно замедлиться. Но в итоге коричневатый или чистый раствор для травления алюминия становится белым.
И с этого момента скорость процесса повышается.
В результате реакции в осадок выпадает гидрат окиси алюминия, который выглядит как суспензия. А также выделяется едкий натр, который также необходим, чтобы процесс травления продолжался.
Результаты при рассматриваемом способе
Экспериментально зафиксировано, что раствор едкого натра при интенсивном его применении в процессе травления начинает «поглощать» алюминий. И происходит это до тех пор, пока количество едкого натра не уменьшится до одной четвертой части от изначального объема. А уже после этого процесс продолжится свободным едким натром, колеблющимся в своем количестве. А это, в свою очередь, зависит от температуры, частоты использования и интенсивности остановок (пауз).
В этом случае гидрат медленно опустится в осадок или образует кристаллики на дне и/или по бокам емкости. Полученный гидрат будет достаточно плотным, и удалить его будет непросто. Иногда он так и норовит осесть прямо на поверхности нагревательных катушек.

Есть еще один важный момент, который касается содержания алюминия. Во время травления изделий из данного металла в едком натре необходимо четко соблюдать соотношение количества алюминия и натра. Потому что чем больше будет алюминия, тем медленнее будет происходить сам процесс. С точки зрения практики становится понятным, что необходимо постоянно увеличивать количество едкого натра по мере увеличения количества алюминия в емкости.
Таким образом, процесс травления алюминия щелочью можно продолжать постоянно. А потери едкого натра будут происходить только из-за уноса его с паром.
Этот метод реально применим с точки зрения практики. Но есть несколько нюансов, о которых не стоит забывать: время от времени удалять затвердевший осадок гидрата; чистить фильтр; помнить, что емкость, в которой осуществляется процесс, при постоянном ее использовании может служить не более двух лет.
А в остальном каких-либо осложнений касательно применения данного способа не было выявлено.
Итого, после химического травления алюминиевой заготовки необходимо ее поверхность тщательно промыть, нейтрализовать и осветлить с помощью 15-20%-го раствора азотной кислоты. Этот процесс называется декапированием.
Гальванический метод
Второй способ травления – гальванический. Он более простой и по времени происходит намного быстрее. А в результате получается очень качественная поверхность изделия, четкие контуры рисунка (при художественном способе, как разновидности гальванического).
Особенность данного метода заключается в том, что в нем применяют источник электрической энергии (4-5 В).
Также понадобится ванна такого размера, чтобы в нее поместилось изделие из алюминия. Материал, из которого изготовлена ванна, должен быть диэлектриком. Состав ванны для травления алюминия – это раствор медного купороса и поваренной соли.
Перед началом процесса заготовку необходимо очистить, а также обезжирить. Далее припаять оловом к изделию медную проволоку и опустить ее в раствор едкого натра, а потом – в раствор серной кислоты. Через 2 минуты достать и промыть под потоком горячей воды. Запрещено в этот момент изделие трогать руками.
Если некоторые участки заготовки травить не нужно, на них наносится мастика. После этого можно начинать сам процесс.
В данном методе применяются две так называемые опоры, которые необходимо присоединить к аноду (положительный заряд) и катоду (отрицательный) источника электроэнергии. Важно, чтобы эти опоры располагались поперек ванны. На опору с анодом крепится заготовка из алюминия, а на вторую – заготовка из другого металла.
Все это опускается в ванну и выдерживается определенное количество времени. После этого промывается скипидаром и дообрабатывается шлифованием и полированием.
Художественное травление
Этот вид гальванического метода достаточно популярен в настоящее время. С его помощью можно делать авторские рисунки, гравировку, художественные оттиски, орнаменты на любой заготовке из металла.

И в результате получается очень четкий, красивый рисунок. Так сказать, авторская работа, которую можно оставить себе или подарить.
Сам оригинал изображения можно нарисовать самостоятельно или распечатать (с помощью лазерного принтера) на бумаге. Далее на поверхность наклеить скотч и смыть бумагу горячей водой. По итогу изображение должно остаться на скотче. Оставить высохнуть. А тем временем необходимо подготовить поверхность металла, на которую будет наноситься рисунок – обезжирить ее спиртом.
Затем приклеить скотч с рисунком на поверхность заготовки, при этом выпуская из-под него пузыри воздуха. Снимается раскаленным шилом лишний клей и все ненужное, кроме самого изображения.
Травление осуществляется тем способом, который уже описан выше – гальваническим.
Внимание: при этом процессе есть вероятность выделения вредных газов, поэтому людям лучше выйти из помещения.
Таким образом, травление алюминия в домашних условиях вполне осуществимо. Только обязательно необходимо выполнять все важнейшие меры предосторожности!
Травление поверхности. Часть 2.
Травление цветных металлов.
Травление цветных металлов может проводиться как для окончательной отделки поверхности с последующим пассивированием (см. «Декоративные покрытия»), так и для подготовки к нанесению гальванических покрытий.
Медь и ее сплавы.
Травление меди и ее сплавов проводят в растворах на основе серной, азотной, соляной или фосфорной кислот, в зависимости от способа изготовления изделия. Окалина большой толщины, образовавшаяся при прокатке или термообработки, хорошо поддается травлению концентрированной серной кислотой, при этом не подтравливается металл. Присутствие в растворе травления даже небольшого количества раствора нитратов или хроматов ускоряет процесс травления самого металла.
Поэтому травление деталей из медных сплавов осуществляют в две стадии: сначала удаляют окалину в растворе серной кислоты (200 – 250 г/л) при температуре 50 – 80 0 С, а затем проводят травление в растворе из смеси серной и азотной кислот с добавкой хлоридов, сод. г/л:
Серная кислота 500 – 550
Азотная кислота 650 – 750
Натрий хлористый 5 – 10
Раствор предназначается для травления деталей из меди и латуни.
Более подробно процесс травления различных металлов представлен в нашем обучающем курсе.
Снятие термической окалины с бронзовых сплавов типа БрОФ, БрБ, можно вести при температуре 135 – 145 0 С травлением в растворе, содержащем 450 – 600 г/л едкого натра и 100 – 200 г/л азотнокислого натрия с последующей обработкой в течение 0,5 – 1 мин. в концентрированной соляной кислоте.
Предварительное травление термообработанной бериллиевой бронзы можно проводить в растворе серной кислоты (80 – 100 г/л) с добавлением в раствор бифторида аммония (30 – 50 г/л) при температуре 40 – 50 0 С.
Алюминий и его сплавы.
Травление алюминия и его сплавов ведут в растворе (5 – 10% ) едкой щелочи при температуре 20 – 40 0 С, в который для уменьшения выделения газов, образующихся при травлении, добавляют раствор 0,5 г/л сульфанола НП-3, а для предотвращения образования плотного осадка аллюминатов, добавляют в раствор 2,5 – 3,5 г/л глюконата натрия.
Обработку литейных сплавов проводят травлением в растворе азотной кислоты (650 г/л) и плавиковой (120 – 140 г/л) при комнатной температуре.
Травление деталей, имеющих точечную сварку, осуществляют в растворе фосфорной кислоты (80 – 100 г/л) с кремнефтористоводородным калием (4 – 6 г/л).
Осветление поверхности деталей после травления проводят в растворе азотной кислоты (300 — 400 г/л) или в смеси растворов азотной и плавиковой кислот.
Титан, молибден, никель.
Термическую окалину с поверхности титановых сплавов удаляют травлением последовательно в два этапа: разрыхление – в щелочном расплаве едкого натра с азотнокислым натрием при температуре 300 – 320 0 С и травление при комнатной температуре в растворе, сод. (г/л):
Серную кислоту 80 – 100
Азотную кислоту 130 – 140
Плавиковую кислоту 40 – 60,
при комнатной температуре.
Для снятия травильного шлама используют раствор кислот азотной (100 – 200 г/л) и плавиковой (10 – 30 г/л).
Особенно большое значение операция травления в растворах приобретает при осаждении на титан гальванических покрытий, так как при этом требуется удалить с поверхности путем травления в растворе тонкие окисные пленки, препятствующие прочному сцеплению с основой.
Окислы с поверхности молибдена можно удалить травлением в растворе , содержащем 10 г/л едкого натрия и 250 мл/л перекиси водорода (30%-ный раствор) при 40 – 50 0 С .
Изделия из никеля и его сплавов обрабатывают травлением в растворе серной кислоты (20%-ном) с добавкой хромового ангидрида при температуре 60 – 80 0 С.
Точную очистку поверхности никеля, вольфрама, ковара проводят травлением в растворе из смеси муравьиной кислоты, перекиси водорода и воды в об.% : 10, 45, 45.

Ванны травления и активации поверхности металлов
Активирование поверхности.
Активирование поверхности проводится с целью удаления тонких окисных пленок, ухудшающих сцепление покрытия с основой, непосредственно перед нанесением покрытия, поэтому растворы травления выбираются в зависимости от состава раствора электролита на последующей операции.
Активирование поверхности стальных деталей перед никелевым или цинковым покрытием проводят травлением в растворе (5 – 10 %) серной или соляной кислоты в течение 0,1 – 1,0 мин.
Активацию поверхности деталей из меди и медных сплавов перед осаждением сплава олово-висмут проводят травлением в растворе только серной кислоты, во избежание попадания в электролит хлор – ионов.
Активацию серебряных покрытий перед родированием или палладированием также проводят травлением в растворе серной кислоты (0,5 – 1,0%).
Последней операцией перед осаждением гальванического покрытия после травления является промывка деталей. От чистоты промывки зависит качество осаждаемого покрытия. Во избежание брака используйте для отмывки от растворов травления струйную промывку, каскадную или диффузионную. Это позволит снизить расход воды и повысить качество покрытий.
Следует помнить, что при травлении металлов в растворе образуются вредные вещества, поэтому необходимо применять необходимые меры безопастности (см. «Безопасная гальваника»).
Обезжиривание, травление и активирование алюминия и сплавов
Обезжиривание
Процесс обезжиривания поверхности металлических деталей проводят, как правило, когда эти детали только что обработаны (отшлифованы или отполированы) и на их поверхности нет ржавчины, окалины и других посторонних продуктов.
С помощью обезжиривания с поверхности деталей удаляют масляные и жировые пленки. Для этого применяют водные растворы некоторых химреактивов, хотя для этого можно использовать и органические растворители.
| Компоненты | Составы для обезжиривания алюминия и сплавов | ||
|---|---|---|---|
| №1 | №2 | №3 | |
| Кальцинированная сода, г/л | 5-10 | 50-60 | 20-25 |
| Тринатрийфосфат, г/л | 5-10 | 50-60 | 20-25 |
| Эмульгатор ОП-7 (ОП-10), г/л | 15-20 | — | 5-7 |
| Жидкое стекло, г/л | 25-50 | 20-30 | — |
| Температура | 50-60 | 50-60 | 70-80 |
| Время обработки | 3-5 | 3-5 | 10-20 |
Травление
Травление (как подготовительная операция) позволяет удалить с металлических деталей прочно сцепленные с их поверхностью загрязнения (ржавчину, окалину и другие продукты коррозии).
Основная цель травления — снятие продуктов коррозии; при этом основной металл не должен травиться. Чтобы предотвратить травление металла, в растворы вводят специальные добавки. Хорошие результаты дает применение небольших количеств гексаметилентетрамина (уротропина).
| Составы для травления алюминия и его сплавов (г/л) | ||||
|---|---|---|---|---|
| Компоненты | №1 | №2 | №3 | № 4 |
| Азотная кислота 1,4 г/см | — | 35…40 | — | — |
| хлористый натрий | — | — | — | 30 |
| Едкий натр | 50…100 | — | 25…35 | 150 |
| кальцинированная сода | — | — | 20…30 | — |
| Температура, С | 40…60 | 18…25 | 40…60 | 60 |
| Время обработки, сек | 5… 10 | 3…5 | 0,5…2,0 | 15…20 |
Декапирование (активирование)
Активирование — удаление с поверхности деталей тончайших слоев окислов, которые образуются при промывках и в промежутках между операциями. При активировании происходит легкое протравливание верхнего слоя металла, что обеспечивает прочное сцепление наносимого покрытия с основным металлом. Активирование производится непосредственно перед нанесением гальванических покрытий.
| Состав для декапирования алюминия и его сплавов | |
|---|---|
| Компоненты | №1 |
| Азотная кислота | 10-15%-ный раствор |
| Температура, С | 20 |
| Время обработки, сек | 5. 15 |
ВАРИАНТ 2
Химическая подготовка изделий перед получением оксидных покрытий включает операции обезжиривания, травления, осветления металла. В зависимости от природы и степени загрязнения поверхности используют органические растворители или водные растворы.
При выборе состава водных обезжиривающих растворов для уменьшения их агрессивного действия на металл снижают содержание едкой щелочи, по сравнению с принятой для обезжиривания черных металлов, иногда увеличивают при этом концентрацию в растворе углекислого натрия. Улучшению качества и ускорению процесса обезжиривания способствует введение добавок ПАВ, в особенности синтанола, а также повышение концентрации фосфатов.
Для обезжиривания изделий из алюминия и его сплавов можно использовать растворы следующих составов (г/л):
1) углекислый натрий — 10-20, тринатрийфосфат — 5-50, триполифосфат — 3-5, синтанол ДС-10 — 8-10;
2) углекислый натрий — 15-20, тринатрийфосфат — 25-30, синтанол ДС-10 — 3-4;
3) гидроксид натрия — 10-15, тринатрийфосфат — 50-60, метасиликат натрия — 20-30.
Обезжиривание ведут при температуре 60-80 °С. Растворы 1, 2 используют для обработки полированных, раствор 3 — сильно загрязненных деталей.
Уже в процессе обезжиривания, поскольку он связан с применением щелочных растворов, происходит большее или меньшее травление поверхности металла. Поэтому специальная операция травления включается в технологический процесс не столько для снятия продуктов коррозии, как при травлении черных металлов, сколько для получения определенной фактуры поверхности.
Мелкозернистую серебристую поверхность получают обработкой алюминия в растворе, содержащем 120-150 г/л гидрокснда натрия и 25-35 г/л хлористого натрия, при температуре 60-70 °С.
Для матирования алюминия и его деформируемых сплавов можно пользоваться раствором, содержащим 50-200 г/л смеси, состоящей (массовая доля, %) из 56 нитрата натрия, 44 гидроксида натрия; при температуре 40-60 °С.
Обработка алюминия и его сплавов даже в слабоконцентрированных щелочных растворах сопровождается выделением на их поверхности шлама нерастворимых компонентов — меди, кремния, марганца. Для их удаления проводят операцию осветления. Технический алюминий и его деформируемые сплавы с магнием, марганцем, медью, типов АМг, АМц, Д16, В95 осветляют в 30-50 %-ной азотной кислоте или в растворе, содержащем 100 г/л хромового ангидрида и 5 г/л серной кислоты. Литейные сплавы типа силумина обрабатывают в растворе, содержащем 250-300 г/л азотной кислоты и 8-10 г/л плавиковой кислоты.
Для осветления сплавов АЛ9, АЛЮ после их щелочного травления используют раствор, состоящий из 0,7 л азотной кислоты (1,41), 0,3 л плавиковой кислоты (40 %-ной), 15 г/л хромового ангидрида. Такая подготовка особенно эффективна для изделий, подвергающихся затем химическому оксидированию.
Обрабатываемые изделия загружают в оксидировочную ванну на подвесных приспособлениях из алюминия, дюраля или титана. При повторном использовании с алюминиевых подвесных приспособлений должна быть предварительно удалена оксидная пленка. Для этого их травят в горячем 10 %-ном растворе едкой щелочи. Целесообразно использовать для этой цели также раствор, содержащий 20 г/л хромового ангидрида и 35 мл/л фосфорной кислоты (1,52). Обработку ведут при температуре 90-100°С.
Недоброкачественные оксидные покрытия могут быть удалены с поверхности изделий обработкой их в растворах следующих составов:
1) хромовый ангидрид — 20 г/л, фосфорная кислота (плотность 1,5) — 35 мл/л;
2) азотная кислота (плотность 1,34) — 50-55 мл/л, плавиковая кислота (40%-ная) -4,5 мл/л.
В растворе 1 при температуре 85-100°С для удаления оксидной пленки требуется 10-30 мин, в растворе 2 при комнатной температуре 30-50 мин. Изменения размеров деталей при травлении почти не наблюдается.
Травление пивного алюминия
Смотреть все картинки
Травление различных деталей в домашних условиях из меди уже достаточно хорошо известно моделистам. Но мне всегда не нравилось то, что получаемые таким методом детали чаще всего нужно красить — ведь, например, авиации медь практически не используется.
Насколько интереснее было бы, размышлял я, если бы детали были из белого металла, к тому же — этот метал в буквальном смысле «валяется под ногами».
Много раз я пытался травить из алюминия от пивных банок, но ничего хорошего не выходило. Однако, наконец то, у меня получился результат, который позволяет думать, что не все так безнадежно.. 😉
В качестве материала была разрезана банка «Рэд Булл Кола». Прочитал, что некоторые моделисты предпочитают именно «Рэд Булл» изза того, что фольга у банок с ним более тонкая.
Раствор для травления представлял собой знакомый всем «Крот», который часто применяют для снятия красок с моделей.
Защитный слой представлял собой тонер лазерного принтера, наносимый с помощью утюга с листа подложки от самоклеющейся пленки. Метод это хорошо известен и я не буду его подробно описывать.
Алюминий банки с обеих сторон покрыт защитным слоем. Этот слой я удалил с одной стороны наждачной бумагой.
Почему с одной? Да потому что до этого я удалял с обоих сторон. Но Крота» не зря используют для снятия краски. Он отслоил защитный слой с обратной стороны, который я сделал белой нитрой, и я получил непредсказуемое двухстороннее травление вместо одностороннего

Поэтому я и решил использовать с другой стороны для защиты прозрачный защитный слой, находящийся внутри банки.
На зачищенную поверхность был перенесен утюгом рисунок и пластинка отправилась на травление.
Сначала я травил алюминий хлорным железом, но достичь хороших результатов мне не удавалось. В статье «Химическое фрезерование металлов»по материалам книги » Азбука судомоделизма» я прочел: «Алюминий и его сплавы лучше травить в 10—15 %-ном растворе едкого натра. Следует помнить, что химическое фрезерование происходит очень медленно При нагревании раствора до 60—80° за 20 мин растворится слой металла толщиной всего 1 мм. После травления деталь тщательно промывают водой и полируют.»
Едкий натр в чистом виде вам вряд ли продадут, но «Крот» состоит из едкого натра плюс какие-то присадки. Я использовал сухой «Крот» в пакетике.
Я сделал насыщенный раствор (Залил водой в бутылке так, чтоб порошок растворился не полностью, а остался на дне).
ВНИМАНИЕ! ЕДКИЙ НАТР — ОЧЕНЬ ОПАСНОЕ ВЕЩЕСТВО! МЕРЫ ПРЕДОСТОРОЖНОСТИ НАПИСАНЫ НА ПАКЕТЕ, А Я ХОЧУ ПРЕДУПРЕДИТЬ, ЧТО ПРИ РАСТВОРЕНИИ ОН МОЖЕТ РАСПЛАВИТЬ ДНО ПЛАСТИКОВОЙ БУТЫЛКИ!
Поэтому лучше использовать стеклянную посуду.
После этого наполни баночку из под майонез на одну десятую часть и добавил воды, чтоб получился «10—15 %-ном раствор едкого натра». Баночку я поставил в ведерко из под мороженного, куда налил кипяченой воды, чтоб поддерживать температуру травящего раствора 60-80° С.

Травление происходит с выделением пузырьков газа. По ним можно легко контролировать процесс. Я избегал сильно бурного газообразования, так как в этом случае может отслоиться тонер, да и травление идет, как мне показалось, очень неравномерно.
Если реакция идет сильно быстро, то можно или сильнее разбавить раствор или понизить температуру.

Я не следил за температурой (занимался моделью), периодически подливая горячую воду из под крана, и примерно за пару часов у меня пластинка стала просвечивать насквозь. Рисунок протравился не полностью, но я не стал ждать этого.
На то у меня были такие соображения. Во первых, из-за бокового травления происходит ухудшение границ рисунка. Во-вторых, тонер лег плохо, и травление шло через него, что было заметно по редким пузырькам, образующимся прямо на закрашенных участках.
Достав пластинку я промыл ее в горячем кипятке.



После этого смыл тонер ацетоном,

и обработал наждачной бумагой обратную сторону.
Остается немного подправить края острым лезвием (алюминий прекрасно режется бритвой!).
Конечно, пока до качества травления меди хлорным железом еще далеко, но этот метод тоже может иногда применяться и решил поделится им с вами. 🙂
- Быстрый ремонт труб с помощью хомутов без сварки
- Обслуживание холодильного оборудования: как избежать поломок и лишних расходов
- Поверка штангенциркулей: как обеспечить точность измерений и избежать дорогостоящих ошибок
- Промышленная роботизация производства
- Качественная спецодежда: как проходит сертификация