Винтовая передача своими руками
Винтовая передача своими руками
ШВП для большого самодельного фрезера
Шарико-винтовая передача SFU1605 из Китая: собираем большой ЧПУ фрезер
Обзор на специфический товар: комплекта ШВП типа SFU1605-1000 в качестве элементов передач ЧПУ станка.
В обзоре будет краткая информация о том, что такое ШВП и как ее применять
Собственно говоря, при попытке рассчитать и построить любительский ЧПУ станок (фрезер) своими силами столкнулся с тем, что у нас либо дорогие комплектующие для станков, либо не совсем то, что нужно. А конкретно, была проблема с приобретением ходового винта или ШВП в качестве элементов передачи по осям станка.

Существуют следующие типы передач для ЧПУ:
- ременные применяются вместе с шестернями в основном для лазеров, так как у лазера легкая «головка»
- зубчатые. Это прямозубые или косозубые зубчатые рейки и шестерни для перемещения по ним
- ходовые винты бывают типа Т8 (в основном используются в 3Д принтерах и других малогабаритных станках), типа TRR, например TRR12-3 с POM-гайкой (пластиковой).
- шарико-винтовые передачи — это винт и гайка к нему. В гайке есть специальные подшипники, которые перемещаются по каналу внутри гайки.
Как правило, выбирают с учетом нагруженности (масса передвигаемого портала/оси) и влиянию люфта. В ШВП люфт меньше за счет подшипников, они считаются точнее и предпочтительнее, но при этом достаточно дороги для самоделок.

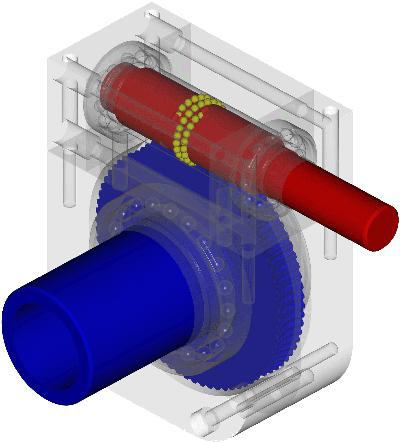
Винтовая передача — механическая передача, преобразующая вращательное движение в поступательное, или наоборот. В общем случае она состоит из винта и гайки…. один из основных типов: шариковинтовая передача качения (ШВП).
Шарико-винтовая передача (далее ШВП) — это более надежный аналог ходового винта, но вместо латунной гайки (или пластиковой как для винтов типа TRR-12-3, как у меня на старом проекте) предназначена специальная гайка с шариками, которые входят в зацепление с винтом ШВП, выбирают весь люфт и одновременно снижают трение. Для самостоятельной сборки станка ЧПУ или 3Д принтера на ШВП потребуется винт ШВП, гайка к нему, муфта крепления к двигателю и подвесные подшипники.

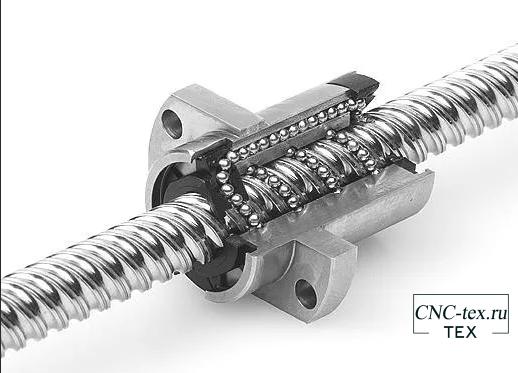
Вот небольшой рендер из интернета. Хорошо видно, как шарики распределены по винту. Аналогично Т8, винт ШВП имеет резьбу в несколько заходов.

Для станка ЧПУ нужно было для оси Y два комплекта ШВП на 1000 мм, и для X оси: 600 мм.
ШВП получил курьерской почтой. Это не дорогой вариант, учитывая вес посылки (около 8 кг).

Упаковка представляет собой длинную узкую коробку, внутри картонной упаковки есть упаковка типа синтетического мешка, очень прочный материал. Аккуратно распаковываем. Внутри всем знакомая bubble-wrap, то есть пупырчатая пленка, которая защищает товар от механических воздействий.

Убираем пленку. В посылке было три комплекта ШВП: винт+гайка, разного размера. Два комплекта предназначены для перемещения портала станка по оси Y, третий короткий комплект для оси X.

Все комплекты завернуты в ингибиторную зеленую пленку, которая препятствует попаданию влаги. Плюс присутствует изрядное количество смазки на поверхности товара.

В этом комплекте я доплачивал за оконцовку одного комплекта на 600 мм (так вышло дешевле). Оконцовку (machined) заказывал отдельно у этого же продавца (у него есть такая услуга в каталоге), стоило по 1 баксу за каждый конец винта. Хороший вариант для тех, кто берет винты в конкретный размер.

Вот что представляет собой «оконцовка». Это обтачивание винта 16.05 мм до диаметра 12 мм для установки в подвесной подшипник, далее резьбовая часть для фиксации винта, затем обтачивание до 10мм для зажимания конца в эластичную муфту двигателя

Посылка дошла в целости и сохранности, курьерская доставка это не почта России. Прикладывал линейку в разных местах, чтобы найти искривление. Не нашел, ШВП ровные. Остальное покажет установка и использование.

Фото резьбовой части винтов

Внешний вид комплектов

И еще. Гайки пришли уже накрученные на винт… Шарики засыпаны внутри, есть смазка. Просите при заказе запасные шарики, хотя бы несколько.

Далее начинаем проверять размеры винтов. Короткий на 600 мм. То есть в эти 600 входит резьбовая часть с обоих сторон. Реальный ход по осям станка получится меньше.
Обратите внимание, что в лоте размер указан для винта ШВП вместе с резьбой и обточенными концами, то есть рабочий ход по ШВП будет меньше, чем ее длина! А конкретно на 65 мм меньше.

Второй и третий винты ШВП на 1000 мм

Диаметры резьбовой части соответственно 1605

посадочные места под подшипники BK12 и BF12 10 и 12 мм соответственно.

И с другой стороны под подшипник. Диаметр самой гайки SFU1605 равен 28 мм.

Если снять с гайки пластиковую заглушку, то можно обслужить ШВП, смазать или поменять шарики. Проверяю, что все в наличии))))

Собственно говоря, можно снять гайку, протереть ее, заново смазать ее, загрузить шарики обратно. Пластиковая крышка крепится потайным винтом под шестигранник 2.5 (его видно вверху).

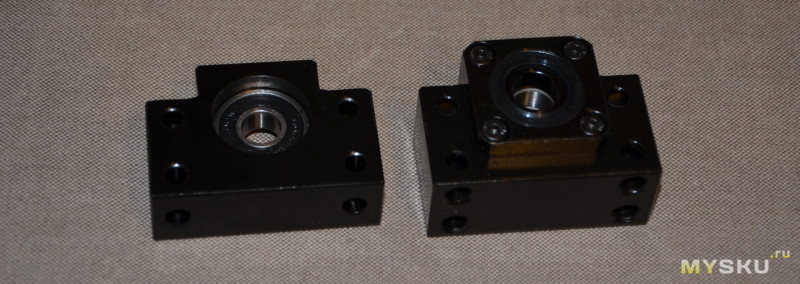
Для установки ШВП в станок потребуются подвесные подшипники типа BK12+BF12 (прямые) или FK12+FF12 (фланцевые), эластичная муфта 6.35*10mm для подключения к двигателю типа NEMA23 с одной стороны (6.35мм) и к концу ШВП с другой (10 мм).
Внешний вид комплекта оси в сборе: подшипники BK12, BF12, стопорное кольцо, гайка для фиксации винта, держатель гайки SFU1605, муфта для двигателя и сам винт с гайкой.

Размеры ШВП для тех, кто собирается приобрести или проектирует механику станка

И отдельно для SFU1605

Внешний вид гайки SFU1605

Внешний вид подшипников BK12+BF12 (слева) и подшипников с фланцем FK12+FF12 (справа). Отличаются способом установки на раму.


Гайка ШВП крепится через специальный корпус-переходник. Держатель для гайки SFU1605, алюминиевый

Для монтажа на одну ось (у меня по две на ось для Y стоит) потребуется:
- 1 x винт SFU1605-1000mm;
- 1 x подшипник BK12;
- 1 х подшипник BF12;
- 1 x муфта двигателя 6.35x10mm
- 1 x стопорное кольцо
- 1 x гайка.
В сборе это выглядит следующим образом:

Через отверстия на подшипнике крепим на профиль/раму станка. Для подшипников FK12/FF12 все аналогично, только крепить из надо фланцем к отверстию под ШВП. Смысл не меняется.
Теперь немного видео, поясняющего принцип работы ШВП. Обратите внимание на перемещение шариков (по встроенному каналу внутри гайки).
А вот так происходит накатка резьбы на винты ШВП
Обработка концов винта ШВП (то, что я называл «machined»). У нас за такую операцию просят 600….1000р, в Китае $1.
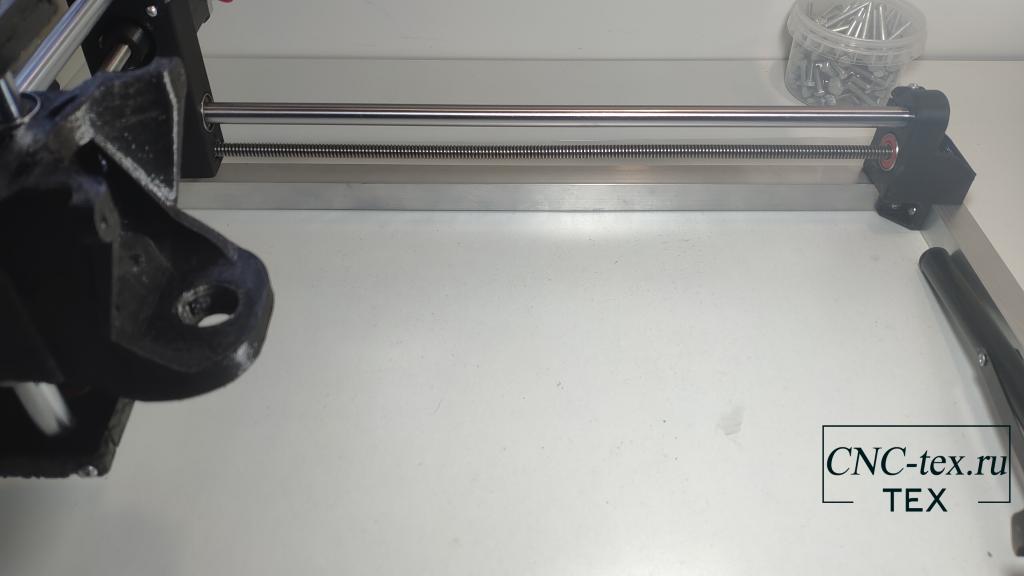
Следующие фотографии дают общее представление о использовании ШВП в конструкции станка ЧПУ.

Вот фото самодельного станка, в котором ШВП зафиксированна неподвижно, а вращается гайка с помощью ременного привода и шестерни

В итоге, ШВП является более дорогим и надежным вариантом передач для станков, подходит для перемещения тяжелых порталов с высокой точностью. В зависимости от веса и конструкции станка можно применять SFU1205, SFU1605/1610, SFU2005/ 2010 или еще более массивную SFU2505/2510.
Расчет и настройка ремённой и винтовой придачи ЧПУ станка. Калибровка.
Продолжаем разбираться с ЧПУ станком. Настройку прошивки GRBL рассмотрели тут: Прошивка grbl 1.1, настройка — инструкция на русском. Но где же взять параметры для настройки ЧПУ станка? Сегодня в статье рассмотрим, как можно рассчитать винтовую и ременную передачу ЧПУ станка. Но расчет не всегда дает 100% результат. Для проверки и корректировки неточности используется калибровка ЧПУ станка. Как это сделать на практике я уже рассказывал в проекте:ЧПУ плоттер на Arduino своими руками.
При расчете нужно учитывать один немало важный параметр, который мы еще не рассматривали подробно – это Микрошаг.
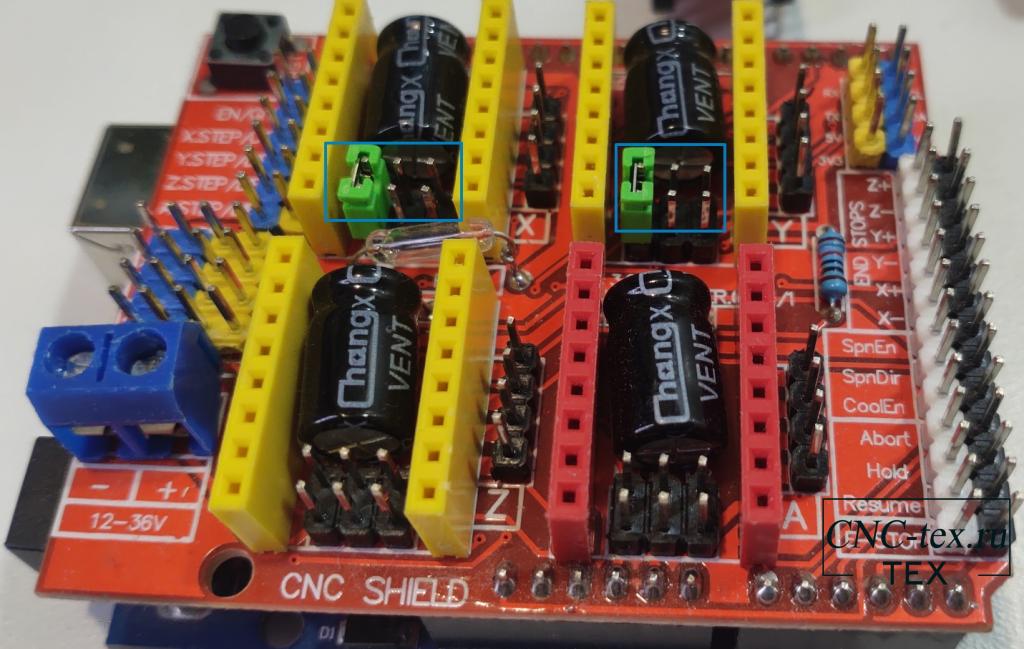
Что такое микрошаг и как настраивать микрошаг шагового двигателя.
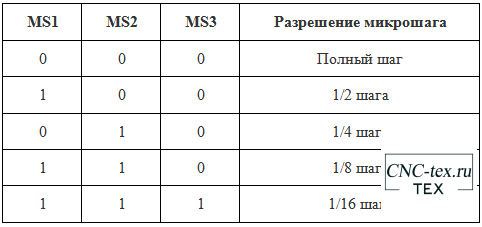
Основной параметр шаговых двигателей (ШД) это количество шагов на 1 оборот. Самое распространённое значение для ШД – 200 шагов на оборот (или 1,8 градуса на шаг). Мы будем использовать это разрешение во всех сегодняшних примерах. Более точную информацию можно узнать в описании к вашему шаговому двигателю. Зачастую 200 шагов на оборот, могут быть недостаточными для достижения необходимой точности. С целью повышения точности можно изменить передаточное число механически (использовать редуктор), а можно включить микрошаг – режим деления шага шагового двигателя, это увеличит число шагов на оборот, с коэффициентом 2n (n — целое число). Драйвер A4988 поддерживает деление шага: 1, 1/2, 1/4, 1/8, 1/16. Подробнее о драйвере A4988 читайте тут: Драйвер шагового двигателя A4988. Драйвер DRV8825 поддерживает деление шага: 1; 1/2; 1/4; 1/8; 1/16; 1/32. Подробнее о драйвере DRV8825 читайте тут: Драйвер шагового двигателя DRV8825.
 Давайте рассмотрим пример. Если мы выставим микрошаг 16, что является в 16 раз больше полного шага и в нашем примере даст 3200 (200х16) шагов на оборот. На первый взгляд это отличный результат и почему бы не использовать максимальное деление шага во всех станках. Но тут есть и минус – это падение крутящего момента при увеличении деления шага. Подробнее Микрошаг рассмотрим в следующей статье.
Давайте рассмотрим пример. Если мы выставим микрошаг 16, что является в 16 раз больше полного шага и в нашем примере даст 3200 (200х16) шагов на оборот. На первый взгляд это отличный результат и почему бы не использовать максимальное деление шага во всех станках. Но тут есть и минус – это падение крутящего момента при увеличении деления шага. Подробнее Микрошаг рассмотрим в следующей статье.
Расчёт винтовой передачи ЧПУ станка.
Винтовая передача ЧПУ, либо ее более продвинутый вариант шарико-винтовая передача (ШВП), являются наиболее часто используемым вариантом перевода вращательного движения вала шагового двигателя в линейное перемещение исполнительного механизма.
Для расчёта разрешения нам необходимо знать ШАГ винта, либо шаг винта ШВП. В описании трапецеидальных винтов обычно пишут Tr8x8,Tr10x2, первая цифра говорит нам о диаметре винта, вторая как раз о его шаге в мм. Винты ШВП обычно обозначаются 1204, 1605 и т.п. Первые 2 цифры – это диаметр винта, вторые две – это шаг в мм. В 3d-принтерах обычно используют винт Tr8x8, диаметром 8 мм и с шагом 8 мм. Обзор моего 3d-принтера можно посмотреть тут:Обзор 3D принтера Anet A8. Сборка. Наладка.

Формула расчета винтовой передачи ЧПУ получается следующей, в числителе – количество шагов на оборот, в знаменателе – перемещение за оборот.
Тп = Sшд*Fшд/Pр
- Тп — точность перемещения, шаг/мм
- Sшд — количество шагов на оборот для двигателя (в наших примерах 200)
- Fшд — микрошаг (1, 2, 4, 8 и т. д.)
- Pр — шаг винта (например, 8 мм)
Рассчитаем пример со следующими параметрами, двигатель 200 шагов на оборот, с 4-кратным микрошагом, с трапецеидальным винтом Tr8x8 даст нам 100 шагов на мм.
Другими словами, для того чтобы ЧПУ станок переместился на 1 мм, нам нужно сделать 100 шагов двигателя. Что является неплохой точностью.
Расчетные значения нужно указать в прошивке GRBL:
Расчет ременной передачи ЧПУ станка.
Во многих ЧПУ станках используются ремни и шкивы. Ремни и шкивы бывают разных форм и размеров, но одним из распространённых стандартов является GT2.

Следующие уравнение применимо для цепных и ременных передач, если вы введете правильный шаг. Обратите внимание, что эти уравнения не учитывают люфт.
Вот простое уравнение, которое вы можете использовать для расчета шагов на мм для линейного движения с ремнями и шкивами.
Тлп = Sшд*Fшд/Pр*Nшк
- Тлп — точность линейного перемещения, шаг/мм
- Sшд — количество шагов на оборот для двигателя (в наших примерах 200)
- Fшд — микрошаг (1, 2, 4, 8 и т. д.)
- Pр — шаг ремня (например, 2 мм)
- Nшк — количество зубьев на шкиве, на валу двигателя.
Попробуем посчитать для примера с такими параметрами, двигатель 200 шагов на оборот, с 2-кратным микрошагом, 2-миллиметровыми ремнями GT2 и шкивом с 20 зубцами даст нам 10 шагов на мм.
200*2/2*20=10 шагов/мм.
Данный пример подойдет для расчета перемещения 3d-принтера. ЧПУ станков на ремнях: лазерный гравировальный, плоттер и пр.
Расчетные значения нужно указать в прошивке GRBL:
Калибровка ЧПУ станка.
После настройки станка необходимо проверить точность перемещения станка по осям. Для этого нужно отправить команду на перемещение по оси, на относительно большое расстояние. Я чаще всего использую 100 мм. После чего произвести замер перемещения. Если значения не отличаются – это означает, что все работает верно. Но если расстояние перемещения больше или меньше, то нужно внести корректировку – провести калибровку ЧПУ станка. Для этого будем использовать формулу:
Тк = Тп * Kп / Kф
- Тк – калибровочное значение, шаг/мм.
- Тп — точность перемещения, шаг/мм (из примера 100 шаг/мм)
- Kп — заданное значение для перемещения (в моем случае 100 мм.)
- Kф — фактически, на какое расстояние переместилась ось (допустим на 99 мм.)
Для примера проведем расчёт винтовой придачи, которую рассчитывали выше и выяснили, что нужно совершить 100 шагов для перемещения на 1 мм. Также допустим, что мы отправили команду на перемещение станка на 100 мм, а по факту он переместился на 99 мм. Произведём расчет:
100*100/99=101,01 шагов/мм.
Указываем данное значение в прошивке GRBL и проводим калибровку еще раз. Если ЧПУ станок перемещается на заданное значение, можно пользоваться станком. Иначе проводим повторную калибровку.
Понравился статья Расчет и настройка ремённой и винтовой придачи ЧПУ станка. Калибровка ! Не забудь поделиться с друзьями в соц. сетях.
А также подписаться на наш канал на YouTube, вступить в группу Вконтакте, в группу на Facebook.
Спасибо за внимание!
Технологии начинаются с простого!
Шарико-винтовая передача. Расчет винтовой передачи


Винтовая передача относится к разряду механических. Основное предназначение этой операции — преобразование вращательного движения в поступательное или наоборот. Данный вид передачи состоит всего из двух элементов — винта и гайки.
Описание устройства
Как уже было сказано, механизм винтовой передачи применяется для преобразования движения. Наиболее распространенными примерами использования данной системы стали такие приспособления, как домкраты, прессы, металлорежущие станки, прокатные станы, грузоподъемное оборудование и т. д. Также стоит отметить, что все это примеры преобразования вращательного движения в поступательное. Но для обратной процедуры это приспособление используется очень редко. К примеру, механизм перемещения пленки фотоаппарата работает по обратному принципу преобразования движения.

Существует несколько преимуществ этой системы: бесшумная работа, плавное зацепление, простота конструкции, возможность получения большой силы.
Однако имеется и ряд недостатков: довольно часто винтовая передача заедает, а ее коэффициент полезного действия, то есть КПД, низкий.
Устройство и виды
В настоящее время имеется два основных устройства системы. Первый ее тип содержит неподвижную гайку и подвижный винт, а второй тип, наоборот, имеет подвижную гайку и неподвижный винт. К первой категории устройств можно отнести винтовой домкрат, а вторая группа используется, например, в ходовых винтах станков и в других устройствах.

Существует также несколько видов винтовых передач:
- Система скольжения.
- Система качения, характеризующаяся тем, что гайка имеет канавки, в которые помещаются шарики.
- Планетарные роликовые передачи, считающиеся довольно перспективными, так как отличаются высокой точностью и жесткостью.
- Волновой вид передачи, он отличается довольно малыми поступательными движениями.
- Гидростатическая винтовая передача, характеризующаяся малой степенью трения, малым износом и довольно высокой точностью.
Резьба и расчет
Кроме того, что существует несколько видов системы, имеется также несколько типов резьбы для гайки и винта. Если необходимо обеспечить наименьшее трение между деталями, то используется прямоугольный вид. Однако тут очень важно отметить, что технологичность этого типа соединения довольно низкая. Другими словами, нарезать такую резьбу на резьбофрезерном станке невозможно. Если сравнивать прочность прямоугольной и трапецеидальной резьбы, то первая значительно проигрывает. Из-за этого распространение и использование прямоугольной резьбы в винтовой передаче сильно ограничено.

По этим причинам, основным типом, который используется для устройства передаточных винтов, стала трапецеидальная резьба. У того типа имеется три вида шага — мелкий, средний, крупный. Наибольшую популярность заслужила система со средним шагом.
Расчет винтовой передачи сводится к расчету передаточного соотношения. Формула выглядит следующим образом: U=C/L=pd/pK. С — это длина окружности, L — ход винта, p — шаг винта, K — число заходов винта.
Шарико-винтовая передача (ШВП)
ШВП — эта одна из разновидностей линейного привода, которая также служит для того, чтобы преобразовывать вращательное движение в поступательное. Однако здесь есть отличие, которое заключается в том, что этот тип системы характеризуется очень малым трением.

Роль винта в таких системах исполняет вал, который обычно выполнен из очень прочной стали. На своей поверхности это устройство имеет беговые дорожки со специфичной формой. Именно такое приспособление способно взаимодействовать с гайкой. Однако их работа осуществляется не напрямую, как это происходит в обычной винтовой передаче, а через маленькие шарики. Здесь используется принцип трения качения.
Данный принцип взаимодействия обеспечивает очень высокие показатели коэффициента полезного действия (КПД), а также высокие перегрузочные характеристики.
Применение и развитие ШВП
Шарико-винтовая передача чаще всего используется в такой отрасли, как авиастроение, в ракетостроении для перемещения рулевых поверхностей, в транспортных средствах. Наиболее широкий спектр использования такой системы можно наблюдать в прецизионном машиностроении, в частности, в станках с ЧПУ.
История создания такого винта является довольно необычной, так как самый первый наиболее точный шариковый винт был получен при использовании низкоточного обычного винта. Устройство имело следующий вид: на винт была смонтирована небольшая конструкция из нескольких гаек, натянутых пружиной, после чего она была притерта по всей длине.
Появилась возможность усреднить погрешности шага и винта, и гайки, при помощи перемещения элементов по основе, а также при помощи смены направления натяжения.
Использование ШВП
Чтобы добиться длительного срока службы шариковой винтовой передачи, необходимо следовать правилам эксплуатации этой системы. Чтобы она смогла на должном уровне сохранить все свои показатели, в том числе и точность, очень важно следить за чистотой рабочего пространства устройства. На работающую пару не должны попадать такие абразивные частицы, как пыль, стружка и т.д.

Чаще всего такие проблемы решается тем, что на винт с гайкой устанавливают гофрозащиту из резиновых или полимерных материалов. Это полностью исключает возможность загрязнения. Если система работает в открытом режиме, то эту задачу можно решить и другим путем. В таких случаях монтируется компрессор, который под высоким давлением подает очищенный воздух на работающую пару.
Так как система работает по принципу трения качения, то появляется возможность предварительного натяга, которая позволяет убрать ненужный люфт передачи. Люфт — это зазор, который образуется между вращательным и поступательным движением в тот момент, когда оно меняет свое направление.
Качества передачи
Как и у любой другой системы, у этой имеются свои преимущества и недостатки.
К минусам устройства относят то, что имеется шанс на обратную передачу, если угол работы ШВП слишком большой. Это возникает из-за того, что трение слишком мало, а потому гайка не блокируется при подъеме. Она передает линейное усилие в крутящий момент. К тому же использовать такие системы передачи на ручных приспособлениях не рекомендуется.

К преимуществам относится то, что низкий процент трения обуславливает низкую диссипацию, что, в свою очередь, сильно повышает КПД всей системы. По этому показателю ШВП превосходит любой другой аналог передачи, которая занимается преобразованием вращательного движения в поступательное. Максимальный показатель коэффициента полезного действия для наиболее распространенных ШВП превышает 90%. Для сравнения скажем, что самые близкие к ним метрические или винтовые зубчатые передачи имеют КПД максимум 50%.
Из-за того, что скольжение в шарико-винтовой передаче практически отсутствует, это положительно сказывается на увеличении срока службы ШВП и на экономичности, так как время на простой при ремонте, смазке или замене деталей, существенно снижается. Поэтому такие устройства наиболее выгодные.
Изготовление и точность
Наиболее высокоточные винты для ШВП можно получить только в процессе шлифовки материала. Есть и другой способ получения винта — это накатка. Стоимость будет значительно ниже, чем при шлифовке, но при этом погрешность изделия будет составлять около 50 микрон на 300 мм хода. Заметим, что наиболее высокоточные шлифованные детали характеризуются погрешностью в 1-3 микрона на 300 мм, а некоторые еще меньше. Чтобы получить заготовку для будущего винта, материал должен пройти процесс грубой механической обработки, после этого он закаляется и шлифуется до необходимого состояния.
Инструментальный вид ШВП чаще всего имеет точность до 250 нм на сантиметр. Чтобы изготовить такие изделия, необходимо пройти процесс фрезеровки и шлифовки. Осуществлять эти операции необходимо на очень высокоточном оборудовании. Исходным сырьем для таких винтов является инвар или инварные сплавы.
Шарико-винтовая передача движения
Для передачи усилия и движения могут применяться самые различные шарико-винтовые передачи. Наибольшее распространение получила шарико-винтовая передача. Она обеспечивает линейное передвижение привода, которое преобразует вращение в поступательное движение. Среди особенностей этого процесса можно отметить крайне малое трение, так как оно приводит к износу материала и существенному снижению КПД, нагреву трущихся элементов. Рассмотрим особенности этого процесса подробнее.

Функциональное предназначение и устройство
Как ранее было отмечено, шарико-винтовая пара применяется для передачи усилия и преобразования вращения в поступательное движение. Устройство характеризуется наличием нескольких элементов:
- Стержень с винтовыми канавками.
- Гайка с подходящей резьбой и размером.
Наибольшее распространение получили варианты исполнения, характеризующиеся резьбой с полукруглым профилем. Шариковые винтовые пары довольно просты в исполнении, что определяет их надежность и длительный срок эксплуатации.

Устройство шарико-винтовой передачи
Принцип работы
Винтовая пара характеризуется довольно простой конструкцией, которая работает следующим образом
- На момент вращения гайки шарики перекатываются по созданным каналам.
- Шарики способны поступательно перемещать гайку, выталкивая из резьбы. При этом есть перепускной канал, за счет которого происходит возращение шариков в исходное положение.
- Перемещение шарика происходит по замкнутому контуру, который находится внутри гайки.
- Наибольшее распространение получили варианты исполнения шарико винтовые передач, в которых канал возврата соединяется два соседних витка.
Встречаются самые различные варианты исполнения рассматриваемой конструкции. Они выбираются в зависимости от условий эксплуатации и предназначения. Примером можно назвать то, что в станкостроительстве используется шариковая винтовая передача с трехконтурной гайкой. Для этого создается специальный вкладыш, для которого создается окно овальной формы. Для снижения трения и повышения показателя КПД применяются сразу три вкладыша, размещаемые под углом 120 градусов относительно друг друга.

Быстроходные или скоростные ШВП
Современные станки и иное оборудование характеризуется высокой производительностью и универсальностью в применении. Как правило, усилие создается двигателем, который совершает вращательное движение. Для того чтобы преобразовать вращение в возвратно поступательное движение применяется винтовая передача. Обычное сочетание винта и гайки характеризуется менее высоким КПД, чем новые скоростные конструкции.
Быстроходная шариковая винтовая передача характеризуется следующими особенностями:
- При изготовлении применяется материал, который характеризуется высокой износостойкостью. Слишком сильный износ приводит к потери точности.
- Специальная шарико винтовая передача обеспечивает быстрое перемещение гайки.
Чаще всего скоростные ШВП устанавливаются на станки с ЧПУ. За счет их применения обеспечивается быстрое перемещение исполнительных органов.
Классификация
При изготовлении шарико винтовой передачи могут применяться самые различные технологии. В зависимости от их особенностей выделяют следующие виды конструкций:
-
- Катанные получаются при применении метода холодной катки. Как правило, подобная технология характеризуется меньшими затратами при ее применении. За счет этого соотношение цены и качества максимально высокое, то точность получаемых изделий низкая.
- Шлифованные – прецизионные изделия, которые после нарезания резьбы и закалки подвергаются шлифованию. За счет этого обеспечивается высокая степень гладкости. Большинство изделий из этой группы характеризуется повышенной точностью. Однако, процесс закалки и шлифования определяет существенное повышение стоимости изделия.

Виды шарико-винтовой передачи
-
Провести классификацию также можно по конструктивным особенностям:
- При изготовлении стандартной шарико винтовой пары применяются стандарты DIN .
- Прецизионные получают путем применения технологии шлифования. Конструкция может состоять из одной или двух гаек, которые предварительно натягивают.
- Есть варианты исполнения, полученные шлифованием, с сепаратором. Подобная конструкция характеризуется наличием конструкции, за счет которой обеспечивается возврат шариков в начальное положение.
- Шарико винтовая передача с вращающейся гайкой имеет встроенный подшипник, который обеспечивает точное перемещение подвижного элемента.
- В рассматриваемую категорию также включается шлицевой вал с втулками шарикового типа. Подобная шарико винтовая конструкция характеризуется компактностью и простотой монтажа.
- Вариант исполнения консольного типа. Применяется в случае, когда требуется компактная передача.
Подобная классификация учитывается при выборе требуемой конструкции.
Технические характеристики ШВП
При выборе шарико-винтовой передачи учитываются ее основные характеристики. Как правило, они следующие:
- Протяженность стержня. Характеристики ШВП для оборудования с ЧПУ характеризуются максимальной длиной около 2-х метров. Это связано с тем, что слишком длинное изделие может деформироваться при точечном воздействии.
- Линейное скоростное передвижение – основной показатель, который стоит учитывать.
- Диаметр и шаг винта также можно назвать важными показателями. Именно они определяют то, какая нагрузка может оказываться.
- Точность изделия, которая варьирует в пределе от С1 до С10.

Технические характеристики ШВП
Можно встретить также табличную информацию, которая применяется для определения основных характеристик.
Установка передачи
Выбор ШВП можно провести в процессе разбора конструкции и эскизного проектирования. Перед установкой винтореечной шариковой передачи проводится расчет:
- Величины хода стола.
- Необходимое усилие, которое должно быть на винте.
- Выбирается наиболее подходящая длина винта.
- Точность определяет, нужно ли проводить установку шарико винтовой передачи, полученного путем шлифования или холодного проката.
- Определяются конструктивные особенности гайки: возврат шариков в исходное положение, нужен ли подшипник, какой должна быть гайка. Примером можно назвать то, что конструкция с одинарной гайкой обходится намного дешевле, но вариант исполнения с двойной более износостойкий.
- Уточняется, должен ли надежно фиксироваться свободный конец.
- Определяется то, как шарико винтовая передача соединяется с корпусом.

Шарико-винтовая передача перед установкой
После выбора подходящего варианта исполнения шарико-винтовой передачи проводится ее установка. Крепление может проводится при применении винтов и заклепок или путем сварки.
Область применения
Основные характеристики определяют широкое распространение ШВП. Примером можно различные узлы автомобилей и станки. Более наглядным применением ШВП можно назвать нижеприведенные случаи:
- Изготовление привода станков ЧПУ. Современные варианты исполнения обладают несколькими линейными приводами. Примером можно назвать случай, когда станок Tornos имеет 14 управляемых осей.
- КАМАЗ и некоторые другие автопроизводители применяют подобную рейку при изготовлении рулевого механизма. За счет этого упрощается процесс изменения положения тяжелых колес, которые отягощены грязью.
- При производстве принтера и другого типографического оборудования устанавливается подобная рейка.

Шарико-винтовая передача на станке с ЧПУ
Как ранее было отмечено, в качестве основного источника усилия устанавливается двигатель. Вращение преобразуется рейкой в возвратно-поступательное движение, которое весьма распространено.
Преимущества ШВП перед остальными видами передач
Преимуществ у ШВП довольно много. Подобная конструкция характеризуется следующими достоинствами:
- Низкий коэффициент трения, который достигается за счет применения шариков.
- Более высокое значение КПД. Если сравнивать другие аналоги, которые могут передавать поступательное движение, то они существенно уступают. У многих вариантов исполнения ШВП имеет показатель КПД на уровне 90%.
- Скольжение отсутствует по причине применения канавок с шариками. За счет этого также существенно повышается длительность эксплуатации.
- Простота обслуживания и ремонта. При необходимости можно быстро добавить масло в зону хода винта. Смазывающее вещество равномерно распределяется по поверхности, за счет чего повышается эксплуатационный срок.
- Высокая скорость перемещения, которую можно достигнуть за счет использования специальных вариантов исполнения ШВП.
- Сниженное требование к приводу по показателю мощности. Это связано с низким сопротивлением хода винта.
Однако есть и несколько существенных недостатков, которые должны учитываться при выборе привода. Примером можно назвать высокую вероятность обратного хода при установке винта под большим углом или вертикально. Этот недостаток связан с тем, что трение минимальное.
Рассматриваемую шарико-винтовую передачу не рекомендуется использовать при создании ручных подач. Кроме этого, негативным фактором можно назвать высокую стоимость изделия, так как оно состоит из нескольких точных элементов. Для обеспечения низкой степени износа поверхность подвергается закалке, за счет чего стоимость изделия также повышается.
Шарико-винтовая передача SFU1605 400 mm: модернизируем 3D принтер

- Цена: $25.99
- Перейти в магазин
Небольшой обзор шарико-винтовой пары винт+гайка SFU1605
И предлагаю обсудить установку ШВП в 3Д принтер.
Речь идет про H-боты и CoreXY из фанеры и профиля.
Установка ШВП на ось Z позволяет убрать некоторые эффекты механики, влияющие на качество результата, а именно люфты, «эффект резьбы» и прочие дефекты.
Добиться улучшения качества печати можно также и другими способами.
Обо всем этом речь пойдет под катом
Итак, прошлый раз поднимали уже тему про шарико-винтовую передачу и 3Д печать и так и не пришли в общему мнению.
Я попытаюсь просуммировать информацию.
Варианты установки ШВП на ось Z для подъема стола:
1) На супортах-подшипниках типа BK10/BF10 для SFU1204, типа BK12/BF12 для SFU1605/1610. Встречаются компоновки на фланцевых подшипниках FK/FF — зависит от конструкции.
Вот собственно говоря, пример моего подражания. Идею по размещению ШВП брал отсюда, с этой модели 
Вообще существуют серийно выпускаемые 3д принтеры, с ШВП (Greality, Chronos, Wanhao и т.п.)
2) Неплохой вариант для установки комплекта мотор-винт со свободным концом — фактически эконом вариант первого предложения. Убираем суппорты, винт крепится нижним концом в моторе, гайка — к столу/каретке.
3) Вариант с установкой комплекта мотор-винт позволяет экономить место по Z (около 60 мм из-за отсутствия муфты). Экономим место и деньги. 
Плюсы установки ШВП в 3Д принтер:
1) Убирается эффект «резьбы» — периодически повторяющиеся дефекты слоев по высоте на принтерах, на которых стоит шпилька по Z, крайне заметно при кривых шпильках
2) Убираются люфты перемещений. 
Сразу сказу, что есть более дешевые способы убрать люфт — гайки Т8 с преднатягом, гайки из нейлона/POM. Можно поставить нормальные проверенные винты Т8 (купить партию, проверить все, отбраковать откровенное г. установить более-менее хорошие) 
Теперь пару слов про установку.
Для фанерных принтеров чаще всего предлагают установить мотор-винт для экономии места.
Так как установка комплекта ШВП не предполагает разборку пары винт-гайка, то для комплекта мотор-винт потребуется специальный вырез с накладкой в месте крепления мотора.
Для экспериментов взял одну из ШВП, купленных в свое время для ЧПУ станка (ось Z)
Характеристики лота:
Модель: SFU1605
Диаметр: 16 мм
Перемещение: 5 мм/оборот
Длина винта: 400 мм
Масса: 705 г.
Комплект: винт + гайка
Итак, внешний вид комплекта 
400 мм — даже многовато для оси Z деревообрабатывающего станка, но для 3Д принтера самый раз. 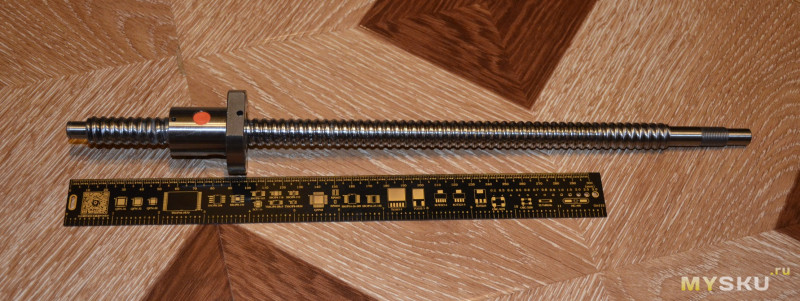
Конец — обработан под посадочное место под суппорты BK/BF/FK/FF. Если речь идет про установку в мотор-винт, то схема обработки там другая. 
Фотография гайки. Хорошо видно техническую смазку 
В комплекте с ШВП были суппорты. возможно пойдут для установки в принтер (при соответствующей переделки корпуса) 
Оба суппорта 
Сравнение суппортов с различными типами подшипников 6000ZZ и 6000RS. Последний из обозреваемого комплекта 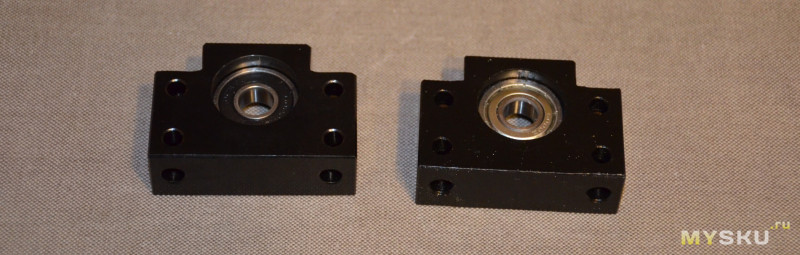
Суппорт BF12 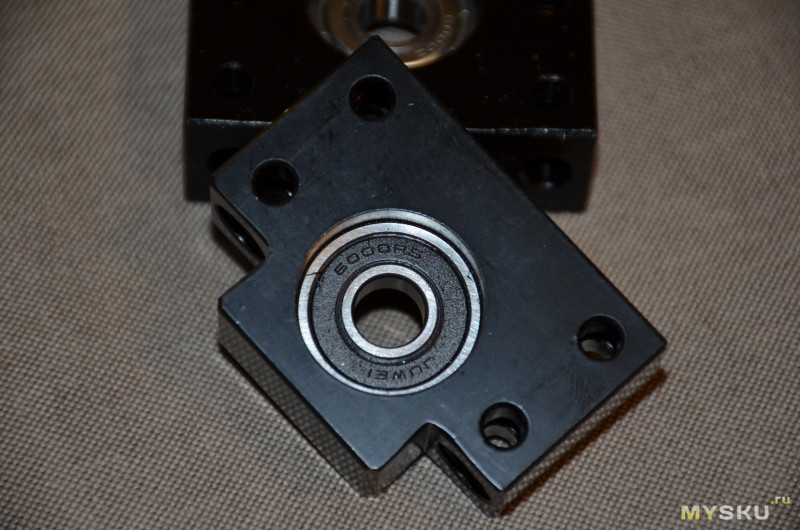
Гайка и кольцо из комплекта суппорта 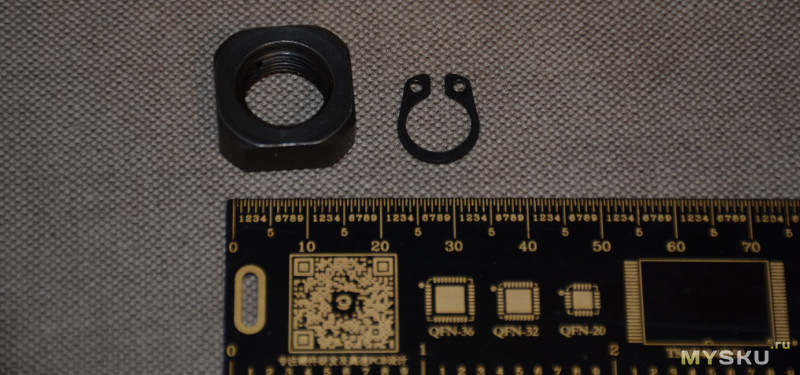
Еще раз размеры. Для BF12 это 10 мм, для BF10 это 8 мм 
Посадочное место BK12 (12 мм). Для винта 1204 и суппорта BK10 будет 10 мм. 
Фотография перед сборкой ШВП 
Фиксирующая гайка 
Вариант сборки на суппортах. Подумывают все таки оставить со свободным концом вверху, так как нагрузка будет небольшая. 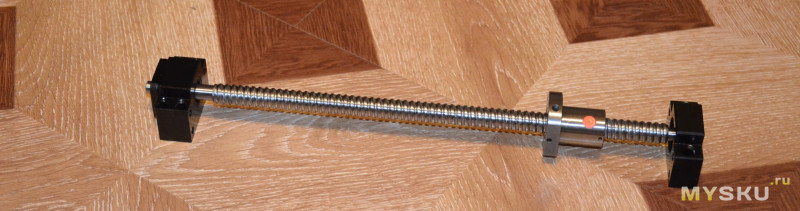
Для сборки потребуется переделать каретку-стол. Берем чертеж фанерного бота. Нужно увеличить отверстия под винт и гайку 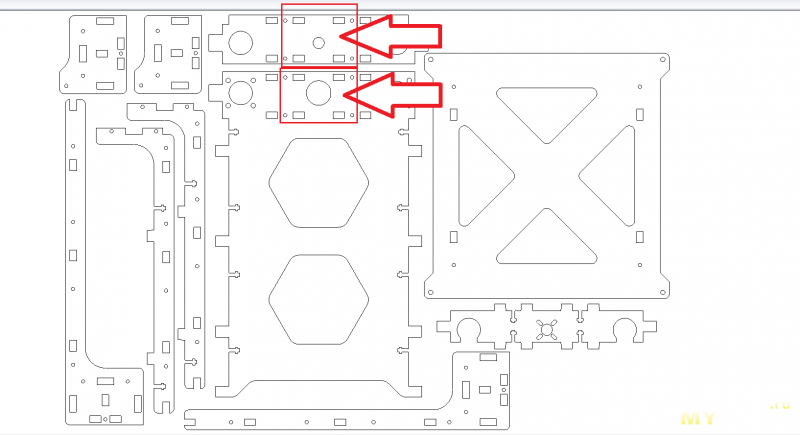
Диаметр гайки составляет 28мм, диаметр винта 16мм (для SFU1605, для SFU1204 будет 12мм соответственно), а также есть 6 крепежных отверстий под гайку. 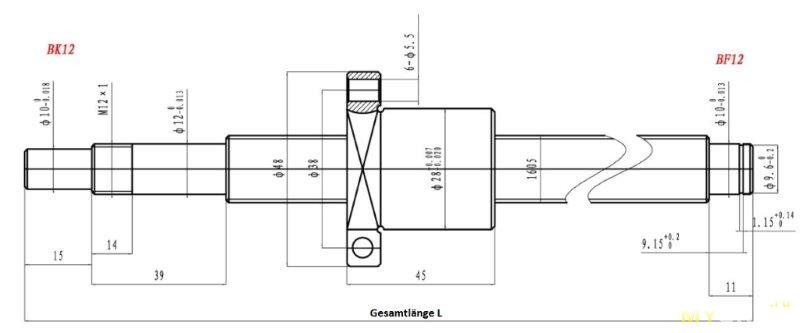
Доработанный чертеж. Лучше сделать заново на ЧПУ или лазерной резке, чем растачивать самому — будем соблюдать соосность 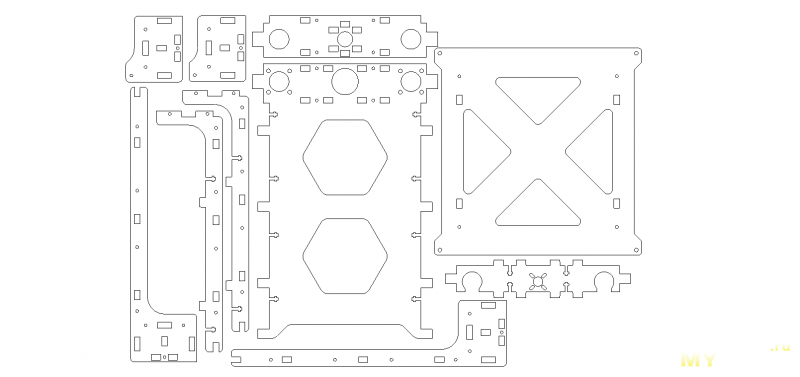
При сборке соответственно ставим гайку SFU вместо гайки Т8. 
Вот примерно как должно выглядеть это после установки в фанерный принтер 
Внешний вид Зава с SFU1204 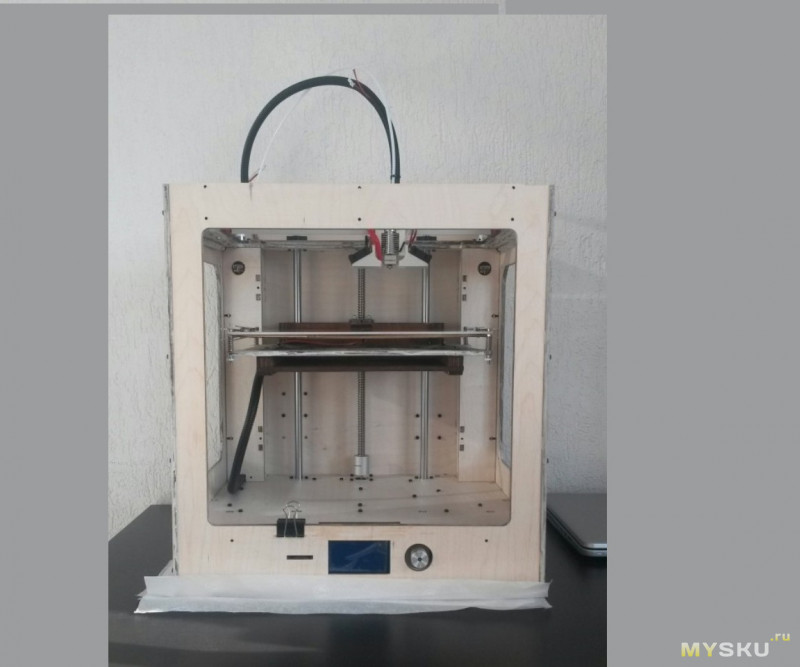
Верхний конец ШВП не закреплен. В идеале хочу добиться вот такого 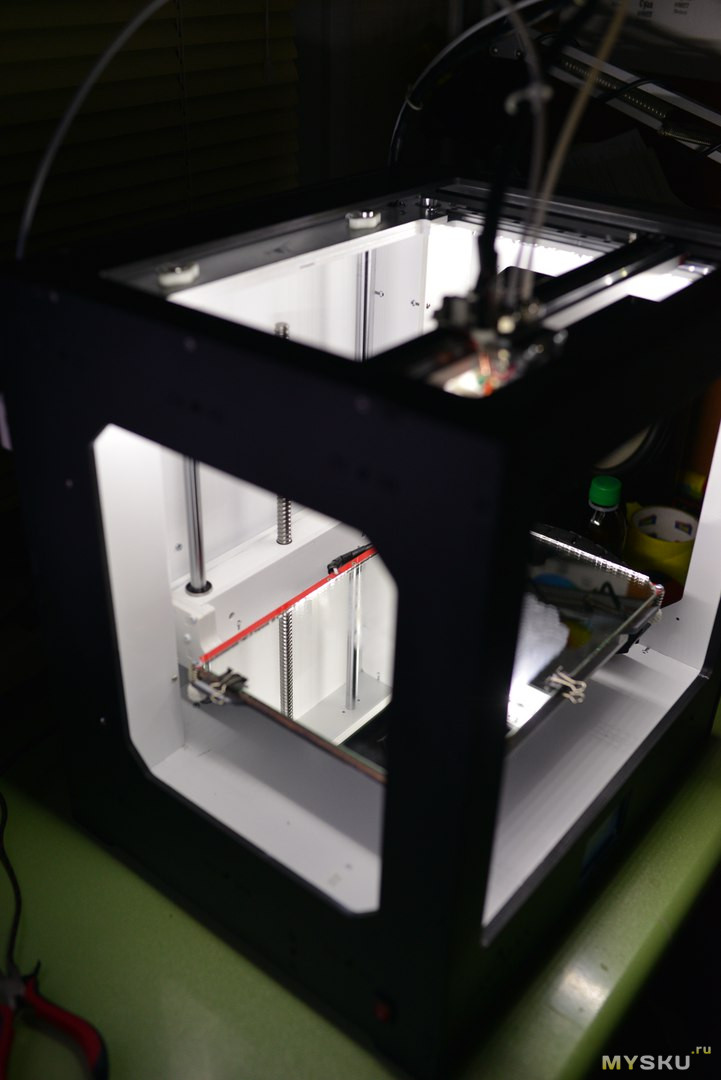


В прошивке не забывайте сделать пересчет шагов по оси Z за один оборот. Для SFU1605 это составляет 5мм на оборот, для SFU1610 это 10 мм на оборот, для SFU1204 это 4 мм соответственно.
По результатам оценочных прикидок могу сразу сказать, что экономически оправдано брать ШВП типа 1204 без суппортов, а в идеале — мотор-винт с 1204 нужного размера.
Спасибо за просмотр!
Картинка в тему качественной 3Д печати (sls)

ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ ПЕРЕДАЧ
После изучения материала данной главы студент должен: знать
- • виды, назначение и характеристики винтовых передач;
- • особенности технологии изготовления винтовых пар скольжения;
- • основы технологии изготовления винтовых пар качения; уметь
- • достигать высокой производительности и требуемой точности при обработке ходовых винтов и гаек скольжения;
- • обеспечивать достижение требуемой точности при обработке деталей винтовых нар качения;
- • контролировать параметры точности ходовых винтов; владеть
- • резьбонарезанием ходовых винтов скольжения и качения;
- • подготовкой заготовок ходовых винтов;
- • изготовлением гаек скольжения и качения.
Назначение и виды винтовых передач
Винтовые передачи предназначены для преобразования кругового вращательного движения в прямолинейное поступательное. Передача состоит из двух элементов: винта и гайки. Винтовые передачи используются в различных устройствах, механизмах и машинах, и в зависимости от своего назначения могут быть подразделены на грузовые, ходовые и промежуточные (рис. 16.1).

Рис. 16.1. Назначение винтовых передач
Грузовые винтовые передачи используют в различных подъемниках, домкратах, прессах, тисках, нажимных механизмах. Они осуществляют передачу значительных осевых усилий. Имеются винтовые прессы с усилием до 125 МН. В современных концертных и театральных залах сцены имеют два положения, и перемещение из одного положения в другое происходит с помощью грузовых винтов.
Примером ходовых винтовых передач являются тс, которые служат для перемещения рабочих органов металлорежущих станков. Основное различие между этими двумя видами передач состоит в требованиях к грузоподъемности и точности перемещения.
По характеру взаимодействия винта и гайки винтовые передачи подразделяются на передачи скольжения и качения.
В грузовых передачах чаще всего используют винты скольжения с упорной резьбой, в ходовых винтовых передачах станков с ЧПУ от винтов скольжения с трапецеидальной или прямоугольной резьбой перешли к винтовым парам качения.
Некоторые винтовые передачи осуществляют вспомогательные действия, в ряде случаев весьма ответственные, например винты, которые перемещают закрылки самолетов, подъемы-опускания графитовых стержней атомных реакторов, движение зеркал телескопов, винты систем управления и др.
К достоинствам передачи винт-гайка скольжения можно отнести следующие характеристики:
- — большой выигрыш в силе благодаря большому передаточному отношению между приводом и винтом;
- — плавность и бесшумность;
- — простота конструкции, изготовления и монтажа;
- — возможность изготовления с высокой точностью;
- — возможность получения медленных высокоточных перемещений;
- — самоторможение в передаче;
- — малые габариты при большой несущей способности.
На рис. 16.2 приведены фотографии передач винт-гайка скольжения.

Рис. 16.2. Винтовые передачи скольжения
На рис. 16.3 представлен эскиз ходового винта, используемого в токарном станке с ручным управлением. Номинальные диаметры d, dx,d2 и шаг Р однозаходной трапецеидальной резьбы и соответствующие им шаги регламентированы ГОСТ 24738—81 и ГОСТ 9484—81, а остальные диаметры — ГОСТ 24737—81. Угол с каждой стороны профиля трапецеидальной резьбы по ГОСТ должен равняться 30°, однако завод-изготовитель станка пошел на изменение угла в сторону его уменьшения в два раза. Такое исполнение профиля призвано уменьшить циклическую (внутришаговую) погрешность от воздействия радиального биения резьбы.

Рис. 16.3. Винт скольжения
В зависимости от назначения, точности и предъявляемых в эксплуатации требований устанавливают пять классов точности ходовых винтов скольжения: 0, 1, 2, 3 и 4. В табл. 16.1 приведена допускаемая накопленная ошибка шага, в табл. 16.2 — допускаемое биение наружного диаметра.
Таблица 16.1
Допускаемая накопленная ошибка шага винтов, мкм
В пределах одного шага
На каждые следующие 300 мм длины добавляется
На всей длине винта, не более
Таблица 16.2
Допускаемое биение наружного диаметра винтов, мкм
Для винта длиной, м
Материалы винта и гайки должны составлять антифрикционную пару, т.е. быть износостойкими и иметь невысокий коэффициент трения. Па практике используют ходовые винты без закалки и с закалкой. Для винтов без закалки применяют сернисто-марганцовистую конструкционную сталь А40Г повышенной обрабатываемости резанием. В ответственных передачах для повышения износостойкости применяют закалку винтов до твердости, превышающей 1IRC 48, из стали марок 40ХГ, 50Г, 65Г, ХВГ, 8ХФ и др.
Гайки ответственных передач изготавливают из оловянных бронз марок БрОЮФ1, БрОбЦбСЗ и др., а в тихоходных передачах — из антифрикционных чугунов марок ЛВЧ-1, АКЧ-1 или серого чугуна марки СЧ20.
Основным недостатком винтовой передачи скольжения является низкий КПД из-за больших потерь на трение. Этот недостаток устраняется в винтовых передачах качения.
Передача винт-гайка качения — винтовая пара с промежуточными телами качения, чаще всего шариками. Эти передачи имеют сокращенное название ШВП (шариковые винтовые передачи). На винте и в гайке выполнена резьба криволинейного профиля, служащая дорожкой качения для шариков, размещенных между витками винта и гайки.
На рис. 16.4 представлены некоторые виды ШВП.

Рис. 16.4. Шариковые винтовые передачи
Достоинства шариковой винтовой передачи несомненны: малые потери на трение, высокая несущая способность при малых габаритах, возможность реализации равномерного поступательного перемещения с высокой точностью, повышенная жесткость, быстродействие, долговечность.
ШВП применяют в исполнительных механизмах и следящих системах в станкостроении, робототехнике, авиастроении, космической технике, атомной энергетике и др.
11а рис. 16.5 показано два вида профилей: круглый (а и 6) и арочный (стрельчатая арка, в).
Круглый профиль винта (см. рис. 16.5, 6) имеет канавку, назначение которой — выполнить разгрузку внутренних напряжений закаленной ТВЧ поверхности и облегчить достижение прямолинейности винта. Диаметр шарика йш меньше диаметра круговой поверхности резьбы винта и гайки. Контакт шарика происходит в точках 1 и 2.
На рис. 16.5, в показано исполнение передачи с арочным профилем. Натяг в передаче создается путем подбора определенного размера шариков.

Рис. 165. Профили винтов и гаек шариковых винтовых передач:
а и б — круглый; в — арочный (стрельчатая арка)
При вращении винта шарики вовлекаются в движение по винтовым канавкам, поступательно перемещают гайку и, выкатываясь из резьбы, через канал возврата возвращаются в исходное положение. Таким образом, перемещение шариков происходит по замкнутой внутри гайки траектории. Наиболее распространена конструкция ШВП, в которой канал возврата шариков 2 соединяет два соседних витка (рис. 16.6).

Рис. 16.6. Устройство шариковой гайки
В станкостроении применяют трех- и четырехвитковые гайки. Перепускные каналы выполняют в специальных вкладышах 3, которые вмонтированы в овальные окна корпуса гайки 1.

Рис. 16.7. Возврат шариков через канал во вкладыше
В трехвитковой гайке три вкладыша расположены иод углами 120° друг к другу, и каждый вкладыш по длине гайки смещен по отношению к другому на один шаг резьбы. Таким образом, шарики 2 в гайке разделены на три (по числу рабочих витков) независимые группы.
На рис. 16.7 показано, как при вращении винта 4 шарики 2, пройдя по винтовой канавке на винте путь, равный длине одного витка, выкатываются из резьбы в перепускной канал вкладыша 3, переваливают через выступ резьбы и возвращаются обратно в исходное положение на тот же виток гайки 1, откуда начиналось их движение.
Гайки с числом витков в гайке больше трех применяют в тяжело нагруженных передачах крупных станков.
По грузоподъемности шариковые винтовые передачи характеризуются статической и динамической осевой нагрузкой.
Статическая центральная осевая нагрузка (в II) соответствует расчетному контактному напряжению в зоне контакта шарика и дорожки качения, равному 3000 МПа. Возникающая при этих контактных напряжениях общая остаточная деформация тела качения и дорожки качения приблизительно равна 0,0001 диаметра шарика.
Базовая динамическая осевая грузоподъемность — постоянная центральная осевая нагрузка (в Н), которую ШВП теоретически может воспринимать при базовом расчетном ресурсе в 1 млн оборотов винта.
Осевая жесткость винтовой передачи характеризуется отношением осевой силы, приложенной к винту, к его смещению относительно неподвижной гайки.
В зависимости от условий работы и предъявляемых к ним требований ШВП подразделяют на передачи с зазором и передачи с натягом. Для профиля «стрельчатая арка» натяг осуществляют подбором шариков несколько большего диаметра, для круглого профиля — установкой двух гаек, размещенных с разных сторон в одном корпусе, с последующим относительным осевым смещением резьбы одной гайки относительно другой (рис. 16.8).

Рис. 16.8. Регулировка ШВП для создания внутреннего натяга
Регулировку натяга производят путем поворота одной гайки относительно другой. На фланцах каждой из гаек нарезаны наружные зубчатые венцы, а в корпусе с каждой стороны — венцы внутренние. Числа зубьев z< и Z‘2 отличаются на единицу, что позволяет при повороте гаек в одну и ту же сторону на равное число зубьев осуществлять осевое смещение резьбы в гайках на очень малую величину.
Регулировку натяга в резьбе поворотом гаек (рис. 16.8, а) выполняют вне винта на специальной оправке — трубе, которая имеет наружный диаметр, равный внутреннему диаметру d< впадин резьбы винта, и внутренний диаметр d2, равный диаметру хвостовика винта. После регулировки трубу одевают на хвостовик и навинчивают гайки вместе с корпусом на винт.
Если число зубьев на фланце одной из гаек равно zt, а на фланце другой 2 2 = 2 i+l> Т() поворот обеих гаек в одну сторону на k зубьев приводит при шаге Р к их осевому смещению А:

Например, при zx = 100, z2 = 101, Р = 10 мм смещение в одну сторону на один зуб (k =1) приведет к изменению осевого зазора (натяга) на А = = 0,99 мкм.
Полость гайки при сборке заполняют пластичным смазочным материалом марок ЦИАТИМ-01 или ЦИАТИМ-203.
Материалы винта, гайки и шариков должны обеспечить при закалке твердость рабочих поверхностей не ниже HRC 61. Винты изготовляют из сталей: марки ХВГ с объемной закалкой, марки 8ХФ с закалкой ТВЧ. Для гаек применяют стали марок IIIX15, ХВГ с объемной закаткой и цементуемые стати марок 18ХГТ, 12ХНЗА. Шарики изготавливают из хромистых сталей марок ШХ15, ШХ20СГ.
Классы точности передач определяются ОСТ 2 Р31—4—88, согласно которому установлены классы точности для ШВП позиционной группы П1, ПЗ, П5, П7 и для ШВП транспортной группы Т1, ТЗ, Т5, Т7, T9, Т10. ШВП позиционной группы имеют повышенную жесткость, выполняются с предварительным натягом, а ШВП транспортной группы — с зазором.
Гзоор — точность в пределах 300 мм измеряемой длины резьбы;
V2np — точность в пределах одного оборота, т.е. в пределах хода Ph резьбы.
Допускаемые значения нормируемых показателей приведены в табл. 16.3.
Таблица 163
Допускаемые значения показателей Гз00р и V2np, мм